Устройство фартука токарного станка 16к20: Фартук станка 16К20 | 16К20 Токарный станок
Содержание
Фартук токарного станка. Устройство фартука токарного станка
- Устройство фартука токарно-винторезного универсального станка
- Кинематическая схема токарно-винторезного станка
- Описание режимов работы фартука станка
- Конструкция фартука токарно-винторезного станка
- Чертежи фартука токарно-винторезного станка 1к62
Содержание
Устройство фартука токарно-винторезного универсального станка
Фартук токарно-винторезного станка жестко крепится к переднему торцу каретки суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение суппорта (подачу) вдоль направляющих станины. Движение от ходового валика используется также для механического перемещения поперечных салазок.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Ходовой винт используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта (движение подачи) с помощью разъемной маточной гайки. Скорость вращения ходового винта, следовательно, скорость подачи, регулируется коробкой подач токарного станка.
Вращательное движение ходового винта преобразовывается в поступательное движение суппорта (движение подачи) с помощью разъемной маточной гайки. Скорость вращения ходового винта, следовательно, скорость подачи, регулируется коробкой подач токарного станка.
Ходовой валик используется при выполнении всех остальных токарных работ. Вращательное движение ходового валика преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке, зубчатой рейки закрепленной на станине и сцепленного с рейкой зубчатого колеса. Это колесо может получать вращение либо механически — от ходового вала, либо вручную от вращения рукоятки (маховичка).
Механизмы в фартуке могут преобразовывать вращательное движение ходового валика в поступательное движение (механическую подачу) поперечных салазок суппорта.
Для ускоренного движения суппорта используется отдельный электродвигатель, который вращает ходовой валик с повышенной скоростью.
Смазку всех приводных частей, подшипниковые опоры и направляющие суппорта и каретки обеспечивает плунжерный насос. Он смонтирован и нижней крышке фартука и приводится в действие от вала червячной шестерни.
Он смонтирован и нижней крышке фартука и приводится в действие от вала червячной шестерни.
Смазка ходового винта производится при помощи ручной масленки при включенной маточной гайке.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Схема кинематическая токарно-винторезного станка
1. Схема кинематическая токарно-винторезного станка. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки осуществляется мнемонической рукояткой 25. Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным зажатием кнопки 12, встроенной в рукоятку 25.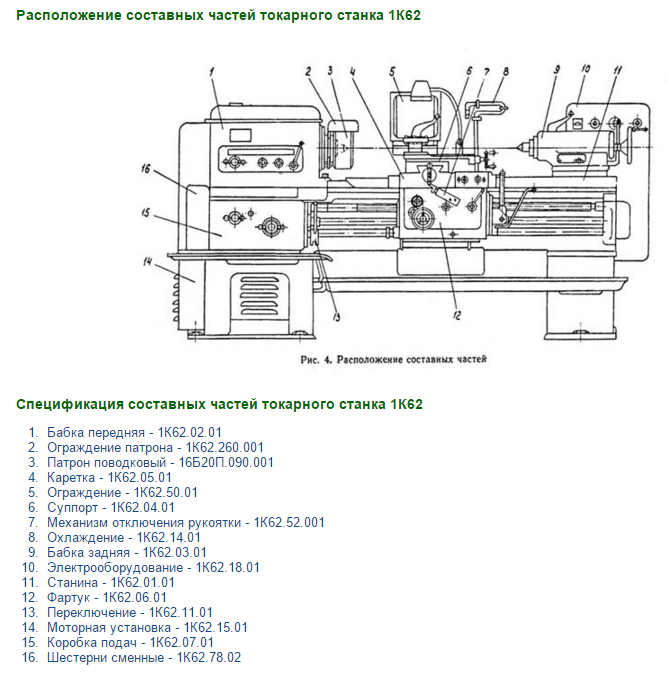 Этим и нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Этим и нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 24 включить маточную гайку и вывести из зацепления реечную шестерню путем вытягивания на себя кнопки 6.
Описание режимов работы фартука станка
Рис 9. Схема фартука токарно-винторезного станка
Продольная подача каретки суппорта
Продольная подача суппорта станка при выполнении всех токарных работ, кроме нарезания резьбы резцом, осуществляется при помощи закрепленной на станине зубчатой рейки 14 и катящегося по ней зубчатого колеса 17. Это колесо может получать вращение либо механически — от ходового вала 1, либо вручную от вращения рукоятки. Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и каретку суппорта вдоль станины.
Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и каретку суппорта вдоль станины.
Ручная продольная подача производится рукояткой 13 через колеса 12, 15, 17 и рейку 14.
Поперечная подача салазок суппорта
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо 7, шпонка которого также скользит в длинной шпоночной канавке 2 ходового вала 1. Вращаясь вместе с валом, колесо 7 приводит во вращение другое коническое колесо 4 и цилиндрические колеса 5, 3, 6 и 21. Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18.
Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18.
Ручная поперечная подача производится рукояткой 16.
Нарезание резьбы на токарно-винторезном станке
Рис. 10. Устройство разъемной гайки (маточной гайки) токарно-винторезного станка
Для продольного перемещения суппорта при нарезании резьбы пользуются ходовым винтом 22, с которым связана разъемная гайка (маточная гайка) 23, установленная в фартуке.
Устройство разъемной гайки показано на рис. 10. При нарезании резьбы обе половины гайки 23 сближают при помощи рукоятки 25; сближаясь, они захватывают нарезку винта 22, при вращении которого фартук, а вместе с ним и суппорт с резцом получают продольное перемещение. Для сдвигания и раздвигания половин разъемной гайки на валике рукоятки 25 закреплен диск 24 с двумя спиральными прорезями 26, в которые входят пальцы 27 нижней и верхней половины гайки 23. При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
Конструкция фартука токарно-винторезного станка
Фартук токарно-винторезного станка. Смотреть в увеличенном масштабе
Включение подачи по ходовому винту осуществляется замыканием маточной гайки (фиг. I, 15). Она состоит из двух полугаек 1 и 2, которые могут перемещаться по направляющим, выполненным в фартуке. С помощью рукоятки 4 на лицевой стороне фартука полугайки можно сближать, замыкая их на ходовом винте, или освобождать его; перемещение их осуществляется диском 5 с фасонными пазами, в которые входят штифты 3, запрессованные в полугайки.
Движение от ходового валика передается через скользящую по нему вместе с фартуком шестерню z = 27 (см. фиг. 1, 6) на червячную передачу фартука. С вала червячного колеса вращение передается в зависимости от того, какая из зубчатых муфт М6, М7, М8 или М9 включена — либо на реечную шестерню г = 10 — для получения продольной подачи, либо на шестерню г = 20, сидящую на подающем винте XXI поперечных салазок, — для получения механической поперечной подачи. Включение всех этих муфт на станке мод. 1К62 производится одной рукояткой (фиг. I, 16), причем направление включения совпадает с направлением подачи резца. Продольное перемещение суппорта вручную производится, при помощи маховичка на валу XXII, когда рукоятка включения механической подачи установлена в среднее положение. В фартуке имеется устройство, исключающее включение подачи одновременно по ходовому винту и ходовому валику (блокировка), так как такое включение привело бы к поломке.
Включение всех этих муфт на станке мод. 1К62 производится одной рукояткой (фиг. I, 16), причем направление включения совпадает с направлением подачи резца. Продольное перемещение суппорта вручную производится, при помощи маховичка на валу XXII, когда рукоятка включения механической подачи установлена в среднее положение. В фартуке имеется устройство, исключающее включение подачи одновременно по ходовому винту и ходовому валику (блокировка), так как такое включение привело бы к поломке.
Фартук токарно-винторезного станка
Для предохранения цепи подач от перегрузок, а также для работы по упорам (см. стр. 46), на оси червяка установлена предохранительная зубчатая муфта Мп (см. фиг. 1,6), пружина которой отрегулирована на передачу определенного крутящего момента. Если момент превысит допустимый, муфта начнет прощелкивать.
Сокращение времени на выполнение вспомогательных движений является важным резервом повышения производительности станков; поэтому у большинства современных станков предусмотрены механизмы, обеспечивающие быстрые («ускоренные») холостые перемещения инструмента.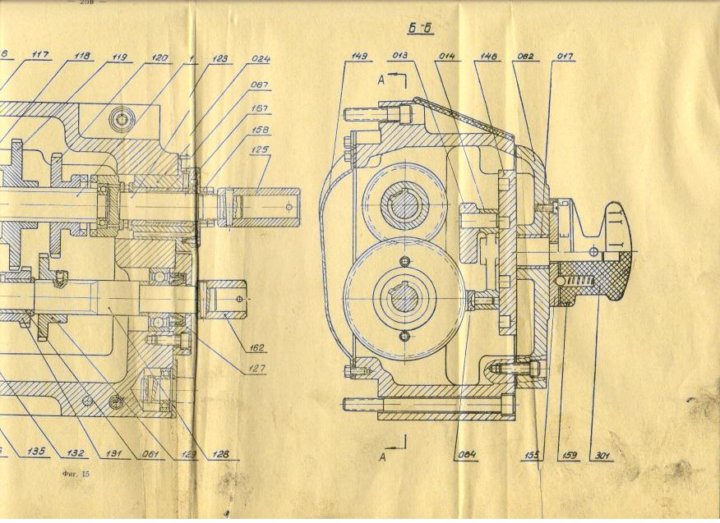 В станке 1К62 для этой цели на правом торце станины установлен отдельный электродвигатель (фиг. I, 17) мощностью 1 кВт, соединенный клиноременной передачей с ходовым валиком. Односторонняя муфта обгона Мо в коробке подач позволяет сообщать вращение ходовому валику как от коробки подач, так и от вспомогательного двигателя.
В станке 1К62 для этой цели на правом торце станины установлен отдельный электродвигатель (фиг. I, 17) мощностью 1 кВт, соединенный клиноременной передачей с ходовым валиком. Односторонняя муфта обгона Мо в коробке подач позволяет сообщать вращение ходовому валику как от коробки подач, так и от вспомогательного двигателя.
Обгонная муфта (фиг. I, 18) имеет наружное кольцо 2, фасонный диск 1, ролики 3 и пружины 4, поджимающие ролики. Такая муфта может передавать крутящий момент при заклинивании роликов только в одном направлении.
В коробке подач станка наружное кольцо обгонной муфты Жестко связано с блоком шестерен z — 56 (см. фиг. 1,6), а внутренний диск — с ходовым валиком XVI. Когда вспомогательный электродвигатель не включен, сообщается движение ходовому валику от коробки подач; когда этот двигатель включен, диск муфты вращается в том же направлении, что и наружное кольцо, но с большей скоростью, и это приводит к пробуксовке обгонной муфты. После остановки двигателя цепь рабочих подач автоматически восстанавливается. Двигатель быстрых перемещений включается кнопкой К (см. фиг. I, 16) на рукоятке включения автоматических подач. Механизм быстрых перемещений обеспечивает скорость продольного перемещения суппорта 3,4 м/мин и поперечного 1,7 м/мин. В тяжелых токарно-винторезных станках, имеющих несколько суппортов, быстрые продольные и поперечные перемещения осуществляются от отдельных электродвигателей, установленных на каждом суппорте.
Двигатель быстрых перемещений включается кнопкой К (см. фиг. I, 16) на рукоятке включения автоматических подач. Механизм быстрых перемещений обеспечивает скорость продольного перемещения суппорта 3,4 м/мин и поперечного 1,7 м/мин. В тяжелых токарно-винторезных станках, имеющих несколько суппортов, быстрые продольные и поперечные перемещения осуществляются от отдельных электродвигателей, установленных на каждом суппорте.
Фото фартука токарно-винторезного станка
Фартук токарно-винторезного станка
Чертежи фартука токарно-винторезного станка 1к62
Общий вид фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Читайте также: Заводы производители токарных станков в России
Фартук токарно-винторезного станка. Видеоролик
Быстрая замена фартука
Пошаговая установка фартука
Фрезеровка направляющей крышки фартука
Полезные ссылки по теме
Паспорт, Характеристики, Схема, Руководство, Чертежи
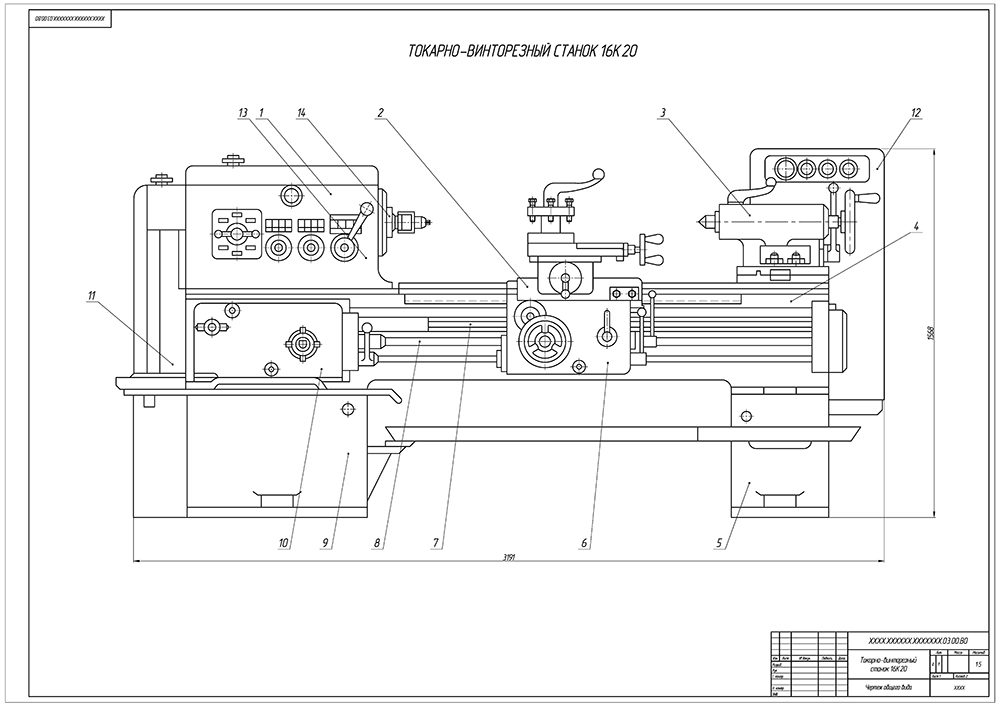
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т. п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Что такое фартук станка?
Узел, преобразующий движение ходового винта или вала в движение суппорта вдоль направляющих станины токарного станка называют фартуком. Фартук является частью механизма продольной и поперечной подачи резца, которая осуществляется вручную или механическим способом. К основным узлам фартука токарного станка можно отнести следующие детали:
- ходовой вал и ходовой винт,
- червяк, червячное колесо,
- разъёмная или маточная гайка,
- зубчатые колёса-шестерни,
- разъёмная гайка,
- маховик,
- рукоятки подачи.

В некоторых моделях станков количество всех деталей фартука может достигать до 150 и более единиц.
Технические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Паспорт токарно-винторезного станка 16К20
Данное руководство по эксплуатации «Паспорт токарно-винторезного станка 16К20» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Содержание
- Введение
- Расспаковка и транспортирование станка
- Снятие антикоррозионых покрытий
- Установка станка
- Подготовка станка к пуску
- Смазка станка
- Электрооборудование станка
- Пневмооборудование станка
- Органы управления
- Пуск станка и некоторые условия эксплуатации
- Указание по использованию и установке патронов и люнетов
- Механика станка
- Краткое описание основных узлов и их регулирование
- Кинематическая схема станка
- Схема расположения подшибников
- Характерные возможные неисправности.
- Ремонт.
- Указания о проведении контроля точности
- Паспорт станка
- Приложения
Скачать паспорт токарно-винторезного станка 16К20 в хорошем качестве можно по ссылкам расположенным ниже:
Фартук токарного станка
Узлы токарного станка
В фартуке расположены механизмы, преобразующие вращательное движение ходового винта и ходового вала в поступательное перемещение суппорта.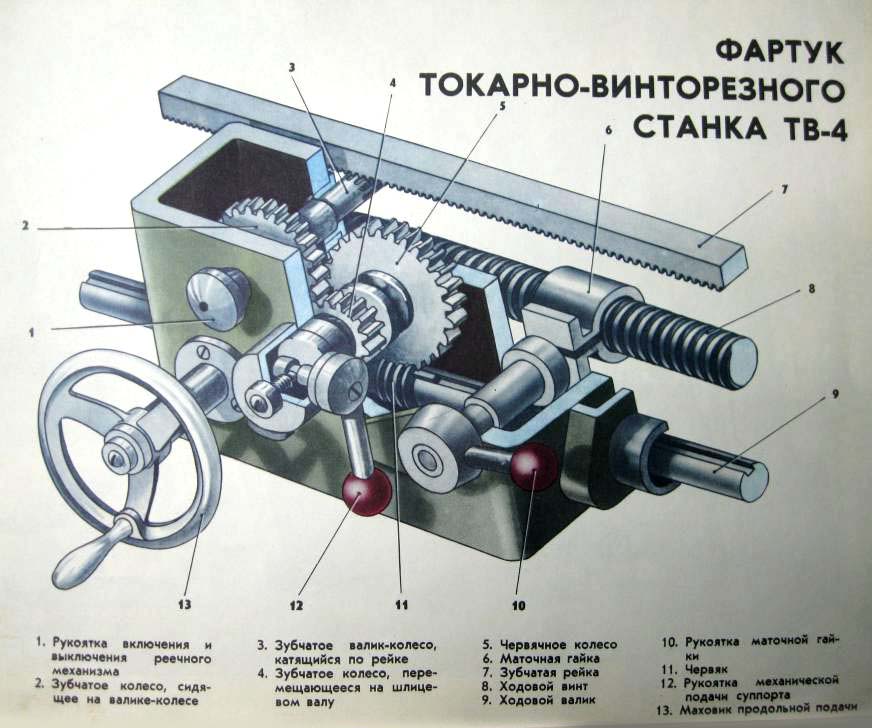
Кинематическая схема фартука
На рис. 241 показана кинематическая схема фартука токарно-винторезного станка 1А62. На ходовом валу II на скользящей шпонке сидит зубчатое колесо z — 40, перемещающееся вместе с фартуком. Это зубчатое колесо при вращении вала приводит в движение зубчатые колеса z = 40 и z = 33 блока Б1 и через паразитное колесо z=38 и левое колесо z=33 блока Б2 передает вращение четырехзаходному падающему червяку. Если блок Б2 передвинут в правую сторону и его колесо z = 40 сцеплено с колесом z=40 блока Б1, падающий червяк будет вращаться в обратном направлении, так как паразитное колесо z=38 в зацеплении участвовать не будет.
Рис. 241. Кинематическая схема фартука токарно-винторезного станка 1А62
Падающий червяк вращает червячное колесо z = 30, сидящее на валу VII. По шлицевой части этого вала можно перемещать зубчатое колесо z = 24, сцепляя его либо с колесом z = 50 вала VI для получения механической продольной подачи, либо с колесом 2 = 65 вала VIII для получения механической поперечной подачи.
При сцеплении зубчатого колеса z = 24 с колесом z = 50 вращается также колесо 2 = 23. От него получают вращение колеса z = 69 и z= 12, сидящие на валу V. Зубчатое колесо 2= 12 катится по рейке, прикрепленной к станине, и сообщает таким образом механическую продольную подачу суппорту.
В продольном направлении суппорт можно перемещать также вручную, вращая маховичок, сидящий на конце вала IV. Этот маховичок через колеса z = 15 и z = 69 вращает вал V с реечным колесом z = 12.
Если сцепить колесо 2 = 24, сидящее на шлицевом валу VII, с колесом 2 = 65 на валу VIII начнет вращаться колесо 2 = 20 и винт IX поперечной подачи, в результате чего суппорт получит механическую поперечную подачу.
Можно осуществлять поперечную подачу суппорта также вручную, вращая рукоятку, закрепленную на конце винта IX. В этом случае предварительно выводят из зацепления колеса z = 65 и z = 24.
Чтобы включить продольную подачу при нарезании резьбы, нужно замкнуть разъемную гайку на ходовом винте I и при его вращении эта гайка вместе с фартуком будет перемещаться вдоль оси станка.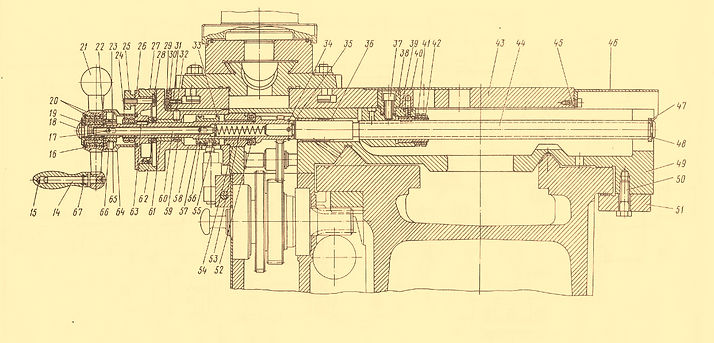
Падающий червяк
Особенность устройства фартука в станке 1А62 состоит в том, что его четырехзаходный червяк автоматически выключается, когда чрезмерно возрастает сопротивление движению суппорта, например, в момент его соприкосновения с продольным или поперечным упорами, вследствие внезапной перегрузки резца, от случайных препятствий и др. Это устройство называется падающим червяком, потому что при перегрузке червяк расцепляется (выпадает из зубьев червячного колеса) и дальнейшее перемещение суппорта прекращается.
Устройство падающего червяка показано на рис 242. Червяк 2 свободно сидит на валу 9, который при помощи шарнирной муфты 1 соединен с валом III (см. рис. 241). На конце червяка находится левая половина 3 кулачковой муфты, которая сцепляется с правой ее половиной 5 скошенными торцовыми кулачками. Правая половина муфты может перемещаться по шлицам вала 9. Пружина 7 прижимает правую половину муфты к левой половине, благодаря чему червяк 2 приводится в движение от вращающегося вала 9 и правой половины 5 муфты.
Рис. 242. Падающий червяк
Когда суппорт встречает какое-либо препятствие на своем пути, нагрузка на червячное колесо 2 = 30 сильно возрастает. В соответствии с этим будет возрастать сопротивление вращению червяка 2. Когда это сопротивление выйдет за пределы допустимого, правая половина кулачковой муфты 5, продолжающая вращаться, начнет поворачиваться относительно левой половины 3. При этом она отходит вправо, сжимая пружину 7 (см. рис. 242, б). Перемещаясь вправо, муфта 5 отодвинет кронштейн 8, который при помощи планки 6 поддерживает червяк в зацеплении с червячным колесом 2 = 30 (рис. 242, а). При отодвигании кронштейна 8 вправо (рис. 242, б) червяк, не поддерживаемый больше планкой 6, под действием собственного веса падает вниз, выходит из зацепления с червячным колесом, и подача прекращается.
Для включения червяка пользуются рукояткой 4, при помощи которой поднимается кронштейн 8 вместе с ним и планка 6.
Блокировка
Для предупреждения неправильных включений,
которые могут привести к поломке станка, инструмента или ранению рабочего, в механизмах токарно-винторезных станков обычно имеются блокировочные устройства. Например, нельзя включать механизм подачи, приводимый в действие от ходового вала, и одновременно соединять на ходовом винте половины разъемной гайки, так как это может привести к поломке станка; нельзя также одновременно включать продольную и поперечную подачи суппорта.
Например, нельзя включать механизм подачи, приводимый в действие от ходового вала, и одновременно соединять на ходовом винте половины разъемной гайки, так как это может привести к поломке станка; нельзя также одновременно включать продольную и поперечную подачи суппорта.
Конструкция блокировочных устройств токарно-винторезных станков весьма разнообразна. На рис. 243 показана схема механической блокировки подач в фартуке токарно-винторезного станка 1А62. Механизм блокировки устроен следующим образом. Рукоятка А, закрепленная на винте 1 с большим шагом резьбы, служит для перемещения гайки В с вилкой Б. Эта вилка, передвигая зубчатое колесо z = 24 вдоль вала VII (см. рис. 241), сцепляет ее либо с колесом z = 50 при включении продольной подачи, либо с колесом z=65 вала VIII при включении поперечной подачи.
При среднем положении колеса z = 24, как показано на рис. 245, ни продольная, ни поперечная подачи не включаются. В этом случае гайка В находится в таком положении, при котором выступ втулки Г свободно проходит через прорезь гайки В
и, таким образом, вал 2 можно вращать в любом направлении. Вращением вала 2 с помощью рукоятки Д производится включение и выключение разъемной гайки. При выключенной подаче от ходового вала можно, вращая рукояткой Д вал 2, включать и выключать замок разъемной гайки. При запертом замке выступ втулки Г входит в вырез гайки В и не позволяет
Вращением вала 2 с помощью рукоятки Д производится включение и выключение разъемной гайки. При выключенной подаче от ходового вала можно, вращая рукояткой Д вал 2, включать и выключать замок разъемной гайки. При запертом замке выступ втулки Г входит в вырез гайки В и не позволяет
Рис. 243. Блокировочный механизм токарно-винторезного станка 1А62
перемещать ее ни в ту, ни в другую сторону, т. е. не включать подачу от ходового вала. При открытом замке выступ втулки Г выходит из выреза гайки В и позволяет, перемещая ее, включать подачу от ходового вала. При этом выступы сместившейся гайки В не позволяют повернуть рукоятку Д влево и замкнуть замок ходового винта.
Похожие материалы
Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.
 041.001
041.001 - Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Ремонт фартука
При ремонте фартука станка часто требуется его снятие со станины и разборка. Снимаются и очищаются валы и шестерни, выполняется замена всех подшипников, стопорных и дистанционных колец. Изношенные детали, валы и шестерни меняются на новые, производится чистка корпуса, промывка механизма аварийного выключения подачи. Перед отправкой заказчику проводятся испытания. Ремонт фартука токарного станка выполняется специалистами, имеющими опыт выполнения подобных работ, на новое и отремонтированное оборудование даётся заводская гарантия. Благодаря отработанной методике, мы можем обеспечить сжатые сроки ремонта станка. Комплектующие на замену предоставляются без торговой наценки (завод является производителем станочного оборудования), что снижает расходы на ремонт.
Благодаря отработанной методике, мы можем обеспечить сжатые сроки ремонта станка. Комплектующие на замену предоставляются без торговой наценки (завод является производителем станочного оборудования), что снижает расходы на ремонт.
Фартук 16Б20П.061
Сведения о производителе фартука 16Б20П.061.000
Производитель фартука модели 16Б20П.061.000 — Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
Конструкция фартука 16Б20П.061 была разработана на заводе Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова в 1965 году для токарно-винторезного станка 16Б20П. Конструкция фартука оказалась удачной и без особой переделки используется в новых разработках.
В дальнейшем, серийное производство коробки подач и фартука было передано на Гомельский завод станочных узлов ГЗСУ.
Продукция Гомельского завода станочных узлов ГЗСУ
- 2Е52 — станок радиально-сверлильный переносной Ø 25
- 2К52, 2К52-1 — станок радиально-сверлильный переносной Ø 25
- 2К522 — станок радиально-сверлильный переносной Ø 32
- 2К550В — станок радиально-сверлильный Ø 55
- 2Т118 — станок вертикально-сверлильный настольный Ø 40
- 2Т125 — станок вертикально-сверлильный Ø 25
- 2Т140 — станок вертикально-сверлильный Ø 40
- 2Т150 — станок вертикально-сверлильный Ø 50
- 16Б16п.
 062 — фартук для токарно-винторезных станков 16Б16, ИТ-1М,…
062 — фартук для токарно-винторезных станков 16Б16, ИТ-1М,… - 16Б16п.070 — коробка подач для токарно-винторезных станков 16Б16, ИТ-1М,…
- 16Б20п.061, 067 — фартук для токарно-винторезных станков 16К20,..
- 16Б20п.070, 077 — коробка подач для токарно-винторезных станков 16К20,..
- 16ГС25СУ — станок токарно-винторезный универсальный с ЧПУ Ø 500
- 16ГС32СУ — станок токарно-винторезный универсальный с ЧПУ Ø 630
- 16ГС25Ф3 — станок токарно-винторезный универсальный с ЧПУ Ø 320
- 16ГС32Ф3 — станок токарно-винторезный универсальный с ЧПУ Ø 320
- ГС520 — станок сверлильный настольный Ø 16
- ГС526У — станок токарно-винторезный универсальный Ø 500
- ГС545 — станок радиально-сверлильный переносной Ø 45
- ГС2112 — станок сверлильный настольный Ø 12
- ГС2116к — станок сверлильный настольный Ø 18
- ГС1725Ф3 — станок токарно-винторезный универсальный с ЧПУ Ø 500
- УГ9321 — головка револьверная автоматическая 6 позиционная для токарных станков с ЧПУ
- УГ9326 — головка револьверная автоматическая 8 позиционная для токарных станков с ЧПУ
Фартук 16Б20П.
 061.000СБ для токарно-винторезного станка. Назначение, область применения
061.000СБ для токарно-винторезного станка. Назначение, область применения
Фартук 16Б20П.061 — унифицированный узел предназначенный для преобразования вращательного движения ходового винта и ходового вала в продольное перемещение каретки и поперечное перемещение суппорта, а также для ручного управления этими перемещениями в процессе работы токарно-винторезного станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т.д.).
Унифицированный фартук 16Б20П.061 позволяет осуществлять работу по упору с автоматическим отключением подачи.
Принцип работы и особенности конструкции фартука
16Б20П.061
Кинематика фартука 16Б20П.061 включает четыре пары кулачковых муфт, позволяющих осуществить прямой и обратный ходы каретки и суппорта.
Направление перемещения каретки и суппорта совпадает с направлением включения мнемонической рукоятки, расположенной на фартуке. Включение быстрых перемещений во всех четырех направлениях осуществляется дополнительным нажатием кнопки, встроенной в ту же рукоятку. При нажатии кнопки включается электродвигатель быстрых перемещений, который через клиноременную передачу сообщает движение ходовому валу. В корпусе фартука смонтирована маточная гайка, включаемая рукояткой при нарезании резьб.
Включение быстрых перемещений во всех четырех направлениях осуществляется дополнительным нажатием кнопки, встроенной в ту же рукоятку. При нажатии кнопки включается электродвигатель быстрых перемещений, который через клиноременную передачу сообщает движение ходовому валу. В корпусе фартука смонтирована маточная гайка, включаемая рукояткой при нарезании резьб.
Оригинальная конструкция механизма выключения подач дает возможность работы по жесткому упору ограничения продольного перемещения каретки, снабженному винтом тонкой регулировки. Точность выключения по упору на станке — 0,05 мм.
В фартуке 16Б20П.061 предусмотрены блокировки, предохраняющие от одновременного включения ходового винта и ходового вала, а также от одновременного включения продольной и поперечной подач.
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки. Величина усилия определяется динамометром, который необходимо установить между жестким упором и кареткой. Следует следить за тем, чтобы величина усилия не превышала допустимую.
Следует следить за тем, чтобы величина усилия не превышала допустимую.
Фартук универсального токарно-винторезного станка 16К20 — унифицированный узел 16Б20П.061 и расположен в корпусе, привернутом к каретке суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное продольное перемещение каретки суппорта. Движение от ходового валика используется также для механического перемещения поперечных салазок и верхних салазок.
Ходовой винт получает вращение в коробке подач и используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта с помощью разъемной (маточной) гайки. Тип нарезаемой резьбы (метрическая, дюймовая, модульная, питчевая) и ее шаг определяется взаимодействие шестерен шпиндельной бабки, гитары и коробки подач.
Ходовой вал также получает вращение от коробки подач и используется при выполнении всех остальных токарных работ. Вращательное движение ходового вала преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке и зубчатой рейки, закрепленной на станине, и сцепленной с ней зубчатого колеса. Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Вращательное движение ходового вала преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке и зубчатой рейки, закрепленной на станине, и сцепленной с ней зубчатого колеса. Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Читайте также: Кинематическая схема коробки подач 16Б20П.070
Основные узлы фартука токарно-винторезного станка
Модификации коробок подач для токарно-винторезных станков типа 16К20
- 16Б20П.070 — Базовая модель коробки подач (16 ступеней)
- 16Б20П.061 — Базовая модель фартука
- 077 — Коробка подач (18 ступеней) для токарных станков типа 16Б20П позволяет нарезать резьбу 11 и 19 ниток на дюйм
- 067 — Фартук с встроенным приводом ускоренного переремещения для токарных станков типа 16К20,….
Модификации коробок подач для токарно-винторезных станков типа 16Б16, ИТ-1М
- 16Б16П.
 070 — Базовая модель коробки подач (16 ступеней
070 — Базовая модель коробки подач (16 ступеней - 16Б16П.062 — Базовая модель фартука
Фартук
16Б20П.061 базовая модель
Фартук 16Б20П.061 предназначен для преобразования вращательного движения ходового винта и ходового вала в продольное перемещение каретки и поперечное перемещение суппорта, а также для ручного управления этими перемещениями в процессе работы станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т.д.).
Основные технические характеристики фартука 16Б20П.061
- Расстояние от привалочной плоскости под каретку до оси ходового вала — 177+0,05 мм
- Расстояние от привалочной плоскости под каретку до оси реечной шестерни — 65,2+0,05 мм
- Величина продольного перемещения за один оборот ходового вала — 4 мм
- Цена деления лимба — 0,1 мм
- Наибольшее тяговое усилие, передаваемое механизмом фартука: 16Б20П.
 061, 067.0000.000 — 10 кН, (1000 кГс)
061, 067.0000.000 — 10 кН, (1000 кГс) - Габаритные размеры (LхBхH) фартука 16Б20П.061, не более — 650х330х390 мм
- Масса (нетто/брутто) фартука 16Б20П.061, не более — 93/120 кг
- Передаточные отношения для подач — 0,0283..0,3963
- Передаточные отношения для метрических резьб — 0,1..1,4
- Передаточные отношения для дюймовых резьб — 0,0906..1,270
Фартук
067 с встроенным приводом ускоренного переремещения
Фартук 067 предназначен для преобразования вращательного движения ходового винта и ходового вала в продольное перемещение каретки и поперечное перемещение суппорта, а также для ручного управления этими перемещениями в процессе работы станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т.д.).
Фартук может быть оснащен механизмом управления фрикционом.
Встроенный собственный электродвигатель позволяет осуществлять:
- ускоренное перемещение каретки и суппорта;
- работу по упору с автоматическим отключением подачи при контакте с упором в момент увеличения нагрузки на реечной шестерне.
Допустимо применение фартука для станков с наибольшим тяговым усилием, передаваемое механизмом фартука, кН (кГс) – 10 (1000).
Основные технические характеристики фартука 067.0000.000
- Расстояние между осями ходового винта и ходового вала — 63+0,05мм
- Расстояние от привалочной плоскости под каретку до оси ходового вала — 177+0,05 мм
- Расстояние от привалочной плоскости под каретку до оси реечной шестерни — 65,2+0,05 мм
- Величина продольного перемещения за один оборот ходового вала — 4 мм
- Наибольшая частота вращения ходового вала, — 1000 об/мин
- Цена деления лимба — 0,1 мм
- Наибольшее тяговое усилие, передаваемое механизмом фартука: 067.
 0000.000 — 10 кН, (800 кГс)
0000.000 — 10 кН, (800 кГс) - Мощность привода ускоренного перемещения фартука 067.0000.000 — 0,37 кВт, 1500 об/мин
- Габаритные размеры (LхBхH) фартука 067.0000.000, не более — 655 х 340 х 450 мм
- Масса (нетто/брутто) фартука 067.0000.000, не более — 92 кг
Общий вид фартука 16Б20П.061
Фото фартука 16Б20П.061
Фото фартука 16Б20П.061. Скачать в увеличенном масштабе
Фото фартука 16Б20П.061
Фото фартука 16Б20П.061. Скачать в увеличенном масштабе
Фото фартука 16Б20П.061
Фото фартука 16Б20П.061. Скачать в увеличенном масштабе
Общий вид фартука 067.0000.000
Фото фартука 067.0000.000 с механизированным приводом резцовых салазок
Фото фартука 067.0000.000 с механизированным приводом резцовых салазок. Скачать в увеличенном масштабе
Устройство и работа фартука
Схема фартука 16Б20П. 061
061
Фартук — часть станка прикреплен к поверхности продольных салазок суппорта.
В фартуке заключены механизмы для продольного и поперечного перемещения суппорта с резцом (рис.9). Эти перемещения могут совершаться механически и вручную.
Продольная подача резца при выполнении всех токарных работ, кроме нарезания резьбы резцом, осуществляется при помощи скрепленной со станиной зубчатой рейки 14 и катящегося по ней зубчатого колеса 17. Это колесо может получать вращение либо механически — от ходового вала 1, либо вручную. Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и суппорт с резцом вдоль станины.
Ручная продольная подача производится рукояткой 13 через колеса 12, 15, 17 и рейку 14.
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо 7, шпонка которого также скользит в длинной шпоночной канавке 2 ходового вала 1. Вращаясь вместе с валом, колесо 7 приводит во вращение другое коническое колесо 4 и цилиндрические колеса 5, 5, 6 и 21. Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18.
Ручная поперечная подача производится рукояткой 16.
Для продольного перемещения суппорта с резцом при нарезании резьбы пользуются ходовым винтом 22, с которым связана разъемная гайка 23, установленная в фартуке.
Маточная гайка фартука 16Б20П.061
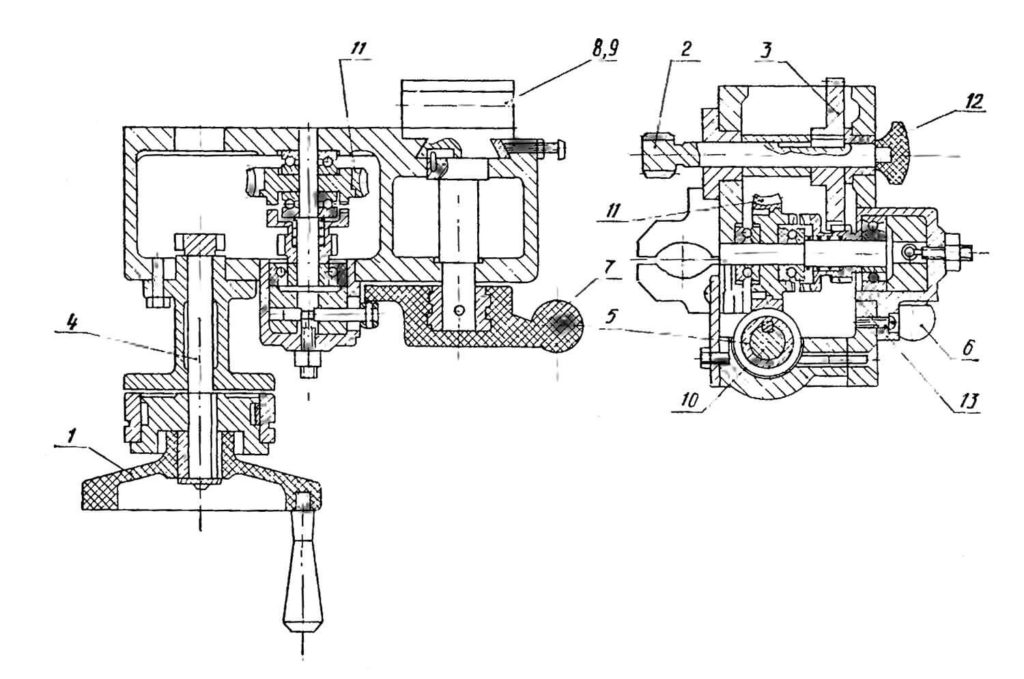
Устройство разъемной гайки показано на рис. 10 (нумерация позиций общая с рис. 9).
10 (нумерация позиций общая с рис. 9).
При нарезании резьбы обе половины гайки 23 сближают при помощи рукоятки 25 сближаясь, они захватывают нарезку винта 22, при вращении которого фартук, а вместе с ним и суппорт с резцом получают продольное перемещение.
Для сдвигания и раздвигания половин разъемной гайки на валике рукоятки 25 закреплен диск 24 с двумя спиральными прорезями 26, в которые входят пальцы 27 нижней и верхней половины гайки 23.
При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
Фартук 16Б20П.061 токарно-винторезного станка 16К20
Чертеж фартука токарного станка 16Б20п.061
1. Фартук токарно-винторезного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Фартук токарно-винторезного станка 16К20. Разрез А-А
3. Фартук токарно-винторезного станка 16К20. Разрез Д-Д, И-И
4. Фартук токарно-винторезного станка 16К20. Разрез К-К
Конструкция механизма фартука 16Б20п.
 061 токарно-винторезного станка 16К20
061 токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
Продольное перемещение суппорта (влево или вправо) осуществляется при включении муфт через колеса, далее через колесо, закрепленное на втулке. Последняя подвижным шпоночным соединением связана с реечным колесом, передающим движение через рейку (на рисунке не показана) суппорту. Колесо может быть выведено из зацепления с рейкой кнопкой. Поперечное перемещение суппорта (вперед или назад) осуществляется при включении муфт. Тогда движение зубчатых колес передается на колесо, свободно сидящее на втулке, и далее — на винт поперечной подачи суппорта.
Вал 1 несет зубчатое колесо, которое через колеса сообщает вращение диску и через него — лимбу. Ручное продольное перемещение суппорта осуществляется штурвалом через колеса, втулку и реечное колесо.
Ручное продольное перемещение суппорта осуществляется штурвалом через колеса, втулку и реечное колесо.
Читайте также: Технические характеристики токарно-винторезного станка 16к20
Регулировка механизма фартука станка 16Б20п.061
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки 11. Величина усилия определяется динамометром, который нужно установить между жестким упором 47 (рис. 28) и кареткой 19 (рис. 27). Следует следить за тем, чтобы величина усилия не превышала допустимую по табл. 1 (раздел 19).
Маточная гайка 62, установленная на кронштейне 61, отрегулирована на заводе.
В случае необходимости восстановления или замены изношенной гайки при ремонте нужно воспользоваться специальными кондукторным приспособлением и метчиком, чертежи на которые могут быть высланы по запросу.
Мертвый ход винта 20 привода поперечных салазок 11, возникающий при износе гаек 22 и 23, устраняется следующим образом.
Снимается крышка 12 и при помощи выколотки (бородки) из мягкого металла отворачивается контргайка 15. Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Поставляемый по особому заказу задний резцедержатель 8 устанавливается на поперечных салазках, как показано на рис. 27.
Если по мере износа рукоятка 4 в зажатом положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 1 можно установить рукоятку 4 в требуемое положение.
При понижении точности фиксации резцедержателя 43 нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержателя необходимо провести притирку конусов.
Установка оптимального зазора между кареткой 19 и планками 18, 64 и 66 осуществляется путем шлифования последних.
Выборка зазора в направляющих поперечных салазок 11 и резцовых салазок 9 производится подтягиванием соответствующих клиньев 52 и 42 при помощи винтов, головки которых расположены в отверстиях протекторов 41 и 49.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 9 установлена линейка с ценой деления 1 мм.
Отсчет производится по визиру, закрепленному на поворотной части 10 суппорта.
На каретке 19 установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок 11 при помощи закрепленного на них визира.
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу.
Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Станок модели 16К20П комплектуется суппортом с механическим приводом резцовых салазок (рис. 29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.
29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.
Примечание. Номерами, начинающимися со 100, обозначены детали, относящиеся только к суппорту с механическим приводом резцовых салазок. Числами меньше 100 — детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Читайте также: Производители токарных станков в России
Фартук 16Б20п.061. Видеоролик.
Полезные ссылки по теме. Дополнительная информация
Ремонт токарного станка 16К20: виды, неисправности, основные узлы
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана “Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением” – “ГПКТИ СТАНКОСЕРВИС”.
Эта документация была разработана “Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением” – “ГПКТИ СТАНКОСЕРВИС”.
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Малый ремонт токарного станка 16К20
При малом ремонте этого токарно-винторезного станка выполняются только те из указанных ниже работ, которые вызваны состоянием ремонтируемого станка. Исключение составляют три последних пунктах — этим работы должны выполняться во всех случаях.
Исключение составляют три последних пунктах — этим работы должны выполняться во всех случаях.
Проводимые работы:
- Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов.
- Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без их демонтажа.
- Проверка зазоров между валами и втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных.
- Регулирование фрикционной муфты главного привода, добавление дисков, регулирование ленточного тормоза шпинделя.
- Зачистка заусенцев на шлицах и зубьях шестерен .
- Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателей.
- Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.
- Зачистка ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта.

- Зачистка и промывка посадочных поверхностей резцовой головки.
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей.
- Замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов.
- Замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта.
- Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки.
- Ремонт ограждающих кожухов, щитков, экранов и т. п.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, салазок суппорта; подтягивание клиньев прижимных планок.
- Проверка состояния и зачистка зубчатых муфт.
- Проверка и ремонт систем пневмооборудования и охлаждения; ликвидации утечек.
- Выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте.

- Проверка точности установки станка и выборочно других точностных параметров.
- Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
По допускам работы токарное оборудование принято делить на такие
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Виды ремонта токарного станка 16К20
Компания «РемСтан» вот уже более 10 лет специализируется именно на обслуживании токарного оборудования. Мы можем предложить такие виды ремонта станка 16К20:
- мелкий (малый). В его ходе осуществляется выявление поломок, замеры геометрии. Оборудование испытывается на холостом ходу. Проверяется точность функционирования и чистота обработки;
- средний. Такие ремонтные работы подразумевают восстановление работоспособности главных механизмов и агрегатов станка. Главной его целью является восстановить ресурс оборудования для возможности успешно эксплуатировать его до планового капремонта;
- капитальный.
 Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
Компания «РемСтан» выполняет ремонтные работы в сжатые сроки и дает на них гарантию сроком 12 месяцев. Опыт наших специалистов позволяет решать даже наиболее сложные задачи, а гибкая ценовая политика дает возможность заказывать профессиональные услуги ООО «РемСтан» даже небольшим компаниям.
Технические характеристики станка 16К20Т1
| Наименование параметра | 16К20Т1 | 16К20Т1.01 | 16К20Т1.02 |
|---|---|---|---|
| Основные параметры станка | |||
| Тип системы ЧПУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 215 | 215 | 220 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Наибольшая длина обработки, мм | 900 | 900 | 905 |
| Наибольший диаметр обрабатываемого прутка, мм | 53 | 53 | 53 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 24 | 22 | б/с |
| Диаметр отверстия в шпинделе, мм | 55 | 55 | 55 |
| Пределы чисел оборотов шпинделя, об/мин | 10,0…2000 | 12,5…2000 | 22,4…2240 |
| Количество автоматически переключаемых скоростей | 2 | 9 | б/с |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I – 10. .1000Ряд II – 20..2000 .1000Ряд II – 20..2000 | Ряд I – 12,5..200Ряд II – 50..800Ряд III – 125..2000 | Ряд I – 22,4..355Ряд II – 63..900Ряд III – 160..2240 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления по стали/ чугуну, мм | 25/ 28 | 25/ 28 | 25/ 28 |
| Подачи | |||
| Наибольшее перемещение суппорта продольное / поперечное, мм | 900/ 250 | 900/ 250 | 905/ 275 |
| Максимальная скорость продольной/ поперечной рабочей подачи, м/мин | 2,0/ 1,0 | 2,0/ 1,0 | 2,0/ 1,0 |
| Пределы шагов нарезаемых резьб, мм | 0,01. .40,959 .40,959 | 0,01..40,959 | |
| Диапазон скоростей продольных подач, мм/мин | 0,01..2,8 | 0,01..2,8 | 0,01..20,47 |
| Диапазон скоростей поперечных подач, мм/мин | 0,005..1,4 | 0,005..1,4 | 0,005..10,23 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 6/ 5 | 7,5/ 5 |
| Дискретность продольного/ поперечного перемещения | 0,01/ 0,005 | 0,01/ 0,005 | 0,01/ 0,005 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ОСУ | |||
| Обозначение системы ОСУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 | |
| Тип датчика обратной связи | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Тип резьбонарезного датчика | ВЕ-178 | ВЕ-178 | ВЕ-178 |
Электрооборудование. Привод Привод | |||
| Количество электродвигателей на станке | 5 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 11 | 11 | 11 |
| Электродвигатель привода продольных подач, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода поперечных подач, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель револьверной головки, кВт | – | 0,18 | 0,37 |
| Электродвигатель станции смазки каретки, кВт | 0,12 | 0,12 | 0,18 |
| Электродвигатель станции смазки шпиндельной бабки, кВт | – | – | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Суммарная мощность электродвигателей, кВт | 14,54 | 14,72 | 16 |
| Суммарная мощность станка, кВт | 24 | 24 | 25 |
| Габариты и масса станка | 3175 х 1700 х 1700 | 3175 х 1700 х 1700 | 3230 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 3800 | 4100 | 3800 |
Список литературы:
Станок токарный программный с оперативной системой управлением 16К20Т1. Руководство по эксплуатации 16К20Т1.000.000 РЭ
Руководство по эксплуатации 16К20Т1.000.000 РЭ
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.

- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Стоимость
Цена за капитальный ремонт станка 16К20 (1К62, 1В62Г, 1Д625, 16В20) может варьироваться от его текущего состояния. Как правило, за капитальным ремонтом обращаются, когда станок имеет значительный износ, потерял точность и имеет ряд проблем с электрооборудованием. Поэтому базовая цена капитального ремонта станка 16К20 рассчитана, исходя из необходимости именно капитального ремонта станка. Стоимость может как уменьшатся, если требования к ремонту сокращены, либо увеличится, если станок требует дополнительных затрат. При повышенных требованиях в качеству и внешнему виду станка после капитального ремонта могут быть установлены новые внешние элемены (патрон, резцедержатели, ручки, штурвалы, таблички, приборы, лампа, кожухи). В этом случае станок будет максимально приближём к новому не только технически, но и внешне.
Поэтому базовая цена капитального ремонта станка 16К20 рассчитана, исходя из необходимости именно капитального ремонта станка. Стоимость может как уменьшатся, если требования к ремонту сокращены, либо увеличится, если станок требует дополнительных затрат. При повышенных требованиях в качеству и внешнему виду станка после капитального ремонта могут быть установлены новые внешние элемены (патрон, резцедержатели, ручки, штурвалы, таблички, приборы, лампа, кожухи). В этом случае станок будет максимально приближём к новому не только технически, но и внешне.
Сферы использования и модификации станка 16К20
Токарно-винторезный станок модели 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла. Его характеристики, конечно, не позволяют заменить им фрезерное оборудование, но дают возможность использовать его для выполнения целого перечня специализированных операций. К таким операциям, в частности, относятся нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
Возможности этого токарно-винторезного станка таковы, что с его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. До появления данного станка на предприятиях использовалась модель оборудования 1К62, которая значительно уступает ему по всем своим характеристикам. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
- безопасность эксплуатации;
- высокую надежность;
- возможность обрабатывать детали с высокой точностью;
- простоту и удобство обслуживания;
- исключительную долговечность даже при активной эксплуатации;
- высокую производительность.
Читать также: Методы химико термической обработки
Из конструктивных особенностей данного токарно-винторезного станка можно отметить следующие.
- Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции.
 Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию. - В зависимости от типа обработки и конфигурации заготовки могут фиксироваться в патроне или зажиматься в центрах.
- Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
- Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
- В конструкции токарно-винторезного станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
- Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
- Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.

Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Резцедержатель станка 16К20
Благодаря универсальности, надежности, простоте устройства и обслуживания токарно-винторезного станка 16К20 аналоги данного оборудования выпускались на ряде отечественных и зарубежных предприятий, где они обозначались:
- МК6058 (6057, 6056) – Станкостроительный в Москве;
- 16В20П, 16В20 – Астраханский станкостроительный завод;
- ЖА-805 – Завод автоматических станков в Житомире;
- 16Б16 и модификации, Samat 400 – Средневолжский станкостроительный завод в Самаре;
- GH-1840ZX («Jet» – Швейцария), CU402 («Враца» – Болгария), CD6140A («Anhui Chizhou» – Китай), BJ1630G, CS6240, CS6240 («Bochi» – Китай), CA6240B, CA6140A («SMTCL» – Китай).
- КА-280 – в Киеве.
- 16ВТ20П, 16ВТ20 – в Витебске.
Перечень органов управления токарно-винторезного станка 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения н выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппэрта Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи н шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
4 Капитальный ремонт токарного агрегата
Как была сказано, и электрическая, и механическая система, коими располагает токарно-винторезный станок 16К20, отличаются высокой степенью надежности.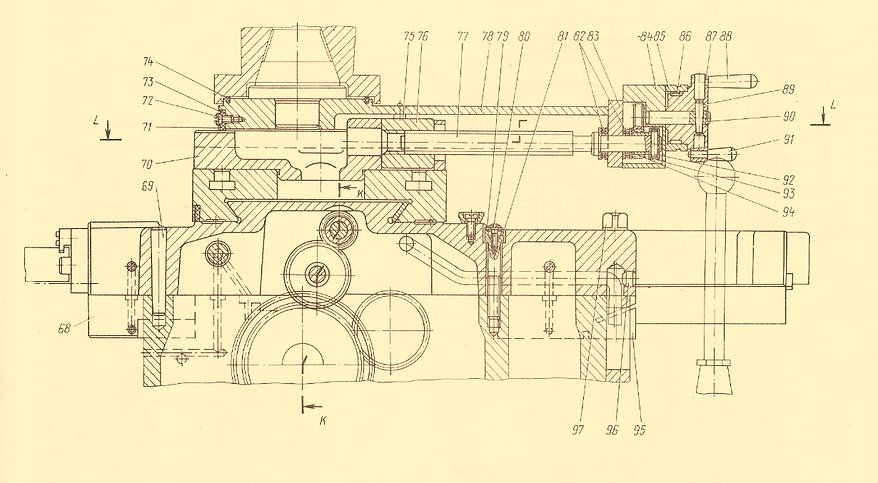 По этой причине их ремонт требуется совсем не часто. При грамотном обслуживании агрегат функционирует без поломок длительное время. Несмотря на это, капитальный ремонт следует проводить в обязательном порядке, причем в те сроки, которые рекомендует паспорт станка.
По этой причине их ремонт требуется совсем не часто. При грамотном обслуживании агрегат функционирует без поломок длительное время. Несмотря на это, капитальный ремонт следует проводить в обязательном порядке, причем в те сроки, которые рекомендует паспорт станка.
Данные (капитальные) ремонтные работы предполагают выполнение следующих действий:
- определение уровня износа всех основных комплектующих;
- промывка с использованием специальных средств и тщательная протирка элементов;
- ремонт системы смазки и охлаждения, а также остальных механизмов станка;
- замена изношенных элементов по подготовленной в ходе плановых осмотров агрегата ведомости;
- шабрение и шлифование металла направляющих бабки, салазок и каретки суппорта, станины;
- проведение анализа на чрезмерный нагрев и шумность установки;
- шпаклевка наружных поверхностей оборудования и их окраска.
Может выполняться ремонт и других составляющих станка, которые нуждаются в обязательном восстановлении своей работоспособности.
Технические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
| Наименование параметров | Ед.изм. | Величины |
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| – продольных | мм/об | 0,05-2,8 |
| – поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| – продольное | кгс | 800 |
| – поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| – продольное | кгс | 600 |
| – поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| – длинна | мм | 2505, 2795, 3195, 3795 |
| – ширина | мм | 1190 |
| – высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Устройство фартука токарно-винторезного универсального станка
Фартук токарно-винторезного станка жестко крепится к переднему торцу каретки суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение суппорта (подачу) вдоль направляющих станины. Движение от ходового валика используется также для механического перемещения поперечных салазок.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Ходовой винт используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта (движение подачи) с помощью разъемной маточной гайки. Скорость вращения ходового винта, следовательно, скорость подачи, регулируется коробкой подач токарного станка.
Ходовой валик используется при выполнении всех остальных токарных работ. Вращательное движение ходового валика преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке, зубчатой рейки закрепленной на станине и сцепленного с рейкой зубчатого колеса. Это колесо может получать вращение либо механически — от ходового вала, либо вручную от вращения рукоятки (маховичка).
Механизмы в фартуке могут преобразовывать вращательное движение ходового валика в поступательное движение (механическую подачу) поперечных салазок суппорта.
Для ускоренного движения суппорта используется отдельный электродвигатель, который вращает ходовой валик с повышенной скоростью.
Смазку всех приводных частей, подшипниковые опоры и направляющие суппорта и каретки обеспечивает плунжерный насос. Он смонтирован и нижней крышке фартука и приводится в действие от вала червячной шестерни.
Смазка ходового винта производится при помощи ручной масленки при включенной маточной гайке.
Фартуки 16к20 в России — Биржа оборудования ProСтанки
- Главная
- Продажа
- Запчасти, оснастка к металлообрабатывающим станкам
- Фартук 16к20
Вы можете очень быстро сравнить цены фартука 16к20 и подобрать оптимальные варианты из более чем 7285 предложений
Фартук 16К20
Состояние: Новый Год выпуска: 2016 Производитель: ООО ТД «Запчасти к станкам» (Россия)
В наличии
ООО ТД «Запчасти к станкам» предлагает к реализации фартук 16К20 от производителяФартук 16К20
03.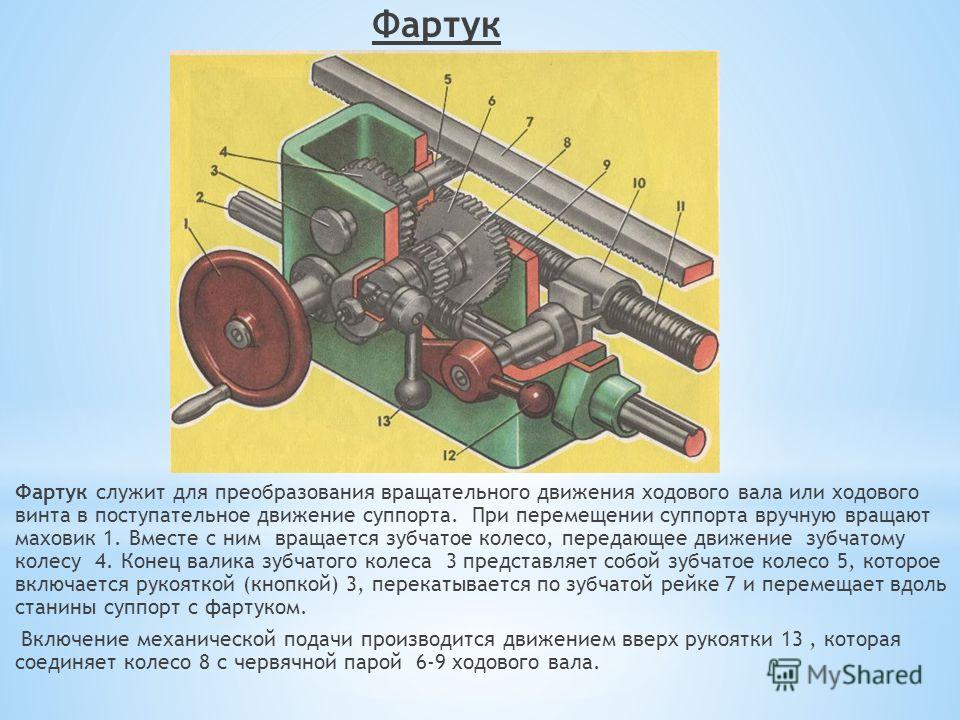 08.2016
08.2016
Москва (Россия)
74 800
Фартук 16К20, 16К25, 16Б20П, 16Д20, 16Д25 в сборе
Состояние: Новый Производитель: Россия
В наличии
Всем известно, что для стабильной и исправной работы металлообрабатывающего станка необходим надежный и качественный фартук. Эта важная деталь любого токарного обрабатывающего устройства…
01.09.2020
Москва (Россия)
43 000
Фартук 1М63, фартук 1К62, фартук 1К62Д, фартук 16К25, фартук 16К20, фартук 16Д20, фартук 16Д25
Состояние: Новый
В наличии
ООО «СтанкоПромСервис» специализируется на поставке фартуков в сборе к токарным станкам: а также запчасти к фартукам: валы в сборе, шестерни, насосы, и т.п. Коробки скоростей и коробки подач в.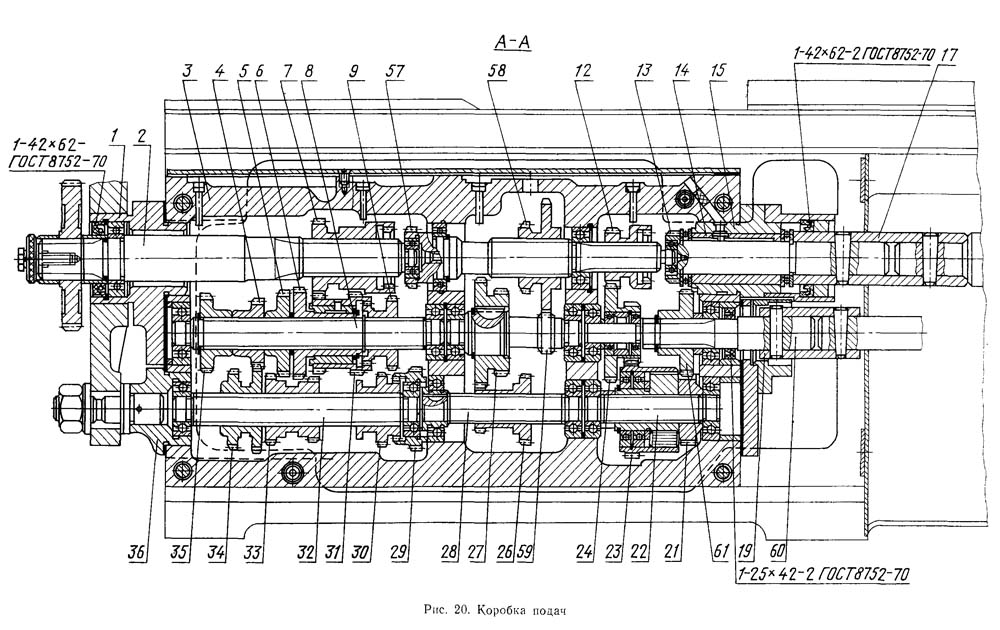 ..
..
21.09.2022
Челябинск (Россия)
Фартук 16К20, 1К62, 1М63, 1М65
Состояние: Новый
В наличии
Головка делительная универсальная УДГ Д-250
Коробка подач к станку 16К20, АКП 109, АКП 309-16
Неподвижный люнет 16К20, 1К62, 1М63, 1М65
Подвижный люнет 16К20, 1К62, 1М63, 1М65…
22.03.2022
Вожега (Россия)
Фартук 16к20 – 45000 р
Состояние: Новый Производитель: Россия
В наличии
Фартук 16к20 – 56000 р.Фартук 16к20 – 56000 р.
17.05.2022
Владимир (Россия)
90 740
Фартук 16К20 в сборе
Состояние: Новый Год выпуска: 2016 Производитель: СтанкоПромСервис (Россия)
В наличии
Фартук 16К20 в сборе. г.Челябинск. Отправим в любой город.Занимаемся производством фартуков в сборе для токарных станков.Также к продаже отдельно предлагаем валы и шестерни для фартуков:- вал…
г.Челябинск. Отправим в любой город.Занимаемся производством фартуков в сборе для токарных станков.Также к продаже отдельно предлагаем валы и шестерни для фартуков:- вал…
21.09.2022
Челябинск (Россия)
Запчасти для 16К20, коробка скоростей 16К20, фартук 16К20, винт поперечной подачи 16К20, коробка подач 16К20, шестерни 16К20
Состояние: Новый
В наличии
Запасные части к станкам 16К20, 16К25, 16Д20, 16Д25, МК6056, МК6046:Коробка скоростей 16К20 в сборе (Шпиндельная бабка 16К20, Передняя бабка 16К20):Вал фрикционный в сборе 16К20 (фрикционная муфта,…
21.09.2022
Челябинск (Россия)
1 000
Фартук 16К20 Фартук 1К62 Фартук 1М63 Фартук 1К62Д
Состояние: Новый
В наличии
Фартук 16К20 Фартук 1К62 Фартук 1М63 Фартук 1К62Д Фрикционный вал 16К20 Фрикционный вал 1К62 Фрикционный вал 1К62Д Фрикционный вал 16К25 Фрикционный вал 1М63 6 шлицов Фрикционный вал 1М63 8 шлицов. ..
..
22.03.2022
Андреево (Россия)
Фартук 16К20 в сборе
Состояние: Новый
В наличии
Фартук 16К20 в сбореООО «Чел РМЦ» производитель .Все запчасти новые и изготовлены согласно каталожных чертежей.
22.09.2022
Челябинск (Россия)
Фартук 16К20
Состояние: Новый
ООО «Ремонтно-Механический Центр» предлагает фартук в сборе для токарно-винторезного станка 16К20. Фартук новый. Цены договорные, в целом ниже чем по России.
06.06.2022
Энгельс (Россия)
Фартук 16К20 в сборе
Состояние: Новый Производитель: ООО «Станочная оснастка» (Россия)
В наличии
Фартук токарно-винторезного станка жестко крепится к переднему торцу каретки суппорта. Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение…
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение…
13.07.2022
Челябинск (Россия)
75 000
Фартук 16К20 в сборе
Состояние: Новый Производитель: УралСпецПоставка
В наличии
Фартук токарно-винторезного станка жестко крепится к переднему торцу каретки суппорта. Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение…
28.09.2022
Челябинск (Россия)
фартук 16к20
Состояние: Новый
В наличии
Новый, гарантия качества. . Оптовикам дополнительные скидки. Есть и другие запчасти для станков всех видов и моделей.Работаем с чертежами заказчика. Новые и б/у (в хор. сост). Доставка во все…
сост). Доставка во все…
29.03.2018
Москва (Россия)
45 000
Фартук станка 16к20, 1к62, 1к62д, 16к25, 1м63, ДИП300
Состояние: Новый Производитель: Россия
В наличии
Фартук станка 16к20, 1к62, 1к62д, 16к25, 1м63, ДИП300
Фартук 1К62 — 35000 с НДС
Фартук 1К625 — 35000 с НДС
Фартук 16К20 — 40000 с НДС
Фартук 1К62д — 40000 с НДС
Фартук 16К25 — 40000 с НДС…
04.02.2020
Энгельс (Россия)
фартук станка 16К20
Состояние: Новый Производитель: Россия
В наличии
продам фартук 16К20 новый по низкой цене. Гарантия и доставка в любой регион. Также есть и другие запчасти для станков.
29.03. 2018
2018
Санкт-Петербург (Россия)
45 000
Запасные части к станкам
Состояние: Новый
Головка делительная универсальная УДГ Д-250
Виброопоры ОВ-31
Головка электромеханическая ЭМГ-51
Коробка подач к станку 16К20
Опора качения роликовая Р88Ш-103
Опора качения роликовая Р88-102…
08.10.2020
Саратов (Россия)
10
Фартук к станку в сборе 1К62, 1К625, ТС-30, 1М63, 16К20 и др
Состояние: Новый
В наличии
Реализуем запасные части, станочную оснастку:
Фартук 1К62 в сборе
Фартук 1К625 в сборе
Фартук ТС-30 в сборе
Фартук 1К62Д в сборе
Фартук 1К625Д в сборе
Фартук ТС-70 в…
21.09.2022
Челябинск (Россия)
60 000
Фартук 1В62Г
Состояние: Новый
В наличии
ООО «Ремонтно-Механический Центр» предлагает фартук в сборе для токарно-винторезного станка 16К20. Фартук новый. Цены договорные, в целом ниже чем по России.Предоставляем широкий…
Фартук новый. Цены договорные, в целом ниже чем по России.Предоставляем широкий…
06.06.2022
Энгельс (Россия)
Вал фрикционный 16К20, Резцедержатель 16К20, винт суппорта 16К20
Состояние: Новый
В наличии
коробка подач 16К20,Вал нортона 16К20, Вал фрикционный 16К20коробка подач 16К20,Вал нортона 16К20, Вал фрикционный 16К20, Вал ходовой 16К20, винт ходовой 16к20, вал шестерня 16К20, Верхняя часть…
27.11.2014
Ростов-на-Дону (Россия)
Фартук в сборе
В наличии
Предлагаем к реализации запчасти и оснастку для металлообрабатывающих станков, а именно: 16К20, 1К62, 1К62Д, 1К625, 16К25, 16Д20, 16Д25, 1М63, 163, ДИП 300, 1М65, 165, ДИП 500, 6Р12, 6Р13, 6Р82,…
06.06.2022
Энгельс (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по фартуку 16к20 почти как на Авито и TIU
Видео фартука 16к20
00:30
HD
Кулачок- концевик продольного перемещения фартука для станков 1Н983, 1М983,1А983, РТ983, СА983, и т. д.
д.
29.03.2020
22
00:46
HD
Кронштейн (телефонная трубка) фартука станков 1Н65,1М65,165,ДИП500, РТ117,РТ817
20.10.2020
28
+1
технические характеристики, схемы, инструкция по эксплуатации (паспорт)
К одной из самых удачных серий средних токарных станков можно отнести универсальный токарный станок по металлу 16К20, высота его центров составляет 200мм. Основное его предназначение обработка цилиндрических деталей методом точения, а также нарезание метрической, модульный, дюймовой и питчевой резьб.
Содержание:
- 1 Краткая история серии
- 2 Назначение и область применения токарно-винторезного станка по металлу
- 3 Что может токарный станок 16К20 — видео
- 4 Основные разновидности и расшифровка модификаций
- 4.1 Расшифровка модели
- 5 Технические характеристики
- 5.1 Основные параметры
- 5.2 Шпиндель
- 5.3 Суппорт и подачи
- 5.4 Резцовые салазки
- 5.5 Задняя бабка
- 5.6 Электрооборудование
- 6 Общая конструкция и принцип работы
- 7 Описание основных узлов, чертежи, схемы
- 7.1 Общий вид
- 7.2 Расположение органов управления
- 7.3 Кинематическая схема
- 7.4 Шпиндельная бабка
- 7.5 Коробка подач
- 7.6 Фартук
- 7.7 Суппорт
- 7.8 Задняя бабка
- 8 Схема электрическая принципиальная
- 9 Инструкция по первому запуску и эксплуатации
- 10 Видео обзор токарного станка 16К20
- 11 Правила эксплуатации и ухода, паспорт
- 12 Современные аналоги
Краткая история серии
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров. Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили. 1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20. 1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Читайте также: особенности токарного станка ДИП-500, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16К20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы. При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Обрабатываемые детали устанавливаются в центрах или патроне.
Что может токарный станок 16К20 — видео
Основные разновидности и расшифровка модификаций
Токарный станок 16К20 имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Расшифровка модели
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» — это расшифровка завода, изготовившего станок, и обозначение поколения.

- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры
- Сверхмощный токарно-винторезный станок.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
В токарном станке 16К20 шпиндель выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Его вращение происходит за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть токарного станка 16К20, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента. Этот блок токарного станка 16К20 очень жесткий, что снижает вероятность ошибок и повышает точность, вызванных упругой деформацией системы скольжения во время резки.
Этот блок токарного станка 16К20 очень жесткий, что снижает вероятность ошибок и повышает точность, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
В токарном станке 16К20 салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
В токарном станке 16К20 она используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию на токарном станке 16К20 обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование токарного станка 16К20:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.

- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Общая конструкция и принцип работы
Конструкция токарного станка 16К20 представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция токарного станка 16К20 предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Описание основных узлов, чертежи, схемы
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.

- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.

- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему токарного станка 16К20 используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка токарного станка 16К20 может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих токарного станка 16К20 с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
С ходовым винтом, валом на коробке подач.
Фартук
Фартук – узел, отвечающий за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе токарного станка 16К20, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку. Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3
Инструкция по первому запуску и эксплуатации
Перед первым запуском токарного станка 16К20, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Видео обзор токарного станка 16К20
Правила эксплуатации и ухода, паспорт
- Предназначение станков использование в малосерийном и единичном производстве.

- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и длительный срок эксплуатации напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Современные аналоги
Уже упоминалось, что завод прекратил производство токарного станка 16К20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA. Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики. Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA. Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики. Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Токарно-винторезный станок. 16К20 — на спине | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Содержание
Введение
Техническое задание
Обзор существующих типов токарных станков
Устройство и работа основных узлов токарно-винтового станка 16К
Описание кинематической схемы станка
Кинематический расчет коробки подачи
Создание структурной сетки и графика подачи
Расчет режимов резания
Расчет шпинделя на жесткость
Расчет ременной передачи
Список использованной литературы
Спецификация на один из узлов станка (задняя бабка)
Введение
другие отрасли требуют разработки и внедрения новейшего высокопроизводительного оборудования, различных типов станков и автоматических линий.
Проблема совершенствования использования существующего металлорежущего оборудования за счет его усовершенствования (увеличения скоростей обработки, повышения точности и надежности работы, увеличения мощности привода, применения средств автоматизации и управления технологическим процессом, применения приборов и приспособлений, расширяющих технологические возможности станков, занимает важное место.Данный проект предлагает модернизацию токарно-винтового станка 16К20 с целью обеспечения более полного использования режущих свойств твердосплавного инструмента при обработке деталей из легированных сталей.
Обзор существующих типов токарных станков
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций. Специализированные машины выполняют более узкий круг операций. Универсальные станки, в свою очередь, делятся на токарно-винтовые и токарные. Токарные станки предназначены для выполнения всех токарных операций, кроме нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винтовых станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности колеблется от 9от 5 до 5000 мм при длине заготовки от 125 до 24000 мм. Некоторые токарно-винторезные станки оснащены копировальным устройством, позволяющим обрабатывать сложные контуры без необходимости использования фасонных резцов и комбинированного расточного инструмента, а также значительно упрощающих наладку и подъем станка.
В нашей стране и за рубежом широко используется токарно-винторезный станок. 16К20 производства Московского станкостроительного завода «Красный пролетарий» имени А.И. Ефремов.
Модули токарно-винтовых станков 16К20 предназначены для различных токарных работ:
наружная обработка цилиндрических и конических поверхностей;
отверстия;
обрезка концов;
Нарезание метрической, дюймовой, модульной, шаговой и торцевой резьбы.
Отверстия в деталях можно просверлить и раззенковать на станке.
Станок состоит из следующих основных узлов: передней головки со шпинделем, станины, суппорта с резцедержателем, фартука, задней головки.
Описание кинематической схемы станка
Обрабатываемая заготовка фиксируется в кулачковом патроне, установленном на переднем конце шпинделя. Если заготовка длинная, то ее устанавливают по центрам передней и задней головок. При работе станка обрабатываемая деталь вместе со шпинделем совершает непрерывное вращательное движение. Это движение является основным рабочим движением. Резец закреплен в резцедержателе суппорта и в процессе работы совершает продольное и поперечное перемещение, являющееся движением подачи.
Основное движение. Основным движением в станке является вращение шпинделя, которое он получает от двигателя 1 через клиноременную передачу со шкивами 2-3 и коробкой скоростей. на приемном валу установлена двухсторонняя фрикционная муфта. Для получения прямого вращения шпинделя муфту смещают влево, а вращение приводит в действие следующая цепь колес: 4-8 или 59, 10-13 или 1114, или 1215, вал IV, колеса 1821 или 1922. , шпиндель V. От вала IV вращение может передаваться через обгон 1623 или 1724 25-27 и 2622 при перемещении вправо блока 2122 на шпиндель. Переключением колесных блоков можно получить 12 вариантов зацепления колеса при передаче вращения от вала IV непосредственно на шпиндель и 12 вариантов при передаче вращения через обгон.
, шпиндель V. От вала IV вращение может передаваться через обгон 1623 или 1724 25-27 и 2622 при перемещении вправо блока 2122 на шпиндель. Переключением колесных блоков можно получить 12 вариантов зацепления колеса при передаче вращения от вала IV непосредственно на шпиндель и 12 вариантов при передаче вращения через обгон.
Реверс шпинделя осуществляется перемещением муфты 6 вправо. Затем вращение от вала II к валу III передается через шестерни 728, 29-12, а последний получает обратное вращение. Практически у шпинделя всего 22 скорости, так как значения 500 и 630 оборотов в минуту повторяются дважды.
Движение подачи. Механизм подачи передает движение суппорту по четырем кинематическим цепям: нарезная, продольная и поперечная подачи, быстрое перемещение. Вращение вала VIII от шпинделя V передается через шестерни 2032, а при нарезании резьбы с увеличенным шагом от шпинделя V через звено увеличения шага: колеса 2226, 27-25, 2316 или 2417 и через колеса 1633.
От вала VIII движение передается через реверсивный механизм с колесами 3035 или 313435 на вал IX, далее через сменные колеса а-б-д или а-б-в-д на входной вал Х коробки подач. Переключение муфт 116. 60. 43 и 50, а также перестановка блока шестерен 5758. 45-46. 4748. 52-53 осуществляются различные комбинации соединения колес 36…64 коробки подач. Либо ходовой винт 61, либо ходовой винт XVI могут быть соединены с входным валом XV коробки поворотного механизма подачи. В первом случае через сцепление 60, во втором — через колеса 5962, 63-66, муфта обгона 67 и колеса 6864.
Переключение муфт 116. 60. 43 и 50, а также перестановка блока шестерен 5758. 45-46. 4748. 52-53 осуществляются различные комбинации соединения колес 36…64 коробки подач. Либо ходовой винт 61, либо ходовой винт XVI могут быть соединены с входным валом XV коробки поворотного механизма подачи. В первом случае через сцепление 60, во втором — через колеса 5962, 63-66, муфта обгона 67 и колеса 6864.
Цепь винтоворезная. При нарезании резьбы суппорт подается от ходового винта 61 через маточную гайку, закрепленную в фартуке. Требуемый шаг резьбы можно получить переключением шестерен и муфт в коробке подач или установкой на гитаре сменных колес а, б, в, г. В последнем случае механизм коробки подач отключается муфтами 116 и 60. Муфта 117 служит для предотвращения поломок при случайных перегрузках.
Продольная и поперечная подача суппорта. Ходовой вал XVI служит для передачи движения механизму фартука. По ней вдоль шпоночной вазы скользит шестерня 65, передавая вращение через колеса 69, 70, 71, с муфтой 72 и червячной парой 7374 на валу XVII.
Одна из кулачковых втулок 77 или 84 включена для обеспечения подачи суппорта и его реверса. Затем вращение от вала XVII передается шестернями 758376 и 7892 или 8592 на вал XVIII и далее на реечное колесо 9.4, который, катясь по стойке 95, закрепленной на станине станка, совершает продольное перемещение суппорта.
Поперечная подача и реверс осуществляются приведением в действие муфт 87 или 90. При этом вращение передается от вала XVII через шестерни 7586 и 88939896 или 758689 и 91939896 на винт 97, сообщающий движение поперечной каретке суппорта.
Содержание чертежей
16k20.cdw
Задняя бабка.cdw
Устройство токарного станка по металлу — схема и основные узлы | vseznayko.
 com.ua
com.ua
По сути, токарное устройство, независимо от модели и уровня функциональности, включает в себя типовые конструктивные элементы, определяющие технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как: передняя и задняя бабки, каретка, фартуковое устройство, редуктор, редуктор, шпиндельное оборудование и приводной двигатель.
Основные части токарного станка по металлу
Устройство станины и передней головки станка
Рама является несущим элементом, на котором устанавливаются и закрепляются все остальные конструктивные элементы агрегата . Конструктивно каркас представляет собой две стенки, соединенные между собой поперечными элементами, придающими ему необходимый уровень жесткости. Отдельные части станка должны двигаться по раме, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна плоская. Задняя бабка станка расположена в правой части рамы, по которой она перемещается за счет внутренних направляющих.
Задняя бабка станка расположена в правой части рамы, по которой она перемещается за счет внутренних направляющих.
Литая рама станка усилена ребрами жесткости и имеет полированные и закаленные направляющие
Передняя бабка выполняет одновременно две функции: придает заготовке вращение и поддерживает ее при обработке. На передней части этой части токарного станка (её ещё называют «шпиндельной бабкой») расположены рычаги управления коробкой передач. С помощью таких ручек шпинделя станка обеспечивается нужная частота вращения.
Для упрощения управления редуктором рядом с рукояткой переключения находится табличка со схемой, на которой указано, как расположить рукоятку, чтобы шпиндель вращался с нужной частотой.
Рычаг селектора передач BF20 Yario
Помимо редуктора, на передней бабке станка размещается узел вращения шпинделя, в котором могут использоваться подшипники качения или скольжения. Патронное устройство (кулачкового или поводкового типа) закрепляется на конце шпинделя с помощью резьбового соединения. Этот узел токарного станка отвечает за передачу вращения заготовки в процессе ее обработки.
Этот узел токарного станка отвечает за передачу вращения заготовки в процессе ее обработки.
Направляющие рамы, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования параллелизма и прямолинейности. Если игнорировать эти требования, то обеспечить высокое качество обработки будет невозможно.
Назначение задней головки токарного оборудования
Задняя головка токарного станка, в конструкции которой может быть предусмотрено несколько вариантов, необходимых не только для крепления деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков , стреловидность и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 — ручки; 2 — маховик; 3 — Эксцентрик; 4, 6, 9 — винты; 5 — тяга; 8 — перо; А — цековка
Схема с вращающимся задним центром применяется в том случае, если на оборудовании производится высокоскоростная обработка деталей, а также при удалении стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполнена такой конструкции: в отверстие пиноли устанавливаются два подшипника — передний упорный (с коническими роликами) и задний радиальный, — а также втулка, внутренняя часть которой скучно под конусом.
При реализации этой схемы задняя бабка выполнена такой конструкции: в отверстие пиноли устанавливаются два подшипника — передний упорный (с коническими роликами) и задний радиальный, — а также втулка, внутренняя часть которой скучно под конусом.
Осевые нагрузки, возникающие при обработке деталей, воспринимаемых как упорный шарикоподшипник. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. При необходимости установки в такой центр сверла или другого осевого инструмента втулку можно жестко зафиксировать стопором, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка «Токарь-250»
Задняя бабка, центр которой не вращается, закрепляется на пластине, перемещающейся по направляющим станка. Перо, установленное в такой бабке, двигается по отверстию в ней специальной гайкой. В передней части самой пиноли, в которой устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гаек и, соответственно, пиноли обеспечивается вращением специального маховика, соединенного с винтом. Что немаловажно, пиноль может двигаться в поперечном направлении, без такого движения невозможно осуществлять обработку деталей с плоским конусом.
Перемещение гаек и, соответственно, пиноли обеспечивается вращением специального маховика, соединенного с винтом. Что немаловажно, пиноль может двигаться в поперечном направлении, без такого движения невозможно осуществлять обработку деталей с плоским конусом.
Шпиндель как элемент токарного станка
Важнейшей конструктивной единицей станка является его шпиндель, представляющий собой полый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за правильное функционирование этого узла отвечают сразу несколько конструктивных элементов машины. Именно во внутреннем коническом отверстии шпинделя закрепляют различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарного станка 16К20
Чтобы на шпиндель можно было установить планшайбу или токарную кассету, в ее конструкции предусмотрена резьба, а для центрирования последней еще и хомут на шейке. кроме того, для предотвращения случайного вывинчивания патрона при быстрой остановке шпинделя на некоторых моделях токарных станков предусмотрен специальный паз.
Результаты обработки на станке деталей из металла и других материалов в значительной степени зависят от качества изготовления и сборки всех элементов шпиндельного узла. В элементах этого узла, в которых он может быть закреплен как заготовка, и инструмента не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как при эксплуатации агрегата, так и при его покупке.
В шпиндельных узлах, что можно сразу определить по их чертежам, могут быть установлены подшипники скольжения или качения с роликовыми или шариковыми элементами. Безусловно, высокую жесткость и точность обеспечивают подшипники качения, их устанавливают на приспособления, выполняющие обработку заготовок на высоких скоростях и со значительными нагрузками.
Опорная конструкция
Токарная опора представляет собой узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте находится резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Именно на суппорте находится резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Опора с кареткой станка Оптимум D140x250
Движение данного узла обеспечивается его конструкцией, характерной для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, осуществляют каретки суппорта, при этом он перемещается по продольным направляющим станины.
- Поперечное перемещение осуществляется верхней — поворотной — частью суппорта, на которой установлена резцедержатель (такой ход, за счет которого можно регулировать глубину обработки, осуществляется на поперечных направляющих суппорта, имеет форму ласточкиного хвоста).
Держатель инструмента — быстросменный патрон типа MULTIFIX
Держатель инструмента, который также называют долотом, устанавливается в верхней части суппорта. Последние можно фиксировать под разными углами с помощью специальных гаек. В зависимости от необходимости на токарные станки могут быть установлены одно- или многоместные держатели инструментов. Корпус типовой фрезы имеет цилиндрическую форму, а инструмент вставляется в специальный боковой паз в нем и фиксируется болтами. В нижней части режущей головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типичная схема крепления резцедержателя, используемая в основном на станках, предназначенных для выполнения простых токарных операций.
Корпус типовой фрезы имеет цилиндрическую форму, а инструмент вставляется в специальный боковой паз в нем и фиксируется болтами. В нижней части режущей головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типичная схема крепления резцедержателя, используемая в основном на станках, предназначенных для выполнения простых токарных операций.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью конструкции, приводятся в движение приводом, в качестве которого используются электродвигатели различной мощности. Электродвигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работать на постоянном токе. В зависимости от модели двигатель может иметь одну или несколько скоростей.
Электрическая схема станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя к элементам коробки передач машины может использоваться ременная передача или непосредственное соединение с ее валом.
Для передачи крутящего момента от двигателя к элементам коробки передач машины может использоваться ременная передача или непосредственное соединение с ее валом.
На современном рынке представлены модели токарных станков, на которых скорость вращения шпинделя регулируется бесступенчатой схемой, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не очень экономного потребления электроэнергии такие электродвигатели применяются очень редко.
Двухскоростной двигатель с плоским ременным шкивом
Как было сказано выше, электродвигатели также могут использоваться для привода токарных станков, работающих на постоянном токе. Это электродвигатели, которые имеют большие размеры, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электросистемы любого токарного станка, но также включает в себя множество дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления машиной, а также оперативность и качество выполняемых на ней технологических операций.
Все они, функционируя в комплексе, обеспечивают удобство управления машиной, а также оперативность и качество выполняемых на ней технологических операций.
| Фартук | Передняя часть каретки в сборе, на которой установлена каретка маховик установлен |
| Кровать | Основная опорная отливка длина токарного станка |
| Между Центры | 1. Способ удержания заготовки путем установки ее между центром Способ удержания заготовки путем установки ее между центромв шпинделе передней бабки и центре в шпиндель задней бабки (см. Центр). заготовка захватывается и управляется собакой. 2. Размер, представляющий максимальную длину заготовки. который может быть повернут между центрами. Токарный станок 7×10 имеет 10 дюймов между центрами; токарный станок 7×12 составляет 12 дюймов между центрами. Поскольку чем длиннее, тем лучше, производители токарных станков иногда преувеличить это число. |
| Бит | Заостренный режущий инструмент, такой как сверло или токарное долото, используемое для удаления металла или другого материала с заготовки |
| Карбид | Чрезвычайно твердый, тепло- и износостойкий материал, используемый для изготовления режущих инструментов. В отношении станков, обычно относится к карбиду вольфрама.  Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе. |
| Каретка | Узел, перемещающий резцедержатель и режущий инструмент по направляющим |
| Маховик каретки | Колесо с ручкой для перемещения каретка вручную с помощью реечной передачи |
| Замок каретки | А механизм фиксации каретки на направляющих, чтобы седло не двигалось способы при проведении облицовочных работ. Стандартная функция большинства крупных токарные станки, но не на токарном станке. Хотя легко добавить. |
| Литье | Металлический компонент, сформированный в виде определенной формы путем заливки расплавленного металла в полую форму желаемой формы.  После Послеметалл остывает и затвердевает, фасонная отливка удаляется из формы и лишнего металла, известный как перепрошивка, удаляется. Форма обычно изготавливается из специальной смеси песок и связующее вещество и делится на две половины, которые разделяются для удаления закончил литье. Может также относиться к процессу изготовления отливки. Кастинг Процесс используется для изготовления большинства крупных металлических компонентов станков. грубые литые детали обрабатываются станками для формирования прецизионных сопрягаемых поверхностей, таких как как пути токарного станка или стола фрезерного станка. |
| Центр | Конический цилиндр с прецизионной шлифовкой с 60-конечным наконечником и стержнем с конусом Морзе. Проводится в задняя бабка токарного станка для поддержки конца длинной заготовки. Может также использоваться в передней бабке шпиндель для поддержки работы между центрами на обоих концах. 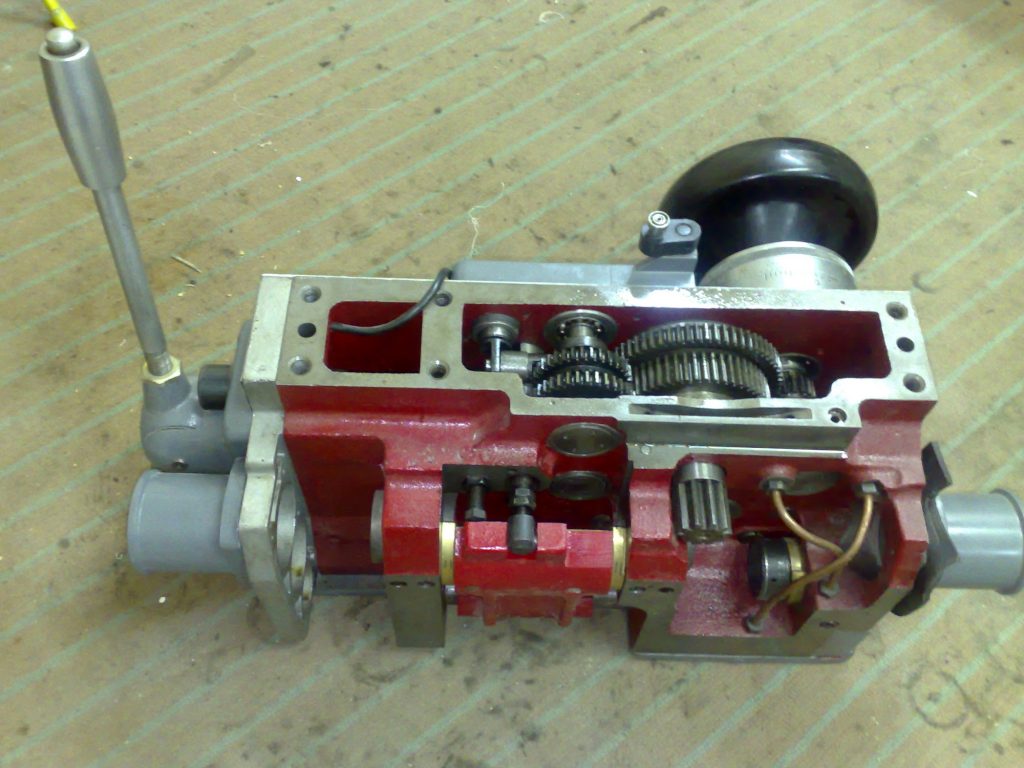 Также Такжепроцесс точного позиционирования заготовки на одной линии с дрелью или фрезой. Живой центр представляет собой центр с интегрированным глагол: Точно расположить заготовку так, чтобы центр |
| Центровочное сверло | 1. Короткое короткое сверло, используемое для сформировать пилотное отверстие для сверления и неглубокое отверстие с потайной головкой для крепления конца заготовки к центру.  2. процесс сверления заготовки центровым сверлом |
| Осевая линия | Воображаемая линия, идущая от центр шпинделя через центр ползуна задней бабки, представляющий собой центральную ось токарного станка вокруг что работа вращается. |
| Патрон | Зажимное устройство для удерживания изделия на токарном станке или для удержания сверла в задней бабке. Сверлильные патроны иногда называют патронами Jacobs Chucks, торговой маркой, которая популяризировала этот тип патронов. |
| Соединение | Подвижная платформа, на которой монтируется инструментальный пост; можно установить под углом к заготовке. Также известен как соединение слайд и составной отдых. |
| Соединение Маховик | Колесо с ручкой для перемещения соединение скользит внутрь и наружу.  Также известен как комбикорм. Также известен как комбикорм. |
| Зенковка | 1. Для бурения неглубокой плоскодонной отверстие немного больше и концентрично с ранее просверленным отверстием, чтобы головка винта, который должен быть утоплен под поверхностью заготовки. Специальный инструмент для рассверливания или концевая фреза используется для сверления отверстия, чтобы дно было плоским. 2. Отверстие, просверленное этим процессом. |
| Зенковка | 1. Для формирования неглубокого конусообразного отверстие вокруг просверленного отверстия меньшего диаметра. Зенковка часто используется для того, чтобы головка винта с плоской головкой будет находиться на одном уровне или немного ниже поверхности, на которой используется винт. 2. Режущий инструмент, похожий на сверло, с конусообразным наконечником, используемый для резки зенкерное отверстие.  Часто сочетается с коротким наконечником сверла как «комбинированное сверло». Часто сочетается с коротким наконечником сверла как «комбинированное сверло».и зенковать», или центрировать сверлить. |
| Поперечная подача | Маховик или кривошип, который перемещает поперечное скольжение, поворачивая винт. Также действие перемещения поперечного суппорта с помощью крестовины маховик подачи. |
| Поперечный суппорт | Платформа, которая движется перпендикулярно к оси станка под управлением маховика с поперечными салазками |
| Маховик с поперечными салазками | Колесо с ручкой для перемещения поперечное скольжение внутрь и наружу. Также известен как поперечная подача. |
| Резка Инструмент | Инструмент для резки или Удаление металла или другого материала.  Может относиться к любому типу режущего инструмента, такого как дрель, Может относиться к любому типу режущего инструмента, такого как дрель,развертка или токарный станок. токарный станок бита обычно имеет квадратное сечение с заостренным концом на одном конце. Это сделано из очень твердого и термостойкого материала, такого как быстрорежущая сталь или форма карбида. |
| Мертвые Центр | Токарный центр изготовлен из цельного куска стали без подшипников, обычно используется для поддержки задней бабки конец относительно длинной гибкой заготовки. Поскольку подшипников нет, наконечник должен быть хорошо смазан, чтобы не нагревался из-за трения. См. также: Живой центр. |
| Собака | Также известен как Токарная собака или Изгиб. Г-образный переходник, обычно изготовленный из чугуна, с отверстием для заготовку и стопорный винт для фиксации заготовки. Используется для зажима заготовки иприложите к нему вращательное усилие, пока заготовка установлена между центры вместе с лицевой панелью. Собака взаимодействует с отверстием в планшайбе для приложения силы к заготовке. Используется вместо патрона, особенно до 19 лет40, и/или когда конусы обрезаются путем смещения задней бабки. |
| Ласточкин хвост или направляющая типа «ласточкин хвост» | Поверхность скольжения между двумя близко согласованные компоненты на станке, таком как поперечный салазок токарного станка. ласточкин хвост гарантирует, что два компонента могут двигаться в точном линейном движении с очень небольшим движение из стороны в сторону. Названа так потому, что в торце выглядит похожей на форму голубиный хвост. Также распространенный тип соединения, используемый в деревообработке и названный так по имени та же самая причина. |
| Лицевая панель | Металлическая пластина с плоской поверхностью, Устанавливается на шпиндель токарного станка для удержания деталей неправильной формы. |
| Облицовка | Токарная операция, при которой металл удалены с конца заготовки, чтобы создать гладкую перпендикулярная поверхность или грань. Режущий инструмент перемещается по направляющим поворотом Маховик с поперечным скольжением, также известный как поперечная подача. |
| Гиб | Отрезок из стали или латуни с ромбовидное поперечное сечение, которое входит в зацепление с одной стороной ласточкина хвоста и может быть отрегулирован с помощью винтов, чтобы компенсировать любой провис в ползунке типа «ласточкин хвост». Использовал к отрегулируйте ласточкин хвост для оптимальной герметичности и компенсации износа. |
| Полугайка или полугайка | Гайка, состоящая из двух половинок, зажим вокруг ходового винта под контролем рычага полугайки для перемещения каретки под действием силы, приводимой от ходовой винт. Длина полугайки обычно составляет 6-10 полных витков для распределения движущей силы.на большей площади. |
| Рычаг с полугайкой | Рычаг для зацепления каретки с ходовой винт для перемещения каретки под действием силы |
| Маховик | Колесо, поворачиваемое вручную для перемещения часть токарного станка или другого станка. Часто будет иметь ручку, выходящую из лицевая сторона. Рукоятка облегчает быстрое вращение маховика. |
| Высота над уровнем моря | Расстояние между кончиком шпиндель (или патрон) и стол на фрезерном или сверлильном станке. |
| Передняя бабка | Основная отливка, установленная на левый конец станины, в котором установлен шпиндель. Содержит изменение скорости шпинделяшестерни. |
| Быстрорежущая сталь (HSS) | Сплав стали, используемый для резки инструменты, такие как токарные долота и сверла. HSS обладает высокой устойчивостью к потере твердости за счет нагрева от трения. При использовании для токарных станков заготовка из быстрорежущей стали отшлифовать до нужной формы на настольном шлифовальном станке. |
| Прерывистый рез | Резка на токарном или фреза, у которой поверхность, по которой движется режущий инструмент, имеет зазоры или отверстия. Таким образом, режущее действие инструмента «прерывается» каждый раз, когда он проходит через такие открытие. Из-за вибрации, вызванной этим процессом, необходимо соблюдать особую осторожность. убедитесь, что режущий инструмент и заготовка надежно закреплены, чтобы они не работать свободно. На фрезерном станке головка должна быть надежно зафиксирована, чтобыне скользит. |
| Джейкобс Чак | Стандартный сверлильный патрон, использует внешнее кольцо с зубчатым колесом вместе со шпонкой патрона, которая входит в зацепление с зубчатым кольцом для удержания сверло очень туго. До появления «бесключевых» патронов эти повсеместно использовались на ручных дрелях и сверлильных станках. Джейкобс является торговой маркой торговая марка, которая часто используется как общее название для патронов этого типа. |
| Джейкобс Конус | Один из нескольких стандартных Технические характеристики конических хвостовиков инструментов. Конические валы на инструментах входят в зацепление с выемкой соответствующий конус в токарном станке, сверлильном станке, шпинделе фрезерного станка или на поворотном столе или подобных инструментах. Конусы прецизионно обработаны и при правильном сопряжениии без масла и песка, держите инструмент плотно и концентрично по отношению к шпинделю станка. После сопряжения инструменты, удерживаемые конусом, необходимо удалить, высвободив их, вбивая мягкий вал с задней стороны инструмента, применяя силу молотка или винта. |
| Ходовой винт | Прецизионный винт, вращающий длина кровати. Используется для управления каретой под напряжением для поворота и операции по нарезанию резьбы. Меньшие ходовые винты используются внутри поперечного салазка и компаунда для перемещения этих частями точным количеством. Промышленные токарные станки имеют отдельный привод для силовой подачи и зарезервируйте ходовой винт для нарезки, чтобы уменьшить ненужный износ ходового винта. |
| Живой Центр | Токарный центр со встроенными шарикоподшипниками, которые позволяют наконечнику вращаться независимо от конического конца уменьшить трение при использовании центра для поддержки конца заготовки. См. Мертвая точка. |
| Длинный Конус | Конус, разрезной на токарном станке, который обычно слишком длинный, чтобы его можно было разрезать путем смещения соединения. На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может быть смещены относительно осевой линии станка. Заготовка просверлена по центру на обоих концах и поддерживается между центрами с помощью собачки для привода заготовки. Задняя бабка смещена к желаемый угол наклона. При движении каретки по направляющим режущий инструмент остается параллельно оси токарного станка, но заготовка разрезается по конусу, потому что она компенсировать. Токарные станки промышленного класса иногда имеют конусную насадку, позволяющую резать длинные
|
| Машина Инструмент | Станок, такой как токарный станок, дрель пресс или фрезерный станок, предназначенный для придания формы металлу и другим материалам с высокой степень точности. Типичная размерная точность составляет порядка тысячных долей дюйм или сотые доли миллиметра. Станки могут варьироваться от настольных размеров до огромных многотонные машины, используемые для промышленных работ. |
| Обработка | Процесс формовки металла или другой материал с использованием станка, такого как токарный станок или фрезерный станок. Большинство обработки операции, такие как сверление или токарная обработка, срезают лишний материал, оставляя желаемый форма и размеры. |
| Морзе Конус | Используемый конус определенных размеров соединить соответствующие мужские и женские части, чтобы они плотно сцеплялись и концентрически. Конусы бывают разных размеров, например № 0, № 1, № 2, № 3 и т. д. с большимичисла, обозначающие большие размеры. Шпиндель мини-токарного станка имеет конус Морзе № 3 и плунжер задней бабки имеет конус Морзе № 2. |
| Пилот Отверстие | Неглубокая яма, обычно конусообразное, просверленное в качестве начального отверстия перед сверлением более глубокого отверстия. Пилотное отверстие помогает чтобы сверло вошло в материал в нужном месте и не дрейфовать или блуждать, когда долото начинает врезаться в просверливаемый материал. |
| Перо | Часть сверлильного станка, фрезерная станок, задняя бабка токарного станка или другой механический инструмент, который выдвигается из детали и втягивается в нее машины под управлением ручного рычага или штурвала. Как правило, перо имеет стандартный отраслевой конус для удержания патрона или другого приспособления для крепления инструмента. |
| Р8 Конус | Стандартный конус, наиболее часто используется для отверстия шпинделя и инструментальных хвостовиков фрезерных станков среднего размера. Конические хвостовики обеспечивают точную концентричность станков со шпинделем и противостоять боковым силам, возникающим при фрезеровании. Конусы R8 считаются «саморазъединяющиеся», для отрыва которых от шпинделя требуется небольшое усилие или его отсутствие. при смене инструментов. |
| Рейка и шестерня | Механизм для перемещения линейная передача (рейка) за счет вращения круглой шестерни (шестерни). Используется для преобразования вращательного движения, обычно маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки микроскопа. |
| Седло | Отливка, часто имеющая форму «Н», если смотреть сверху, едет по путям. Вместе с фартуком онявляется одним из двух основных компонентов, из которых состоит каретка. |
| Короткий Конус | Конус, разрезной на токарном станке, длина которого достаточно мала, чтобы его можно было обрезать, сместив компаунд до нужного угла конусности. |
| Плечо | Точка, в которой заготовка резко меняется от одного диаметра к другому. |
| Шпиндель | Главный вращающийся вал, на котором установлен патрон или другое удерживающее устройство. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем плане основной вращающаяся часть станка. |
| Шпиндель Сквозное отверстие | Размер, указывающий минимальное диаметр отверстия, проходящего через шпиндель. Заготовка диаметром меньшечем это может пройти через шпиндель, чтобы облегчить работу с длинными деталями. На минилате это 3/4 дюйма, но его можно безопасно развернуть до 13/16 дюйма. Обратите внимание, что рядом в передней части шпинделя отверстие сужается для удержания конического инструмента и больше, чем 3/4″, если смотреть на шпиндель. |
| Стандарт | 1. Кусок металла или другой материал, обрабатываемый на токарном станке 2. Сырье, такое как металлический стержень, который будет обрезан до рабочего размера и подвергнут механической обработке |
| Качели | Размер, представляющий Заготовка наибольшего диаметра, которую может обработать токарный станок. Мини-токарные станки 7×10, 7×12 и 7×14 имеют поворот 7 дюймов, что означает, что максимальная Размер заготовки, которая может вращаться, не ударяя о станину, составляет 7 дюймов. диаметр. Связанный с этим размер, Swing Over Carriage или Swing Over Cross Slide, является заготовки максимального диаметра, которая может вращаться над поперечными суппортами. Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре. |
| Задняя бабка | Чугунный узел на правом конце токарного станка, который может скользить по направляющим и фиксироваться на месте. Использовал для удержания длинной работы на месте или для установки сверлильного патрона для сверления в конце Работа. |
| Маховик задней бабки | Колесо с ручкой для перемещения задняя бабка вдавливается и выходит из задней бабки Кастинг. |
| Задняя бабка Рам | Поршневой вал, который можно входить и выходить из задней бабки, поворачивая заднюю бабку маховик. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика с конусом Морзе. Вал, или поршень, выдвигается или отводится с помощьювращая маховик задней бабки, расположенный на правом конце задней бабки. Баран обычно маркируется в дюймах и/или миллиметрах и может фиксироваться на определенном месте. точку с помощью фиксирующего рычага. |
| Конус | 1. Равномерное постепенное изменение диаметра заготовки. 2. Процесс резки заготовки для получения конического диаметра. 3. Конический участок заготовки, вырезанный на токарном станке 4. Конический конец инструмента или шпинделя, соответствующий стандартный отраслевой шаблон, такой как Морзе Конус, конус Джейкобса или конус R8. |
| Сквозное отверстие | Отверстие, проходящее через шпиндель. Стержни, которые меньше в диаметре, чем сквозное отверстие может проходить через отверстие, что делает его можно обрабатывать концы стержня, которые в противном случае были бы слишком длинными для токарного станка. |
| Инструмент | Режущий инструмент для удаления металла из заготовки; обычно изготавливаются из быстрорежущей стали или карбида. |
| Заготовка для инструмента | Кусок быстрорежущей стали, из которого на настольный шлифовальный станок. Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для использования на мини-токарном станке. |
| Стойка для инструмента | Удерживающее устройство, установленное на компаунд , в который крепится режущий инструмент |
| Токарная обработка | Токарная операция, при которой металл удалены от внешнего диаметра заготовки, таким образом уменьшение его диаметра до нужного размера.  |

