Волочение проволоки: Волочение проволоки – описание и особенности процесса + Видео
Содержание
Волочение проволоки: технология, характеристика процесса
Одним из распространённых вариантов обработки металла стало волочение проволоки, технология, характеристика процесса зависят от конкретного производства. Технология известна человечеству уже не одно десятилетие. Этот метод используют для того, чтобы увеличить протяжённость, а также снизить поперечные параметры заготовки.
- О сути операции, процессе выполнения
- О других важных особенностях процедуры
- Особенности оборудования для проведения работы
- Информация об удалении окалины
- Удаление окалины механическим путём и волочение
О сути операции, процессе выполнения
Волочение – это название для процесса, при котором происходит протягивание заготовок через отверстия, которые сужаются. При этом исходный материал может быть любым:
- Алюминий.
- Сталь.
- Медь – она тоже допускает использование такого инструмента, как фильеры для волочения проволоки.


Волока – это инструмент, который используется для решения задачи. Фильера – название отверстия, конфигурацией определяющего форму профиля в готовом виде, после обработки.
По сравнению с прокаткой в исполнении волочильщика, методика волочения гарантирует повышение чистоты и точности на поверхности проволоки. То же касается труб, прутков и других деталей с различными габаритами. После такой обработки меняются характеристики материала, только в лучшую сторону. Это связано с тем, что детали в готовом виде получают дополнительное укрепление.
Особенно популярна технология при изготовлении фасонных профилей, требующих высокой прочности. Удачно получаются трубы с разным диаметром, проволоки с сечением в пределах от 1-2 микрон до 10 миллиметров. Возможны и большие показатели. Призма волочения помогает добиться точного результата.
При использовании современных технологий волочения гарантирована высокая производительность оборудования. При волоках это тоже просто. Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Сам процесс волочения состоит из нескольких этапов, среди которых:
- Сначала исходное сырьё проходит травление в сернокислом растворе, температура которого составляет примерно 50 градусов. Данную операцию выполняют для продления срока службы у матриц. Эффект достигается за счёт снятия окалины с заготовок.
- После первого этапа осуществляют отжиг металлической поверхности, предварительный. Его выполняют с целью увеличения различных характеристик исходного материала. Так обеспечивается мелкозернистая структура у основания. Кроме того, современные методы защищают провод от повреждений.
- Агрессивный раствор нейтрализуют, чтобы можно было провести травление. После заготовки промывают. Без этого волочение труб невозможно.
- Концы исходного металлического сырья заостряются при помощи молота или ковочных волков.

- Непосредственно процесс волочения.
- Выполнение отжига. На этом волочение труб заканчивается.
Готовая проволока может подвергаться дополнительным операциям по обработке, включая резку изделий на требуемые по длине отрезки, правку, снятие концов и так далее. Отпечатки на изделиях не появляются.
О других важных особенностях процедуры
Согласно мнению специалистов, технология отличается только одним существенным недостатком. Это то, что показатель деформации проволоки получается слишком маленьким. Так получается из-за ограничения, причиной которого служит прочность конца выхода у заготовки. Какая сила деформации прилагается – такой получаем и результат. Следы волочения тоже бывают разными.
Исходный материал всегда должен быть катаным, прессованным, непрерывно литым. Это касается углеродистых и легированных сталей, цветных металлов. Литьё будет качественным только в том случае, если у основания присутствует определённая структура. О следах пятен тогда можно будет забыть.
Патентирование – технология, которая раньше всегда использовалась для стальных проволок. При данной процедура сначала материал нагревался до температуры аустенизации. А затем проводили экспозицию при помощи соляного или свинцового расплава. Выдержка предполагала сохранение температуры примерно на уровне 500 градусов по Цельсию. Это тоже отличие от волочения.
В наше время можно обойтись без таких сложных процедур. При выходе с прокатного оборудования стала гораздо легче обеспечить требуемые характеристики. Каждый станок оснащается специализированной системой охлаждения. Сейчас рабочие процессы не обходятся без мыльной стружки для сухого волочения.
Особенности оборудования для проведения работы
Для волочильных технологических операций используют специальные станки. Они оборудованы так называемым «глазком». Именно через него протягивают проволоку. Волока по сравнению с ней наделяется меньшим диаметром. Станы можно разделить на следующие по устройству механизма тянущего типа:
- Агрегаты с наматыванием металла на барабан.

- Машины, предполагающие движение по прямой линии. И сохранение суммарного обжатия.
Есть и специальные станы, созданные для производства изделий, не требующих комплектовки в бухты. Речь идёт о трубах и прутках. Именно проволоку, другие детали небольшого размера изготавливают с использованием барабанов. У такого оборудования тоже выделяют несколько разновидностей:
- Многократные станы, функционирующие без скольжения либо со скольжением.
- Однократные.
- Многократные станы с противонатяжением заготовок.
Использование всего одного прохода для завершения операции предполагается в самом простом механическом станке. Многократные станы предполагают использование 2-3 проходов. Волочение проволоки подразумевает, что схема используется непрерывная. У самых крупных предприятий, как правило, на вооружении стоит по полтора-два десятка агрегатов. Латунная щепа у них не появляется.
Саму проволоку при выполнении операции, когда используются станы, укладывают в стальную обойму, которая отличается прочностью и вязкостью. Она ни в коем случае не сжимает изделие, но снижает напряжения растягивания, которые могут появляться в момент выполнения операции по волочению. Волоки изготавливают из технических алмазов, это позволяет катанку из стали минимальной толщины. Здесь станы становятся незаменимыми помощниками.
Она ни в коем случае не сжимает изделие, но снижает напряжения растягивания, которые могут появляться в момент выполнения операции по волочению. Волоки изготавливают из технических алмазов, это позволяет катанку из стали минимальной толщины. Здесь станы становятся незаменимыми помощниками.
Волоки сборной конструкции в последнее время получают всё большее распространение. Высокое трение не мешает изготавливать качественные проволоки. Операция не требует серьёзных расходов электроэнергии. А производительность станов будет больше, на 20-30 процентов. Это важная характеристика процесса волочения.
Информация об удалении окалины
Надо тщательно подготовить поверхность к дальнейшей технологической обработке. Тогда и результат процесса волочения будет гораздо лучше. Для удаления окалины современные производства используют следующие технологии:
- Электрохимический метод.
- Механический способ.
- Химический вариант. Например, когда используется эмульсия для волочения медной проволоки.

Методика механической обработки – самая распространённая при создании заготовок из углеродистой стали. С точки зрения экономики, такое решение наиболее востребовано. И сама процедура выполняется без дополнительных сложностей.
Сначала проволоку укладывают между роликами спецконструкции, потом периодически происходит перегибание, в различных плоскостях. Наконец, металл из катанки и других вариантов очищается при помощи специальных щёток.
Химический метод избавления от окалины потребует серьёзных вложений денежных средств. В данном случае применяется соляная либо серная кислота. И для самих сотрудников операция связана с повышенной опасностью. Потому такие процессы применяются, только когда другие варианты недоступны по той или иной причине.
К оборудованию и самой работе допускают только тех, кто прошёл специальное обучение. Химические варианты процедуры станут незаменимыми, если окалину требуется удалить с нержавеющих, кислотостойких высоколегированных марок сталей. Это отличный вариант для тех, кого волнует, как защитить кабель от истирания при волочении.
Это отличный вариант для тех, кого волнует, как защитить кабель от истирания при волочении.
Электрохимическая очистка предполагает осуществление травления электролитического типа. Технология делится на катодные и анодные разновидности. Эффективность и безопасность второго варианта выше. В данном случае роль анода играет очищаемая заготовка. Катодом становится медь, железо либо свинец.
Катодное травление представляет большую опасность в связи с тем, что при нём происходит активное выделение водорода в атмосферу. Отрыв окалины практически не контролируется. Из-за этого формируется так называемая «травильная хрупкость». Конструкция своих первоначальных свойств не меняет.
Заготовку надо тщательно промыть после того, как с неё удалили окалину, используя химический метод. Иначе конструкция не избавится от проблемных элементов:
- солей железа;
- грязи;
- шламов;
- остатков травильных элементов;
- раствора кислоты.
Эти компоненты просто засохнут, если не провести обработку сразу после завершения операции. Сначала конструкцию промывают в холодной воде, потом переходят к давлению в холодной. Величина давления с отжигом – примерно 700 Па.
Сначала конструкцию промывают в холодной воде, потом переходят к давлению в холодной. Величина давления с отжигом – примерно 700 Па.
Видео: волочение проволоки в Германии.
Удаление окалины механическим путём и волочение
В настоящее время запущено большое количество линий, которые относятся к комбинированной разновидности. В частности, производители совмещают устройства удаления окалины с волочильными станами. Есть и другие варианты комбинирования. Смазка для волочения помогает при любом из них.
Такое решение и использование методики даёт владельцам сразу несколько преимуществ:
- Нет необходимости совершать дополнительные операции.
- Все действия совершаются в одном месте.
- Катанка легко транспортируется в волочильное производство.
Стандартные и старые линии волочения трудно совместить с травильными станками из-за серьёзных габаритов. Но современные технологии позволили снять ограничение при расчете.
Но современные технологии позволили снять ограничение при расчете.
Объединение агрегатов имеет и другие положительные стороны:
- Сокращение персонала, требуемого для выполнения операций.
- Сокращение расходов, связанных с процессом.
- Удаление окалины механическими способами стоит дешевле, если сравнить с применением оборудования для химических процессов.
- Травильный агрегат не даёт отходов, что позволяет сохранить безопасность при любых условиях. Рассчитать итоговые свойства становится проще.
Некоторые предприятия используют так называемое многониточное волочение медной проволоки. Но с увеличением количества ниток падает скорость производства. Это связана с тем, что приходится тратить больше времени на ликвидацию последствий после выполнения каждой операции.
Многониточные станки требуют использования тщательного подхода при подготовке основания, проволочную конструкцию надо защищать. Необходимо грамотно подобрать так называемую технологическую смазку, средства охлаждения.
Republished by Blog Post Promoter
СОЖ для волочения медной проволоки
Главная » Блог » СОЖ для волочения медной проволоки
Наиболее распространённым металлом при волочении проволоки, является медь, в связи с широким применением данной проволоки в электрической и электронной промышленности.
Максимальная толщина медной проволоки – 20 мм., минимальная – 10 мкм. Производство медной проволоки происходит с различными уменьшениями поперечного сечения: грубое волочение (грубая проволока) – 25%, сверхтонкая проволока (сверхтонкое волочение) – 9%, соответственно утонение происходит на 33% для грубого волочения и на 10% для сверхтонкого волочения.
Смазочные материалы для волочения медной проволоки
Проводя волочение медной проволоки, используют только смазочные материалы на водной основе. В начале обработки проволоки, при грубом волочении, используют высоковязкие масла для оптимального рабочего процесса. Для мокрого волочения, в основном используются эмульсии.
Для мокрого волочения, в основном используются эмульсии.
У завода Zeller+Gmelin GmbH & Co. KG. широкая и всеобъемлющая линейка для волочения и производства медной проволоки.
Качество меди является наиболее важным фактором при выборе смазки для волочения. Вторичными факторами являются волочильная машина и фильеры применяемые на ней.
Наиболее распространённое и важное волочение проволоки, это среднее волочение меди, хотя все виды волочения от грубого до сверхтонкого, в идеале необходимо проводить вместе.
Таблица №1
| Вид волочения | Диаметры проволоки, на входе и выходе | |
| Первоначальный диаметр, мм. | Финальный диаметр, мм. | |
| Грубое волочение | 8.0 | 5.0 – 0.9 |
| Среднее волочение | 3.5 | 1.5 – 0.2 |
| Тонкое волочение | 2. 6 – 1.6 6 – 1.6 | 0.5 – 0.05 |
| Сверхтонкое волочение | 0.5 | 0.14 – 0.025 |
| Ультратонкое волочение | 0.35 | 0.1 – 0.01 |
Средняя скорость волочения: от 20 м/с до 30 м/с до одновременно 40 волочащихся проволок.
Теперь пройдём непосредственно к этапам производства медной проволоки и тех продуктов, которым мы можем Вам предложить для этого.
Литьё медной проволоки
При литье медной проволоки, в среднем получается катушка с медной проволокой, с поперечным сечением 8 мм. Весом 6 тонн и длинной проволоки приблизительно 13 км.
При непрерывном литье медной катанки, мы можем предложить следующие продукты:
Multiroll CU LF Special
- полностью синтетическая водосмешиваемая смазочно-охлаждающая жидкость
- используется для непрерывного литья медной катанки и рулонов
- используется для смазки и охлаждения роликов
- продукт обеспечивает превосходную защиту от коррозии
Необходимая концентрация продукта: 1. 5% — 3.5%.
5% — 3.5%.
Данный продукт имеет следующие преимущества:
- очень долгий срок службы рабочей эмульсии
- уменьшает различные возможные производственные остановки при непрерывном литье медной катанки или рулонов
- очень высокая стабильность pH (уменьшено возможное образование грибков и бактерий в эмульсии)
- продукт имеет низкую степень поглощения меди
- гарантируется чистая и блестящая поверхность проволоки
- максимальная скорость производства
- увеличивает срок службы роликов
- высокая защита от износа
Продукт успешно используется на следующих заводах: Aurubis AG (Италия), Deutsche Giessdraht GmbH (Германия), La Farga Lacambra (Испания).
Multiroll Coating – специальная восковая эмульсия для защиты поверхности проволоки при непрерывном литье катанки.
- водосмешиваемый агент для защиты проволоки при непрерывном литье катанки от коррозии
- смазочный материал для процесса намотки готовой проволоки на катушку
- рабочая концентрация: прибл.
 3% — 6%
3% — 6%
Преимущества:
- смазочный эффект при процессе намотки проволоки на катушку
- снижает истирание проволоки при процессе наматывания её на катушку
- предотвращает тусклость проволоки и образующиеся пятна на поверхности проволоки
- наноситься может путём распыления или окунанием
- защищает и улучшает блестящую и яркую поверхность проволоки
- высокая защита от коррозии во время хранения и транспортировки проволоки
- совместимость со всеми нашими продуктами из линеек Multiroll и Multidraw
Теперь после производства проволоки для волочения мы можем перейти непосредственно к процессам волочения проволоки.
Общие требования для такого продукта, как смазка для волочения проволоки:
- Хорошая смазка на участках соприкосновения волочимой проволоки и фильер.
- Проволока должна равномерно и быстро увлажняться при волочении.
- Смазка для волочения должна обеспечивать защиту от износа и длительный срок службы фильер.

- На фильерах, волочильных конусах и в самой волочильной машине должна поддерживаться постоянная чистота.
- Чистота проволоки это залог будущей защиты от коррозии и окисления.
- Возможность использовать воду различной степени деминерализации.
- Стабильность уровня pH.
- Низкое пенообразование.
- Нельзя вмешиваться в процессы эмалирования проволоки.
- Хорошая фильтрация рабочей эмульсии.
- Совместимость смазки с кожей человека.
- Простота в хранении продуктов для волочения.
- Экономичность в производстве.
- Простая утилизация использованной эмульсии.
Процессы волочения проволки
Грубое волочение
Грубое волочение начинается на входном диаметре в 8 мм., и с выходным диаметром проволоки от 4.5 мм. до 1 мм. Процессы грубого волочения требуют хорошей смазки, в связи с большим уменьшением диаметра поперечного сечения и деформации.
Высокая степень деформации и уменьшения поперечного сечения при грубом волочении, выделяют огромное количество тепла, которое необходимо отводить от волочильного стана, поэтому проводится мокрое волочение проволоки.
Используемая эмульсия для волочения должна иметь большой размер капель, для толстого слоя смазочного материала.
Наши продукты для грубого волочения медной проволоки
Multidraw CU ROD — полусинтетическое с высокой степенью смазывания масло, для грубого волочения, на одножильных и двужильных волочильных станах с возможностью нанесению смазки путём распыления.
Максимальный окончательный диаметр проволоки до 1 мм. Данный продукт специально разработан для процессов грубого волочения.
Продуктом гарантируется высокая температурная стабильность, даже при высоких нагрузках и сложном утонении, также при пиковых температурных нагрузках, продукт не демонстрирует отличную стабильность. Концентрация продукта при использовании должна составлять: 10% — 17%.
Использование продукта на заводах: Berkenhof (Германия, сварочная проволока CuSi3), Prysmian Group (Италия, огнестойкий кабель из лужённой медной проволоки), Geldra Draht GmbH (Германия, голые медные провода)
Среднее и тонкое волочение
Среднее волочение: От 3. 5 мм. до 1.5 мм. – 0.2 мм.
5 мм. до 1.5 мм. – 0.2 мм.
В основном применяются водосмешиваемые эмульсии.
Тонкое волочение: От 2.6 мм. – 1.6 мм. до 0.5 мм. – 0.05 мм.
Используются те же СОЖ для волочения медной проволоки что и при среднем волочении, вплоть до диаметра в 0.1 мм.
Продукты для среднего волочения
Multidraw CU MF – полусинтетическое масло для волочения на многожильных машинах с максимальным конечным поперечным сечением проволоки до 0.07 мм. Продукт был специально разработан для отличной чистоты машины и хорошей смачиваемости проволоки. Может также использоваться при производстве лужённой медной проволоки.
Концентрация для применения: среднее волочение – 4% — 8%, тонкое волочение – 2% — 5%.
Используется на следующих заводах: Niehoff (Индия, волочение на многожильных станах), MKM (Германия, производство медной проволоки).
Multidraw CU MF E – полусинтетическое волочильное масло для производства как медной так и магнитной проволоки (для трансформаторов и двигателей электромагнитных устройств).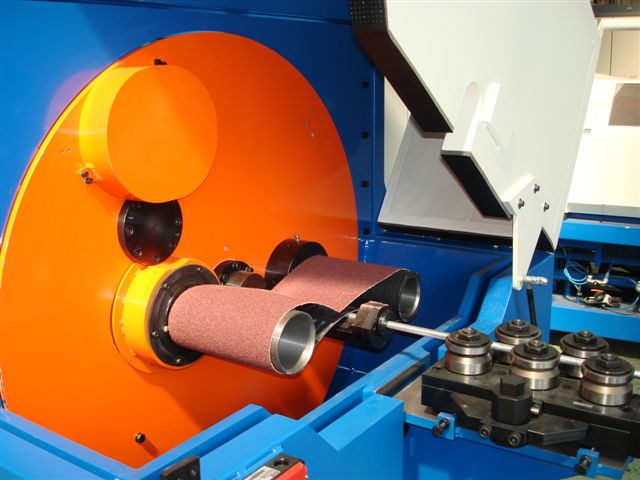 С диаметром готово проволоки до 0.07 мм. Продукт демонстрирует отличную чистоту волочильной машины. Гарантируется отличное смазывание даже при низких скоростях волочения и перепадах температур. Никак не влияет на процессы дальнейшего эмалирования. Превосходное качество проволоки, гарантирует отличные качественные характеристики эмалированной проволоки.
С диаметром готово проволоки до 0.07 мм. Продукт демонстрирует отличную чистоту волочильной машины. Гарантируется отличное смазывание даже при низких скоростях волочения и перепадах температур. Никак не влияет на процессы дальнейшего эмалирования. Превосходное качество проволоки, гарантирует отличные качественные характеристики эмалированной проволоки.
Концентрация для применения: среднее волочение – 4% — 10%, тонкое волочение – 2% — 4%.
Используется на следующих заводах: Schwering & Hasse Elektrodraht GmbH (Германия, термоустойчивая эмалированная медная проволока), Roshan Tous (Иран, самонесущие антенные кабели)
Multidraw CU SF – полностью синтетическое масло для волочения. Высокая производительность при смазывании. Низкое потребление продукта гарантирует длительный срок использования данного продукта при волочении. Достигается хорошая чистота машины, особенно для никелированной проволоки.
Концентрация для применения: среднее волочение: 4% — 8%, тонкое волочение: 2% — 4%.
Используется на следующих заводах: Nexans (Германия, никелированная медь, гибкие провода для высоких температур (до 280°С)), Wiremet (Польша, никелированная медная проволока).
Cреднее, тонкое, супертонкое и ультратонкое волочение
Multidraw CU SY Spezial/Multidraw CU SY – синтетическое масло для среднего, тонкого и супертонкого волочения. Подходит для использования на многожильных волочильных машинах. Прекрасное смазывание проволоки и чистота машины.
Благодаря синтетическим компонентам, практически полностью нивелируется эффект «прилипания». Продукт может использоваться для волочения олова и никелированной медной проволоки.
Концентрация при применении: среднее волочение: 6% — 10%, тонкое волочение: 2% — 4%, супертонкое волочение: 1% — 2%.
В качестве смазки для супертонкого и ультратонкого волочения с диаметром проволоки от 0.5 мм. до 0.10 мм – 0.01 мм., необходимо применять Multidraw CU SY Spezial/Multidraw CU SY. Материалы которые могут быть обработаны в данных диаметрах поперечных сечений: медь, латунь, никель, серебро, золото.
Материалы которые могут быть обработаны в данных диаметрах поперечных сечений: медь, латунь, никель, серебро, золото.
Продукты гарантируют отличные характеристики при волочении в данных диапазонах, также «прилипание» проволоки на фильеры, волочильные конусы практически полностью исключается. Даже при низких концентрациях продукта (1.5% — 0.5%) стабильная защита от коррозии как на проволоке так и на самом оборудовании, гарантируется.
Применение на заводах: KMC (Турция, олово, многожильные станы), Bekaert (Бельгия).
Представляем вашему вниманию новейшие разработки от Zeller+Gmelin GMBH & CO. KG.
Multidraw Cu Rod S – на основе синтетических компонентов, масло для грубого волочения на одножильных и многожильных машинах. Улучшенные смазочные характеристики и очищающий эффект по сравнению с Multidraw Cu Rod. Прекрасная стабильность эмульсии (защита против образования грибков и бактерий в рабочей жидкоксти).
Применение: Niehoff (Индия, грубое волочение меди), Berkenhoff (Германия, никелированная медная проволока).

Multidraw Cu As – полностью синтетический продукт для отжига, демонстрирующий прекрасную защиту от коррозии и превосходную чистоту проволоки.
Multidraw CU MF C – продукт был специально разработан для нашего немецкого клиента, который производит проволоку для электроэрозионных станков, с очень высокими требованиями к чистоте проволоки. Были высокие требования к функциям диспергирования грязи с проволоки.
Разработанный продукт демонстрирует потрясающую чистоту на всех этапах обработки проволоки и на всех участках волочильного стана. Продукт подходит для среднего и тонкого волочения. Достигается безупречная чистота волочильной машины и низкое пенообразование. В особенности подходит для производства оцинкованной и латунированной проволоки для искрового оборудования.
Концентрация продукта для эмульсии: среднее волочение: 4% — 8%, тонкое волочение: 1% — 3%.
Применение: Berkenhoff (Германия, EDM проволока), Dahmen (Германия, EDM проволока).

Multidraw Cu Uni S – продукт разработан на основе тех же минеральных составляющих что и Multidraw CU ROD S, но с улучшенными показателями стабильности и срока службы эмульсии. Благодаря улучшенным свойствам, может работать с жёсткой водой.
Отличная температурная стабильность и защита от коррозии. Снижает износ и трения, тем самым экономя энерго- и трудозатраты при работе волочильных станов. Прекрасные показатели бактериологической стабильности.
Применение: Cunext Copper (Испания, медные проводы)
Отжиг медной проволоки
Непрерывный отжиг, почти всегда используется для перекристаллизации проволоки. Провод после отжига проходит через низко концентрированную эмульсию для тушения. Вся линейка эмульсий Multidraw для волочения медной проволоки, пригодна в качестве добавки в воду для отжига, с концентрацией 0.5% — 1.5%.
После данной эмульсии для отжига остаётся тончайший слой плёнки, который защищает проволоку от потускнения и способствует сматыванию проволоки.
Волочение медной проволоки с отжигом. Продукты для отжига от Z&G
Multidraw CU GWZ – является специальной эмульсией для непрерывного отжига медной проволоки. Продукт гарантирует отличную защиту проволоки от влияния погодных условий, а также от воздействия коррозии, более длительной время, даже для «мокрой» проволоки. Данная эмульсия препятствует потускнению проволоки и подходит для обычной и лужённой медной проволоки, всех диаметров.
Применение: Nexans (Германия), ALCABE (Испания).
Вспомогательные продукты
Multidraw CU Grease – специальный продукт для первого волочения в роликовых волочильных станах. Может использоваться для медной катанки для очистки проволоки от дефектов на ней. Совместим со всеми продуктами линейки Multidraw CU. Не применять на эмалированной проволоке.
Multidraw CU Spool – продукт облегчающий намотку произведённой проволоки на барабан. Прекрасно защищает от коррозии. Возможно наносить с помощью распыления.
Прекрасно защищает от коррозии. Возможно наносить с помощью распыления.
Вас заинтересуют
Наиболее распространённым металлом при волочении проволоки, является медь, в связи с широким применением данной проволоки в электрической и электронной промышленности.
Максимальная толщина медной проволоки – 20 мм., минимальная – 10 мкм. Производство медной проволоки происходит с различными уменьшениями поперечного сечения: грубое волочение (грубая проволока) – 25%, сверхтонкая проволока (сверхтонкое волочение) – 9%, соответственно утонение происходит на 33% для грубого волочения и на 10% для сверхтонкого волочения.
Смазочные материалы для волочения медной проволоки
Проводя волочение медной проволоки, используют только смазочные материалы на водной основе. В начале обработки проволоки, при грубом волочении, используют высоковязкие масла для оптимального рабочего процесса. Для мокрого волочения, в основном используются эмульсии.
У завода Zeller+Gmelin GmbH & Co. KG. широкая и всеобъемлющая линейка для волочения и производства медной проволоки.
KG. широкая и всеобъемлющая линейка для волочения и производства медной проволоки.
Качество меди является наиболее важным фактором при выборе смазки для волочения. Вторичными факторами являются волочильная машина и фильеры применяемые на ней.
Наиболее распространённое и важное волочение проволоки, это среднее волочение меди, хотя все виды волочения от грубого до сверхтонкого, в идеале необходимо проводить вместе.
Таблица №1
| Вид волочения | Диаметры проволоки, на входе и выходе | |
| Первоначальный диаметр, мм. | Финальный диаметр, мм. | |
| Грубое волочение | 8.0 | 5.0 – 0.9 |
| Среднее волочение | 3.5 | 1.5 – 0.2 |
| Тонкое волочение | 2.6 – 1.6 | 0.5 – 0.05 |
| Сверхтонкое волочение | 0.5 | 0.14 – 0.025 |
| Ультратонкое волочение | 0. 35 35 | 0.1 – 0.01 |
Средняя скорость волочения: от 20 м/с до 30 м/с до одновременно 40 волочащихся проволок.
Теперь пройдём непосредственно к этапам производства медной проволоки и тех продуктов, которым мы можем Вам предложить для этого.
Литьё медной проволоки
При литье медной проволоки, в среднем получается катушка с медной проволокой, с поперечным сечением 8 мм. Весом 6 тонн и длинной проволоки приблизительно 13 км.
При непрерывном литье медной катанки, мы можем предложить следующие продукты:
Multiroll CU LF Special
- полностью синтетическая водосмешиваемая смазочно-охлаждающая жидкость
- используется для непрерывного литья медной катанки и рулонов
- используется для смазки и охлаждения роликов
- продукт обеспечивает превосходную защиту от коррозии
Необходимая концентрация продукта: 1.5% — 3.5%.
Данный продукт имеет следующие преимущества:
- очень долгий срок службы рабочей эмульсии
- уменьшает различные возможные производственные остановки при непрерывном литье медной катанки или рулонов
- очень высокая стабильность pH (уменьшено возможное образование грибков и бактерий в эмульсии)
- продукт имеет низкую степень поглощения меди
- гарантируется чистая и блестящая поверхность проволоки
- максимальная скорость производства
- увеличивает срок службы роликов
- высокая защита от износа
Продукт успешно используется на следующих заводах: Aurubis AG (Италия), Deutsche Giessdraht GmbH (Германия), La Farga Lacambra (Испания).

Multiroll Coating – специальная восковая эмульсия для защиты поверхности проволоки при непрерывном литье катанки.
- водосмешиваемый агент для защиты проволоки при непрерывном литье катанки от коррозии
- смазочный материал для процесса намотки готовой проволоки на катушку
- рабочая концентрация: прибл. 3% — 6%
Преимущества:
- смазочный эффект при процессе намотки проволоки на катушку
- снижает истирание проволоки при процессе наматывания её на катушку
- предотвращает тусклость проволоки и образующиеся пятна на поверхности проволоки
- наноситься может путём распыления или окунанием
- защищает и улучшает блестящую и яркую поверхность проволоки
- высокая защита от коррозии во время хранения и транспортировки проволоки
- совместимость со всеми нашими продуктами из линеек Multiroll и Multidraw
Теперь после производства проволоки для волочения мы можем перейти непосредственно к процессам волочения проволоки.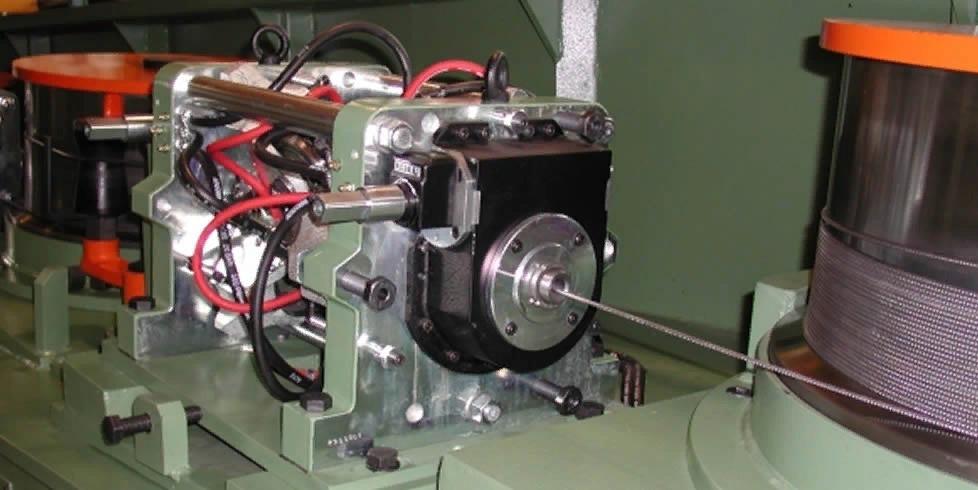
Общие требования для такого продукта, как смазка для волочения проволоки:
- Хорошая смазка на участках соприкосновения волочимой проволоки и фильер.
- Проволока должна равномерно и быстро увлажняться при волочении.
- Смазка для волочения должна обеспечивать защиту от износа и длительный срок службы фильер.
- На фильерах, волочильных конусах и в самой волочильной машине должна поддерживаться постоянная чистота.
- Чистота проволоки это залог будущей защиты от коррозии и окисления.
- Возможность использовать воду различной степени деминерализации.
- Стабильность уровня pH.
- Низкое пенообразование.
- Нельзя вмешиваться в процессы эмалирования проволоки.
- Хорошая фильтрация рабочей эмульсии.
- Совместимость смазки с кожей человека.
- Простота в хранении продуктов для волочения.
- Экономичность в производстве.
- Простая утилизация использованной эмульсии.
Процессы волочения проволки
Грубое волочение
Грубое волочение начинается на входном диаметре в 8 мм.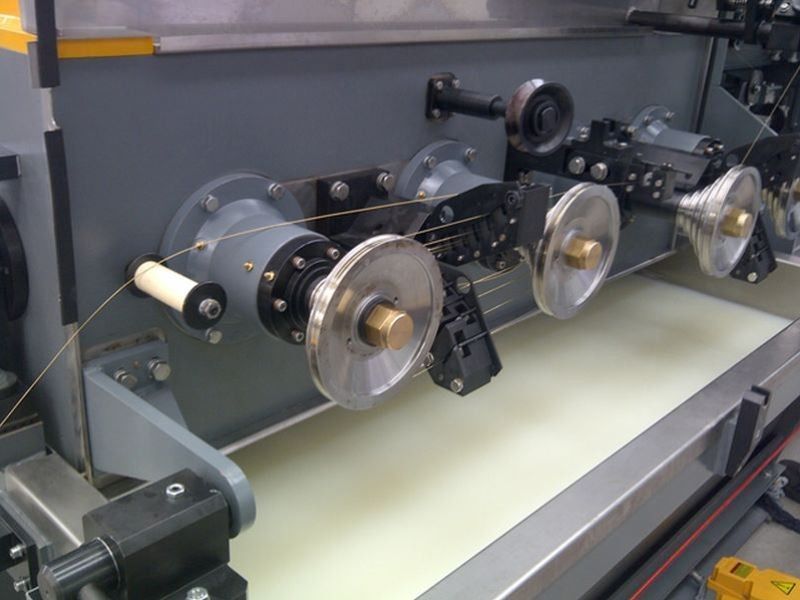 , и с выходным диаметром проволоки от 4.5 мм. до 1 мм. Процессы грубого волочения требуют хорошей смазки, в связи с большим уменьшением диаметра поперечного сечения и деформации.
, и с выходным диаметром проволоки от 4.5 мм. до 1 мм. Процессы грубого волочения требуют хорошей смазки, в связи с большим уменьшением диаметра поперечного сечения и деформации.
Высокая степень деформации и уменьшения поперечного сечения при грубом волочении, выделяют огромное количество тепла, которое необходимо отводить от волочильного стана, поэтому проводится мокрое волочение проволоки.
Используемая эмульсия для волочения должна иметь большой размер капель, для толстого слоя смазочного материала.
Наши продукты для грубого волочения медной проволоки
Multidraw CU ROD — полусинтетическое с высокой степенью смазывания масло, для грубого волочения, на одножильных и двужильных волочильных станах с возможностью нанесению смазки путём распыления.
Максимальный окончательный диаметр проволоки до 1 мм. Данный продукт специально разработан для процессов грубого волочения.
Продуктом гарантируется высокая температурная стабильность, даже при высоких нагрузках и сложном утонении, также при пиковых температурных нагрузках, продукт не демонстрирует отличную стабильность. Концентрация продукта при использовании должна составлять: 10% — 17%.
Концентрация продукта при использовании должна составлять: 10% — 17%.
Использование продукта на заводах: Berkenhof (Германия, сварочная проволока CuSi3), Prysmian Group (Италия, огнестойкий кабель из лужённой медной проволоки), Geldra Draht GmbH (Германия, голые медные провода)
Среднее и тонкое волочение
Среднее волочение: От 3.5 мм. до 1.5 мм. – 0.2 мм.
В основном применяются водосмешиваемые эмульсии.
Тонкое волочение: От 2.6 мм. – 1.6 мм. до 0.5 мм. – 0.05 мм.
Используются те же СОЖ для волочения медной проволоки что и при среднем волочении, вплоть до диаметра в 0.1 мм.
Продукты для среднего волочения
Multidraw CU MF – полусинтетическое масло для волочения на многожильных машинах с максимальным конечным поперечным сечением проволоки до 0.07 мм. Продукт был специально разработан для отличной чистоты машины и хорошей смачиваемости проволоки. Может также использоваться при производстве лужённой медной проволоки.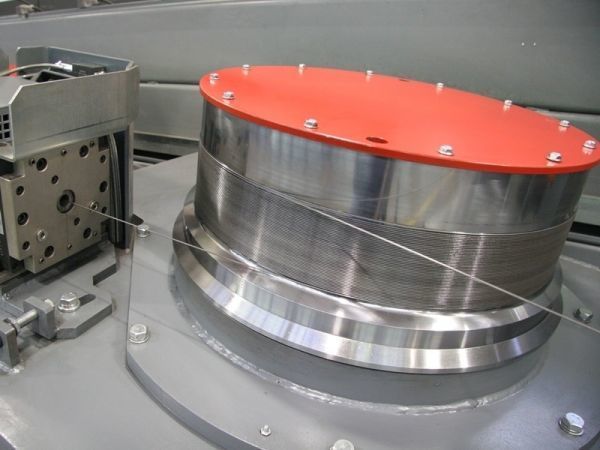
Концентрация для применения: среднее волочение – 4% — 8%, тонкое волочение – 2% — 5%.
Используется на следующих заводах: Niehoff (Индия, волочение на многожильных станах), MKM (Германия, производство медной проволоки).
Multidraw CU MF E – полусинтетическое волочильное масло для производства как медной так и магнитной проволоки (для трансформаторов и двигателей электромагнитных устройств). С диаметром готово проволоки до 0.07 мм. Продукт демонстрирует отличную чистоту волочильной машины. Гарантируется отличное смазывание даже при низких скоростях волочения и перепадах температур. Никак не влияет на процессы дальнейшего эмалирования. Превосходное качество проволоки, гарантирует отличные качественные характеристики эмалированной проволоки.
Концентрация для применения: среднее волочение – 4% — 10%, тонкое волочение – 2% — 4%.
Используется на следующих заводах: Schwering & Hasse Elektrodraht GmbH (Германия, термоустойчивая эмалированная медная проволока), Roshan Tous (Иран, самонесущие антенные кабели)
Multidraw CU SF – полностью синтетическое масло для волочения. Высокая производительность при смазывании. Низкое потребление продукта гарантирует длительный срок использования данного продукта при волочении. Достигается хорошая чистота машины, особенно для никелированной проволоки.
Высокая производительность при смазывании. Низкое потребление продукта гарантирует длительный срок использования данного продукта при волочении. Достигается хорошая чистота машины, особенно для никелированной проволоки.
Концентрация для применения: среднее волочение: 4% — 8%, тонкое волочение: 2% — 4%.
Используется на следующих заводах: Nexans (Германия, никелированная медь, гибкие провода для высоких температур (до 280°С)), Wiremet (Польша, никелированная медная проволока).
Cреднее, тонкое, супертонкое и ультратонкое волочение
Multidraw CU SY Spezial/Multidraw CU SY – синтетическое масло для среднего, тонкого и супертонкого волочения. Подходит для использования на многожильных волочильных машинах. Прекрасное смазывание проволоки и чистота машины.
Благодаря синтетическим компонентам, практически полностью нивелируется эффект «прилипания». Продукт может использоваться для волочения олова и никелированной медной проволоки.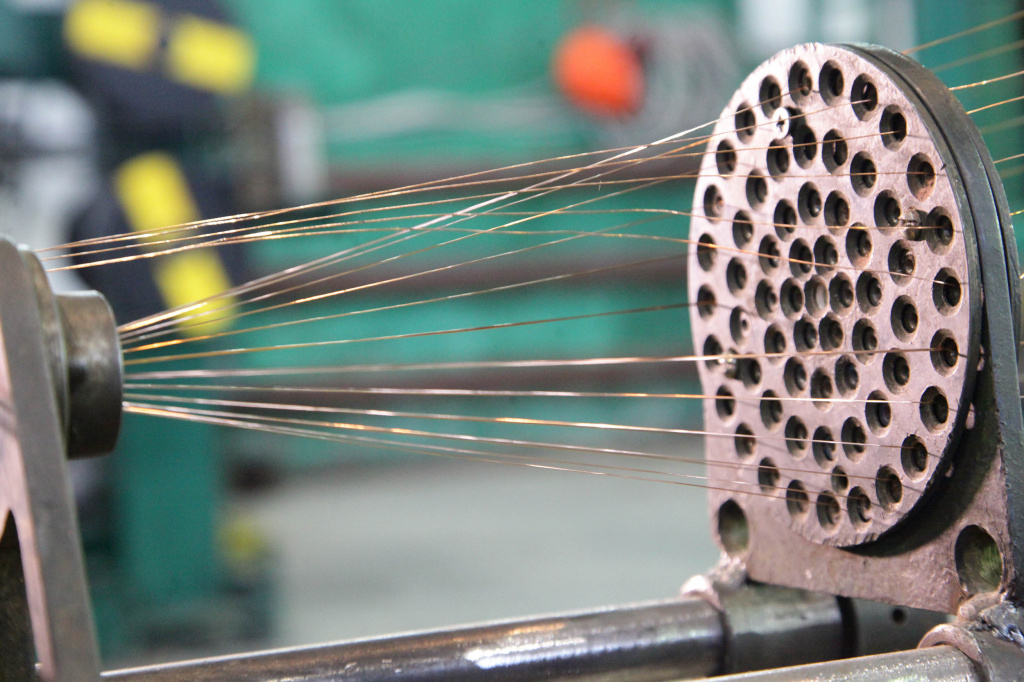
Концентрация при применении: среднее волочение: 6% — 10%, тонкое волочение: 2% — 4%, супертонкое волочение: 1% — 2%.
В качестве смазки для супертонкого и ультратонкого волочения с диаметром проволоки от 0.5 мм. до 0.10 мм – 0.01 мм., необходимо применять Multidraw CU SY Spezial/Multidraw CU SY. Материалы которые могут быть обработаны в данных диаметрах поперечных сечений: медь, латунь, никель, серебро, золото.
Продукты гарантируют отличные характеристики при волочении в данных диапазонах, также «прилипание» проволоки на фильеры, волочильные конусы практически полностью исключается. Даже при низких концентрациях продукта (1.5% — 0.5%) стабильная защита от коррозии как на проволоке так и на самом оборудовании, гарантируется.
Применение на заводах: KMC (Турция, олово, многожильные станы), Bekaert (Бельгия).
Представляем вашему вниманию новейшие разработки от Zeller+Gmelin GMBH & CO. KG.
Multidraw Cu Rod S – на основе синтетических компонентов, масло для грубого волочения на одножильных и многожильных машинах.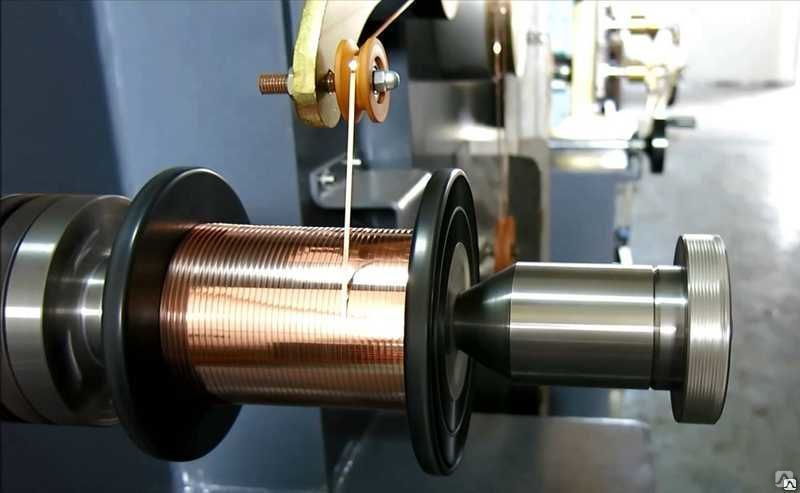 Улучшенные смазочные характеристики и очищающий эффект по сравнению с Multidraw Cu Rod. Прекрасная стабильность эмульсии (защита против образования грибков и бактерий в рабочей жидкоксти).
Улучшенные смазочные характеристики и очищающий эффект по сравнению с Multidraw Cu Rod. Прекрасная стабильность эмульсии (защита против образования грибков и бактерий в рабочей жидкоксти).
Применение: Niehoff (Индия, грубое волочение меди), Berkenhoff (Германия, никелированная медная проволока).
Multidraw Cu As – полностью синтетический продукт для отжига, демонстрирующий прекрасную защиту от коррозии и превосходную чистоту проволоки.
Multidraw CU MF C – продукт был специально разработан для нашего немецкого клиента, который производит проволоку для электроэрозионных станков, с очень высокими требованиями к чистоте проволоки. Были высокие требования к функциям диспергирования грязи с проволоки.
Разработанный продукт демонстрирует потрясающую чистоту на всех этапах обработки проволоки и на всех участках волочильного стана. Продукт подходит для среднего и тонкого волочения. Достигается безупречная чистота волочильной машины и низкое пенообразование.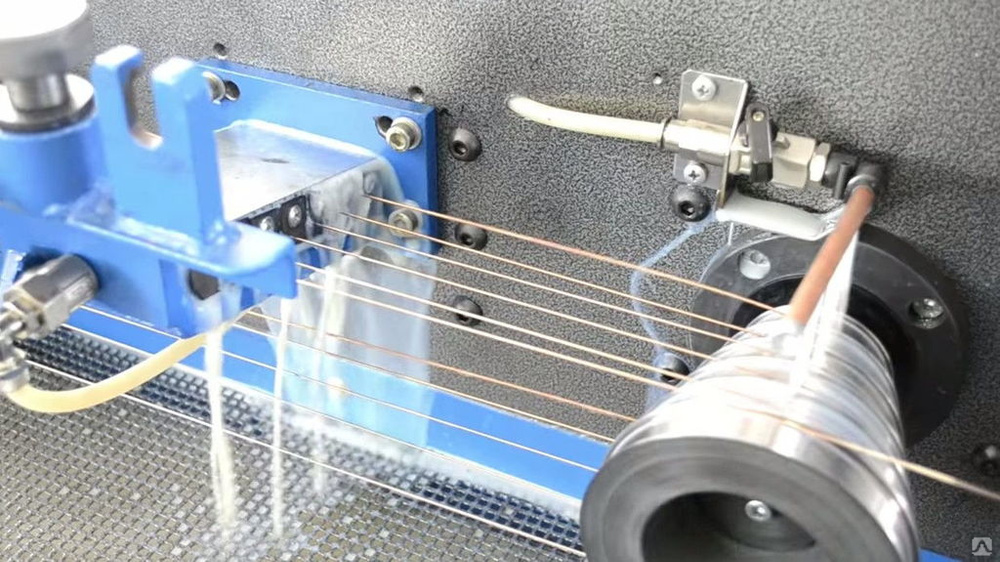 В особенности подходит для производства оцинкованной и латунированной проволоки для искрового оборудования.
В особенности подходит для производства оцинкованной и латунированной проволоки для искрового оборудования.
Концентрация продукта для эмульсии: среднее волочение: 4% — 8%, тонкое волочение: 1% — 3%.
Применение: Berkenhoff (Германия, EDM проволока), Dahmen (Германия, EDM проволока).
Multidraw Cu Uni S – продукт разработан на основе тех же минеральных составляющих что и Multidraw CU ROD S, но с улучшенными показателями стабильности и срока службы эмульсии. Благодаря улучшенным свойствам, может работать с жёсткой водой.
Отличная температурная стабильность и защита от коррозии. Снижает износ и трения, тем самым экономя энерго- и трудозатраты при работе волочильных станов. Прекрасные показатели бактериологической стабильности.
Применение: Cunext Copper (Испания, медные проводы)
Отжиг медной проволоки
Непрерывный отжиг, почти всегда используется для перекристаллизации проволоки.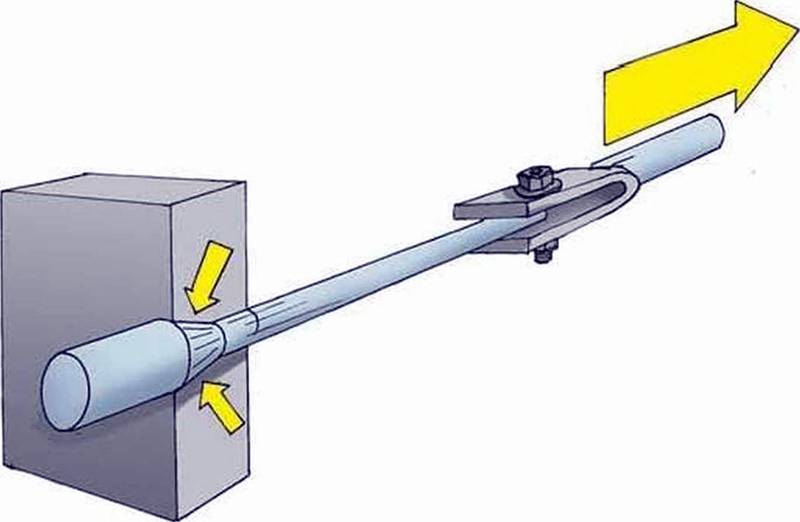 Провод после отжига проходит через низко концентрированную эмульсию для тушения. Вся линейка эмульсий Multidraw для волочения медной проволоки, пригодна в качестве добавки в воду для отжига, с концентрацией 0.5% — 1.5%.
Провод после отжига проходит через низко концентрированную эмульсию для тушения. Вся линейка эмульсий Multidraw для волочения медной проволоки, пригодна в качестве добавки в воду для отжига, с концентрацией 0.5% — 1.5%.
После данной эмульсии для отжига остаётся тончайший слой плёнки, который защищает проволоку от потускнения и способствует сматыванию проволоки.
Волочение медной проволоки с отжигом. Продукты для отжига от Z&G
Multidraw CU GWZ – является специальной эмульсией для непрерывного отжига медной проволоки. Продукт гарантирует отличную защиту проволоки от влияния погодных условий, а также от воздействия коррозии, более длительной время, даже для «мокрой» проволоки. Данная эмульсия препятствует потускнению проволоки и подходит для обычной и лужённой медной проволоки, всех диаметров.
Применение: Nexans (Германия), ALCABE (Испания).
Вспомогательные продукты
Multidraw CU Grease – специальный продукт для первого волочения в роликовых волочильных станах. Может использоваться для медной катанки для очистки проволоки от дефектов на ней. Совместим со всеми продуктами линейки Multidraw CU. Не применять на эмалированной проволоке.
Может использоваться для медной катанки для очистки проволоки от дефектов на ней. Совместим со всеми продуктами линейки Multidraw CU. Не применять на эмалированной проволоке.
Multidraw CU Spool – продукт облегчающий намотку произведённой проволоки на барабан. Прекрасно защищает от коррозии. Возможно наносить с помощью распыления.
Тонкая проволока на заказ — Проволока тонкой вытяжки на заказ
Компания California Fine Wire Co. Наши возможности волочения проволоки включают возможность производить проволоку диаметром от 10 микрон до 1 мм с использованием прецизионных волочильных штампов. Качество штампов, используемых в процессе волочения проволоки, напрямую влияет на точность и стабильность конечного продукта. Все наши штампы полируются на месте опытными мастерами, которые гордятся качеством и точностью своей работы.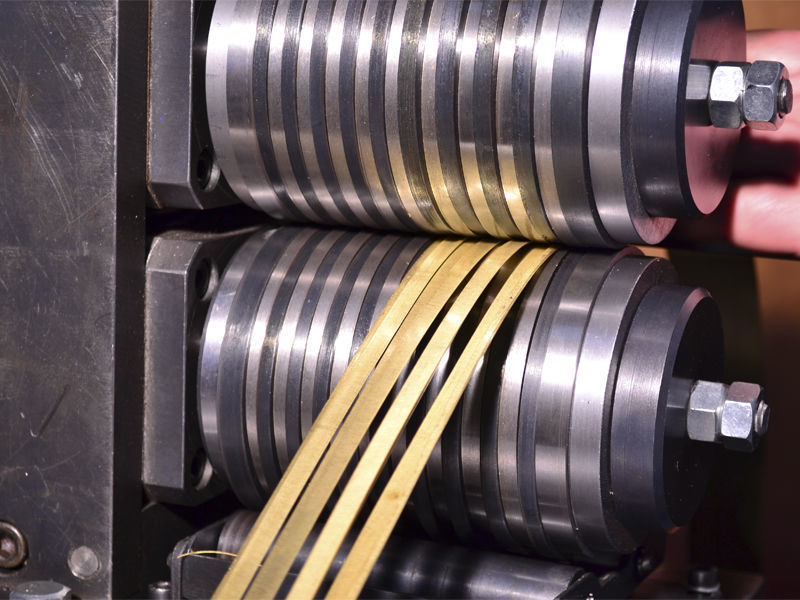
Все, что мы производим, изготавливается на заказ, что позволяет клиентам выбирать точный сплав, диаметр и метод упаковки, которые лучше всего подходят для их конкретного применения. Алюминий, медь, резистивная проволока и сплавы драгоценных металлов — это лишь некоторые из доступных вариантов материалов. Свяжитесь с нами, чтобы узнать о полном ассортименте доступных сплавов и материалов проволоки. Помимо волочения проволоки по индивидуальному заказу, мы можем перерисовать стандартную продукцию, предоставленную заказчиком, чтобы улучшить округлость проволоки для прецизионных применений. Наш вариант «сверхчистой обработки» обеспечивает наилучшее качество поверхности и соответствует самым жестким допускам по диаметру в отрасли. Прецизионные алмазные штампы используются в процессе окончательного волочения для создания идеальной отделки проволоки.
Нестандартная проволока может быть вытянута в любом количестве и упакована в катушки или нарезана по длине, в зависимости от применения.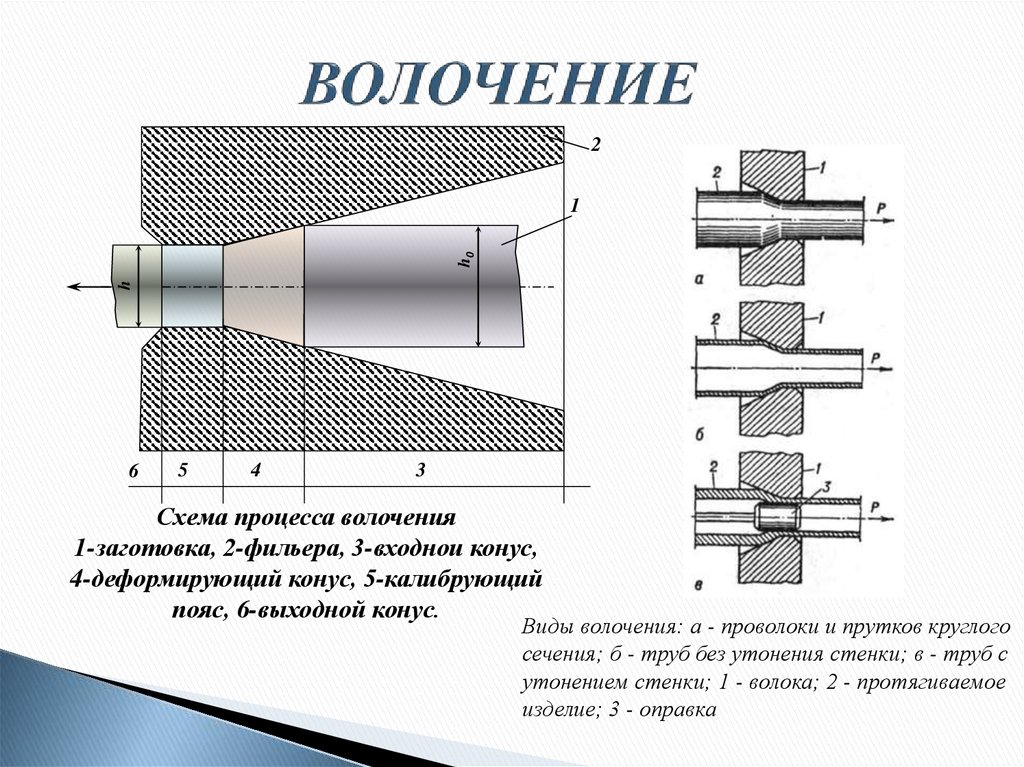 Время выполнения заказа оценивается в зависимости от задания, и доступны программы управления запасами канбан. Для получения дополнительной информации о наших возможностях точного волочения проволоки см. таблицу ниже или свяжитесь с нами напрямую.
Время выполнения заказа оценивается в зависимости от задания, и доступны программы управления запасами канбан. Для получения дополнительной информации о наших возможностях точного волочения проволоки см. таблицу ниже или свяжитесь с нами напрямую.
Easy Quote
ХАРАКТЕРИСТИКИ ЧЕРТЕЖА
- Процесс изготовления
Чертеж
Redrawing
Ultra Finishing
- Wire Shape
Round
StrandedDuplex
Ribbon
- Materials
Aluminum
Copper
Nickel
Nickel Alloys
Сплавы проводов сопротивления
Сплавы для термопар
ЗолотоСеребро
Платина
Сплавы платины
Сплавы для герметизации стекла
Bonding Wire
Numerous Additional Options Available
- Finish
Bare
Enamel
PTFECeramic
Plated
- Wire Diameter
0.
 0004″ to 0,040″
0004″ to 0,040″
от 10 микрон до 1,0 мм
Другие размеры по запросу
- Длина проволоки
Длина резки: от 0,122″ до 70023 No Limit on Spooled Lengths
- Flat Wire Width
0.0004″ to 0.10″
10 microns to 2.5 mm
Other Sizes on Request
- Production Volume
Прототип
Низкий объем
Большой объем
- Типичное время выполнения заказа
Расчет на основании работы
- Industry Focus
Aerospace
Defense
ElectronicsMedical
Research & Development
- Industry Standards
ISO 9001 Certified
DFARS
REACHRoHS
ITAR
0027
Additional Information
Wire Drawing — Etsy.

