Вертикально фрезерный 6м13п: 6М13П – все технические параметры фрезерного агрегата + Видео
Содержание
6М13П станок консольно-фрезерный вертикальный повышенной точности. Паспорт, схемы, описание
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Отзывы
Станок консольно-фрезерный 6М13П имеет множество положительных отзывов. Пользователи отмечают точность обработки при работе с деталями из самых разных материалов. Жесткость и надежность конструкции, а также высокие эксплуатационные характеристики позволяют успешно использовать данное оборудование некрупных и мелкосерийных производствах. Для домашнего использования агрегат слишком большой.
Пользователи отмечают точность обработки при работе с деталями из самых разных материалов. Жесткость и надежность конструкции, а также высокие эксплуатационные характеристики позволяют успешно использовать данное оборудование некрупных и мелкосерийных производствах. Для домашнего использования агрегат слишком большой.
Горьковский завод фрезерных станков более полувека назад начал выпуск качественных консольно-фрезерных станков с повышенной точностью обработки и надежной конструкцией. Такой агрегат отлично зарекомендовал себя в разных отраслях промышленности и на мелкосерийном производстве.
Фото вертикального консольно-фрезерного станка 6М13П
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Фото вертикального консольно-фрезерного станка 6м13п
Расположение органов управления консольно-фрезерным станком 6М13П
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Расположение органов управления консольно-фрезерным станком 6м13п
Перечень составных частей консольно-фрезерного станка 6М13П
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Перечень органов управления консольно-фрезерным станком 6М13П
- Кран регулирования интенсивности охлаждения
- Маховичек ручного продольного перемещения стола
- Кулачки ограничения продольного хода стола в крайних положениях или реверса стола в полуавтоматическом и автоматическом циклах
- Кулачки переключения стола с подачи на быстрый ход или с быстрого хода на подачу
- Переключатель на автоматический цикл или ручное управление станка
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Кнопка «Быстро»
- Рукоятка ручного насоса смазки стола
- Рукоятка включения вертикальной или поперечной подачи стола
- Рукоятка зажима консоли на направляющих станины
- Маховичек ручного поперечного перемещения стола
- Рукоятка зажима салазок на направляющих консоли
- Переключатель управления столом: автоматический цикл — ручное управление — работа с круглым столом
- Шестигранник поворота фрезерной головки
- Винты зажима стола на салазках
- Маховик перемещения гильзы шпинделя
- Переключатель освещения «Включено — выключено»
- Кнопка «Стоп шпиндель»
- Кнопка «Пуск шпинделя»
- Рукоятка и лимб для переключения скоростей шпинделя
- Кнопка «Импульс шпинделя»
- Кнопка «Быстро стол»
- Вводной переключатель «Включено — выключено»
- Переключатель насоса охлаждения «Включено — выключено»
- Переключатель направления вращения шпинделя «Влево — вправо»
- Рукоятка управления продольным перемещением стола
- Рукоятка подъема консоли
- Грибок и лимб для переключения подач стола
- Кулачки ограничения поперечного хода стола
- Рукоятка зажима гильзы шпинделя
- Кулачки ограничения вертикального хода стола
- Кнопка включения фиксации механизма переключения подач
- Гайки зажима поворотной фрезерной головки
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным — подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
Схема кинематическая консольно-фрезерного станка 6М13П
Кинематическая схема консольно-фрезерного станка 6м13п
Цепь главного движения консольно-фрезерного станка 6М13П
Станок 6М13П имеет две раздельные кинематические цепи — цепь главного движения и цепь подач стола.
Шпиндель получает вращение от фланцевого электродвигателя мощностью 7 кВт, с 1440 об/мин через упругую соединительную муфту и зубчатые колеса механизма пятиваловой коробки скоростей, сообщающие шпинделю 18 различных чисел оборотов в пределах от 31,5 до 1600 об/мин.
Кинематическая схема
Привод шпинделя фрезерного станка 6Р13 осуществляется электромотором при помощи ступенчатого семивального редуктора, расположенного в верхней части станка. Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Описание конструкции основных узлов вертикального консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель консольно-фрезерного станка 6М13П
Коробка скоростей и шпиндель фрезерного станка 6м13п
Коробка скоростей консольно-фрезерного станка 6М13П
Коробка скоростей фрезерного станка 6м13п
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал VII) станка 6М13П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М13П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М13П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III и IV — шлицевые для возможности передвижения зубчатых блоков.
Механизм переключения скоростей
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка указатель и кнопочная станция с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка.
Механизм переключения скоростей фрезерного станка 6М12П
В коробках скоростей станков серии М механизм переключения скоростей является самостоятельным узлом (рис. 163).
На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка-указатель 2 и кнопочная станция 3 с переключателем освещения и кнопками «Пуск шпинделя», «Стоп шпинделя», «Толчок шпинделя», «Быстро стол». С нижней стороны коробки переключения находится рукоятка 4. Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
Переключение шпинделя на требуемую скорость вращения осуществляется в такой последовательности:
- рукоятку переключения опускают вниз до выхода шипа из фиксирующего паза и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем 2; при этом щелчок фиксатора указывает, что лимб установлен в требуемом положении;
- нажимают кнопку «Толчок шпинделя», что дает кратковременный импульс на электродвигатель привода шпинделя для проворачивания зубчатых колес коробки скоростей и для их плавного переключения;
- рукоятку 4 переключения плавно возвращают в первоначальное положение, при этом обязательно шип рукоятки должен попасть в фиксирующий паз.
- При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
Механизм подач консольно-фрезерного станка 6М13П
Механизм подач консольно-фрезерных станков серии 6М
Механизм подач фрезерного станка 6м13п
Цепь подач консольно-фрезерного станка 6М13П
Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Через коробку подач ходовым винтам продольного и поперечного перемещений стола сообщаются 18 различных подач в пределах от 25 до 1250 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8,3 до 416,6 мм/мин.
Вал I коробки подач (см. рис. 272) приводится во вращение непосредственно электродвигателем; от него вращение передается валу II зубчатой парой 26 : 50, валу III — зубчатой парой 26 : 57, валу IV — зубчатыми парами 18 : 36, или 27 : 27, или 36 : 18, валу V — зубчатыми парами 18 : 40, или 21 : 37, или 24 : 34 и далее валу VI через перебор 13 : 45 — 18 : 40 или непосредственной зубчатой передачей 40 : 40.
Консоль фрезерного станка 6М13П
В консоли расположены все узлы цепи подач. На рис. 284 схематически показана консоль фрезерных станков 2-й гаммы с механизмами передачи движения от электродвигателя к столу, салазкам и самой консоли.
Консоль имеет чугунный корпус с развитыми направляющими профиля «ласточкин хвост» под станину и перпендикулярные к ним прямоугольные направляющие под салазки. Консоль несет на себе следующие органы управления:
Консоль несет на себе следующие органы управления:
Электрооборудование станка 6М13П
Схема электрическая принципиальная фрезерного станка 6М13П
Электрическая схема принципиальная фрезерного станка 6м13п
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Область применения
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.

Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.
Фото: 6Р13.
Технические характеристики консольного фрезерного станка 6М13П
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30.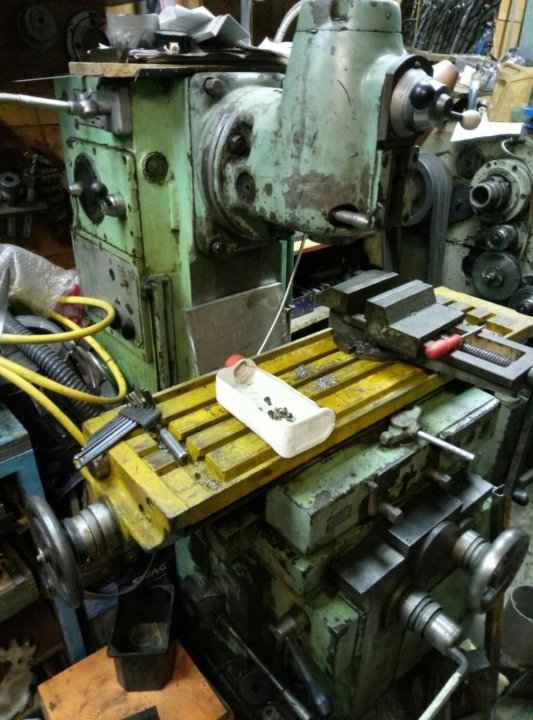 .520 .520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6. .786 .786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
- Консольно-фрезерные станки 6М13П, 3М13ПБ.
 Руководство по уходу и обслуживанию, Горький, 1966
Руководство по уходу и обслуживанию, Горький, 1966 - Консольно-фрезерные станки 6М13П, 3М13ПБ. Руководство по уходу и обслуживанию, Воткинск, 1972
- Ремонт консольно-фрезерных станков 6М83, 6М83Г, 6М13П, 6М13ПБ. Альбом чертежей сменных деталей, Тула, 1971
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках, 1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.
 Г. Фрезерные станки (Библиотека станочника), 1977
Г. Фрезерные станки (Библиотека станочника), 1977 - Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Фрикционный вал. Муфты фрикционные в металлорежущих станках
Фрикционный вал. Муфты фрикционные в металлорежущих станкахЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Технические характеристики
Агрегат относится к станкам с повышенной точностью обработки деталей. Его основные технические характеристики:
Его основные технические характеристики:
- отверстие фрезерного шпинделя – 29 мм;
- конус фрезерного шпинделя – №3 ГОСТ 836-62;
- скорость быстрых перемещений стола поперек – 3 м/мин;
- быстрые продольные перемещения – 3м/мин;
- вертикальные быстрые перемещения – 1 м/мин.
Станок снабжен упорами продольной, поперечной и вертикальной подач, а также блокировкой их раздельного включения и предохранительной муфтой от перегрузок.
Паспорт 6М13П Вертикальный консольно-фрезерный станок с поворотной головкой (Воткинск)
Наименование издания: Паспорт, руководство по эксплуатации
Выпуск издания: Воткинский машиностроительный завод
Год выпуска издания: 1974
Кол-во книг (папок): 1
Кол-во страниц: 86
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Паспорт, руководство по эксплуатации
Введение
Назначение станков
— Общий вид станка
Паспорт станка
— Схема органов управления
— Эскиз Т-образных пазов
— Эскиз направляющих
— Эскиз конца шпинделя
Пределы использования станков по мощности и силовым нагрузкам
— Кинематическая схема станков
Цепь главного движения
Цепь подачи
— График чисел оборотов шпинделя станка
— График продольной и поперечной подач станка
Описание конструкции станков
-Кулачёк ограничения хода консоли
Станина
Описание станины
Размещение электроаппаратуры в станине
— Механизм запирания дверок
Поворотная головка
— Общий вид поворотной головки
— Разрез поворотной головки
— Зажим гильзы поворотной головки
Коробка скоростей
Описание коробки скоростей
— Смазка коробки скоростей
— Смазка коробки скоростей
— Маслоуказатель
Коробка переключения скоростей
— Механизм рукоятки переключения
— Разрез по главным осям коробки переключения
Коробка подач
— Реечные зубчатые колёса
— Развёртка коробки подач
— Вилки коробки подач
— Механизм переключения подач
— Реечные зубчатые колёса переключения подач
— Диск переключения
Описание коробки подач
Работа вала предохранительной и фрикционной муфт
Смазка коробки подач
Устранение возможных неполадок в коробке подач
Консоль
— Общий вид консоли
— Развёртка консоли
— Разрез консоли
— Разрезы по механизму включения электромагнита
Описание консоли
Включение и регулирование механизма быстрого хода
— Разрез по ходовому винту
Механизм включения поперечных и вертикальных подач
— Смазка консоли
Устранение возможных неполадок в работе механизмов консоли
— Разрез по рукоятке
Стол и салазки
— Общий вид салазок
— Механизм запирания муфты
Описание узла «стол-салазки»
Работа механизмов стола
Механизм включения продольной подачи
— Регулирование зазора в ходовом винте
Механизм автоматического цикла
— Настройка на автоматические циклы
Регулирование узла «стол-салазки»
— Регулирование клиньев
Система отвода эмульсии
— Смазка стола и салазок
— Смазка клина
— Смазка винта поперечной подачи
— Разрез ручного насоса смазки
Электрооборудование
— Схемы электрические (вклейки)
Общие сведения
Работа схемы при ручном управлении
Работа схемы при автоматическом управлении
Импульсное включение двигателей
Торможение шпинделя
Блокировки
Спецификация электрооборудования
Транспортирование и распаковка станков
Установка станков на фундамент
— Фундамент станка
Подготовка станков к первоначальному пуску
Удаление защитной смазки
Инструкция по включению электрооборудования станка в сеть
Проверка станков на точность
Охлаждение фрез при резании
— Система охлаждения
Смазка станков
— Смазка станка
Настройка и наладка станков
Регулирование станков
Принадлежности к станкам
Спецификация шарико и роликоподшипников, установленных на станке
Быстроизнашивающиеся детали станков
Спецификация деталей
— Схема расположения подшипников
Чертежи быстроизнашивающихся деталей*********
Дополнение к руководству
— Пылестружкоприёмник
Описание станка:
Документы и соответственно станок 6м13п паспорт которого хранится в нашем архиве, что можно заказать у нас в электронной версии. Является копией с оригинальных документов и прочего технического издания в хорошем и читаемом качестве. Мы можем предложить документацию от одна тысяча девятьсот семьдесят четвёртого года выпуска в объёме порядка восьмидесяти шести страниц. Этот момент примечателен тем, что как раз представленные документы обладают вполне себе детальной комплектацией, в которой можно найти как раздел электрооборудование на уровне всё того же описания граничащего с теоретической частью издания. Но при этом, паспорт будет обладать и вклейкой всех необходимых электросхем, что представляется наиболее важным показателем электрики станка в целом. Тем не менее, с механической частью станочного фрезерного оборудования обнаруживается всё та же и подобная история. Ведь, в том числе механика станка может быть реализована с позиции изучения как теоретической, так и наиболее практической подачи в направлении реализации тех или иных вариаций подобного оборудования для изучения возможностей которого и существуют подобные технические работы, что важно непосредственно для практики.
Является копией с оригинальных документов и прочего технического издания в хорошем и читаемом качестве. Мы можем предложить документацию от одна тысяча девятьсот семьдесят четвёртого года выпуска в объёме порядка восьмидесяти шести страниц. Этот момент примечателен тем, что как раз представленные документы обладают вполне себе детальной комплектацией, в которой можно найти как раздел электрооборудование на уровне всё того же описания граничащего с теоретической частью издания. Но при этом, паспорт будет обладать и вклейкой всех необходимых электросхем, что представляется наиболее важным показателем электрики станка в целом. Тем не менее, с механической частью станочного фрезерного оборудования обнаруживается всё та же и подобная история. Ведь, в том числе механика станка может быть реализована с позиции изучения как теоретической, так и наиболее практической подачи в направлении реализации тех или иных вариаций подобного оборудования для изучения возможностей которого и существуют подобные технические работы, что важно непосредственно для практики.
К тому же, непосредственно к механической части фрезера, будут приложены все необходимые чертежи и конечно, если рассматривать паспорт консольно фрезерный станок, о котором как раз и повествует это описание. То в этом случае, в качестве некоторого бонуса прилагаются и так называемые чертежи быстроизнашиваемых деталей которые всё в той же подаче, представляют собой вполне себе детализированную документацию, на основании которой появляется возможность том числе осуществлять некоторой мелкий ремонт который как показывает практика, в обязательном порядке возникает в процессе активной эксплуатации станочной единицы или фрезерного станка. И вот как раз, весь этот объём технического издания. С перечнем которого можно ознакомиться в верхней части этой карточки товара, предназначается на наш взгляд для наиболее детализированной работы со станком в условиях любого производственного направления связанного с фрезерной обработкой металла. Ведь, представленные документы, несмотря на столь уже приличный срок или дату выпуска, тем не менее находят своё применение и в современных заводских условиях тех или иных предприятий. А представленное качество документов, позволит работать с ними как на бумажной версии носителя, так и просматривая на экране монитора компьютера.
А представленное качество документов, позволит работать с ними как на бумажной версии носителя, так и просматривая на экране монитора компьютера.
Фрезерный станок 6М13П: технические характеристики, паспорт
Назначение и сфера применения консольно-фрезерного станка 6М13П
С помощью оборудования 6М13П можно выполнять фрезерование изделий из чугуна, цветных металлов, стали. При этом используются торцевые, цилиндрические, концевые, радиусные фрезы.
С помощью такого инструмента есть возможность обрабатывать горизонтальные и вертикальные плоскости, пазы, углы, зубчатые колеса, углы, также растачивать отверстия, создавать спирали, другие детали, которые при изготовлении требуют периодического или непрерывного вращения вокруг оси. Успешно обрабатывать детали на данном станке, используя метод фрезерования на скоростном режиме.
Карусельно-фрезерный станок
Карусельные станки применяются для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На них можно выполнять почти все токарные операции.
На них можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку.
Кроме того, шпиндель разгружен от изгибающих сил, что позволяет получить более высокую точность обработки деталей. Карусельные станки изготовляют двух типов: одностоечные и двухстоечные. Станки с планшайбой диаметром до 1500 мм обычно одностоечные, а станки с планшайбами большего диаметра двухстоечные. На рис. 23 показан общий вид карусельного одностоечного станка. Режущий инструмент крепится в резцедержателе бокового суппорта 8 и в револьверной головке вертикального суппорта 5. Горизонтальную подачу револьверного суппорта используют при обработке торцовых поверхностей, а вертикальную — внутренних цилиндрических и конических поверхностей (суппорт можно поворачивать вокруг горизонтальной оси.) Боковой суппорт 8 служит для обработки наружных поверхностей а при горизонтальной подаче для обработке торцовых поверхностей и прорезки канавок снятие фасок и других операций. Карусельный предназначен для токарной обработки деталей в виде отливок, корпусов, маховиков, зубчатых колес, бандажей и т. п.
Карусельный предназначен для токарной обработки деталей в виде отливок, корпусов, маховиков, зубчатых колес, бандажей и т. п.
Карусельно-фрезерный станок с тремя вертикальными шпинделями
Станок предназначен для непрерывного фрезерования плоскостей деталей из чугуна, стали и алюминия.
Фрезерование производится двумя фрезами для черновой обработки диаметром 300 мм и одной фрезой для чистовой обработки с наибольшим диаметром 600 м.м на обычных и скоростных режимах резания.
Для закрепления обрабатываемых деталей на станке можно устанавливать приспособление с механическим или пневматическим зажимом.
Деталь обрабатывается последовательно двумя шпинделями для черновой обработки и одним шпинделем — для чистовой.
Рабочими движениями станка являются вращения шпинделей и стола.
Ручные перемещения салазок со столом по направляющим станины, шпиндельной бабки по направляющими стойки и гильз шпинделей являются установочными. Настройка числа оборотов шпинделей и величины круговых подач производится сменными зубчатыми колесами. Станок имеет устройство для подвода сжатого воздуха от сети.
Станок имеет устройство для подвода сжатого воздуха от сети.
Конструкционные особенности
Особенности конструкции рассчитаны на качественное выполнение фрезеровальных работ на высоких скоростях и с деталями, выполненными из высокопрочных материалов.
Габариты и размеры рабочего пространства
Размеры и характеристики рабочего пространства позволяют обрабатывать крупные заготовки, что удобно в условиях промышленного производства:
- Размеры стола – 40смх160см.
- От торца шпинделя до стола расстояние 3–50 см.
- Параметры от оси шпинделя до вертикальных направляющих станины 45 см.
- Ход стола вдоль от руки – 80 см.
- Поперек от руки параметры хода стола – 32 см.
- Вертикальное перемещение – 42 см.
Высота станка составляет 2235 мм, при весе станка 4150 кг.
Коробка скоростей и шпиндель
Коробка скоростей расположена в верхней части станины и для управления имеет вставной узел переключения скоростей. Данный узел находится с левой стороны станины. Чтобы осмотреть и проверить коробку скоростей с правой стороны станины расположена крышка.
Чтобы осмотреть и проверить коробку скоростей с правой стороны станины расположена крышка.
В поворотной головке вмонтирован шпиндель. Сама головка крепится четырьмя болтами непосредственно к кольцевой выточке горловины станины. Поворотная головка имеет возможность поворачиваться на 45° от вертикальной оси. Чтобы увеличить параметры жесткости шпинделя во время работы имеется рукоятка, зажим которой стягивает корпус поворотной головки.
Технические характеристики шпинделя:
- частота вращения 31.5–1600 об/мин;
- количество скоростей шпинделя – 18;
- передвижение пиноли – 8.5 см;
- перемещение пиноли на одно деление лимба – 0.05 мм.
Расположение органов управления
Всего у агрегата имеется 34 детали, которые отвечают за регулировку, настройку и управление основных узлов. Помимо различных рукояток, кнопок и переключателей имеется и зажимная гайка. Все органы управления крепятся на основном корпусе оборудования с помощью них осуществляется регулировка и управление следующими процессами:
- охлаждением;
- продольным перемещением стола;
- пуск, торможение и остановка шпинделя;
- смазка рабочей поверхности;
- поперечное и вертикальное перемещение рабочей поверхности;
- переключение скоростей шпинделя;
- ограничение поперечного хода рабочего стола;
- поворот фрезерной головки.

Механизм подач
В консоли агрегата вмонтирован отдельный двигатель мощностью 1.7 кВт. От него и происходит привод подач. 18 подач осуществляется от узла к ходовым винтам в диапазоне 25–1250 мм/мин, винту вертикального перемещения также осуществляется 10 подач в диапазоне 8.3–450 мм/мин. В консоли расположены все узлы цепи подач. От электродвигателя передается движение к столу, салазкам, а также непосредственно к консоли.
Электрическая схема
Электрооборудование
Агрегат питается от трехфазной сети с показателями напряжения 380 В и частотой в 50 Гц. Вся пусковая электрика расположена в двух нишах станины. В каждой из них расположены по 2 панели, которые имеют общую монтажную схему. В левой нише имеется дверка с рукояткой вводного включателя для подключения электрооборудования к сети.
Также к электрооборудованию станка 6М13П относится:
- электронасос с включателем;
- электромагнит для привода фрикционной муфты быстрого хода и для отключения кулачковой муфты подачи;
- переключатель реверса;
- вводный включатель;
- электродвигатель шпинделя;
- электродвигатель подачи.

Управление движком шпинделя осуществляется кнопками.
Схема кинематическая
Конструкция и основные узлы
Карусельный токарный станок имеет устройство, которое не схоже с устройством металлообрабатывающего оборудования других групп. Особенности заключаются в нижеприведенных моментах:
- Основные узлы токарно-карусельного станка представлены рабочим столом и приводом.
- Рассматривая токарно-карусельный станок, отметим установку планшайбы на столе. Именно она определяет особенности работы токарно-карусельного станка. Планшайба служит для закрепления заготовок, она может иметь различное сечение и диаметральный размер.
- Модели токарно-карусельных станков зачастую имеют горизонтальное расположение стола. За счет этого существенно упрощается установка заготовок с большим весом.
- Следует учитывать тот момент, что расточные станки токарно-карусельные или другого типа могут иметь как одну, так и две стойки. Двухстоечный токарно-карусельный станок получил большое распространение в случае обработки заготовок большого веса и размеров.
 Это связано с тем, что две стойки позволяют повысить жесткость конструкции для обеспечения наилучших условий обработки.
Это связано с тем, что две стойки позволяют повысить жесткость конструкции для обеспечения наилучших условий обработки. - Как ранее было отмечено, нарезка резьбы карусельными станками возможна только при установке дополнительной оснастки. Провести модернизацию токарно-карусельного станка может оператор при условии наличия специальной оснастки.
- Одностоечные варианты исполнения чаще всего имеют ЧПУ. В данном случае режимы резания для токарно-карусельных станков вводятся оператором. Диаметральный показатель в этом случае не превышает значения 150 сантиметров.
- Варианты моделей с двумя стойками могут применяться для обработки заготовок с диаметром более 165 сантиметров. Модели токарно-карусельных станков с двумя стойками также имеют элемент, называемый порталом. Его размещают между двумя стойками.
- Вариант с одной стойкой позволяет проводить обработку конических поверхностей. Назначение токарно-карусельных станков предусматривает наличие расточного суппорта, который имеет продольную каретку и поворотный узел, ползун и держатель для выбранного режущего инструмента.

- Многие токарно-карусельные станки имеют кинематическую схему, которая предусматривает передачу усилия на револьверного суппорта. Подобный токарно-карусельный станок имеет электрическую схему, которая предусматривает установку нескольких электрических двигателей, каждый отвечает за передвижение определенного органа, к примеру, револьверного суппорта. Рассматривая паспорт некоторых токарно-карусельных станков уделяют внимание возможность установки нескольких режущих инструментов. Технические характеристики револьверной головки токарно-карусельных станков предусматривают установку специальных державок. Одностоечный карусельный станок имеет назначение, связанное с бесперебойной работой благодаря установке только одного суппорта и револьверной головкой. Одностоечный и двухстоечный токарно-карусельный станок могут иметь траверсу, по которой суппорт передвигается в ручном или автоматическом режиме.
- Многие одностоечные модели имеют дополнительный суппорт, расположенный на боковой стороне стойки.
 Дополнительный суппорт имеет универсальный держатель, в котором также проводится крепление инструмента. Токарный станок карусельного типа с дополнительным суппортом также применяется для того, чтобы обработать деталь за самое короткий срок. Перемещается устройство в горизонтальной и вертикальной плоскости при автоматическом или ручном управлении. Применение подобного оборудования позволяет существенно ускорить обработку, так как резание проводится инструментом, устанавливаемым в револьверной головке и боковом суппорте. Подобное устройство высоко эффективно при больших габаритах заготовок.
Дополнительный суппорт имеет универсальный держатель, в котором также проводится крепление инструмента. Токарный станок карусельного типа с дополнительным суппортом также применяется для того, чтобы обработать деталь за самое короткий срок. Перемещается устройство в горизонтальной и вертикальной плоскости при автоматическом или ручном управлении. Применение подобного оборудования позволяет существенно ускорить обработку, так как резание проводится инструментом, устанавливаемым в револьверной головке и боковом суппорте. Подобное устройство высоко эффективно при больших габаритах заготовок.
Планшайба токарно-карусельного станка
Режимы резания могут устанавливаться через блок управления, который размещается на стойке. Станки токарно-карусельные с ЧПУ имеют блок управления, который позволяет вводить программу или контролировать положение всех узлов.
Технические характеристики
Агрегат относится к станкам с повышенной точностью обработки деталей. Его основные технические характеристики:
- отверстие фрезерного шпинделя – 29 мм;
- конус фрезерного шпинделя – №3 ГОСТ 836-62;
- скорость быстрых перемещений стола поперек – 3 м/мин;
- быстрые продольные перемещения – 3м/мин;
- вертикальные быстрые перемещения – 1 м/мин.

Станок снабжен упорами продольной, поперечной и вертикальной подач, а также блокировкой их раздельного включения и предохранительной муфтой от перегрузок.
Технические характеристики фрезерного станка 676П
| Наименование параметра | 676П | 67К25ПР |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 320 х 800 |
| Размеры вертикального стола, мм | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | 350 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80..460 | 45..595 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 10..490 |
| Вылет оси вертикального шпинделя, мм | 125. .375 .375 | 165..485 |
| Наибольший продольный ход стола (X), мм | 400 | 400 |
| Наибольший ход шпиндельной бабки вертикального шпинделя (Y), мм | 250 | 320 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 450 |
| Вертикальный и горизонтальный шпиндели | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 40..2000 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 40..2000 |
| Количество скоростей шпинделя | 16 | 18 |
| Цена деления лимбов, мм | 0,05 | 0,02 |
| Цена деления линеек, мм | 1,0 | |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | |
| Пределы подач шпиндельной бабки, мм/мин | 13..395 | 10..1000 |
| Количество подач шпиндельной бабки | 16 | б/с |
| Ускоренный ход шпиндельной бабки, м/мин | 0,9 | |
| Максимальное усилие подачи бабки, Н | 9500 | |
| Максимальный допустимый крутящий момент на шпинделе горизонтальном/ вертикальном, Нм | 230/ 82 | |
| Зажим-отжим инструмента | Ручной | Механиз |
| Торможение шпинделя | нет | |
| Вертикальная фрезерная головка | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 70 | |
| Угловой горизонтальный стол | ||
| Количество подач стола в продольном и вертикальном направлении | 16 | б/с |
Пределы продольных и вертикальных подач стола (X. Y), мм/мин Y), мм/мин | 13..395 | 10..1000 |
| Ускоренный ход стола в продольном и вертикальном направлении, мм/мин | 935 | 1800 |
| Максимальное усилие подачи стола, Н | 9500 | |
| Число Т — образных пазов | 5 | 5 |
| Масса углового горизонтального стола | 105 | |
| Угловой универсальный стол | ||
| Размеры горизонтального универсального стола, мм | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±20 | ±20 |
| Наклон длинной стороны, град | ±45 | ±45 |
| Наклон короткой стороны, град | ±30 | ±30 |
| Масса углового горизонтального стола | 55 | |
| Стол круглый горизонтально-вертикальный | ||
| Диаметр планшайбы стола, мм | 250 | 250 |
| Габаритные размеры, мм | 345 х 330 х 110 | 338 х 485 х 140 |
| Масса круглого стола | 60 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 2 | 4 |
| Электродвигатель главного привода, кВт | 2,2 | 3 |
| Электродвигатель привода подач, кВт | — | 1,3 |
| Электродвигатель смазки и зажима инструмента, кВт | — | 0,55 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,32 | 4,97 |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1282 х 1215 х 1780 | 1685 х 1655 х 1865 |
| Масса станка, кг | 910 | 1350 |
Эксплуатация и обслуживание, паспор
Все детали станка могут быть заменены по мере износа, а потому сам агрегат не имеет точного срока эксплуатации. После капитального ремонта агрегат полностью восстанавливает свои технические характеристики, точность и эффективность обработки.
После капитального ремонта агрегат полностью восстанавливает свои технические характеристики, точность и эффективность обработки.
Поверхность, на которую устанавливается данный агрегат, должна быть идеально ровной. Оптимальный вариант – бетонный фундамент толщиной не меньше 30 см. При первоначальном пуске необходимо заполнить маслом резервуары смазочной системы и прогнать оборудование на холостом ходу.
Примерно через неделю эксплуатации нужно провести первую замену масла. Затем заменить масло спустя месяц, после чего замену можно производить регулярно раз в 3 месяца. Переключать режимы и скорости необходимо только после остановки головки.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного вертикального станка повышенной точности.
Правила техники безопасности при использовании
Правила эксплуатации, согласно требованиям техники безопасности должны строго соблюдаться. В противном случае, травмы не исключены. Вред здоровью может нанести даже несущественное отклонение от норм использования. Касается это и помещения. Его проветривание и освещение должно быть достаточным, сам цех должен быть просторным. Перед началом работ мастер обязан:
Касается это и помещения. Его проветривание и освещение должно быть достаточным, сам цех должен быть просторным. Перед началом работ мастер обязан:
- Проверить свою одежду.
- Убедиться, что очки и защитный экран не повреждены.
- Проверить исправность предохранителей и устройств управления.
- Позаботиться о достаточном освещении.
- Проверить функционирование аппарата на холостом ходу.
В процессе, мастер обязан:
- Постоянно проверять детали на предмет наличие стружки и излишков масла.
- Ставить комплектующие исключительно при помощи грузоподъёмных машин.
- Укладывать все составляющие устойчиво.
- Не дотрагиваться машины во время выполнения работ.
- Отключать питание даже при уходе на 1–2 минуты.
Важно!
При возникновении аварии, нужно сразу же отключить механизм от питания и после предупредить ответственное лицо. При возгорании, после отключения машины, нужно мгновенно принять меры по тушению пожара, его полной ликвидации и ограничению перекидывания огня на окружающие предметы цеха.
Основные неисправности и ремонтные работы
К основным неисправностям относятся:
- Замедление работы шпинделя. Это признак замыкания или препятствия цепи. Следует воспользоваться мультиметром, чтобы реально оценить ситуацию.
- Шпиндель вовсе не вращается. Причиной, может быть ненормальное напряжение, проблемы с приводом или ослабление винта у соединительного вала.
Также необходимо проверить привод и при необходимости его заменить. Большинство узлов в оборудовании легко подвергаются замене при наличии износа или поломок.
Техника безопасности
Практически все фрезерные станки требуют соблюдения аналогичных правил техники безопасности. К такому оборудованию нельзя подходить в состоянии алкогольного или наркотического опьянения, вся одежда должна быть заправлена и застегнута на все пуговицы. В рабочем комплекте у оператора должны быть защитные очки, которые предохраняют от попадания стружки в глаза.
Зарубежные и отечественные аналоги
Основные отечественные аналоги – это вертикально-фрезерные станки 6Р13 и 6Т13. Они имеют ниже показатели по точности обработке, но по технологическим операциям не отличаются от рассматриваемого агрегата.
Они имеют ниже показатели по точности обработке, но по технологическим операциям не отличаются от рассматриваемого агрегата.
Есть и другие аналоги агрегата 6М13П:
- X5032, X5040 – аналогичные станки зарубежного производства (Китай).
- FV321M, (FV401) – болгарские агрегаты.
- FSS315, FSS350MR, (FSS450MR) – отечественная продукция Гомельского станкостроительного завода.
Отзывы
Станок консольно-фрезерный 6М13П имеет множество положительных отзывов. Пользователи отмечают точность обработки при работе с деталями из самых разных материалов. Жесткость и надежность конструкции, а также высокие эксплуатационные характеристики позволяют успешно использовать данное оборудование некрупных и мелкосерийных производствах. Для домашнего использования агрегат слишком большой.
Горьковский завод фрезерных станков более полувека назад начал выпуск качественных консольно-фрезерных станков с повышенной точностью обработки и надежной конструкцией. Такой агрегат отлично зарекомендовал себя в разных отраслях промышленности и на мелкосерийном производстве.
На главную§ 77. ПАСПОРТ ФРЕЗЕРНОГО СТАНКАЗначение паспорта станка для рациональной эксплуатацииКаждый фрезерный станок, находящийся в цехе, имеет паспорт, приложенный к нему заводом-изготовителем и хранящийся в отделе главного механика завода. В заголовке паспорта фрезерного станка помещены общие сведения: инвентарный номер, тип станка (универсальный, горизонтальный, вертикальный, шпоночный, резьбофрезерный), его модель, завод-изготовитель, заводской номер, год выпуска, место установки (цех), время пуска в эксплуатацию. На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. , допускаемые механизмами продольной, поперечной и вертикальной подач. Кроме паспорта, к каждому станку прилагается руководство по уходу и обслуживанию, которое хранится у цехового, механика или на рабочем месте. В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. Паспорт консольно-фрезерных станков 6М82, 6М82Г и 6М12ПКроме общих сведений о станке, в паспорте консольно-фрезерного станка второй размерной гаммы (6М82, 6М82Г и 6М12П) приведены следующие сведения об основных размерах станка. Основные данные станков * Габариты станка, приведенные в паспорте, характеризуют «упаковочные» или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение. При расчете занимаемой станком площади необходимо к паспортному размеру длины прибавить значение паспортного продольного хода 700 мм (в каждую сторону по 350 Пределы использования станков по мощности и силовым нагрузкамПри высоких и средних числах оборотов шпинделя пределы использования станка ограничиваются главным образом допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения. , поперечной 1200 КОНТРОЛЬНЫЕ ВОПРОСЫ 1.
|
 Фото, Паспорта, РЭ. Оборудование единичного производства
Фото, Паспорта, РЭ. Оборудование единичного производства Электросхема фрезерного станка https://www.chipmaker…les/file/10772/
Электросхема фрезерного станка https://www.chipmaker…les/file/10772/ chipmaker…iles/file/8991/
chipmaker…iles/file/8991/ chipmaker…iles/file/6249/
chipmaker…iles/file/6249/ chipmaker…iles/file/7397/
chipmaker…iles/file/7397/ chipmaker…iles/file/1227/
chipmaker…iles/file/1227/ Альбом сменных деталей фрезерных станков . https://www.chipmaker…iles/file/6592/
Альбом сменных деталей фрезерных станков . https://www.chipmaker…iles/file/6592/ Паспорт, 1978 год
Паспорт, 1978 год Схема электрическая принципиальная. Станок фрезерный консольный вертикальный с ЧПУ Н33 и приводами КЕМРОН (НРБ) Схема электрическая принципиальная (формат А1) https://www.chipmaker…les/file/11515/
Схема электрическая принципиальная. Станок фрезерный консольный вертикальный с ЧПУ Н33 и приводами КЕМРОН (НРБ) Схема электрическая принципиальная (формат А1) https://www.chipmaker…les/file/11515/ chipmaker…iles/file/1128/
chipmaker…iles/file/1128/ Назначение и область применения
Назначение и область применения




 Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.

 На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
 На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми. Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка? Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.


| Наименование параметра | 6Р12 | 6Р13 | 6Т12-1 | 6Т13-1 |
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 270 | 340 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 350 | 420 |
| Расстояние от края стола до вертикальных направляющих станины, мм | 70..340 | 60..400 | ||
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3,0 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | 0,18 | 0,18 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,0 | 14,3 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 х 1950 х 2020 | 2560 х 2260 х 2120 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Масса станка, кг | 3120 | 4200 | 3400 | 4250 |
- Станки вертикальные консольно-фрезерные 6Т12-1, 6Т13-1.
 Руководство по эксплуатации 6Т12-1.00.000 РЭ,
Руководство по эксплуатации 6Т12-1.00.000 РЭ, - Станки вертикальные консольно-фрезерные 6Т12, 6Т13. Руководство по эксплуатации 6Т12.00.000 РЭ,
- Станки вертикальные консольно-фрезерные 6Т12-29, 6Т13-29. Руководство по эксплуатации 6Т12-29.00.000 РЭ, 1992
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.
 Л. Справочник молодого фрезеровщика, 1992
Л. Справочник молодого фрезеровщика, 1992 - Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта.
 Фрикционный вал. Муфты фрикционные в металлорежущих станках
Фрикционный вал. Муфты фрикционные в металлорежущих станках - Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
- Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
- Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
- Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
- Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
- Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
- Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Samodelkami.
 ru
ru
Паспорт на станок. Руководство по эксплуатации и обслуживанию универсально-фрезерных станков моделей 6В75 и 6В75П. Паспорт на станок. Руководство по эксплуатации 6Е463.00.00.000 РЭ. Станок гравировальный копировально-фрезерный с пантографом модель 6Е463. Паспорт на станок. Руководство по эксплуатации 6Р12.00.000РЭ. Вертикальные консольно-фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б Паспорт на станок. Руководство по эксплуатации 6Р81Г.00.000.РЭ, 6Р81.00.000.РЭ, 6Р11.00.000.РЭ, 6Р81Ш.00.000.РЭ. Консольно-фрезерные станки: горизонтальный 6Р81Г, универсальный 6Р81, вертикальный 6Р11, широкоуниверсальный 6Р81Ш Паспорт на станок. Руководство по эксплуатации 6Р82Ш.00.000 РЭ. Широкоуниверсальные консольно-фрезерные станки 6Р82Ш, 6Р83Ш Паспорт на станок. Руководство по эксплуатации электрооборудования 6Т82Г-1.00.000 РЭ1. Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т83-1, 6Т13-1, 6Т83Ш-1 Паспорт на станок. Руководство по эксплуатации. Инструментальный широкоуниверсальный фрезерный станок, модель 675П Паспорт и инструкция по эксплуатации. Инструментальный широкоуниверсальные фрезерный станок 676 Паспорт универсально-фрезерного станка 679 Паспорт универсально-фрезерного станка С-169 Паспорт на станок. Руководство обслуживания для универсального инструментально-фрезерного станка FUW 260×720 Паспорт на станок. Руководство обслуживания для универсального инструментально-фрезерного станка FUW 200/Ι, FUW 250/ΙV, FUW 315/ΙΙΙ Паспорт на станок. Руководство по обслуживанию консольного станка для инструментальных работ FNK 25 A Паспорт на станок. Руководство по устройству и эксплуатации СФ 676.00.000 РЭ. Станок специализированный фрезерный, модель СФ676 Паспорт на станок. Руководство по уходу и обслуживанию. Консольно-фрезерные станки 6М82, 6M82Г, 6М82ГБ Паспорт на станок.
Руководство по эксплуатации. Инструментальный широкоуниверсальный фрезерный станок, модель 675П Паспорт и инструкция по эксплуатации. Инструментальный широкоуниверсальные фрезерный станок 676 Паспорт универсально-фрезерного станка 679 Паспорт универсально-фрезерного станка С-169 Паспорт на станок. Руководство обслуживания для универсального инструментально-фрезерного станка FUW 260×720 Паспорт на станок. Руководство обслуживания для универсального инструментально-фрезерного станка FUW 200/Ι, FUW 250/ΙV, FUW 315/ΙΙΙ Паспорт на станок. Руководство по обслуживанию консольного станка для инструментальных работ FNK 25 A Паспорт на станок. Руководство по устройству и эксплуатации СФ 676.00.000 РЭ. Станок специализированный фрезерный, модель СФ676 Паспорт на станок. Руководство по уходу и обслуживанию. Консольно-фрезерные станки 6М82, 6M82Г, 6М82ГБ Паспорт на станок. Руководство по эксплуатации и обслуживанию. Специальный фрезерный станок ОФ-55 Паспорт на станок. Руководство по эксплуатации 67К25ПФ2-0.0.00.000РЭ. Станок фрезерный широкоуниверсальный инструментальный модели 67К25ПФ2-0 часть 1 часть 2 Паспорт на станок. Руководство по эксплуатации 67К25 ПР.0.00.000РЭ.Станок фрезерный широкоуниверсальный инструментальный модели 67К25 ПР Паспорт на станок. Каталок-справочник. Продольно-фрезерный двухшпиндельный станок модель6605 Паспорт на станок. Руководство по эксплуатации 6Т80Ш.00.000 РЭ. Станки фрезерные консольные 6Т80Ш, 6Т80Г, 6Т80 и 6Т10 Паспорт на станок. Школьный настольный горизонтально-фрезерный станок модели НГФ-110Ш4
Руководство по эксплуатации и обслуживанию. Специальный фрезерный станок ОФ-55 Паспорт на станок. Руководство по эксплуатации 67К25ПФ2-0.0.00.000РЭ. Станок фрезерный широкоуниверсальный инструментальный модели 67К25ПФ2-0 часть 1 часть 2 Паспорт на станок. Руководство по эксплуатации 67К25 ПР.0.00.000РЭ.Станок фрезерный широкоуниверсальный инструментальный модели 67К25 ПР Паспорт на станок. Каталок-справочник. Продольно-фрезерный двухшпиндельный станок модель6605 Паспорт на станок. Руководство по эксплуатации 6Т80Ш.00.000 РЭ. Станки фрезерные консольные 6Т80Ш, 6Т80Г, 6Т80 и 6Т10 Паспорт на станок. Школьный настольный горизонтально-фрезерный станок модели НГФ-110Ш4
Tags:
- паспорт вертикально фрезерного станка
- паспорт горизонтально фрезерного станка
- паспорт фрезерного станка
Вертикально-фрезерный станок 6Р13 | 6Т13 | 6М13П | 6Н13П | 6Н13
Сведения о производителе консольно-фрезерного станка 6Т13
Производитель серии универсальных фрезерных станков 6Т13 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т выпускаются Горьковским заводом фрезерных станков (ГЗФС) начиная с 1985 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).
Сегодня консольно-фрезерный станок 6Т13 — выпускает:
- ООО «Станочный Парк»;
- Орский станкостроительный завод;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Сравнительные характеристики консольно-фрезерных станков
Основные отличия фрезерных станков 6Т12-1 и 6Т12
- Вылет (расстояние от оси шпинделя до направляющих станины): 6т12-1 — 350 мм, 6т12 — 380 мм
- Поперечное переммещение стола: 6т12-1 — 270 мм, 6т12 — 320 мм
- Расстояние от края стола до станины: 6т12-1 — 70..340 мм, 6т12 — 70..390 мм
Рабочее пространство станка модели 6т12 на 50 мм больше по осям X, Y чем у станка 6т12-1.
Основные отличия фрезерных станков 6Т13-1 и 6Т13
- Вылет (расстояние от оси шпинделя до направляющих станины): 6Т13-1 — 420 мм, 6Т13 — 460 мм
- Поперечное переммещение стола: 6Т13-1 — 340 мм, 6Т13 — 400 мм
- Расстояние от края стола до станины: 6Т13-1 — 60..400 мм, 6Т13 — 60..460 мм
Рабочее пространство станка модели 6т13 на 60 мм больше по осям X, Y чем у станка 6т13-1.
6Т13 станок вертикальный консольно-фрезерный. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Станок 6Т13 отличается от станка 6Т12 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На вертикальном консольно-фрезерном станке 6Т13 возможна работа в трех режимах:
- Автоматический — В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый — В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке.
- Ручной — В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.

Особенности конструкции фрезерного станка 6Т13
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.

Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Российские и зарубежные аналоги станка 6Т12 (6Т13)
FSS350MR, FSS450MR — 315 х 1250, 400 х 1250 — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J. S.Co. — Kazanlak, Арсенал АД, Болгария
S.Co. — Kazanlak, Арсенал АД, Болгария
Особенности и преимущества
Несмотря на три десятка лет от периода разработки, модель остаётся востребованной среди аналогов благодаря конструктивным решениям, обеспечивающим:
- точность;
- надёжность и долговечность;
- производительность;
- безопасность.
Перечисленные положительные качества оборудования, определяются комплексом факторов.
Минимальные отклонения формы и расположения обрабатываемых поверхностей обусловлены высокой жесткостью несущих элементов, а также шабрёнными направляющими оптимального профиля.
В опорах шпинделя использованы двухрядный роликовый и парные радиально-упорные подшипники значительной нагрузочной способности, позволяющие выполнять скоростное и силовое резание. Ресурс при штатной смазке и правильном натяге превышает срок до капитального ремонта. Паспорт на фрезерный станок 6Т13 включает перечень подшипников с указанием класса.
Устранение люфта в винтовой паре продольных перемещений осуществляется поворотом подвижной гайки червяком, входящим в механизм регулировки осевого зазора.![]()
Все ходовые гайки — биметаллические, быстроизнашиваемые детали в сопряжениях трения — стальные с поверхностной закалкой ТВЧ, аналогично термообработаны зубчатые колёса, что обеспечивает долговечность, снижает расходы на запчасти.
Эффективная централизованная смазочная система, состоит из двух независимых групп: для механизмов в станине и консоли соответственно, каждая питается от своего плунжерного насоса.
Указанные особенности определяют длительность межремонтного цикла не менее 11 лет при двухсменном графике, соблюдении эксплуатационных требований и преимущественном фрезеровании стали.
Высокая мощность приводов, широкий диапазон подач и скоростей, наряду с малой податливостью системы позволяют вести высокопроизводительное фрезерование инструментами, оснащенными пластинами из твёрдых сплавов и СТМ.
Экономия вспомогательного времени достигается за счёт электромеханического закрепления инструмента, перемещения стола по автоматическим циклам, переключения оборотов без последовательного прохода ступеней.
Стол фрезерного станка 6Т13
Вопросы безопасности решены внедрением:
- подвижного ограждения;
- останова шпинделя тормозной электромагнитной муфтой;
- механизма пропорционального уменьшения подачи при врезании и выходе;
- предохранительной муфты;
- дублирования стоповых кнопок;
- блокировок.
Преемственность с предыдущими версиями упрощает освоение станочником. Применение в кинематике электромагнитных муфт сокращает усилия на переключения. Эргономика улучшена сведением кнопок управления на два пульта: боковой и основной.
Расположение составных частей консольно-фрезерного станка 6Т13
Расположение составных частей фрезерного станка 6Т13
Перечень составных частей консольно-фрезерного станка 6Т13
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Краткое описание конструкции, узлов и кинематики
Вертикально фрезерный станок 6Т13 построен по классической компоновке, обеспечивающей вращение инструмента — главное движение резания и перемещение заготовки по каждой из трёх координат с рабочей или ускоренной подачей.
Вертикально-фрезерный станок 6Т13
Внешний вид станка
Инструкция по эксплуатации содержит разрезы узлов с пояснениями достаточными для понимания взаимосвязей и принципа действия отдельных элементов, ниже рассмотрены важнейшие.
Массивная литая станина служит базой для поворотной головки и консоли, перемещающейся вертикально по направляющим. В колонне размещена коробка скоростей, резервуар смазки, справа закреплён шкаф управления, слева — боковой пульт, сзади — фланцевый электродвигатель главного привода.
Расположение основных частей станка
Горловина станины снабжена выточкой для центрирования головки, закрепляемой болтами к фланцу и фиксируемой в нужном угловом положении коническим штифтом. В центральной расточке головы установлена выдвижная гильза со шпинделем на двух опорах качения.
В коробке скоростей посредством соответствующего соединения двух тройных и одного двойного блока шестерен реализовано 18 частот вращения. Движение от двигателя к ним передаётся через муфту, от выходного горизонтального вала шпинделю – с помощью конической и цилиндрической зубчатых пар.
Консоль — основание для салазок и стола, обеспечивает соединение участков кинематической цепи, через раздаточный узел сообщает вращение ходовым винтам. В консоль интегрированы коробка подач, передачи ускоренных движений, раздаточный узел, механизм замедления и управляющий вал переключений.
Кинематическая схема станка
Расположение органов управления консольно-фрезерным станком 6Т13
Расположение органов управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т13
Пульты управления фрезерным станком 6Т13: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т13
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Что представляет собой 6Т13
Консольно-фрезерный станок 6Т13 – сложный механизм, основа конструкции которого – литая станина, к которой крепится консоль и поворотная головка. В консоли находится коробка скоростей. Здесь же размещена емкость для СОЖ. Шкаф управления находится справа от консоли, а слева от консоли – кнопочная станция (пульт). Поворотная головка и консоль могут вертикально передвигаться.
В консоли находится коробка скоростей. Здесь же размещена емкость для СОЖ. Шкаф управления находится справа от консоли, а слева от консоли – кнопочная станция (пульт). Поворотная головка и консоль могут вертикально передвигаться.
Прямоугольные направляющие, которыми оснащены станина и консоль, увеличивают прочность, надежность всей конструкции, что делает работу на станке удобной, безопасной, а главное – продолжительной. Станок способен работать на протяжении нескольких рабочих смен без перерыва, быть длительное время в эксплуатации без ремонтных работ. Но при условии грамотного ухода и технического обслуживания. Например, категорически запрещается работать на станке при неисправной системе смазки. Смазочная система состоит из двух независимых станций смазки – консольной и станины. Запитываются они от отдельного плунжерного насоса.
Схема кинематическая консольно-фрезерного станка 6Т13-1
Кинематическая схема консольно-фрезерного станка 6Т13-1
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13
Поворотная головка (рис. центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается.
 Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С; - замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Описание узлов
Станина является базовым узлом, на котором установлены все остальные узлы и механизмы станка. В ней располагается коробка скоростей и ниша для электрооборудования. Сама станина при монтаже регулируется по уровню и крепится к фундаменту анкерными болтами.
Поворотная шпиндельная головка с механизмом ручного осевого перемещения гильзы расположена в верхней части станины, позволяет обрабатывать заготовку под углом до 45 градусов к поверхности стола.
Рабочий стол с Т образными пазами перемещается в продольном и поперечном направлении. На его поверхности крепятся обрабатываемые заготовки и дополнительные приспособления: тиски, делительные головки и другие устройства.
Вертикальный шпиндель в виде цилиндрического вала монтируется на двух опорах и располагается в выдвижной гильзе. Регулировка осевого и радиального положения осуществляется при помощи колец. В торце шпинделя крепится режущий инструмент.
Коробка скоростей располагается в верхней части станины и от главного электродвигателя передает вращение на шпиндель. Переключение режимов резания производится рычагами. Визуальный контроль за состоянием и работой узла допускается через смотровое окно, расположенного с правой части станины. Коробка настраивается на 18 положений оборотов шпинделя. Смазка данного механизма осуществляется методом разбрызгивания масла.
Привод подач регулируется отдельным двигателем, расположенным в консоли станка. Настройка коробки подач на требуемые режимы перемещений осуществляется шестеренчатыми блоками и подвижного зубчатого колеса с муфтой. Включение соответствующего передвижения рабочего стола по всем координатам устанавливается рукоятками. Число подач на станке имеет 18 положений.
Настройка коробки подач на требуемые режимы перемещений осуществляется шестеренчатыми блоками и подвижного зубчатого колеса с муфтой. Включение соответствующего передвижения рабочего стола по всем координатам устанавливается рукоятками. Число подач на станке имеет 18 положений.
Подвижная консоль в комплекте с коробкой подач расположена в нижней части станины. Данная конструкция выполняет функции регулировки подач и циклов работы. Сверху консоли станка установлен рабочий стол, который так же предназначается для передачи движения и крепления заготовки.
Электрооборудование , смонтированное в нише вертикальной станины, отвечает за управлением и контролем режимов работы оборудования. В электрической схеме предусмотрена предохранительная муфта для предотвращения аварийных ситуаций и перегрузок. Главный двигатель мощностью 11 кВт позволяет вести обработку на повышенных режимах резания без потери качества поверхности.
Cхема электрическая фрезерного станка 6Т13
Электрическая схема фрезерного станка 6Т13-1
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Технические характеристики консольного фрезерного станка 6Т13
| Наименование параметра | 6Р12 | 6Р13 | 6Т12 | 6Т13 |
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 320 | 400 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 380 | 460 |
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 14,37 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 1950 2020 | 2560 2260 2120 | 2280 1965 2265 | 2570 2252 2430 |
| Масса станка, кг | 3120 | 4200 | 3250 | 4300 |
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.
 А. Современные фрезерные станки и их оснастка, 2006
А. Современные фрезерные станки и их оснастка, 2006 - Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
- Фрезерные станки. Общие сведения, классификация, основные характеристики и обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
 Действующие производители фрезерных станков
Действующие производители фрезерных станковЭлектрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
6Т13: более мощные технические характеристики
Ширина рабочей поверхности стола в 6Т13 увеличена с 320 мм в 6Т12 до 400 мм, длина – с 1250 мм до 1600 мм. Расстояние между Т-образными пазами составляет 100 мм против 63 мм в 6Т12. Наибольшее перемещение стола: продольное – 1000 мм против 800 в 6Т12, поперечное – 400 мм против 320 мм в 6Т12, вертикальное – 430 мм против 400 в 6Т12.
Наибольшее перемещение стола: продольное – 1000 мм против 800 в 6Т12, поперечное – 400 мм против 320 мм в 6Т12, вертикальное – 430 мм против 400 в 6Т12.
Отличается и расстояние от торца шпинделя поворотной головки до рабочей
поверхности стола (при вдвинутой гильзе). Оно составляет 70 мм наименьшее против 30 в 6Т12, наибольшее – 500 против 450 в 6Т12.
Увеличено в данной модели по сравнению с 6Т12 и расстояние от оси шпинделя до направляющих станины до 460 мм против 380 мм в 6Т12.
До 80 мм увеличен ход гильзы шпинделя (в 6Т12 он составляет 70 мм).
Также, как и на 6Т12, на 6Т13 можно обрабатывать как вертикальные, так и горизонтальные плоскости, а также углы, рамки, пазы, зубчатые колеса. Если дооборудовать станок делительной головкой, круглым поворотным столом, поворотными чугунными дисками, вспомогательным комплектом оснастки с конусом, его технологические возможности будут расширены.
6Т13 станок консольно-фрезерный вертикальный. Характеристики, схемы, описание
Сведения о производителе консольно-фрезерного станка 6Т13
Производитель серии универсальных фрезерных станков 6Т13 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т выпускаются Горьковским заводом фрезерных станков (ГЗФС) начиная с 1985 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).
Сегодня консольно-фрезерный станок 6Т13 — выпускает:
- ООО «Станочный Парк»;
- ООО СО «ПРЕССМАШ»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Производство фрезерных станков с ЧПУ
При изготовлении станков применяются современные качественные материалы и комплектующие отечественных и импортных производителей. Шлифованные и закаленные направляющие защищены телескопическими кожухами. Устанавливаются новые подшипники и шарико винтовые передачи, валы, зубчатые колеса, блоки шестерен и другие составляющие.
Шлифованные и закаленные направляющие защищены телескопическими кожухами. Устанавливаются новые подшипники и шарико винтовые передачи, валы, зубчатые колеса, блоки шестерен и другие составляющие.
По желанию заказчика монтируем привода и системы числового программного управления ведущих российских и мировых производителей. Комплектуем новыми агрегатами смазки, электроаппаратурой, гидроаппаратурой.
Работы проводим согласно действующего регламента или по предоставленному техническому заданию заказчика с модернизацией узлов по механике, электрике, гидравлике.
Итоговая стоимость станков с ЧПУ 6Т13Ф3 определяется в зависимости от применяемых комплектующих и материалов.
6Т13 станок вертикальный консольно-фрезерный. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13 сконструирован на основе базовой модели 6Т13-1
с высокой степенью унификации функциональных узлов и деталей.
Вертикальный консольно-фрезерный станок 6Т13 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Применяется в условиях единичного и серийного производства.
Консольно-фрезерный станок 6Т13 отличается от станка 6Т12 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На вертикальном консольно-фрезерном станке 6Т13 возможна работа в трех режимах:
- Автоматический — В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый — В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке.
- Ручной — В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Особенности конструкции фрезерного станка 6Т13
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола.
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок 6Т13 может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.

Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Модификации консольно-фрезерных станков серии «Т»
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 — 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 — 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г — 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г — 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 — 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 — 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш — 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш — 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
Российские и зарубежные аналоги станка 6Т12 (6Т13)
FSS350MR, FSS450MR — 315 х 1250, 400 х 1250 — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
История выпуска станков Горьковским заводом, ГЗФС
В 1937
году на
Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951
году запущена в производство серия
6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960
году запущена в производство серия
6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972
году запущена в производство серия
6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975
году запущены в производство копировальные консольно-фрезерные станки:
6Р13К.
В 1978
году запущены в производство копировальные консольно-фрезерные станки
6Р12К-1, 6Р82К-1.
В 1985
году запущена в производство серия
6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991
году запущена в производство серия
6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Особенности и преимущества
Несмотря на три десятка лет от периода разработки, модель остаётся востребованной среди аналогов благодаря конструктивным решениям, обеспечивающим:
- точность;
- надёжность и долговечность;
- производительность;
- безопасность.
Перечисленные положительные качества оборудования, определяются комплексом факторов.
Минимальные отклонения формы и расположения обрабатываемых поверхностей обусловлены высокой жесткостью несущих элементов, а также шабрёнными направляющими оптимального профиля.
В опорах шпинделя использованы двухрядный роликовый и парные радиально-упорные подшипники значительной нагрузочной способности, позволяющие выполнять скоростное и силовое резание. Ресурс при штатной смазке и правильном натяге превышает срок до капитального ремонта. Паспорт на фрезерный станок 6Т13 включает перечень подшипников с указанием класса.
Устранение люфта в винтовой паре продольных перемещений осуществляется поворотом подвижной гайки червяком, входящим в механизм регулировки осевого зазора.
Все ходовые гайки — биметаллические, быстроизнашиваемые детали в сопряжениях трения — стальные с поверхностной закалкой ТВЧ, аналогично термообработаны зубчатые колёса, что обеспечивает долговечность, снижает расходы на запчасти.
Эффективная централизованная смазочная система, состоит из двух независимых групп: для механизмов в станине и консоли соответственно, каждая питается от своего плунжерного насоса.
Указанные особенности определяют длительность межремонтного цикла не менее 11 лет при двухсменном графике, соблюдении эксплуатационных требований и преимущественном фрезеровании стали.
Высокая мощность приводов, широкий диапазон подач и скоростей, наряду с малой податливостью системы позволяют вести высокопроизводительное фрезерование инструментами, оснащенными пластинами из твёрдых сплавов и СТМ.
Экономия вспомогательного времени достигается за счёт электромеханического закрепления инструмента, перемещения стола по автоматическим циклам, переключения оборотов без последовательного прохода ступеней.
Стол фрезерного станка 6Т13
Вопросы безопасности решены внедрением:
- подвижного ограждения;
- останова шпинделя тормозной электромагнитной муфтой;
- механизма пропорционального уменьшения подачи при врезании и выходе;
- предохранительной муфты;
- дублирования стоповых кнопок;
- блокировок.
Преемственность с предыдущими версиями упрощает освоение станочником. Применение в кинематике электромагнитных муфт сокращает усилия на переключения. Эргономика улучшена сведением кнопок управления на два пульта: боковой и основной.
Общий вид вертикального консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13
Эксплуатация и ремонт, паспорт
Сам механизм требует установки на бетонный фундамент толщиной не меньше 30 см. При этом поверхность должна быть идеально ровной. Тогда снизится риск неточностей при тонком фрезеровании.
При первоначальном пуске обязательно следует заполнить маслом резервуар смазочной системы. Раз в год нужно осуществлять промывку масляного резервуара. При любой неисправности следует отключить станок и его должен осмотреть мастер. Любая деталь в станке подлежит замене при износе, поэтому сам агрегат не имеет срока эксплуатации.
Раз в год нужно осуществлять промывку масляного резервуара. При любой неисправности следует отключить станок и его должен осмотреть мастер. Любая деталь в станке подлежит замене при износе, поэтому сам агрегат не имеет срока эксплуатации.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально консольно-фрезерного станка 6Т13.
Расположение составных частей консольно-фрезерного станка 6Т13
Расположение составных частей фрезерного станка 6Т13
Перечень составных частей консольно-фрезерного станка 6Т13
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Общий вид и конструкция
Агрегат отличают прочность сцепления отдельных узлов и их независимое управление. Литая основа придает станку устойчивость. Возможность тонкой настройки дает способность к фрезерованию мелких деталей.
Литая основа придает станку устойчивость. Возможность тонкой настройки дает способность к фрезерованию мелких деталей.
Расположение и описание составных частей
Основные элементы конструкции:
- Станина. Широкая прямоугольная платформа на штифтах с вертикальной горловиной.
- Головка и гильза шпинделя. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. Включает электропривод движения шпинделя, коробку скоростей, пульт управления и несколько отдельных переключателей.
- Передняя консоль. Двигатель направляющих стола и приборы регулирования их перемещения.
Расположение органов управления консольно-фрезерным станком 6Т13
Расположение органов управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т13
Пульты управления фрезерным станком 6Т13: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т13
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Часть 1.
 Руководство по эксплуатации 6Т13.000.000 РЭ.
Руководство по эксплуатации 6Т13.000.000 РЭ.
- Общие сведения.
- Основные технические данные и характеристики.
- Указания мер безопасности.
- Состав станка.
- Устройство, работа станка и его составляющих частей.
5.1. Общий вид станка с обозначением органов управления.
5.2. Перечень органов управления.
5.3. Схема кинематическая.
5.4. Перечень к кинематической схеме.
5.5. Краткое описание сборочных единиц станка.
- Система смазки.
- Порядок установки.
7.1. Распаковка.
7.2. Транспортирование.
7.3. Монтаж и установка.
7.4. Подготовка к первоначальному пуску и первоначальный пуск станка.
7.5. Порядок работы.
7.6. Регулирование.
7.7. Охлаждение инструмента.
- Возможные неисправности и методы их устранения.
- Особенности разборки и сборки при ремонте.
9.1. Демонтаж и установка салазок на консоль.
9.2. Демонтаж и установка моторного вала привода подач.
9.3. Разборка и сборка коробки переключения скоростей.
9.4. Демонтаж винта вертикальных перемещений.
9.5. Особенности замены электромагнитных муфт при ремонте.
Схема кинематическая консольно-фрезерного станка 6Т13
Кинематическая схема консольно-фрезерного станка 6Т13
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Электрическая и кинематическая схема
Вертикальные станки, оснащенные электроприводами подобной мощности, позволяют использовать сверхтвердые фрезы и максимальную скорость резки. Высокий коэффициент трения компенсируется смазкой, подаваемой плунжерным маслонасосом на элементы привода и основные винты перемещения. Кинематическая система представляет собой передачу импульса с вала двигателя через шарико-винтовые передачи на функциональные оси. Соединения оснащены сменными эластичными муфтами.
Работу с агрегатом облегчают электромагнитное устройство принудительного замедления движения стола и вращения шпинделя при выключении.

Остановка происходит за 5 – 6 сек. Тормозная муфта также предохраняет систему от поломки в случае перегрузки. Стандартное электромеханическое строение и универсальная оснастка допускают расширение возможностей за счет модернизации отдельных узлов, применение большого ряда подходящих запчастей при ремонте.
Конструкция основных узлов консольно-фрезерного станка 6Т13
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13
Поворотная головка (рис. центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Технические характеристики консольного фрезерного станка 6Т13
| Наименование параметра | 6Р12 | 6Р13 | 6Т12 | 6Т13 |
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 320 | 400 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 380 | 460 |
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 14,37 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 1950 2020 | 2560 2260 2120 | 2280 1965 2265 | 2570 2252 2430 |
| Масса станка, кг | 3120 | 4200 | 3250 | 4300 |
- Станки вертикальные консольно-фрезерные 6Т12-1, 6Т13-1.
 Руководство по эксплуатации 6Т12-1.00.000 РЭ,
Руководство по эксплуатации 6Т12-1.00.000 РЭ, - Станки вертикальные консольно-фрезерные 6Т12, 6Т13. Руководство по эксплуатации 6Т12.00.000 РЭ,
- Станки вертикальные консольно-фрезерные 6Т12-29, 6Т13-29. Руководство по эксплуатации 6Т12-29.00.000 РЭ, 1992
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.
 Л. Справочник молодого фрезеровщика, 1992
Л. Справочник молодого фрезеровщика, 1992 - Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта.
 Фрикционный вал. Муфты фрикционные в металлорежущих станках
Фрикционный вал. Муфты фрикционные в металлорежущих станках - Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
- Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
- Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
- Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
- Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
- Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
- Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Технические характеристики
Агрегат 6Т13 имеет следующие технические характеристики:
- наибольший ход стола вдоль – 1 метр;
- поперечный – 30 см;
- вертикальный – 42 см;
- от торца шпиндельной головки до стола расстояние – 30–500 мм;
- частота вращения шпинделя до 2000 об/мин;
- пиноль шпинделя перемещается на 80 мм;
- одно деление лимба – 0.
 05 мм.
05 мм.
Станок снабжен четырьмя электродвигателями. Мощность движка основного составляет 10 кВт.
JET 698133 Вертикально-фрезерный станок мощностью 5 л.с.
Нажмите на изображение, чтобы увеличить
Технические характеристики
Подробности
Отзывы
| Торговая марка | ДЖЕТ |
|---|---|
| Модель № | 698133 |
| Стол | 12 х 54 |
| Конус шпинделя | Р8 |
| Мощность | 5 л.с. |
| Диапазон скоростей шпинделя | 80 — 3800 об/мин |
| Фаза | 3 |
| Продольное перемещение | 33,875 дюйма |
| Поперечный ход | 15,33 дюйма |
| Колено | 19,25 дюйма |
| Напряжение | 230/460 В |
| Вместимость цанги | 1/8″ — 1″ |
| Цифровой считыватель | Ньюолл DP700 |
| Размеры | 92-1/8″ Д x 79-7/8″ Ш x 104-1/4″ В |
| Вращение головы | 90° П и Л 45° П и Н |
| Максимальное расстояние от шпинделя до стола | 23 дюйма |
| Максимальный вес заготовки | 925 фунтов. |
| Вес нетто | 3969 фунтов. |
| Количество скоростей вращения шпинделя | Переменная |
| Количество Т-образных пазов | 3 |
| Стойка 65 | Да |
| Диаметр пиноли | 4-1/8″ |
| Перьевая подача | .0015 — .003 — .008 |
| Рам Трэвел | 25 дюймов |
| Двигатель шпинделя | 5 л. с., 230/460 В, 3 фазы с., 230/460 В, 3 фазы |
| Скорость шпинделя | 80-3800 об/мин |
| Шпиндель к колонке | Мин. 7-1/2″, Макс. 27-3/4″ |
| Ход шпинделя | 5 дюймов |
| Т-слот | 3 и 5/8 |
| Расстояние до центра паза T | 2-1/2″ |
| T Размер паза | 5/8″ |
| Гарантия | 2 Год |
| Вес | 3969 фунтов. |
| Страна происхождения | ИМПОРТ |
| Ограничения на доставку | ТОЛЬКО ДЛЯ АВТОМОБИЛЕЙ (ПОСТАВКА ITE |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
JET Фрезерные станки и компоненты изготавливаются для обеспечения точной резки от работы к задаче. Профессионалы отрасли знают, что ступенчатые шкивы JET, станки с регулируемой скоростью и фрезерные станки с ЧПУ обеспечивают надежность и гибкость, позволяющие поддерживать работу даже самых загруженных цехов с превосходными результатами при изготовлении каждой детали. Четко написанные профессиональные руководства с легкостью привлекут к вам внимание, а на каждую мельницу JET распространяется наша ведущая в отрасли двухлетняя гарантия.
Четко написанные профессиональные руководства с легкостью привлекут к вам внимание, а на каждую мельницу JET распространяется наша ведущая в отрасли двухлетняя гарантия.
Машинный парк — Турбоэнергоремонт : Турбоэнергоремонт
Машинный парк
Численность станков
Есть:
• станки токарные с обработкой диаметром до 1000 мм и длиной до 5 м, в том числе с ЧПУ
• станки токарно-карусельные с размером патрона 1200 и 2500 мм
• буровое оборудование, в том числе радиальное с диаметром сверления до 50 мм
• расточные станки с размером стола до 1600×1600 и высотой подъема шпиндельной бабки до 2000, а также координатно-расточные станки с размером стола до 1000 мм
• станки фрезерные и долбежные, в том числе станки станочные фрезерные с размером стола 1000×4000 мм
Комплектация и количество используемого оборудования, машин и работ:
Многоосевой сверлильный станок | ||
Требования к статусу | 1. Наименование производителя: Куйбышевский завод многокоординатно-расточных станков. | 2.Модель и мощность: 2Е460А, 8,5х2 кВт. |
| 3. Диаметр обработки: 1000х1600 мм. |
|
Многоосевой сверлильный станок | ||
Требования к статусу | 1. Наименование изготовителя: Самарское научно-производственное предприятие многокоординатно-расточного станка. | 2. Модель и мощность: КР-450М, 0,55 кВт. |
| 3. Диаметр обработки: 525х380 мм. |
|
Многоосевой сверлильный станок | ||
Требования к статусу | 1. Наименование изготовителя: Куйбышевский завод многокоординатно-расточных станков. | 2. Модель и мощность: 2А450, 4,5 кВт. |
| 3. Диаметр обработки: 1100 х 630 мм. |
|
Горизонтально-расточной станок | ||
Требования к статусу | 1. Наименование изготовителя: Ленинградский станкостроительный завод им. Свердлова. | 2. Модель и мощность: 2620G, 10 кВт. |
| 3.n Диаметр обработки: 900 х 1120 мм. |
|
Вертикальный токарно-карусельный станок | ||
Требования к статусу. | 1. Наименование изготовителя: Станкостроительный завод имени Седина. | 2. Модель и мощность: 1512, 30 кВт. |
Двухстоечный токарно-карусельный станок | 3.
|
|
Требования к статусу. |
1. Наименование изготовителя: Коломенский завод тяжелого станкостроения. |
2. Модель и мощность: 1551, 110 кВт. |
| 3. Диаметр обработки: 5000 мм. |
|


 Диаметр обработки: 1250 мм.
Диаметр обработки: 1250 мм.
Токарно-винторезный станок | ||
Требования к статусу. | 1. Наименование изготовителя: Рязанский станкостроительный завод. | 2. Модель и мощность: 1М65, 22 кВт. |
| 3. Диаметр обработки: 1000 мм. |
|
Токарно-винторезный станок | ||
Требования к статусу. | 1. Наименование изготовителя: Рязанский станкостроительный завод. | 2. Модель и мощность: 1М63, 13 кВт. |
| 3. Диаметр обработки: 630 мм. |
|
Токарно-винторезный станок | ||
Требования к статусу. | 1. Наименование изготовителя: Московский станкостроительный завод им. Ефремова «Красный пролетарий» | 2. Модель и мощность: 16К20, 11 кВт. |
| 3. Диаметр обработки: 400 мм. |
|

Универсальный коленный фрезерный станок | ||
Требования к статусу. | 1. Название производителя: Дмитровский завод фрезерных станков | 2. |
| 3. Диаметр обработки: 315х1250 мм. |
|
Вертикальный токарный станок | ||
Требования к статусу. | 1. Название производителя: Fritz Heckert. | 2. Модель и мощность: FSS350ТС-06, 5,5 кВт. |
| 3. Диаметр обработки: 250 х 1250 мм. |
|
Вертикальный токарный станок | ||
Требования к статусу. | 1. Название производителя: Горьковский завод фрезерных станков. | 2. Модель и мощность: 6М13П, 13 125 кВт. |
| 3. Диаметр обработки: 1600 х 400 мм. |
|
 Модель и мощность: 6Д81Ч, 9,32 кВт.
Модель и мощность: 6Д81Ч, 9,32 кВт.
Горизонтально-фрезерный станок | ||
Требования к статусу. | 1. Название производителя: Горьковский завод фрезерных станков. | 2. Модель и мощность: 6Т83Г, 14,37 кВт. |
| 3. Диаметр обработки: 1600 х 400 мм. |
|
Вертикальный токарный станок | ||
Требования к статусу. | 1. Название производителя: Горьковский завод фрезерных станков. | 2. Модель и мощность: 6Т13-29, 14,37 кВт. |
| 3. Диаметр обработки: 1600 х 400 мм. |
|
Торцевое шлифование | ||
Требования к статусу. | 1. Название производителя: Липецкий станкостроительный завод | 2. Модель и мощность: 3L722V, 18,25 кВт. |
| 3. Диаметр обработки: 1250 х 320 х 400 мм. |
|
Вертикальный долбежный станок |
|
|
Требования к статусу. | 1. Название производителя: Чкаловский станкостроительный завод. | 2. Модель и мощность: 7417 |
| 3. Диаметр обработки: 170 мм. |
|
Машина давления |
|
|
Требования к статусу. | 1. Название производителя: VEB Werkzeugmaschinenfabrik Zeulenroda | 2. Модель и мощность: ВЭБ, 11 кВт. |
| 3. Диаметр обработки: 250 тк. |
|
Камерная печь для термической обработки | ||
Требования к статусу. | 1. Название производителя: НПП «Теплоприбор» (Россия). | 2. Модель и мощность: ПКТ-1,2-180, 25 кВт. |
| 3. Диаметр обработки: 1200°С. |
|



Численность станков:
Токарный инструмент 1к62 |
Горизонтально-шлифовальный станок 3g72 |
Станок круглошлифовальный 3а64д |
Инструмент токарный 1Ч611П |
Вертикальный токарный станок Marghita |
Станок токарно-карусельный 6П80Ш «Вильнюс» |
DMG Mori Seiki CTX 450 EKOLINE |
Yamazaki MAZAK Quick Turn Smart 100 MS |
Yamazaki MAZAK Quick Turn Smart 200 мл |
Yamazaki MAZAK Вертикальный центр smart 530 |
Комплект для проверки давления воды и воздуха |
Станок вертикально-сверлильный 2Н135, 1986 г. |
Кромкооблицовочный станок Casadei KS21 |
Кромкооблицовочный станок Turanlar T-EB 130 |
Ленточнопильный станок Metal Master BSG-220 |
Ленточнопильный станок Metal Master BSG-220 |
Ленточнопильный станок Metal Master BSG-220 |
Пила Mini Max C30 Genius |
Ножницы гильотинные НД3316Г, № 7800-210000 |
Переносная фильтровентиляционная установка ФМАС-1800УМ (30м2ф/э)) |
Ножничный подъемник LM WPSM-030-030 |
Гидравлический пресс P 6326 |
Устройство для проверки схождения Karl Zeiss с маркировкой 7 |
Разметочная пила 1000*1500 |
Точечная сварка пола электродами ARO |
Сверлильный станок MZ42 |
Станок сверлильный магнитный d 12-55мм, КМЗ, реверс — ЭСО. |
Сканер Colortrac SmartLF SC Xpess 36c 01Н064 |
Станок горизонтально-сверлильный 2622В |
Ленточнопильный станок Pilous ARG 400 Plus S.A.F. подержанный |
Станок радиально-сверлильный модель 2М55 |
Станок фрезерный 6М13ЦН-2 |
Станок фрезерный 6М13П б/у |
Станок фрезерный 6Р82Ш |
Станок фрезерный 6Р83Ш |
Фрезерный станок FSS400 Hechert |
Фрезерный станок GF2171S5 |
Сварочный стол в комплекте 2000*1000*100 |
Сварочный стол в комплекте 2000*1000*100 (1) |
Сварочный стол в комплекте 2000*1000*100 (2) |
Инструмент токарный 16К20 б/у |
Инструмент токарный 16К20, 1974 |
Инструмент токарный 16К20, 1974 г. |
Универсальный фрезерный станок |
Пила с раздвижным столом |
Настольная пила MiniMfx Formula S30 |
Станок фрезерный 6Т12-1, № 918-320000 |
Фрезерный станок V75 1962 |
Станок фрезерный ЗИФ 6Т12-1,1987 |
Станок фрезерный с ЧПУ «Мегаплот» |
Цепная пила для резки бетона STIHL GS 461, 40 GBM |
Электропечь сопротивления 400х800х400 мм, 700 С |
Электропечь сопротивления 500х900х500 мм, 1150 С |
Токарный узел: ИЖ 250 |
Поворотный узел: 16K20 |
Токарный узел: VDF 36S |
Токарный узел: 1М63 |
Токарный узел: 1М64 |
Токарный узел: вертикальный токарно-карусельный станок 1508 |
Группа фрезерных станков: JET |
Группа фрезерных станков: ВМ127 |
Группа фрезерных станков: MANO 1000 |
Группа фрезерных станков: 6T83G |
Сверлильные станки: TOS W9 |
Расточные станки: 2Д450 |
Шлифовальные станки: 3L722 |
Вертикально-долбежный станок 7А420 |
Трехвалковые валки IB2213 |
Трехвалковые валки IB2219 |
Ножницы гильотинные СЦТП 16х3150 |
Ножницы гильотинные СЦТП 10х2500 |
Миллер Мигматик 383 |
Сварог (Jasic) TIG 315 P AC/DC MULTIWAVE (E202) |
Сварог (Ясич) REAL CUT 90 |

 55-Т
55-Т в.
в.JET 698136 Вертикально-фрезерный станок мощностью 5 л.
 с.
с.
Нажмите на изображение, чтобы увеличить
Технические характеристики
Подробности
Отзывы
| Торговая марка | ДЖЕТ |
|---|---|
| Модель № | 698136 |
| Стол | 12 х 54 |
| Конус шпинделя | Р8 |
| Мощность | 5 л.с. |
| Диапазон скорости шпинделя | 80 — 3800 об/мин |
| Фаза | 3 |
| Продольное перемещение | 33,875 дюйма |
| Поперечный ход | 15,33 дюйма |
| Колено | 19,25 дюйма |
| Напряжение | 230/460 В |
| Вместимость цанги | 1/8″ — 1″ |
| Цифровой считыватель | Ньюолл DP700 |
| Размеры | 92-1/8″ Д x 79-7/8″ Ш x 104-1/4″ В |
| Вращение головы | 90°П и Л 45° П и Н |
| Максимальное расстояние от шпинделя до стола | 23 дюйма |
| Максимальный вес заготовки | 925 фунтов. |
| Вес нетто | 3969 фунтов. |
| Количество скоростей вращения шпинделя | Переменная |
| Количество Т-образных пазов | 3 |
| Стойка 65 | Да |
| Диаметр пиноли | 4-1/8″ |
| Перьевая подача | .0015 — .003 — .008 |
| Рам Трэвел | 25 дюймов |
| Двигатель шпинделя | 5 л. с., 230/460 В, 3 фазы с., 230/460 В, 3 фазы |
| Скорость шпинделя | 80-3800 об/мин |
| Шпиндель к колонке | Мин. 7-1/2″, Макс. 27-3/4″ |
| Ход шпинделя | 5 дюймов |
| Т-слот | 3 и 5/8 |
| Расстояние до центра паза T | 2-1/2″ |
| T Размер паза | 5/8″ |
| Гарантия | 2 Год |
| Вес | 3969 фунтов. |
| Страна происхождения | ИМПОРТ |
| Ограничения на доставку | ТОЛЬКО ДЛЯ АВТОМОБИЛЕЙ (ПОСТАВКА ITE |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
JET Фрезерные станки и компоненты изготавливаются для обеспечения точной резки от работы к задаче. Профессионалы отрасли знают, что ступенчатые шкивы JET, станки с регулируемой скоростью и фрезерные станки с ЧПУ обеспечивают надежность и гибкость, позволяющие поддерживать работу даже самых загруженных цехов с превосходными результатами при изготовлении каждой детали. Четко написанные профессиональные руководства с легкостью привлекут к вам внимание, а на каждую мельницу JET распространяется наша ведущая в отрасли двухлетняя гарантия.
Четко написанные профессиональные руководства с легкостью привлекут к вам внимание, а на каждую мельницу JET распространяется наша ведущая в отрасли двухлетняя гарантия.
J´s i Kalmar AB – Maskinlista
J´s i Kalmar AB – Maskinlista – Fräs
- Поз.
- НЗ/МА
- Имя
- Х, мм
- Y, мм
- Z, мм
- 1
- НЗ
- YCMMV- 106
- 1020
- 600
- 600
- 2
- НЗ
- YCMMV- 106 А
- 1020
- 600
- 600
- 5
- Массачусетс
- FSS400 2/ ПС
- 1120
- 345
- 400
- 6
- Массачусетс
- 6T13F3- 1
- 1000
- 400
- 410
- 7
- Массачусетс
- 6R12
- 800
- 250
- 410
- 8
- Массачусетс
- 6Т12- 1
- 800
- 250
- 410
- 9
- Массачусетс
- 6М13П
- 1000
- 400
- 430
- 10
- Массачусетс
- ФВД-32
- 630
- 250
- 320
- 11
- Массачусетс
- 6R83G
- 1000
- 400
- 420
- 12
- Массачусетс
- FW400/Е
- 1120
- 345
- 400
- 13
- Массачусетс
- 2E450AF30
- 1000
- 630
- 500
- 14
- Массачусетс
- 2431SF10
- 400
- 260
- 130
- 15
- Массачусетс
- 24К40СФ4
- 600
- 350
- 400
- 16
- НЗ
- Хаас VF2
- 762
- 408
- 508
- 17
- НЗ
- Микрон VCE750
- 762
- 408
- 508
- 18
- НЗ
- Декель Махо MH600 E
- 1250
- 660
- 600
- 20
- НЗ
- Декель Махо DMU 50T
- 500
- 450
- 400
- 21
- НЗ
- Декель Махо MC 63V
- 630
- 500
- 500
- 22
- НЗ
- Декель Махо MC 65V
- 650
- 500
- 500
- 23
- НЗ
- Лидуэлл V20
- 510
- 350
- 300
- 24
- НЗ
- Лидуэлл V30
- 760
- 410
- 410
- 31
- НЗ
- Окума МХ 45ВАЭ
- 762
- 460
- 450
- 32
- НЗ
- Окума МБ 46ВЭ
- 560
- 460
- 460
- 33
- НЗ
- Окума МБ 56ВАЭ
- 1050
- 560
- 460
- 34
- НЗ
- Мазак «Нексус 410»
- 510
- 410
- 510
- 35
- НЗ
- Мазак «Нексус 510»
- 1050
- 510
- 510
- 36
- НЗ
- Mazak FH-8800 (горизонтальный обрабатывающий центр с)]
- 1300
- 1100
- 1000
- 37
- НЗ
- Мазак FJV 60/80
- 2000
- 1400
- 600
- 38
- НЗ
- Махо ДМУ 35
- 350
- 240
- 350
- 39
- НЗ
- Махо ДМУ 50
- 500
- 450
- 400
- 40
- НЗ
- Okuma MB 500 (горизонтальный обрабатывающий центр с двумя суппортами)
- 800
- 800
- 800
- 41
- НЗ
- Вингряй 67K25 PF3
- 500
- 350
- 400
- 42
- Массачусетс
- 6Т13Ф20
- 1000
- 340
- 350
- 43
- Массачусетс
- 613Ф
- 900
- 300
- 400
- 44
- Массачусетс
- 6Т82
- 800
- 320
- 370
- 45
- Массачусетс
- 6Т12Ф20
- 800
- 270
- 420
- 46
- НЗ
- ГФ21715
- 250
- 400
- 1000
- 47
- НЗ
- CW1000
- 790
- 1250
- 1350
- 48
- Массачусетс
- 6П13
- 1000
- 350
- 400
- 50
- Массачусетс
- (горизонтальное растачивание)
- 1250
- 1120
- —
- 51
- Массачусетс
- (продольное фрезерование)
- 3150
- 1000
- —
- 52
- НЗ
- SHW-UF6 (универсальное фрезерно-расточное)
- 2000
- 1700
- 1300
- 53
- НЗ
- SHW-UF6 (универсальный фрезерно-расточный)
- 5000
- 1800
- 1115
- 54
- НЗ
- WAHLI 50 (горизонтальный обрабатывающий центр)
- 330
- 260
- 220
- 55
- НЗ
- «Буркхардт + Вебер» (портал)
- 7500
- 4250
- 1450
- 56
- НЗ
- Droop and Rein FSM 1406 DA30 (универсальный фрезерно-расточный)
- 2400
- 1400
- 1250
- 57
- НЗ
- FPT LEM3
- 2000
- 900
- 1000
- 58
- НЗ
- Droop and Rein LTAS 130ke (обычное фрезерование)
- 3000
- 1500
- 1000
- 59
- НЗ
- (вертикальное сверление-расточка-фрезерование)
- 630
- 400
- —
- 60
- НЗ
- (вертикальное фрезерование)
- 250
- 400
- 1000
- 61
- НЗ
- (вертикальное фрезерование)
- 500
- 1000
- —
- 62
- НЗ
- (горизонтальный обрабатывающий центр)
- 500
- 500
- 500
- 63
- НЗ
- (горизонтальный обрабатывающий центр)
- 200
- 200
- 200
- 64
- НЗ
- (горизонтальный обрабатывающий центр)
- 1800
- 1600
- —
- 65
- НЗ
- (горизонтальный обрабатывающий центр)
- 800
- 800
- 800
- 66
- Массачусетс
- 6Т80С (универсальный)
- 500
- 160
- 300
- 67
- Массачусетс
- 6R82 (горизонтальный)
- 800
- 250
- 420
- 68
- Массачусетс
- 6Т12-1 (вертикальный)
- 800
- 250
- 410
- 69
- Массачусетс
- 6Т13Ф20-1 (вертикальный)
- 1000
- 320
- 430
- 70
- Массачусетс
- 67K5PF2 (универсальный)
- 400
- 250
- 435
- 71
- Массачусетс
- 2341 (координатно-расточное)
- 400
- 250
- 500
- 72
- Массачусетс
- ВКоЭ (координатно-расточное)
- 630
- 400
- 550
- 73
- Массачусетс
- 2D450LF2 (координатно-расточное)
- 1000
- 630
- 600
- 74
- НЗ
- Haas VF-4 (вертикальный обрабатывающий центр)
- 1270
- 5087
- 635
- 75
- Массачусетс
- 6Н80Ш
- 200
- 500
- 200
- 76
- Массачусетс
- E400 «Хехерт»
- 600
- 800
- 350
- 77
- Массачусетс
- 6Т12-1
- 400
- 1000
- 250
- 78
- НЗ
- SPT-V1000
- 1000
- 510
- 580
- 81
- Массачусетс
- Ф6В- 32
- 1000
- 500
- —
- 82
- Массачусетс
- ФА5АВ
- 1000
- 500
- —
- 83
- Массачусетс
- ФВ32
- 1000
- 500
- —
- 84
- Массачусетс
- ФА3Б
- 1000
- 500
- —
- 85
- Массачусетс
- ФГх42
- 1000
- 500
- —
- 86
- Массачусетс
- ФА3Х
- 1000
- 500
- —
- 87
- Массачусетс
- ФА4Х
- 1000
- 500
- —
- 88
- Массачусетс
- WHN13 B (горизонтальное растачивание)
- 3000
- 1950
- 1100
- 89
- Массачусетс
- W9 (горизонтальное растачивание)
- 1100
- 1100
- 600
- 90
- Массачусетс
- W9A (горизонтальное растачивание)
- 1100
- 1100
- 600
- 91
- Массачусетс
- WHN9 B (горизонтальное растачивание)
- 1100
- 1100
- 600
- 92
- Массачусетс
- Wh23 (горизонтальная расточка)
- 6500
- 2800
- 1200
- 93
- Массачусетс
- Huron (горизонтальное растачивание)
- 6000
- 2000
- 1000
- 94
- Массачусетс
- ФО- 6 (звездочка машинная М макс- 6, Д макс 600 мм)
- —
- —
- —
- 95
- Массачусетс
- ОФ- 10 (звездочка машинная М макс- 16, Д макс 1400 мм)
- —
- —
- —
- 96
- Массачусетс
- OH- 6 (звездочка машинная M max- 6, D max 400 мм)
- —
- —
- —
- 97
- Массачусетс
- ВР4К (сверление)
- —
- —
- —
- 98
- Массачусетс
- VR6 (сверление)
- —
- —
- —
- 99
- НЗ
- Микромат 9А
- 750
- 1100
- 600
- 100
- НЗ
- Ферма 6513ЧПУ
- 4000
- 2000
- 1600
- 101
- НЗ
- Ферма 6511ЧПУ
- 2500
- 1800
- 1200
- 102
- НЗ
- VXR50 НЗ (сверление)
- —
- —
- —
inFocus
носитель
Камско-Воткинский завод.
 Воткинский машиностроительный завод: история, продукция, адрес
Воткинский машиностроительный завод: история, продукция, адрес
Садовников Владимир Геннадьевич — выдающийся организатор производства твердотопливных ракет; директор Воткинского машиностроительного завода Министерства оборонной промышленности СССР; Генеральный директор Воткинского производственного объединения машиностроительного завода Министерства оборонной промышленности СССР (г. Воткинск Удмуртской АССР).
Родился 25 января 1928 года в селе Шонгуты, ныне Апастовского района Республики Татарстан, в семье сельских служащих. Русский. В 1953 году окончил Казанский авиационный институт и был направлен на работу в Днепропетровск (Украина). Там в 1953-1958 годах он работал в конструкторском бюро М. Янгеля на оборонном заводе Южмаш инженером, старшим инженером, ведущим конструктором Академии наук космоса и Интеркосмоса АН СССР, начальником конструкторской группы по воздух — воздух». В связи с тем, что производство этих последних ракет было передано Ижевскому механическому заводу, он в 1958.
Ижевский механический завод организовал и возглавил специальное конструкторское бюро и уже в 1960 году был выдвинут на должность главного инженера завода. Здесь особенно ярко проявились его незаурядные способности конструктора и организатора.
В июне 1966 года назначен директором Воткинского машиностроительного завода, а затем генеральным директором производственного объединения «Воткинский машиностроительный завод».
Воткинский машиностроительный завод — одно из старейших и крупнейших промышленных предприятий Урала. К моменту прихода на завод нового директора он выпускал оперативно-тактическую одноступенчатую жидкостную ракету 8К14, которая благодаря высокой надежности и точности наведения стала долгожителем оборонного комплекса страны. Экспортируется более 20 лет. И сегодня в ряде стран продолжается боевая эксплуатация этих изделий. Разработка новых модификаций и аналогов ракеты 8К14 и боевой части продолжалась до 1972. Завод также выпустил опытную партию твердотопливной оперативно-тактической ракеты «Темп-С».
Кроме того, завод выпускал вертикально-фрезерные станки и другую продукцию. Ракеты были основной продукцией предприятия.
В 1967 году в соответствии с постановлением Правительства СССР завод начал подготовку к производству твердотопливной межконтинентальной подвижной ракеты «Темп-2С» разработки Московского теплотехнического института (МИТ).
Трехступенчатая ракета представляла собой крупногабаритное изделие с размерами для механической обработки до двух метров. Его детали должны были изготавливаться из высокопрочных сталей, алюминиевых и титановых сплавов. Для защиты от высоких температур предусмотрено использование различных термостойких материалов и теплозащитных покрытий.
Конструктивные особенности этих ракет вызвали необходимость разработки и отладки новых технологий и оборудования. Требовалось построить новые производственные площади и провести реконструкцию почти всех основных и вспомогательных цехов. Эта огромная работа, параллельно с разработкой и производством первых в стране образцов таких ракет, проходила под непосредственным руководством директора завода.
Крупномасштабные строительные работы по возведению многочисленных новых зданий, перестройке существующих, оснащению их новым оборудованием. Фактически завод был восстановлен. Параллельно шла технологическая подготовка производства нового продукта – проектировались и изготавливались технологические процессы, оборудование.
Первые детали для новой ракеты были изготовлены в 1968 году. Четыре года продолжались работы по изготовлению узлов и агрегатов ракеты и их стендовым огневым испытаниям на заводской испытательной станции. В 1972 началась поставка первых полностью собранных ракет для дальних летных испытаний.
Испытания прошли сложно, были выявлены и устранены многочисленные недостатки конструкции, технологии изготовления и системы управления. Во второй половине 1974 года испытания были завершены, и первая партия ракет «Темп-2С» была передана Министерству обороны. Несмотря на успешные результаты испытаний, по распоряжению Правительства дальнейшие работы по этой ракете были прекращены и их выпуск прекращен.
Однако титанический труд не пропал даром — накопленный опыт был использован при разработке и изготовлении новых ракет.
Еще до прекращения работ по ракете «Темп-2С» заводу в 1973 г. была поставлена задача создать в кратчайшие сроки двухступенчатые твердотопливные ракеты средней дальности, разработанные в МИТ для мобильной ракеты «Пионер».
Задание было выполнено заводом в срок и качественно — испытания прошли успешно, и уже в марте 1975 года ракета была принята на вооружение. В 1976 году начались его серийные поставки Министерству обороны.
С 1978 года завод приступил к выпуску более совершенной модификации ракеты — «Пионер-УТТХ» — с улучшенными тактико-техническими характеристиками. Количество ракет «Пионер» и «Пионер-УТТХ» в воинских частях быстро увеличивалось. В 1981 г. имелось 180 ракетных комплексов, в 1983 — более 300.
В 1984-1986 годах велись работы по испытанию и серийному производству ракеты «Пионер-3». Несмотря на успешные результаты ее летных испытаний, она не была запущена в серийное производство из-за подписания в 1987 году соглашения между СССР и США об уничтожении ракет средней и малой дальности. Среди них был и «Пионер».
Подлежало уничтожению 405 развернутых ракет и пусковых установок, а также 245 неразвернутых ракет и 118 пусковых установок.
В августе 1975 года приказом министра оборонной промышленности Воткинский машиностроительный завод утвержден головным предприятием по производству армейского подвижного ракетного комплекса «Ока» с одноступенчатой твердотопливной ракетой. В 1978 году завод изготовил и передал на испытания первую партию таких ракет, а в июне 1980 года ракетный комплекс был принят на вооружение.
Выпуск этой ракеты для Минобороны и ее экспортные поставки также продолжались до 1987 г., когда был подписан договор между СССР и США об уничтожении ракет средней и малой дальности.
В 1977 году по распоряжению Правительства началась разработка новой твердотопливной межконтинентальной ракеты мобильного ракетного комплекса «Тополь», также разработанной конструкторами МИТ. Отличается более высокими характеристиками по дальности и точности стрельбы, малозаметностью, практической невозможностью поражения своих боевых частей на траектории.
Летные испытания «Тополя» начались в 1983 г., а серийное производство началось в 1988 г. Успешные испытания, а также эксплуатация комплексов в РВСН (РВСН) подтвердили не только их высокие тактико-технические характеристики и надежность, но и высокую квалификацию разработчиков, специалистов и рабочих завода.
Ракетный комплекс «Тополь» на долгие годы стал основным оружием РВСН. Производственно-технический потенциал завода, опыт изготовления этой ракеты стали основой для создания более совершенного комплекса «Тополь-М».
Следует отметить, что наряду с грандиозной работой по производству ракет, в это же время завод продолжал выпускать все новые модели металлообрабатывающих станков: в 60-е годы — фрезерные станки 6Н13 и 6М13П повышенной точности, фрезерные станки с числовым программным управлением (ЧПУ) 9ФСП и 9ФСПМ; в 70-е годы — более совершенные модели 6Р13 и ВМ127, станки универсально-фрезерные ВМ130Н, ВМ130В со следящими измерительными приборами, станки многоцелевые средних размеров ВМ140, станки многооперационные ВМ150Ф4 с автоматической сменой инструмента; в 80-е годы — станки ВМ140Ф3 с автоматическим переключением скорости шпинделя, ВМ141Ф3-01 с ЧПУ «Луч-43», обрабатывающие центры (ОЦ) моделей ВМ500 ПМФ4 с магазином на 40 инструментов и ЧПУ «Луч-3».
Продукция станкостроительного производства неоднократно экспонировалась на ВДНХ СССР и была отмечена дипломами, а специалисты завода — медалями на ВДНХ.
Завод также выпускал товары народного потребления — стиральные машины (500-600 тысяч в год) и детские коляски (200-300 тысяч в год).
Данная продукция была отмечена знаком качества и пользовалась спросом у населения.
Под руководством В.Г. Садовникова, большой объем работ был выполнен заводом в социальной сфере — новые жилые микрорайоны Воткинска, больничный комплекс, поликлиника, санаторий-профилакторий, комплексы зданий техникума, машиностроительного техникума, были построены магазины и т.д.
Коллектив возглавляемого им завода неоднократно занимал классовые должности во Всесоюзном социалистическом соревновании. В 1966 и 1981 годах завод был дважды награжден орденами Трудового Красного Знамени, в 1976 году — орденом Ленина, в 1967 году — юбилейным Красным Знаменем Министерства и ЦК профсоюза, в 1970 году — орденом Ленина.
Указом Президиума Верховного Совета СССР («закрыт») от 9 сентября 1976 года за выдающиеся заслуги в создании специальной техники Садовников Владимир Геннадьевич присвоено звание Героя Социалистического Труда с вручением ордена Ленина и золотой медали «Серп и Молот».
Указом Президиума Верховного Совета СССР («закрыт») от 15 мая 1981 г. за выдающиеся производственные достижения, досрочное выполнение заданий десятой пятилетки по объемам производства и росту производительность труда, проявил трудовую доблесть, награжден орденом Ленина и второй золотой медалью «Серп и молот»…
Депутат Верховного Совета Удмуртской Республики 7-11 созывов (1967-1985), делегат 24-го и 27-го съездов КПСС.
С 1988 г. — на пенсии. Жил в Воткинске (Удмуртская АССР).
Награжден 3 орденами Ленина (26.04.1971, 09.09.1976, 15.05.1981), орденом Трудового Красного Знамени (28.07.1966), медалями.
Лауреат Государственной премии СССР (1969).
Почетный гражданин г. Воткинска.
В Воткинске именем Героя названы машиностроительный техникум и одна из городских улиц. На территории ФГУП «Воткинский завод» установлен бюст Герою, а на здании Казанского авиационного института – мемориальная доска в его честь.
ГПО «Воткинский машиностроительный завод» — уникальное многопрофильное предприятие, выпускающее широкий ассортимент продукции. ВЗ является крупнейшим производителем ракет «Тополь-М», «Булава», «Ярс», составляющих основу ядерного щита Российской Федерации. Кроме того, он производит станки, металлопродукцию, нефтегазовое оборудование, различные виды вооружений и многое другое. более.
Историческая справка
Воткинский машиностроительный завод основан в 1759 году. Профиль предприятия — выплавка чугуна, стали и последующее изготовление металлоконструкций. С 1773 года большую часть продукции составляли якоря для русского флота. В наше время на постаментах установлено несколько якорей, ставших символом завода и города Воткинска.
В начале 19 века мастер-самоучка Бадаев освоил производство литой высококачественной стали. Из него изготавливали медицинские инструменты, штампы, режущие инструменты. В 1858 году заводчанам поручили собрать раму для знаменитого и заказ был с честью выполнен.
С совершенствованием технологий повысилась производительность и качество выплавляемого металла. Прорыв произошел в 1871 году — в этом году на Воткинском заводе была запущена первая на Урале мартеновская печь. Со временем ВМЗ освоил производство броневой стали, которая использовалась для усиления бортов многих русских линкоров.
От выплавки чугуна к машиностроению
С середины 19 века Воткинский машиностроительный завод приступил к выпуску сложной техники, и прежде всего судов различных типов. Всего было отправлено в плавание 400 пароходов, барж и лодок. Следующим этапом стала сборка паровозов. Поскольку предприятие не было связано с «большой землей» железнодорожной веткой, готовые паровозы сплавлялись на гигантских баржах сначала по небольшим речкам Вотке и Сиве, затем по Каме и Волге.
Масштабный проект прокладки Транссиба — железнодорожной магистрали через Урал и Сибирь — потребовал огромного количества металла для изготовления рельсов, пролетов, мостов. Воткинский завод взялся за монтаж мостовых конструкций. К 1916 году компания стала лидером по общей протяженности железнодорожных мостов.
Во время гражданской войны Воткинский машиностроительный завод сильно пострадал. На восстановление ушло 6 лет. Второе рождение предприятия состоялось 09.09.1925. Сначала в отремонтированных мастерских производилась сельскохозяйственная техника, а с 1930 года – земснаряды для добычи золота и паровые экскаваторы. В 1937 году ВМЗ был переведен на производство военной техники — гаубиц и противотанковых ружей. В войска было поставлено более 50 000 орудий.
В 50-е годы Воткинский машиностроительный завод начал выпускать мирную продукцию. Станки, сельскохозяйственные машины, башенные краны, паровозы, локомотивы выпускались на предприятии в больших количествах… Литейное производство, занимавшее значительные площади, постепенно сворачивалось.
Ракетное производство
В 1957 году правительство распорядилось разместить на заводе ракеты, в том числе и ядерные. В 1960 году после ряда модернизаций была разработана ракета ОТ 8К14, позволявшая поражать цели на 300-километровой дистанции. Он производился на Воткинском заводе 25 лет и широко экспортировался.
ОТР 9М76 стал еще мощнее, но в «период разрядки» между СССР и Западным блоком был уничтожен в соответствии с ДРСМД. В 1977 была создана знаменитая ракета «Ока», пришедшая на смену модели 8К14. В 90-е годы ВМЗ запустил в производство оперативно-тактическую «Точку-У», которая используется до сих пор.
Стратегические ракеты начали производиться в 1966 году. Первой была 15Ж45 (SS-20) на базе мобильной ПГРК «Пионер». Двухступенчатая конструкция позволяла преодолевать 4500-5500 км в зависимости от модификации. Более поздний мобильный комплекс «Тополь» с дальностью стрельбы 10 500 м позволил закрепить паритет по ядерным вооружениям между СССР и НАТО. Усовершенствованная версия «Тополя-М» в настоящее время является основой стратегической безопасности России. Воткинский завод ежегодно выпускает несколько ракет для мобильных и стационарных комплексов.
Эволюционным развитием семейства «Тополь» является межконтинентальный РК «Ярс» с разъемными частями. Его точные тактико-технические характеристики засекречены. В данный момент на базе «Ярс» строится БЖРК «Баргузин».
Воткинский машиностроительный завод: продукция
ВМЗ производит широкий спектр продукции военного и гражданского назначения. Он:
- Оперативно-тактические ракеты для РК «Искандер-М».
- Наземные ядерные баллистические ракеты (БР) «Тополь-М», «Ярс».
- морского базирования «Булава».
- Ракеты космические на базе баллистических ракет для запуска спутников.
- Металлорежущие станки и оборудование.
- Оборудование для нефтегазовых компаний.
- Специальное оборудование для атомной энергетики.
- Стальные конструкции.
БР
Выход
Предприятие уникальное для России. Это костяк военной промышленности страны в плане производства ядерного оружия… Президент Путин, находясь в 2011 году на заводе, распорядился удвоить выпуск баллистических ракет… И можно не сомневаться, что Воткинский машиностроительный завод обеспечит надежный тыл. Адрес: 427430, г. Воткинск, ул. Декабристов-8.
Фундамент завода
AT 1757
год граф П.И.Шувалов получил разрешение от императрицы Елизаветы Петровны на строительство Воткинского железоделательного завода.
по телефону 1758
В году началось его строительство по указу государственной Берг-коллегии. Первый чугун на Воткинском железоделательном заводе был получен 21 сентября (2 октября) 1759 года.
AT 1763
году, после смерти Шувалова (1762 г.), Воткинский и Ижевский заводы перешли в казну для покрытия долгов семьи Шуваловых, и с тех пор являются казенными предприятиями.
Причиной строительства завода стало истощение лесов вблизи существовавших тогда (середина 18 века) горнопромышленных предприятий Урала. Доставка дров издалека приводила к удорожанию производства железа. Выход из этой ситуации заключался в переносе обработки руды в районы с еще не вырубленными лесами. Помимо Воткинского чугунолитейного завода, в качестве примера реализации такой стратегии можно привести также близлежащий Ижевский чугунолитейный завод, построенный в 1760 — 1763 гг. Место для Воткинского и Ижевского железоделательных заводов было выбрано сочетанию близости крупного водного пути (река Кама, протекающая в 15-20 километрах от нынешнего города Воткинска), наличия лесов, бывших в то время основным топливом для промышленности, и близости к горнодобывающим предприятиям.
1779
— Указ Екатерины II о введении на заводе производства якорей для кораблей ВМФ. Начато строительство крупного якорного завода.
1782
— Выпущены первые якоря типа «Адмиралтейские». Якорное производство просуществовало на заводе 140 лет.
ИЗ 1837
по 1848
В течение многих лет начальником Воткинского железоделательного завода был горный начальник Камско-Воткинского уезда Илья Петрович Чайковский (1795-1880), отец композитора Петра Ильича Чайковского.
В 1840
-х годов под руководством Ильи Петровича Чайковского предприятие меняет свою специализацию и из чисто металлургического превращается в машиностроительное.
В 1847
г. началось производство пароходов, а в г. 1868 г.
— паровозы. Уникальность этих начинаний в том, что завод располагался на берегу небольшой мелководной речки, в 12 км по прямой от полноводной Камы, и не был связан с железнодорожной сетью страны. Поэтому пароходы и другие суда строились с условием, что срок постройки истекал к началу весеннего паводка. На территории предприятия построена специальная дамба для создания небольшого пруда-накопителя. Весной вода наполнила этот пруд и затопила территорию верфи. Построенные корабли всплыли. Тогда открывались ворота на плотине водохранилища, и пароходы с половодьем по реке Вотке уходили в реку Сиву, а уже по ней в Каму. Всего завод построил около 400 кораблей разных типов. Точно так же с предприятия по большой воде отправлялись паровозы. Сначала их грузили на специальную баржу, затем по рекам Вотке, Сиве, Каме плыли до ближайшей железнодорожной станции. Так продолжалось до 1916, когда Воткинский завод был подключен к железнодорожной сети страны. Всего предприятие построило 631 ширококолейный тепловоз различных серий.
В течение 18 — 20 веков Воткинский завод производил железо, якоря, железнодорожное оборудование и мосты, морские и речные суда, паровозы, экскаваторы, золотодобывающие земснаряды, различное оружие, различное гражданское и промышленное оборудование.
Начало 20 века
9 сентября 1925 года завод вновь открылся как производитель сельскохозяйственной техники.
ОТ 1930
по 1937 г.
В течение многих лет завод находился в ведении Всесоюзного объединения тяжелой промышленности и начал выпуск высокопроизводительных паровых экскаваторов и золотодобывающих земснарядов. За 7 лет производства была выпущена и отправлена на стройки страны 271 машина.
С 1 января 1938 года, с передачей Наркомата оборонной промышленности, завод стал артиллерийским.
11 марта 1938 года год, переименован в Завод № 235. В связи с сокращением гражданской продукции выпуск 152-мм гаубиц М10 обр. 1938 г. С началом в 1941 г. Великой Отечественной войны производство гаубиц было прекращено и освоен выпуск 45-мм противотанковых пушек образца 1937 г. 53-К, а в 1943 г. — выпуск 76,2-мм дивизионных пушек освоена модель 1942 года (ЗИС-3). При этом производство 45-мм противотанковых орудий было свернуто.
1956
год. Начало производства вертикально-фрезерных станков 6н13 по документации, разработанной Горьковским заводом фрезерных станков.
В 1957
года постановлением ЦК КПСС и Совета Министров СССР предприятие было перепрофилировано на выпуск баллистических ракет.
1959
год. Начат выпуск фрезерных станков с ЧПУ.
1983
год. Начат серийный выпуск станков типа «обрабатывающий центр» ВМ500ПМФ4 .
1992
— В феврале Воткинский машиностроительный завод преобразован в казенное предприятие Воткинский завод.
Наши дни
1998
— В июле Воткинский завод вошел в состав Российского космического агентства.
1999
год. Производство новой модели универсально-фрезерного станка ЧПУ ВМ133 .
1 июнь 2010 год, в рамках реализации программы создания ОАО Корпорация «Московский институт теплотехники», ФГУП «Воткинский завод» преобразовано в ОАО «Воткинский завод» и 25 марта 2011 года стал частью корпорации MIT.
Продукция производства Воткинского завода:
- ВМ127М — Станок консольно-фрезерный вертикальный 400 х 1600
Снятая с производства продукция завода
Минитрактор МТЗ 02 660 Воткин Машиностроительный Завод.
Воткинский машиностроительный завод (Воткинский завод)
ГПО «Воткинский машиностроительный завод» — уникальное многопрофильное предприятие, выпускающее широкий ассортимент продукции. VZ является крупнейшим производителем ракет «Тополь-М», «Булав», «Яр», составляющих основу «ядерного щита» Российской Федерации. Кроме того, здесь производятся станки, металлопродукция, нефтегазовое оборудование. различные виды оружия и многое другое.
Историческая справка
Основан Воткиным машиностроительным заводом в 1759 году. Профилем предприятия была выплавка чугуна, стали и последующее изготовление металлоконструкций. С 1773 года большую часть продукции составляли якоря для русского флота. В наше время на постаментах установлено несколько якорей, ставших символом завода и города Воткинска.
В начале XIX века мастер-самоучка Бадаев разработал марку литой высококачественной стали. Его изготавливали из штампов, штампов, режущих инструментов. В 1858 году заводчанам поручили собрать каркас для знаменитого и заказ был выполнен с честью.
С совершенствованием технологий росла производительность и качество выплавляемого металла. Прорывом стал 1871-й — в этом году на Воткинском заводе запустили первую на Урале мартеновскую печь. Со временем ВМФ освоил выпуск броневой стали, пошедшей на усиление бортов многих русских кораблей-броненосцев.
От выплавки чугуна к машиностроению
С середины XIX века Воткинский машиностроительный завод начинает изготавливать сложную технику, и прежде всего — корабли различных типов. Всего было отправлено 400 пароходов, барж и лодок. Следующим этапом стала сборка паровозов. Поскольку предприятие не было связано с «большой землей» железнодорожной веткой, готовые паровозы переплавлялись на баржах-гигантах сначала по малым рекам Лук и Сивэ, затем Каме и Волге.
Масштабный проект Прокладочного Транссиба — железнодорожной ветки через Урал и Сибирь — потребовал огромного количества металла для изготовления рельсов, перегонщиков, мостов. Воткинский завод взялся за монтаж мостовых конструкций. К 1916 году компания стала лидером по общей протяженности железнодорожных мостов.
В годы гражданской войны Воткинский машиностроительный завод сильно пострадал. На восстановление ушло 6 лет. Второе рождение предприятия произошло 09.09.1925. Сначала в обновленных цехах производилась сельскохозяйственная техника, а с 1930 — волокуши для золотодобычи и паровые экскаваторы. В 1937 году ВМЗ был переведен на выпуск боевой техники — гаубиц и противотанковых орудий. В войска было поставлено более 50 000 орудий.
В 50-х годах Воткинский машиностроительный завод начал выпускать мирную продукцию. Машины, сельскохозяйственное оборудование, башенные краны, паровозы, локомотивы выпускались на предприятии в больших количествах. Постепенно стали выходить литейные цеха, которые занимали значительные площади.
Производство ракет
В 1957 году правительство предписало расширить производство ракет, в том числе и ядерных. В 1960 году после ряда модернизаций из 8к14 была разработана ракета, позволявшая поражать цели на 300-километровом удалении. Она выпускалась на Воткинском заводе 25 лет и широко экспортировалась.
9м76 стал еще мощнее, но в «период разрядки» между СССР и западной частью был уничтожен в соответствии с договором о ликвидации РСДД. В 1977 была создана знаменитая ракета из «Оки», пришедшая на смену модели 8к14 года. В 90-е годы ВМФ наладил производство оперативно-тактических «точек-у», используемых при этом.
Стратегические ракеты начали выпускаться с 1966 года. Первой была 15J45 (SS-20) на базе Мобильного ПГРК «Пионер». Двухступенчатая конструкция позволяла преодолевать 4500-5500 км в зависимости от модификации. Позднее мобильный комплекс «Тополь» с дальностью поражения 10500 м позволил закрепить паритет по ядерным вооружениям между СССР и НАТО. Усовершенствованный вариант «Тополь-М» на данный момент является основой стратегической безопасности России. Воткинский завод ежегодно выпускает несколько ракет для мобильных и стационарных комплексов.
Эволюционным развитием семейства «Пополы» является межконтинентальная РК «Яр» с отделяющимися частями. Его точные тактико-технические характеристики засекречены. На данный момент БЖРК «Баргузин» строится на базе «Яр».
Машиностроительный завод Воткина: Продукция
ВМФ производит широкий спектр продукции военного и гражданского назначения. Он:
- Оперативно-тактические ракеты для РК «Искандер-М».
- Ядерные баллистические ракеты (БР) наземного базирования «Тополь-М», «Яр».
- БР Морская база «Булав».
- Космические ракеты на базе БР для вывода спутников.
- Металлорежущие станки и оборудование.
- Оборудование для нефтегазовых компаний.
- Специальное оборудование для атомной энергетики.
- Металлоконструкции.
Выход
Предприятие для России уникальное. Является «коньком» военной промышленности в плане производства ядерного оружия. Президент Путин, находясь в 2011 году на заводе, поручил удвоить выпуск баллистических ракет. И можно не сомневаться, что надежный тыл обеспечит Воткинский машиностроительный завод. Адрес: 427430, г. Воткинск, ул. Декабристов-8.
Фундамент завода
В 1757
год граф П. И. Шувалов получил разрешение императрицы Елизаветы Петровны на строительство Воткинского скакового завода.
в 1758
год началось его строительство по указу Государственного Берг-коллегии. Первый утюг на Воткинском заводе был получен 21 сентября (2 октября) 1759 года.
В 1763
год, после смерти Шувалова (1762 г.), Воткинский и Ижевский заводы перешли в казну для покрытия долгов семьи Шуваловых, и с тех пор являются казенными предприятиями.
Причиной строительства завода стало истощение лесов вблизи существовавших тогда горнодобывающих предприятий Урала (середина XVIII в.). Волна выпуска дров привела к подъему производства чугуна. Выходом из этой ситуации стало перемещение обработки руды в район с еще не вырубленными лесами. Помимо Воткинского выкупного завода, в качестве примера реализации такой стратегии можно привести и близлежащий Ижевский Надежный завод, построенный в 1760-1763 гг. Место для Воткинского и Ижевского железнодорожных заводов было выбрано сочетанием близости к крупной водной артерии (река Кама, протекающая в 15 — 20 километрах от нынешнего города Воткинска), наличием лесов, которые были основным топливом для промышленность и близость к горнодобывающим предприятиям.
1779
— Указ Екатерины II о введении на заводе производства якорей для кораблей ВМФ. Начато строительство крупного якорного завода.
1782
— Выпущены первые якоря типа «Адмиралтейские». Анкерное производство существует на заводе 140 лет.
ИЗ 1837
по 1848
Мини-начальник Камско-Воткинского уезда Илья Петрович Чайковский (1795-1880), отец композитора Петра Ильича Чайковского, был начальником Воткинской заводской фабрики Racent.
В 1840
Годами, под руководством Ильи Петровича, Чайковское предприятие меняет специализацию и из чисто металлургического превращается в машиностроительное.
В 1847
В году началось производство пароходов, а в 1868 гг.
— тепловозы. Уникальность этих начинаний в том, что завод находился на берегу небольшой мелкой речки, в 12 км по прямой от полноводной Камы, и не был связан с железнодорожной сетью страны. Поэтому пароходы и другие суда строились с условием окончания строительства постройки родника весеннего половодья. На территории предприятия возведена специальная дамба для создания небольшого накопительного пруда. Весной вода наполнила этот пруд и затопила территорию верфи. Построенные суда затоплены. Тогда открылись ворота на плотине накопительного пруда, и пароходы с большой водой по реке Вотке пошли на реку Сиву, а уже по ней на Каму. Всего завод построил около 400 судов. различные виды. Точно так же и в большой воде, отправленной с паровозных предприятий. Сначала их везли на специальной барже, затем по рекам Работа, Сива, Кама плыли до ближайшей железнодорожной станции. Так продолжалось до 1916, когда Воткинский завод был подключен к железнодорожной сети страны. Всего на предприятии был построен 631 паровоз широкой номенклатуры разных серий.
На протяжении XVIII — XX веков на Воткинском заводе производились железо, якоря, железнодорожное оборудование и мосты, морские и речные суда, паровозы, экскаваторы, золотопромышленные волока, различное вооружение, различное гражданское и промышленное оборудование.
Начало ХХ века
9, 19 сентября25. Год Года обновлен как производитель сельхозтехники.
С 1930 г.
по 1937 г.
года завод находился в ведении Всесоюзного союза тяжелой промышленности и начал выпуск высокопроизводительных паровых экскаваторов и золотовозов. За 7 лет производства была выпущена и отправлена в постройку страны 271 машина.
С 1 января 1938 года. год, с переводом наркомана оборонной промышленностиЗавод стал артиллерийским.
11 марта 1938 года. год Переименован в Завод № 235. В связи со складированием гражданской продукции на освободившихся площадях налажен выпуск 152-мм М10 ОБР. 1938 г.. с началом в 1941 г. Великой Отечественной войны выпуск гаубиц прекратился и был освоен выпуск 45-мм противотанковых пушек образца 1937 г. 53-К, а в 1943 г. — выпуск 76,2-мм дивизионных пушек Освоен образец 1942 года (ЗИС-3). При этом круче было производство 45-мм противотанковых орудий.
1956
год. Начат выпуск вертикально-фрезерных станков 6Н13 По документации, разработанной Горьковским заводом фрезерных станков.
В 1957
года по решению ЦК КПСС и Совета Министров СССР предприятие было перепрофилировано на выпуск баллистических ракет.
1959
год. Начат выпуск фрезерных станков с ЧПУ.
1983
год. Начат серийный выпуск станков типа «Обрабатывающий центр» ВМ500ПМФ4 .
1992
— В феврале Воткинский машиностроительный завод преобразован в Воткинский завод ГПО.
Наши дни
1998 г.
— В июле Воткинский завод вошел в состав Роскосмоса.
1999 г.
год. Освоено производство новой модели широкоскоростного фрезерного станка с ЧПУ ВМ133 .
1 июнь 2010. год, в рамках Корпорации «Московский институт теплотехники», ФГУП «Воткин завод» преобразован в ОАО «Воткин завод» А 25 марта 2011 года вошел в состав Корпорации МИТ .
Продукция производства Воткинского завода:
- ВМ127М — Станок консольно-фрезерный вертикальный 400 х 1600
Фабричная продукция, снятая с производства
Садовников Владимир Геннадьевич — выдающийся организатор твердотопливной ракетной техники; директор Воткинского машиностроительного завода Министерства оборонной промышленности СССР; Генеральный директор производственного объединения «Воткинский машиностроительный завод» Министерства оборонной промышленности СССР (г. Воткинск Удмуртской АССР).
Родился 25 января 1928 года в селе Щонгутс, ныне Апастского района Республики Татарстан в семье сельских служащих. Русский. В 1953 году окончил Казанский авиационный институт и был направлен на работу в Днепропетровск (Украина).
В июне 1966 года назначен директором Воткинского машиностроительного завода, а впоследствии — генеральным директором Производственного объединения «Воткинский машиностроительный завод».
Воткин Машиностроительный Завод — одно из старейших и крупнейших промышленных предприятий Урала. К моменту прихода на завод нового директора он изготовил оперативно-тактическую одноступенчатую ракету на жидком топливе 8к14, которая благодаря высокой надежности и точности наведения на цель стала долгожителем оборонного комплекса страны.
Кроме того, завод выпускал вертикально-фрезерные станки и другую продукцию. Ракеты были основной продукцией предприятия.
В 1967 году в соответствии с Постановлением Правительства СССР завод начал подготовку к выпуску твердотопливной межконтинентальной подвижной ракеты «Темп-2С», разработанной Московским институтом теплотехники (МИТ).
Трехступенчатая ракета представляла собой крупногабаритное крупногабаритное изделие. механическая обработка до двух метров. Его детали предполагалось изготавливать из высокопрочных сталей, алюминиевых и титановых сплавов. Для защиты от высоких температур планировалось использовать различные термостойкие материалы и термопокрытия.
Конструктивные особенности этих ракет вызвали необходимость разработки и отладки новых технологий и оборудования.
На заводе начались масштабные строительные работы По строительству многочисленных новых корпусов, перестройке существующих, оснащению новым оборудованием.
Первые детали для новой ракеты были изготовлены в 1968 году. Четыре года продолжались работы по изготовлению узлов и агрегатов ракет и их стендовой стрельбе на заводской испытательной станции. В 1972 началась поставка первых полностью собранных ракет на полигонные летные испытания.
Испытания прошли сложно, были выявлены и устранены многочисленные недостатки в конструкции, технологии изготовления и в системе управления. Во второй половине 1974 года испытания были завершены, и первая партия ракет «Темп-2С» была передана Министерству обороны. Несмотря на успешные результаты испытаний, по постановлению Правительства их выпуск на этой ракете был прекращен.
Однако титанический труд не пропал даром — накопленный опыт был использован при проектировании и изготовлении новых ракет.
Еще до прекращения работ по ракете «Темп-2С» заводом в 1973 г. была поставлена задача создать в кратчайшие сроки Двухступенчатые твердотопливные ракеты средней дальности для мобильных ракетных комплексов «Пионер». в МТИ. В конструкции для ускорения работ широко использовались детали и узлы узлов ракеты «Темп-2С».
Задание было выполнено заводом в срок и качественно — Испытания прошли успешно, и в марте 1975 года ракета была принята на вооружение. В 1976 году начались его серийные поставки Министерству обороны.
С 1978 года завод начал выпуск более совершенной модификации ракеты — «Пионер-Утт» — с улучшенными тактико-техническими характеристиками. Количество ракет «Пионер» и «Пионер-Утх» в воинских частях увеличивалось стремительными темпами. В 1981 г. имелось 180 ракетных комплексов, в 1983 — превысил 300.
В 1984-1986 годах велись работы по испытанию и серийному производству ракеты «Пионер-3». Несмотря на успешные результаты ее летных испытаний, она не была запущена в серийное производство из-за подписания в 1987 году контракта между СССР и США на уничтожение ракет средней и малой дальности.
Подлежало уничтожению 405 развернутых ракет и пусковых установок к ним, а также 245 ненебесных ракет и 118 пусковых установок. Около четверти развернутых ракет были уничтожены их пуском, и все пуски были успешными.
В августе 1975 года приказом министра оборонной промышленности Воткинский машиностроительный завод был утвержден головным предприятием по производству армейского подвижного ракетного комплекса «Ока» с одноступенчатой твердотопливной ракетой. В 1978 году завод изготовил и представил на испытания первую партию таких ракет, а в июне 1980 года ракетный комплекс был принят на вооружение.
Выпуск этой ракеты для Минобороны и ее экспорт продолжался до 1987 года, когда был подписан договор между СССР и США об уничтожении ракет средней и малой дальности.
В 1977 году по постановлению правительства началась разработка новой твердотопливной межконтинентальной ракеты подвижного ракетного комплекса «Тополь», также разработанной конструкторами МИТ.
Летные испытания «Тополя» начались в 1983 году, а серийное производство началось в 1988 году. Успешные испытания, а также эксплуатация комплексов в ракетных войсках стратегического назначения (РВШ) подтвердили не только их высокие тактико-технические характеристики и надежность, но и высокую квалификацию разработчиков, специалистов и рабочих.
Ракетный комплекс «Тополь» на долгие годы стал основным видом вооружения РВСН. Производственно-технический потенциал завода, опыт создания этой ракеты стали основой для создания более совершенного комплекса «Тополь-М».
Следует отметить, что наряду с грандиозной работой по производству ракет, в это же время завод продолжал выпускать все новые модели металлообрабатывающих станков: в 60-е годы — фрезерные станки 6Н13 и 6М13П повышенной точности, фрезерные станки с числовое программное управление (ЧПУ) 9FSP и 9FSPM; В 70-е годы — более совершенные модели 6п13 и ВМ127, станки универсально-фрезерные ВМ130Н, ВМ130Б со следящими измерительными приборами, средние МЕДИЦИНСКИЕ СТАНКИ ВМ140, Многофункциональные станки ВМ150Ф4 с автоматической сменой инструмента; В 80-е годы — станки ВМ140ф3 с автоматическим переключением скорости шпинделя, ВМ141Ф3-01 с ЧПУ-43, обрабатывающие центры (ОЦ) ВМ500 моделей ПМФ4 с магазином на 40 инструментов и ЧПУ «Лайт-3».
Продукция станкостроительного производства неоднократно экспонировалась на ВДХХ СССР и была отмечена дипломами, а специалисты завода — медалями ВДНХ.
Завод также выпускал товары народного потребления – стиральные машины (500-600 тысяч в год) и детские коляски (200-300 тысяч в год).
Данная продукция была отмечена знаком качества и пользовалась спросом у населения.
Под руководством В.Г. Садовникова, большой объем работ был проведен заводом в социальной сфере — построены новые жилые микрорайоны г. Воткинска, больничный комплекс, поликлиника, санатории-профилактории, комплексы зданий техникума, машиностроительного техникума, магазины и др.
Возглавляемая им команда неоднократно занимала классные места во Всесоюзных социалистических соревнованиях. В 1966 и 1981 годах завод был дважды награжден орденами рабочего Красного Знамени, в 1976 году — орденом Ленина, в 1967 году — Юбилейным Красным Знаменем Министерства и ЦК профсоюза, в 1970 году — Почетная Грамота ЦК КПСС, Президиума Верховного Совета СССР, Совета Министров СССР И ВССПС, в 1982 г.
Указ Президиума Верховного Совета СССР («Закрытый») от 9 сентября 1976 года за выдающиеся заслуги в создании специальной техники Садовников Владимир Геннадьевич Присвоено звание Героя Социалистического Труда С вручением ордена Ленина и Золотой медалью «Серп и молот».
Указ Президиума Верховного Совета СССР («закрыт») от 15 мая 1981 года за выдающиеся производственные достижения, досрочное выполнение задач десятой пятилетки по производству продукции и рост производительности труда, проявленный трудовой доблестью, награжден орденом Ленина и второй золотой медалью «Серп и молот».
Депутат Верховного Совета Удмуртской Республики 7-11 созывов (1967-1985), делегат 24-го и 27-го съездов КПСС.
С 1988 г. — на пенсии. Жил в Воткинске (Удмуртская АССР). 26 февраля 1990 года покончил жизнь самоубийством — выстрелом в висок из пистолета.
