Восстановление деталей наплавкой: Восстановление деталей наплавкой
Содержание
способы и методы восстановления, особенности, технологический процесс
Технологии сварки и наплавки позволяют эффективно восстанавливать металлические детали, обеспечивая высокую степень надежности и долговечности изделия.
Это подтверждается и практикой использования данных методов при выполнении ремонтных операций в самых разных областях – от починки автомобилей до производства металлопроката. В общем объеме работ по ремонту металлических конструкций восстановление деталей сваркой и наплавкой занимает порядка 60-70%. Наиболее распространена починка стальных блоков цилиндров, моторных валов, картеров, цепных звеньев, лопаток и т. д.
Сварка и наплавка в ремонтно-восстановительных работах
Оба способа основываются на методах термического воздействия с разными параметрами работы подключаемого оборудования. Под сваркой понимается процесс формирования межатомных связей, которые могут использоваться для соединения разных элементов детали, заделки технологических зазоров и устранения мелких дефектов на поверхности. Энергетический потенциал для сварочного процесса обеспечивается за счет общего или местного нагрева заготовки.
Энергетический потенциал для сварочного процесса обеспечивается за счет общего или местного нагрева заготовки.
К типовым операциям данного рода можно отнести закрепление добавочных или отломанных частей пластин, венцов и втулок. Кроме ремонта изделий с простыми геометрическими формами, возможны и более сложные восстановительные задачи, но в составе с другими технологическими операциями. Например, восстановление резьбы сваркой будет дополняться процедурами механической правки и проточки. К тому же в подобных работах следует соблюдать требования к перегревам вспомогательного инструмента наподобие плашек, которые непосредственно участвуют в коррекции резьбы.
Что касается наплавки, то этот способ подразумевает нанесение дополнительного металлического покрытия на восстанавливаемую поверхность. Новый технологический слой может быть полезен при ремонте изношенных деталей или усиления поверхности в области трения.
Применяемое оборудование
При сварочных работах обязательно используется источник тока, оснастка для удержания детали и направления дуги.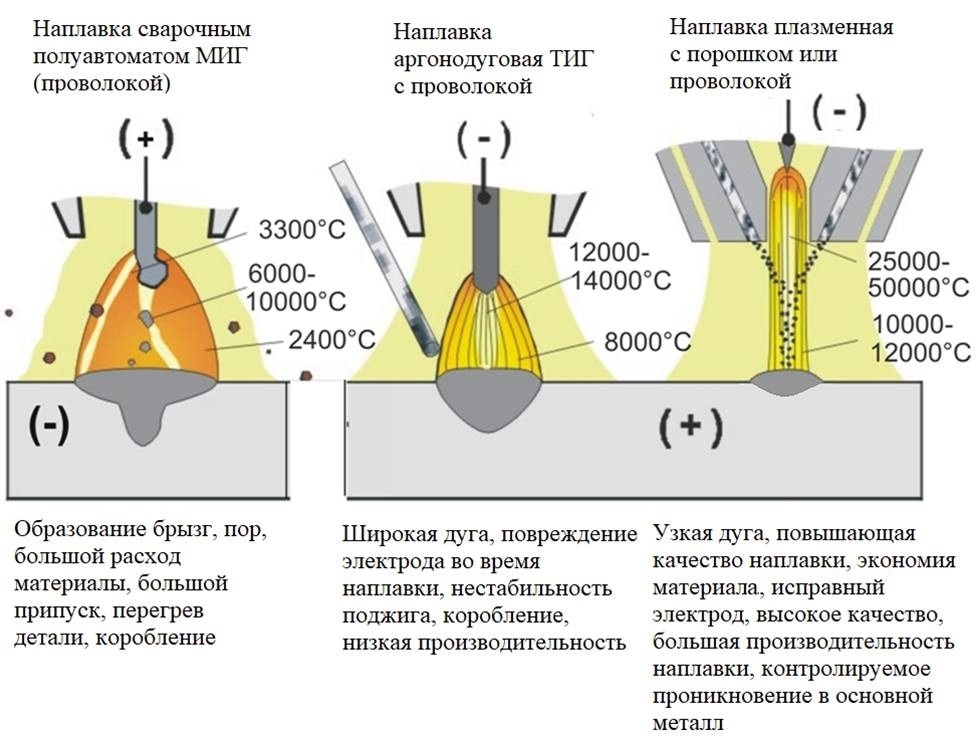 Чаще применяют сварочный преобразователь, в состав которого входит двигатель с генератором постоянного тока от 70 до 800 А. Также могут задействоваться выпрямители с трансформаторами тока и пускорегулирующей установкой. Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Чаще применяют сварочный преобразователь, в состав которого входит двигатель с генератором постоянного тока от 70 до 800 А. Также могут задействоваться выпрямители с трансформаторами тока и пускорегулирующей установкой. Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Требования к подготовке детали
И при сварке, и в процессе наплавки качество выполнения операции в немалой степени будет определяться изначальным состоянием заготовки. Поверхности детали должны быть зачищены от ржавчины, окалины, грязи и жира. В ином случае повышается риск сохранения непроваров, трещин и шлаковых включений. Особое внимание следует уделить обезжириванию от заводских и консервационных масел..jpg?1429168978113) Эту процедуру выполняют в горячем растворе, после чего изделие омывается и сушится. Перед восстановлением деталей способом сварки рекомендуется выполнять и пескоструйную обработку, что повышает качество ремонта. Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Эту процедуру выполняют в горячем растворе, после чего изделие омывается и сушится. Перед восстановлением деталей способом сварки рекомендуется выполнять и пескоструйную обработку, что повышает качество ремонта. Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Какие электроды используются при восстановлении?
После подготовки основного рабочего оборудования и заготовки можно приступать к выбору электродов. Подбор зависит от вида металла, характера дефекта и требований к слою наплавки. Как правило, в распространенных случаях обломов и трещин используют обычные сварочные электроды с сопротивлением разрыву порядка 4 МПа. Для работы с углеродистыми сталями рекомендуется применять расходники, стержни которых выполнены из проволоки марки Св-08 толщиной 1,5-12 мм. Не стоит игнорировать и характеристики покрытия. Высокий стабилизирующий эффект при восстановлении деталей сваркой и наплавкой обеспечит меловая обмазка электрода типа Э-34. Она будет способствовать устойчивому процессу горения дуги, что позволит сформировать плотный и ровный шов.
Высокий стабилизирующий эффект при восстановлении деталей сваркой и наплавкой обеспечит меловая обмазка электрода типа Э-34. Она будет способствовать устойчивому процессу горения дуги, что позволит сформировать плотный и ровный шов.
Также сегодня используются нестандартные электродные расходники наподобие ленточных и трубчатых порошковых элементов. Обычно они представляют собой свернутые металлические ленты толщиной до 0,8 мм, поверхность которых наполнена различными порошкообразными легирующими смесями на основе ферромарганца, сталинита и др. К таким электродам стоит обращаться, если планируется наделять ремонтируемый участок дополнительными эксплуатационными свойствами.
Ручной дуговой метод сварки и наплавки
При восстановлении поврежденных сварных швов, заделке трещин и запайке герметичных корпусов можно применять ручной метод с графитовыми, угольными или вольфрамовыми электродами. В ходе работы берется пучок стержней с обмазкой и скрепляется проволокой. Окончания необходимо предварительно сварить и вставить в подготовленный держатель.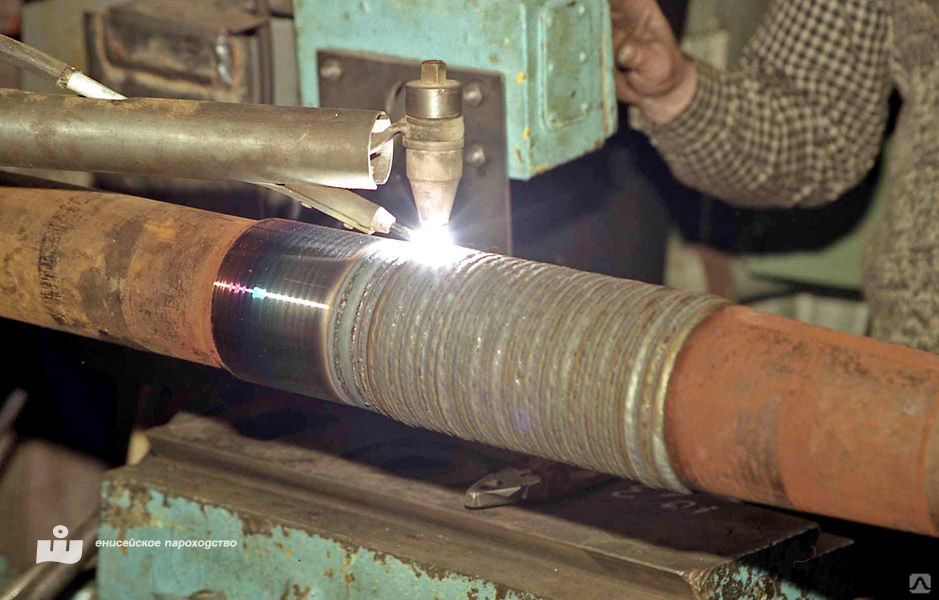 В ходе работы электроды сформируют так называемую блуждающую дугу с широким полем действия. Чем больше площадь поврежденного участка, тем крупнее должен быть пучок. Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
В ходе работы электроды сформируют так называемую блуждающую дугу с широким полем действия. Чем больше площадь поврежденного участка, тем крупнее должен быть пучок. Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
Метод автоматической наплавки под флюсом
Автоматический процесс наплавки отличается тем, что подача электрода с перемещениями самой дуги по рабочей поверхности полностью механизируются. Флюс, в свою очередь, обеспечивает изоляцию целевой зоны от вредного воздействия кислорода. Метод задействуется для восстановления поверхностей плоских и цилиндрических деталей с глубиной износа до 15 мм. По мере увеличения размера дефекта может применяться несколько слоев наплавки, но в этом случае потребуется ожидание полимеризации каждого предыдущего пласта. Данная технология восстановления деталей сваркой и наплавкой требует подключения источников тока в виде преобразователя или выпрямителя с токарно-винторезным станком. В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.
Данная технология восстановления деталей сваркой и наплавкой требует подключения источников тока в виде преобразователя или выпрямителя с токарно-винторезным станком. В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.
Метод вибродуговой наплавки
В данном случае применяются плавкие электроды, которые в процессе горения дуги вибрируют с короткими замыканиями. Операции подачи и перемещения расходных материалов также автоматизированы. Несмотря на внешнюю сложность процесса, метод довольно простой и не требует применения специальной оснастки. Более того, в конечном счете можно ожидать исключения деформации детали с сохранением твердости без термической обработки. Однако есть и ограничения. Так, вибрационные способы восстановления деталей сваркой и наплавкой подходят для заготовок с диаметром не менее 8 мм или толщиной от 0,5 до 3,5 мм. Теоретически вибродуговая наплавка может выполняться в разных защитных средах с газом или флюсом, но на практике чаще задействуют жидкостную изоляцию – например, кальцинированный раствор соды.
Теоретически вибродуговая наплавка может выполняться в разных защитных средах с газом или флюсом, но на практике чаще задействуют жидкостную изоляцию – например, кальцинированный раствор соды.
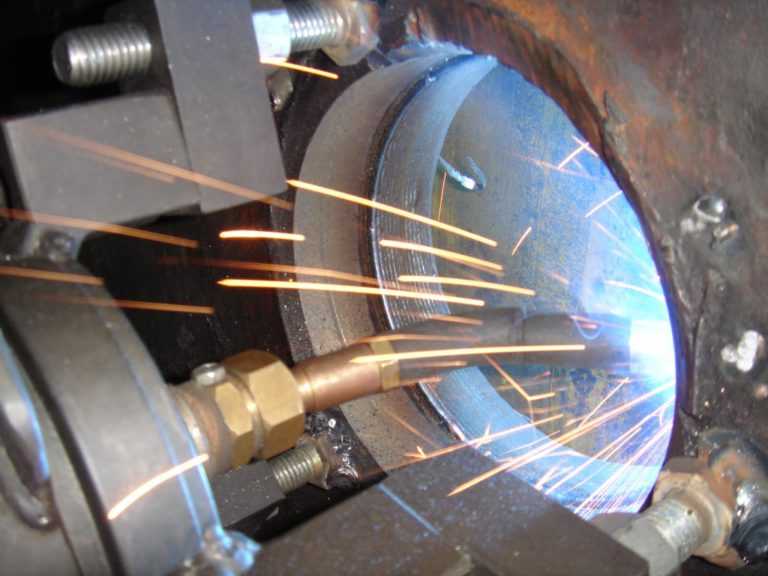
Сварка и наплавка в газовых защитных средах
Этот метод предусматривает подготовку специального баллона со сжатой газовой смесью. Могут использоваться аргоновые и углекислотные газы, направляемые в зону сварки под высоким давлением. Задача смеси также сводится к защитной функции изоляции заготовки от негативного воздействия азота и кислорода в воздухе. Наиболее качественные соединения сваркой в газовых средах получаются при использовании вольфрамовых электродов с отдельным вводом в рабочую зону присадочных материалов. Наплавка осуществляется под постоянным током с обратной полярностью. Процесс может быть механизирован, если применяется электродная проволока, но операции с газоэлектрическими горелками обычно выполняют вручную.
Полуавтоматические способы сварки и наплавки
Оптимальный метод для работы с алюминием и различными сплавами цветмета..jpg?1429168978113) Благодаря гибкой настройке параметров оборудования и возможностям использования разных защитных сред оператор может получить при небольшой силе тока качественный шов на заготовке толщиной до 12 мм. Полуавтоматический метод восстановления деталей сваркой производится с помощью вольфрамовых электродов толщиной 0,8-6 мм. Напряжение при этом может варьироваться от 20 до 25 В, а сила тока укладывается в 120 А.
Благодаря гибкой настройке параметров оборудования и возможностям использования разных защитных сред оператор может получить при небольшой силе тока качественный шов на заготовке толщиной до 12 мм. Полуавтоматический метод восстановления деталей сваркой производится с помощью вольфрамовых электродов толщиной 0,8-6 мм. Напряжение при этом может варьироваться от 20 до 25 В, а сила тока укладывается в 120 А.
Альтернативная технология восстановления под давлением
Кроме термических способов сварки и наплавки, также применяется широкая группа контактных или холодных методов изменения структуры металлических заготовок. В частности, восстановление деталей сваркой под давлением осуществляется с помощью механических агрегатов с пуансонами. В процессе пластической деформации в точках контакта формируется сварное соединение с определенными параметрами. Конфигурация деформирующего эффекта будет зависеть от характеристик пуансона и техники оказания сжатия.
Заключение
На сегодняшний день не существует более действенных способов коррекции дефектов металлической структуры, чем сварка и наплавка.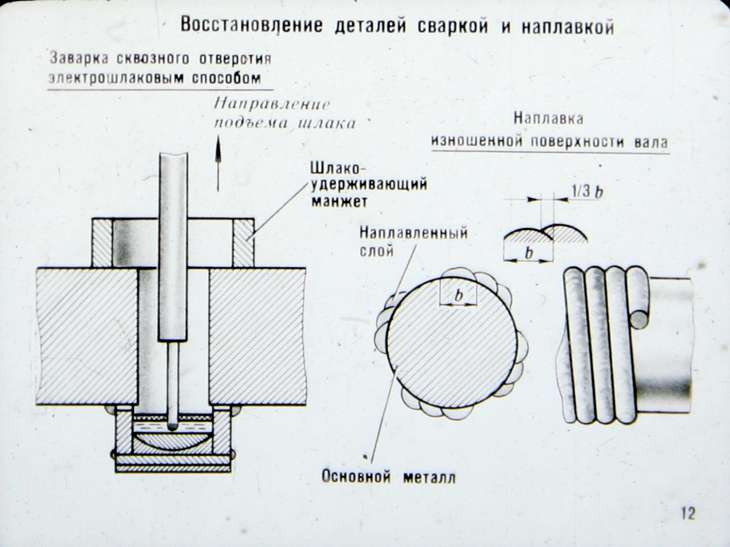 Другое дело, что в данных сегментах наблюдается активное развитие разных методик реализации технологии на практике. Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
Другое дело, что в данных сегментах наблюдается активное развитие разных методик реализации технологии на практике. Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
, — ()
Восстановление изношенных или замена дефектных сборочных единиц (узлов) и деталей
Восстановление деталей применяется при отсутствии запасных частей.
Выбор способа восстановления определяется величиной и характером износа, необходимой термообработкой, конструктивными особенностями, размерами и характером нагрузок, действующих на деталь.
Метод восстановления должен обеспечить полноценность детали в условиях эксплуатации и быть экономически целесообразным.
При выборе метода восстановления необходимо учитывать стоимость восстановления и долговечность не только восстанавливаемой детали, но и детали, с ней сопряженной, т.к. износ сопряженной детали зависит от метода восстановления ремонтируемой детали.
Возможны следующие способы устранения повреждений детали:
1. Повреждения целостности деталей исправляется с помощью сварки и накладок.
2. Геометрическая форма и размеры деталей восстанавливаются с помощью наплавки, металлизации, электролитического наращивания металла, методом пластических деформаций и правкой.
Сварка
Для восстановления поломанных деталей применяют электродуговую сварку постоянным и переменным током.
Для сварки постоянным током используют сварочные генераторы, а для сварки переменным током – сварочные агрегаты с однофазным однопостовым трансформатором.
При сварке толстостенных деталей применяют прямую полярность (плюс – деталь, минус – электрод), чтобы обеспечить прогрев шва, а при сварке тонкостенных – обратную полярность.
Основными требованиями при сварке являются правильная подготовка швов, выбор соответствующих электродов и соблюдение принятой технологии.
Швы под сварку должны быть разделаны рубкой зубилами, фрезерованием, строганием и зачищены шлифовкой.
Электроды и присадочные материалы, применяемые для сварки, выбирают в зависимости от марки материала, из которой изготовлена деталь. Диаметр стержня и толщина покрытия электрода должны быть соразмерны толщине свариваемого шва. Возможно применение пучка электродов по два, три и четыре электрода.
Для снятия напряжений, появившихся в результате сварки, детали подвергают термообработке полностью или в зоне сварного шва. Режим термообработки зависит от размеров и форм детали и поврежденного участка..jpg?1429168978113) Термообработка улучшает структуру металла, снижает напряжения и предупреждает хрупкий излом в сварных швах.
Термообработка улучшает структуру металла, снижает напряжения и предупреждает хрупкий излом в сварных швах.
Наплавка
Наиболее доступный и распространенный метод восстановления деталей. Процесс восстановления детали складывается из наплавки, отжига и механической обработки ее на номинальный размер.
Наплавкой наращивают на изношенной поверхности достаточный слой металла, прочность которого не меньше прочности металла восстанавливаемой детали. Наплавку выполняют на цилиндрических, плоских и фасонных поверхностях. Значительная толщина наплавляемого слоя достигается многослойной наплавкой.
Недостаток наплавки – коробление деталей вследствие возникновения напряжений, обусловленных местным нагревом детали. Во избежании коробления деталь нагревают до температуры 100 – 400 ºС. Кроме того, на цилиндрической детали валики накладывают обратноступенчатой сваркой, а на плоской детали – сваркой вразброс. После наплавки проводят термообработку.
Этот метод восстановления деталей применяют для стальных, чугунных, бронзовых, свинцовых деталей, а также для баббитовых вкладышей подшипников скольжения.
Длинные и тонкие валы наплавкой не восстанавливаются.
Металлизация
Металлизацией называется процесс нанесения расплавленного металла на поверхность изделий с помощью сжатого воздуха. Металл, расплавленный в металлизаторе, распыляется сжатым воздухом на частицы размером в несколько микрометров и в таком виде наносится на поверхность восстанавливаемой детали. Напыление осуществляется послойно, в результате чего металлизацией удается получать покрытия толщиной до 10 мм.
Подготовка поверхности детали при металлизации заключается в обезжиривании ее раствором каустической и кальцинированной соды и в обработке нанесением рваной резьбы (для повышения прочности сцепления напыляемого слоя с деталью).
После металлизации в напыленном слое содержится много окислов.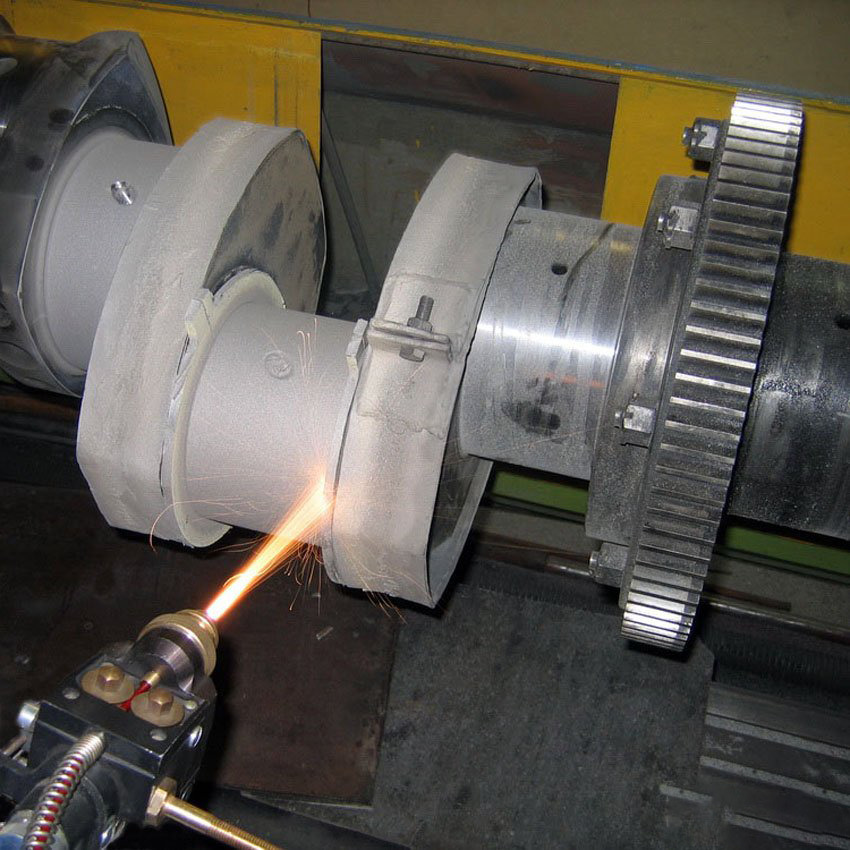 Последующая обработка высокотвердого металлизированного слоя ведется резцами с твердосплавными пластинами.
Последующая обработка высокотвердого металлизированного слоя ведется резцами с твердосплавными пластинами.
Методы электролитического восстановления деталей
К электролитическим методами покрытия деталей относятся осаждение сплавов, хромирование, железирование, никелирование, меднение, цинкование и т.д. Чаще при восстановлении деталей в ремонтной практике находят применение хромирование и железнение. Максимальная толщина покрытия при хромировании может достигать 0,2 – 0,3 мм, а при железнении – 2 – 3 мм.
Хромирование повышает износостойкость детали благодаря твердости и износоустойчивости хрома. Хромированные поверхности обладают высокими антикоррозионными свойствами.
Недостатки хромирования: низкая скорость осаждения (24 – 50 мкм/ч) и плохая смачиваемость хрома маслами. Поэтому хромирование используется только при небольшом степени износа.
Железнение дает возможность получать толстые (до 3 мм) покрытия. Железнение применяется как самостоятельный метод восстановления детали, а также при создании подслоя для хромирования.
Железнение применяется как самостоятельный метод восстановления детали, а также при создании подслоя для хромирования.
Детали перед железнением шлифуют или полируют. Цементованные или закаленные детали перед механической обработкой подвергают отжигу.
Метод пластических деформаций
Восстановление деталей при помощи пластических деформаций основано на способности детали изменять свою геометрическую форму без разрушения под действием внешних сил. Возможны следующие методы восстановления деталей: правка, осадка, раздача, обжим, накатывание и др.
Правку применяют для устранения изгиба, коробления, скручивания.
Этим методом восстанавливают валы, рычаги, кронштейны, шатуны.
Правку можно осуществлять с нагревом и без него. Нагрев уменьшает остаточные напряжения в металле, но одновременно может вызвать коробление детали и изменение структуры металла.
Для правки валов и других элементов конструкции используют винтовые скобы, домкраты, рычажные захваты и другие приспособления.
Рисунок – Пресс для правки валов
1, 6 – подвижные винты; 2, 4 – призмы; 5 — рама
При правке выпучин и вмятин в корпусах аппаратов и емкостей выправляемый участок нагревают. При этом соседние участки для увеличения жесткости могут быть усилены приваркой швеллеров. Выпучины правят ударами кувалды по медной подкладке в направлении от периферии выпучины к центру. Нагрев стенок из легированных сталей не допускается, т.к. он может привести к изменению структуры металла. При невозможности правки устанавливают заплату.
Обжим и раздачу используют для изменения размеров детали. Эти способы применимы только для восстановления мелких и тонкостенных деталей из пластических материалов. Кроме того, эти детали должны иметь простейшую геометрическую форму (втулки из цветных металлов, поршневые кольца и т.д.).
Обработка деталей на ремонтные размеры
Обработка на ремонтные размеры применяется для сопрягаемых деталей с целью восстановления посадки в соединении. При таком виде ремонта одна из сопрягаемых деталей обрабатывается для устранения следов износа, т.е. восстанавливается только качество и форма поверхности, а размер детали изменяется. Вторая деталь целиком изготавливается заново, но уже на новый размер, обеспечивающий проектную посадку в соединении.
При таком виде ремонта одна из сопрягаемых деталей обрабатывается для устранения следов износа, т.е. восстанавливается только качество и форма поверхности, а размер детали изменяется. Вторая деталь целиком изготавливается заново, но уже на новый размер, обеспечивающий проектную посадку в соединении.
В основном этот вид восстановления применяется для пары вал – втулка. При увеличении зазора в сочленении шейка вала протачивается для устранения эллипсности, удаления следов износа, а отверстие (втулка) изготовляется заново с меньшим, чем первоначальное, значением диаметра. Новые размеры деталей соединения отличаются от проектных (номинальных) значений и называются ремонтными.
Этот вид ремонта может применяться несколько раз при допустимом уменьшении диаметра вала на 10 % от его первоначального размера.
Разновидностью обработки на ремонтные размеры является способ дополнительных деталей. При большом износе сопрягаемых деталей между ними устанавливается дополнительная деталь.
В качестве дополнительных деталей применяются втулки, гильзы, кольца, зубчатые венцы, пластины. Обычно толщина устанавливаемой втулки или пластины значительно превышает величину износа детали, поэтому перед установкой дополнительной детали основная деталь обрабатывается по 6 – 9 классу шероховатости со съемом значительного слоя металла.
Условием надежной работы соединения после ремонта является обеспечение необходимого момента трения в посадке дополнительной детали, препятствующего ее проворачиванию или сдвигу. Для обеспечения этого момента трения соединение основной детали с дополнительной осуществляется напрессовкой, приваркой или установкой стопорных винтов.
После установки дополнительная деталь подвергается обработке под номинальный или новый ремонтный размер.
Рисунок — Установка ввертыша
1 – деталь; 2 – ввертыш
Рисунок – Установка резьбовой втулки на вал
1 – вал; 2 – втулка; 3 – стопорный штифт
Метод дополнительных деталей имеет следующие недостатки: снижает усталостную прочность восстановленных деталей, неприменим для восстановления тонкостенных деталей.
Наплавка металлов: значение, виды и выбор
РЕКЛАМА:
Прочитав эту статью, вы узнаете: 1. Значение наплавки 2. Типы наплавки 3. Выбор процесса наплавки 4. Материал подложки 5. Выбор материала наплавки 6. Применение.
Пояснение:
Наплавка — это процесс нанесения одного металла или сплава на другой (основной металл или подложку) для улучшения его износостойких свойств, таких как сопротивление истиранию, коррозии, трению, или для достижения контроля размеров и металлургических нужд.
Процессы, обычно используемые для наплавки, представляют собой процессы сварки плавлением, такие как газовая сварка, дуговая сварка и т. д. Процесс наплавки изначально разрабатывался для нужд бурения нефтяных скважин, но в настоящее время широко используется для всех типов оборудование, инструменты и контейнеры для повышения их срока службы против износа и химического воздействия.
РЕКЛАМА:
Наплавка в равной степени применима как для производства новых изделий, так и для восстановления изношенных изделий. В обоих случаях это продлевает срок службы изделия и экономит дорогостоящий материал. Это приводит к значительным экономическим выгодам.
В обоих случаях это продлевает срок службы изделия и экономит дорогостоящий материал. Это приводит к значительным экономическим выгодам.
Типы покрытия:
Наплавка бывает разных типов, а именно плакирование, наплавка, наплавка и нанесение масла для достижения коррозионной стойкости (для химического износа), износостойкости (для физического износа), контроля размеров (для восстановления изношенных компонентов) и металлургических нужд соответственно.
Эти четыре типа методов наплавки кратко обсуждаются в этом разделе:
1. Обшивка :
ОБЪЯВЛЕНИЙ:
При наплавке толстый слой металла сварного шва, такого как нержавеющая сталь, укладывается на пластину из углеродистой или низколегированной стали, чтобы сделать ее коррозионностойкой. Покрытие должно также противостоять локальной коррозии, такой как точечная, щелевая, межкристаллитная коррозия и коррозионное растрескивание под напряжением.
Для плакирования обычно используется нержавеющая сталь или один из сплавов на основе никеля, хотя для некоторых конкретных применений также используются сплавы на основе меди, серебра и свинца.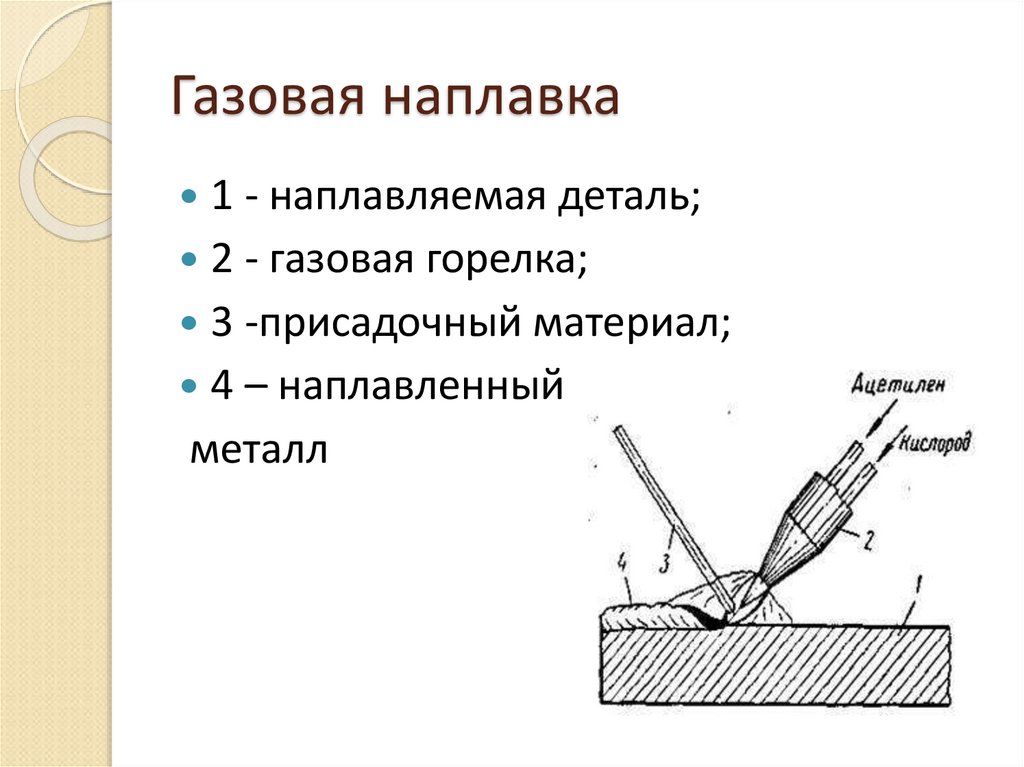
Хотя основным преимуществом плакирования является создание недорогой коррозионностойкой поверхности, оно также сочетает в себе высокопрочный материал, такой как низколегированная сталь, для подложки с коррозионностойким материалом, таким как нержавеющая сталь. Однако, как правило, прочность материала оболочки не учитывается при проектировании компонента.
В основном плакирование применяется при производстве сосудов для химических, бумажных, нефтеперерабатывающих и атомных электростанций. Реакторы с медным покрытием используются для производства пива, которое также вызывает коррозию, в то время как предприятия по переработке и упаковке пищевых продуктов широко используют нержавеющую сталь, чтобы избежать коррозионного воздействия пищевых продуктов.
РЕКЛАМА:
2. Наплавка:
При наплавке металл наносится на другую поверхность, чтобы повысить твердость поверхности и сделать ее устойчивой к истиранию, ударам, эрозии, истиранию и кавитации.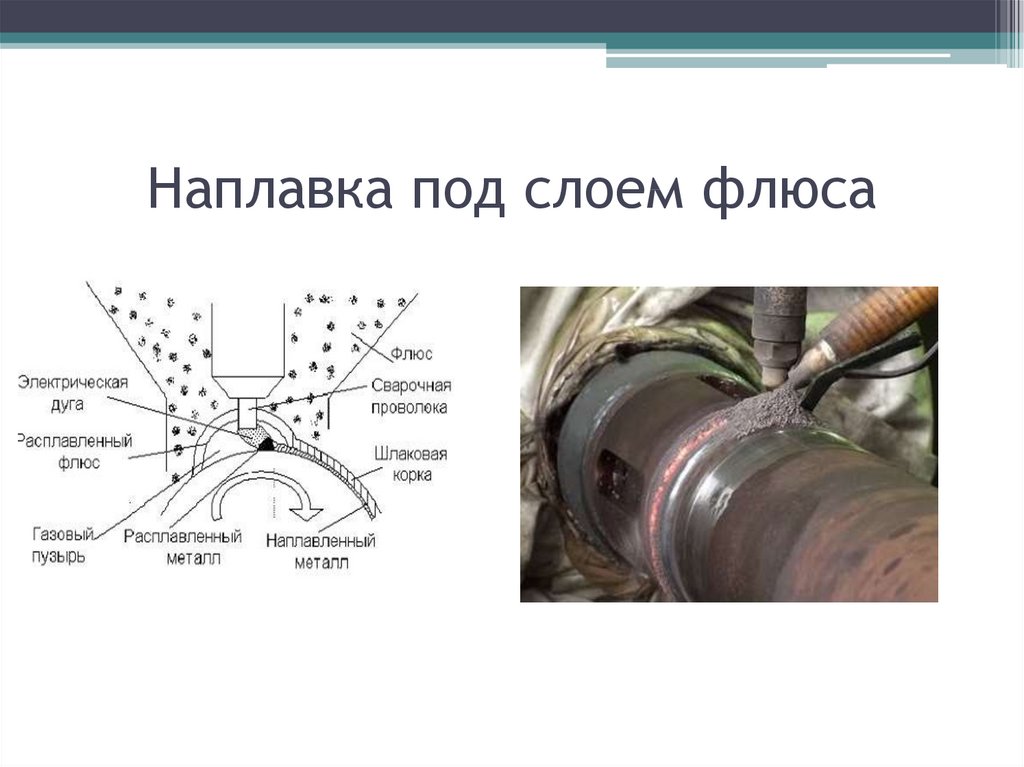 Как и в случае наплавки, прочность наплавочного слоя не учитывается в конструкции детали.
Как и в случае наплавки, прочность наплавочного слоя не учитывается в конструкции детали.
Сопротивление истиранию является наиболее важным применением наплавки. Как правило, наносится максимум три слоя упрочняющих сплавов. Поскольку чрезмерное разбавление снижает эффективность наплавки, важно избегать чрезмерного проникновения и плохого сцепления соседних валиков. Конструкция должна обеспечивать достаточную опору для покрытия, и, насколько это возможно, оно должно подвергаться нагрузке на сжатие, а не на растяжение или сдвиг. В этих условиях наплавка может эффективно доказать свои экономические преимущества.
Наплавка
находит широкое применение в строительном оборудовании, включая бульдозерные отвалы, скребковые отвалы и желоба для камней, а также в текстильном оборудовании и облицовке клапанов двигателей.
РЕКЛАМА:
3. Наращивание:
Наплавка — это восстановление изношенных деталей с целью восстановления их первоначальной формы и размеров. В отличие от наплавки и наплавки прочность металла шва, образующего нарост, является необходимым фактором при проектировании компонента, поскольку материал должен заменить часть исходной части компонента, которая изнашивается.
В отличие от наплавки и наплавки прочность металла шва, образующего нарост, является необходимым фактором при проектировании компонента, поскольку материал должен заменить часть исходной части компонента, которая изнашивается.
Поэтому состав и свойства наплавленного металла шва обычно аналогичны основным наплавляемым металлам.
Метод наплавки широко используется в землеройной технике, например зубья ковшей драглайнов, кромки бульдозерных отвалов и скребков восстанавливаются путем наплавки. Железные дороги также используют наплавку для восстановления износа железнодорожных колес, а также стрелочных переводов и узлов.
РЕКЛАМА:
4. Намазывание маслом:
Промасливание — это процесс нанесения одного или нескольких слоев материала между теми металлургически несовместимыми материалами, которые по отдельности обладают совместимостью с материалом, образующим промасливающий слой. Он используется, в частности, для соединения нержавеющей стали с основным металлом из углеродистой или низколегированной стали.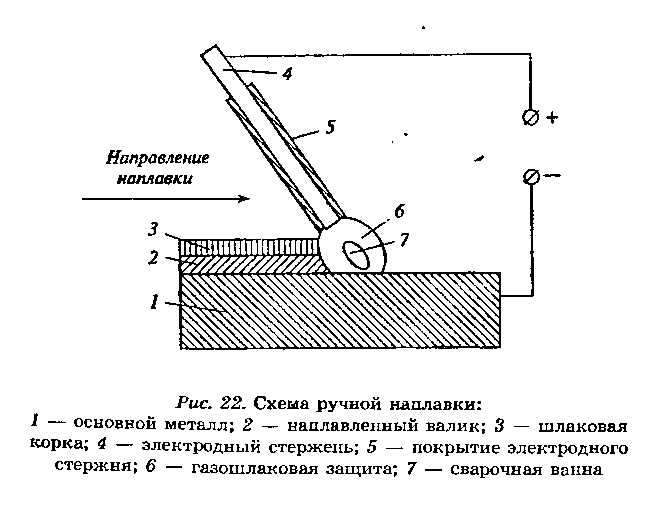
Если слой масла не используется, коррозионная стойкость нержавеющей стали будет снижена, но если слой материала с высоким содержанием никеля или Ni-Cr наносится на черный металл перед нанесением высоколегированной нержавеющей стали, никакого ухудшения коррозионной стойкости не наблюдается.
Обычный пример этого процесса можно найти на атомной электростанции для соединения плакированной нержавеющей стали с патрубком из низколегированной стали, смазанным сплавом Ni-Cr-Fe, с трубопроводом из нержавеющей стали с использованием присадочного металла Ni-Cr-Fe. Его также можно использовать для соединения углеродистой стали с низколегированной сталью, когда необходимо избежать снятия напряжения с завершенного сварного шва.
РЕКЛАМА:
Деталь можно подвергать термообработке после нанесения масла. При проектировании соединения необходимо учитывать прочность слоя смазки.
Хотя термины «наращивание» и «масло» широко используются, они не имеют официального статуса; предполагается, что к ним относится наплавка или более часто употребляемый термин облицовка.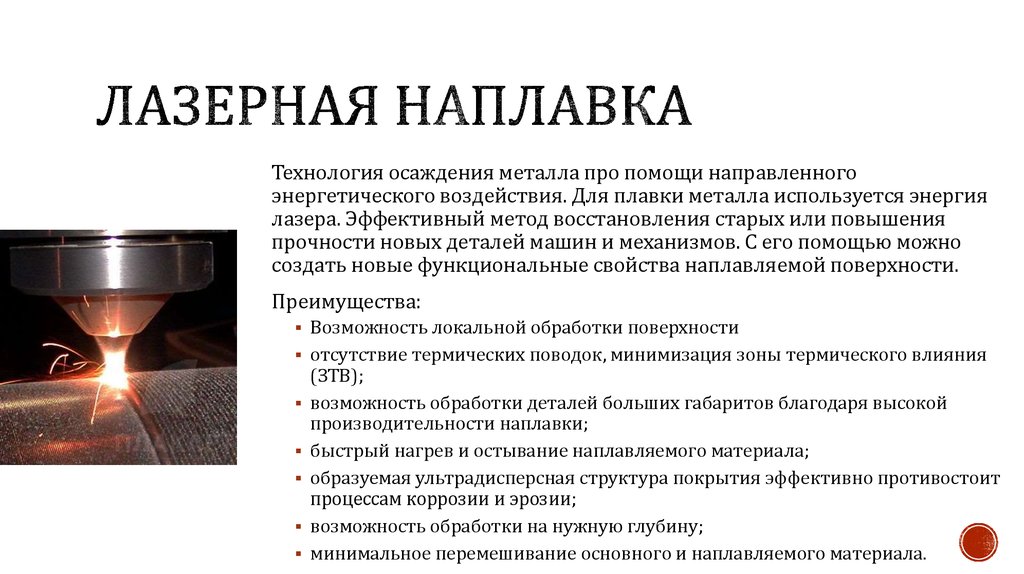
Выбор процесса наплавки:
Выбор процесса наплавки зависит от материала подложки, типа и характера требуемого покрытия, производительности, размера и формы компонента, подлежащего наплавке, условий эксплуатации, в которые он должен быть помещен, и наличия оборудования. .
Кислородно-ацетиленовая наплавка используется для многих применений как в мастерских, так и в полевых условиях, где поглощение углерода не является проблемой. Этот процесс приводит к медленному нагреву и охлаждению подложки, поэтому вероятность развития напряжения и растрескивания меньше. Стоимость оборудования низкая. Обычно используется для нанесения специализированных кобальтовых сплавов на относительно тонкую кромку; угольные долота, например, часто наплавляются методом кислородно-ацетиленовой наплавки.
РЕКЛАМА:
Процесс наплавки дуговой сваркой в среде защитного металла выполняется быстрее и в целом дешевле, если задействовано большое количество компонентов.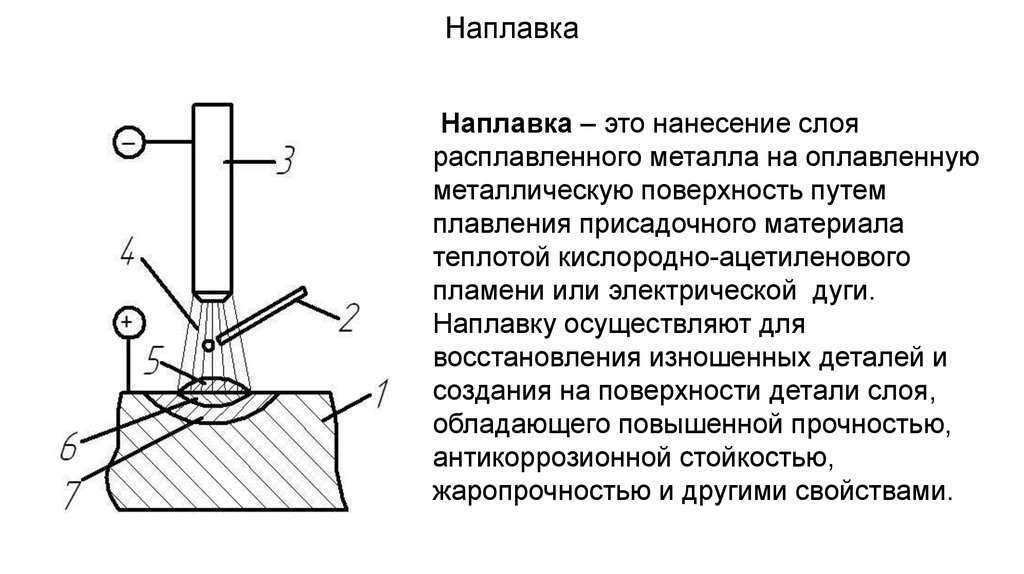 Требуемая квалификация ниже, чем в случае кислородно-газовой наплавки. Однако из-за более высоких скоростей нагрева и охлаждения термические напряжения, возникающие в основном металле и наплавке, довольно высоки, что приводит к повышенной склонности к растрескиванию.
Требуемая квалификация ниже, чем в случае кислородно-газовой наплавки. Однако из-за более высоких скоростей нагрева и охлаждения термические напряжения, возникающие в основном металле и наплавке, довольно высоки, что приводит к повышенной склонности к растрескиванию.
Этот процесс широко используется для ремонта и наплавки общего назначения, для которых имеются нужные электроды. Этот процесс экономичен и легко доступен в большинстве магазинов и полевых мастерских. Он находит широкое применение при наплавке фасонных деталей, деталей землеройных машин, режущих головок земснарядов, валов, инструментов и т. д.
Наплавка под флюсом применяется в цехах, а не в полевых условиях. Он лучше всего подходит для применения в тех случаях, когда одни и те же или аналогичные детали наплавляются на регулярной основе, например, башмаки роликовых гусениц, барабаны, зубчатый венец экскаватора. Процесс под флюсом с использованием ленточных электродов из нержавеющей стали часто используется для наплавки атомных судов, чтобы увеличить срок их службы и снизить первоначальные затраты.
Наплавка методом FCAW может применяться в тех случаях, когда обычно используется SMAW, однако для этого требуется наличие трубчатой порошковой проволоки в намотанной форме. Его можно использовать как в цеху, так и в полевых условиях, например, для наплавки кромки ковша.
GMAW часто используется для наплавки, например, небольших валов, как в полуавтоматическом, так и в автоматическом режимах. Он также в основном используется для наплавки небольших деталей сложной формы, с которыми трудно работать, если необходимо удалить шлак между проходами. Наплавку дугой короткого замыкания, т. е. методом переноса погружением, можно с успехом применять для цилиндрических деталей диаметром от 8 до 200 мм.
Процесс
GTAW используется для наплавки для укладки наплавок превосходного качества, требующих минимальной последующей обработки, например, инструментов и штампов.
РЕКЛАМА:
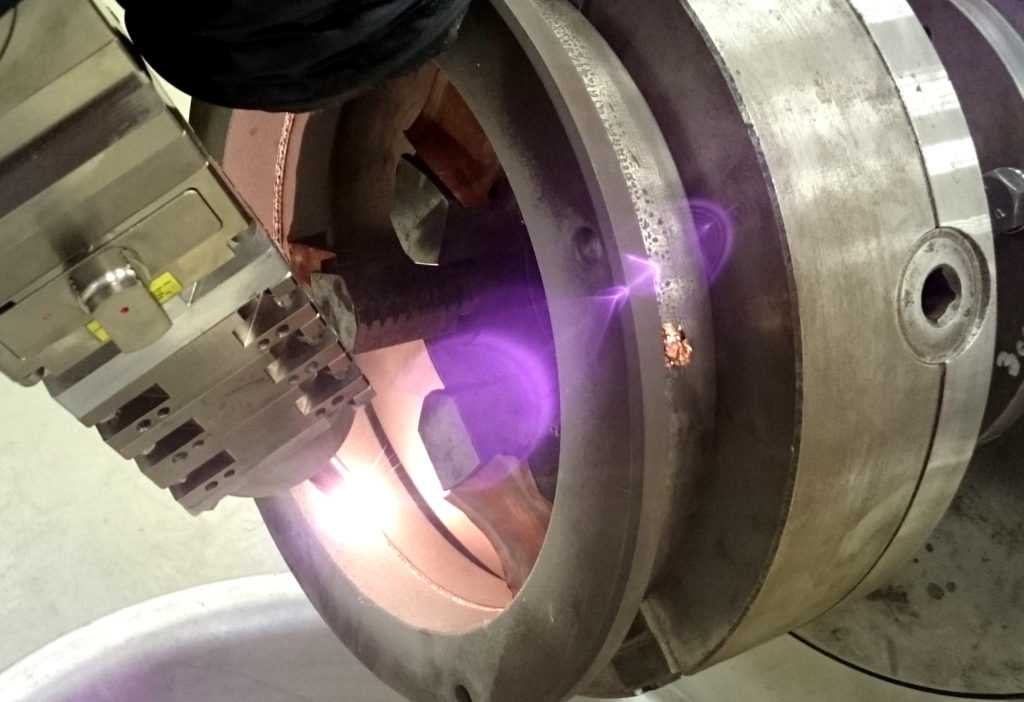
Метод плазменной дуговой наплавки
используется для приложений, аналогичных тем, которые обрабатываются процессом GTAW. Однако из-за очень высокой температуры плазмы его можно использовать в тех случаях, когда наплавка методом GTAW невозможна.
Однако из-за очень высокой температуры плазмы его можно использовать в тех случаях, когда наплавка методом GTAW невозможна.
Метод электрошлаковой наплавки применяется для наплавки большого количества металла или для специальных применений, например, широко используется для восстановления молотков дробилок. Для этого приложения используются специальные приспособления, чтобы ускорить выполнение работы в короткие сроки.
Аварийные работы лучше всего выполнять с помощью плавки в печи при условии наличия подходящей печи для выполнения этой операции.
Материал подложки для покрытия:
В то время как выбор материала покрытия основан на его предполагаемом использовании, выбор основного материала для использования в качестве подложки определяется не только его свариваемостью и механическими свойствами, но также конструкционным дизайном или формообразующими соображениями.
Для общего применения лучшим базовым материалом обычно является нелегированная углеродистая сталь с содержанием углерода от 0,20 до 0,9. 5 процентов, который охватывает большую часть низко- и среднеуглеродистых сталей, а также более низкие сорта высокоуглеродистых сталей. Основной металл из простой углеродистой стали с содержанием углерода 0,45 % довольно популярен из-за хорошей свариваемости и прочности после наплавки.
5 процентов, который охватывает большую часть низко- и среднеуглеродистых сталей, а также более низкие сорта высокоуглеродистых сталей. Основной металл из простой углеродистой стали с содержанием углерода 0,45 % довольно популярен из-за хорошей свариваемости и прочности после наплавки.
Стали с содержанием углерода 0,50% или выше могут удовлетворительно наплавляться кислородно-ацетиленовым процессом из-за низкого тепловложения и длительного цикла охлаждения из-за распространения тепла. Предварительный нагрев до температуры от 260 до 315 °C необходим для предотвращения теплового удара при начальном нагреве и быстрого рассеивания тепла при наплавке дуговой сваркой в среде защитного металла.
РЕКЛАМА:
Компоненты из низколегированной стали можно наплавлять, следуя почти той же процедуре, что и для простых углеродистых сталей, имеющих аналогичную тенденцию к затвердеванию.
Для очень жесткой подложки аустенитная марганцевая сталь, широко известная как сталь Гадфильда, вероятно, является самой прочной доступной и довольно дешевой в виде отливок. Он поддается сварке и имеет предел текучести около 380 МПа.
Он поддается сварке и имеет предел текучести около 380 МПа.
Серые чугуны из-за их хрупкости требуют особых мер предосторожности при наплавке сплавами на стальной основе; однако применимы некоторые низкоплавкие аустенитные сплавы, сплавы на основе кобальта и сплавы на основе никеля и меди.
Белый чугун и ковкий чугун не рекомендуется использовать в качестве подложки для наплавки, так как они теряют свои основные характеристики при нагреве. Медь, латунь и бронза также не подходят в качестве подложек для наплавки.
Выбор материала покрытия:
Выбор наплавочного сплава зависит от характера износа, которому должен подвергаться наплавленный компонент во время эксплуатации.
Эти условия, вызывающие износ, обычно являются результатом следующих шести типов комбинаций:
РЕКЛАМА:
1. Истирание без сильного удара,
2. Сочетание истирания и сильного удара,
3. Качение, скольжение и контакт металл-металл,
4. Эрозия и коррозия,
Эрозия и коррозия,
5. Режущие кромки, работающие при нормальных температурах, и
6. Поверхности, подвергающиеся эксплуатации при повышенных температурах.
РЕКЛАМА:
Поверхности, подверженные истиранию без сильного удара, такие как лемехи, лопаты, тракторные катки, роторные долота для бурения нефтяных скважин, отвалы, зажимы для земснарядов и желоба для транспортировки сыпучего материала, покрыты материалом, подобным карбиду хрома.
Комбинированное истирание и сильный удар встречаются в таком оборудовании, как ковши и зубья экскаваторов, конусы камнедробилки, кромка бульдозера, зубья грейфера и желоба, по которым сбрасываются тяжелые куски. Для наплавки этих компонентов лучше всего подходят полуаустенитные стали и марганцевые стали.
Винтовые конвейеры и буровые инструменты обычно защищены твердыми материалами, такими как карбиды. Нержавеющие стали используются для обеспечения коррозионной стойкости и защиты от эрозии в водяных насосах и последствиях, требующих хорошей ударопрочности.
Поверхности, подверженные качению, скольжению и металлическому контакту в таких деталях, как зубья звездочки, втулки и втулки, поверхности качения, крановые колеса и валы, которые должны работать со смазкой, могут быть покрыты аустенитной марганцовистой сталью или аустенитной нержавеющей стали, а подшипники, работающие при высоких температурах, наплавляются карбидом хрома, нержавеющими сталями, сплавами с высоким содержанием хрома и никеля.
Комбинированный эффект или эрозия и коррозия, которые встречаются в клапанах и их седлах для управления паром, водой, маслом и т. д., могут быть уменьшены и компенсированы отложениями, образующимися путем наплавки аустенитными сплавами нержавеющей стали.
Режущие кромки, работающие при нормальных температурах, такие как ножницы по металлу, пробойники, измельчители кормов (фуража), инструменты для очистки земли, сверла для земли, лезвия измельчителей и т. д., должны быть покрыты материалом, обладающим самозатачивающимися свойствами; отложения карбида вольфрама хорошо служат этому условию.
РЕКЛАМА:
Поверхности, подвергающиеся воздействию высоких температур, такие как, например, седла клапанов двигателей, штампы для горячего волочения или горячего формования и т. д., требуют ударной вязкости, жаропрочности, сопротивления ползучести, стойкости к окислению и эрозионной стойкости выхлопными газами. Наплавочным материалом, наиболее подходящим для этих применений, являются сплавы Cr-Co-W, аустенитные стали, мартенситные стали со средним содержанием углерода и сплавы типа Ni-Cr-Mo.
Области применения:
Наплавка в равной степени применима как для производства новых, так и для восстановления изношенных компонентов. В обоих случаях это продлевает срок службы изделия и экономит дорогостоящие материалы.
Существует бесчисленное множество инженерных продуктов, которые регулярно появляются на поверхность, чтобы поддерживать их в рабочем состоянии до тех пор, пока это не станет экономически выгодным.
В частности, наплавка используется при производстве или утилизации следующих типов оборудования:
1. Части сельскохозяйственного и землеройного оборудования, такие как опорные валки тракторов, зубья рукояти, плужные лапы, буровые конусы, цапфы бульдозеров, ковши драглайнов, культиваторные лапы, копательные анусы и т. д.
Части сельскохозяйственного и землеройного оборудования, такие как опорные валки тракторов, зубья рукояти, плужные лапы, буровые конусы, цапфы бульдозеров, ковши драглайнов, культиваторные лапы, копательные анусы и т. д.
2. Оборудование для дробления угля и цемента и металлургические заводы, такие как формы, щеки дробилок, конусы доменных печей, дробильные валки и молоты, конвейерные шнеки, шнеки для извлечения угля, лопасти асфальтосмесителей и т. д.
3. Кузнечно-прессовые детали, такие как штампы, штампы и т. д.
4. Буровые установки и резцы угля, например, буровые долота, резцы и т. д.
5. Режущие инструменты, такие как блюминги, инструменты для резки, сверления, развертывания и фрезерования и т. д.
6. Валки прокатные.
7. Ободья железнодорожных колес, стрелочные переводы, соединения и крестовины.
8. Клапаны и седла клапанов двигателей внутреннего сгорания.
9. Сосуды под давлением и резервуары для хранения.
10. Ножи и режущие инструменты, такие как измельчитель кормов (для фуража), грейдерные ножи, ножи для измельчения мопсов и т. д.
Ножи и режущие инструменты, такие как измельчитель кормов (для фуража), грейдерные ножи, ножи для измельчения мопсов и т. д.
Ремонт композитных поверхностей
Ремонт вмятин и вмятин на самолетах из листового металла часто довольно прост, и оценка ущерба для ремонта обычно не вызывает затруднений. То же самое и с самолетом, обтянутым тканью. Вы смотрите под тканью на наличие каких-либо структурных повреждений, ремонтируете их, если они есть, а затем восстанавливаете ткань с помощью заплатки и нескольких химикатов. В обоих случаях вы снова летите в короткие сроки (конечно, в зависимости от серьезности повреждений).
Ремонт композитного самолета не всегда так прост. Хотя внешнее повреждение композитного материала легко заметить, обнаружить повреждение под ним часто бывает сложно. После оценки всех повреждений ремонт композитной конструкции обычно означает увеличение времени простоя из-за времени, необходимого для отверждения смол и клеев.
Например, строитель (конечно, не вы) случайно уронил гаечный ключ на крыло составного самолета. Все, что видит строитель, — это небольшая трещина на поверхности, но не повредил ли удар гаечного ключа нижнюю поверхность? Будет ли трещина позволять влаге проникать внутрь детали? Как строитель может сказать, каков общий ущерб? Как он или она ремонтирует его — и должен ли строитель делать ремонт?
Все, что видит строитель, — это небольшая трещина на поверхности, но не повредил ли удар гаечного ключа нижнюю поверхность? Будет ли трещина позволять влаге проникать внутрь детали? Как строитель может сказать, каков общий ущерб? Как он или она ремонтирует его — и должен ли строитель делать ремонт?
По закону, если у вас есть серийный самолет из композитных материалов, только сертифицированный механик планера и силовой установки или ремонтная мастерская может произвести и подписать ремонт, хотя некоторые из них могут позволить вам помочь в ремонте. Если у вас есть самолет любительской постройки, вы можете отремонтировать его независимо от вашей квалификации. Но давайте применим к этому здравый смысл. Если вы не строили самолет и не имеете базовых знаний о композитных материалах, вам не нужно пытаться ремонтировать его. Вам следует обратиться за помощью во всем, что выходит за рамки ремонта простых косметических царапин на поверхности.
Композитные раны
Как и люди, композитные самолеты получают несколько типов ран. Ангарная сыпь или поверхностные потертости — это небольшие царапины и вмятины, которые можно легко исправить. Колотые раны обычно являются результатом какого-либо удара. Повреждение может быть вызвано падением инструмента на поверхность или случайным прокалыванием области острым предметом.
Ангарная сыпь или поверхностные потертости — это небольшие царапины и вмятины, которые можно легко исправить. Колотые раны обычно являются результатом какого-либо удара. Повреждение может быть вызвано падением инструмента на поверхность или случайным прокалыванием области острым предметом.
Часто трудно обнаруживаемое «отслоение» представляет собой серьезное повреждение, обозначающее разделение кожи и нижележащего материала сердцевины. Деламинация – один из самых распространенных видов повреждений. Ударная сила, такая как столкновение с птицей или удар о дверь ангара, может вызвать расслоение, которое может быть видно, если оно находится вблизи поверхности.
Сила удара также может привести к повреждению ядра, и это может произойти во время строительства. Все ядра подвержены повреждениям. Виновником может быть чрезмерное тепло, а также утечка топлива, которая может полностью разъесть внутренний пенопластовый сердечник. Солнечные УФ-лучи, средства для снятия краски, удары и другие воздействия могут повредить смолу. Сложно определить степень повреждения смолы и результирующую общую прочность конструкции.
Сложно определить степень повреждения смолы и результирующую общую прочность конструкции.
Проникновение воды является более серьезной проблемой для самолетов с сотовым заполнителем, но вы можете столкнуться с ней и с другими типами материалов заполнителя. Вода просачивается в нижележащие ламинаты через трещины, которые образуются в поверхностных материалах. Если достаточное количество воды попадает в материал сердцевины, со временем она увеличивает вес конструкции, и этот вес может создать проблемы с балансировкой управления полетом. А если вода замерзнет, лед может расслоиться или иным образом повредить ядро. Наконец, серьезные структурные повреждения обычно являются результатом перенапряжения конструкции, аварий и т. д.
Простой ремонт
Здесь мы обсудим простой ремонт, потому что только знающие механики или строители должны выполнять капитальный ремонт конструкций. Не пытайтесь ремонтировать основные структурные компоненты, если у вас нет полного понимания того, что вы делаете, и если у вас нет поддержки от проектировщика или производителя комплекта. Шаги, связанные с композитным ремонтом:
Шаги, связанные с композитным ремонтом:
- Обнаружение и оценка повреждения
- Определите компонент
- Удалить краску
- Дизайн ремонта
- Получить материалы и инструменты
- Удалить поврежденный участок
- Произвести ремонт
- Разрешить надлежащее время отверждения
Обнаружение повреждений- Как уже упоминалось, найти и оценить повреждение композитной конструкции не всегда просто, а может быть и очень сложно. Поверхностные повреждения очевидны, но основные структурные повреждения часто остаются незамеченными. Без сложных методов обнаружения, таких как ультразвуковой контроль, может быть невозможно обнаружить повреждения под поверхностью.
Визуальный осмотр и «испытание на удар» являются наиболее распространенными методами контроля, которыми располагают строители. Визуальное определение повреждений не требует пояснений, а крупные повреждения сразу бросаются в глаза. Задача состоит в том, чтобы установить степень менее очевидного повреждения. Ищите поверхностные трещины, вмятины, царапины, неровности или бугры, которых вы раньше не видели. Тепловое повреждение (особенно на капоте двигателя) меняет цвет краски и т. д. Если вы не уверены в какой-либо области, попросите кого-нибудь, имеющего опыт работы с составными частями, осмотреть эту область. Всегда помните, что визуальный осмотр выявляет только поверхностные повреждения. Это может ввести в заблуждение из-за возможности повреждения конструкции под ним.
Задача состоит в том, чтобы установить степень менее очевидного повреждения. Ищите поверхностные трещины, вмятины, царапины, неровности или бугры, которых вы раньше не видели. Тепловое повреждение (особенно на капоте двигателя) меняет цвет краски и т. д. Если вы не уверены в какой-либо области, попросите кого-нибудь, имеющего опыт работы с составными частями, осмотреть эту область. Всегда помните, что визуальный осмотр выявляет только поверхностные повреждения. Это может ввести в заблуждение из-за возможности повреждения конструкции под ним.
Испытание постукиванием — это простой метод проверки, который работает довольно хорошо, особенно на тонких ламинатах. Нажмите на область с монетой (подойдет четверть). Прислушайтесь к изменению тона постукиваний, когда вы переходите из одной области в другую. Чтобы настроить ухо, коснитесь области, которая, как вы знаете, является звуковой, а затем сравните звук, который вы слышите, постукивая по области с подозрением на повреждение. Изменение звука, как правило, указывает на проблему, которая скрывается за ним — расслоение или повреждение ламината.
Изменение звука, как правило, указывает на проблему, которая скрывается за ним — расслоение или повреждение ламината.
Этот метод можно использовать для определения повреждений, требующих ремонта. Для этого теста доступны небольшие метчики, а в мастерских по ремонту композитных материалов есть электронные молотки, которые показывают изменения плотности материала при ударе по области. При выполнении ударного теста имейте в виду, что повреждение на задней стороне конструкции может быть более существенным, чем там, где вы тестируете.
Вот в чем дело. Предположим, вы ударили горной породой или уронили инструмент на композитную поверхность. Даже легкое повреждение будет распространяться в конусообразной области от точки удара. Это означает, что расслоения могут возникать на нескольких слоях, и обычно они будут больше на обратной стороне конструкции, чем на ударной стороне. Это относится как к твердым ламинатам, так и к сэндвич-структурам.
Во время теста постукиванием попытайтесь получить доступ к задней части конструкции, где часто можно обнаружить большую площадь повреждения. Если вы не можете добраться до задней стороны, по крайней мере, знайте, что поврежденная область будет более обширной на этой стороне. Постукивание в месте удара не выявит это повреждение.
Если вы не можете добраться до задней стороны, по крайней мере, знайте, что поврежденная область будет более обширной на этой стороне. Постукивание в месте удара не выявит это повреждение.
Если вы не можете полностью определить степень повреждения, вы можете доставить самолет в ремонтную мастерскую, где есть более сложное испытательное оборудование, такое как ультразвук (и даже ультразвук имеет определенные ограничения).
Идентификация компонентов . В идеальной ситуации вы идентифицируете составные компоненты до того, как будете ремонтировать конструкцию. Другими словами, вы знаете природу материала сердцевины, тип используемой смолы и армирующего волокна, а также количество слоев ткани и их ориентацию. Эта информация поможет вам сделать правильный ремонт, и если вы построили самолет, он у вас будет. Если вы не строили самолет, вы сможете найти детали конструкции в журнале строителя или получить данные от дизайнера или производителя комплекта.
Удаление краски — Удаление краски поможет вам лучше определить степень повреждения и идентифицировать материалы компонентов. Не используйте растворители для снятия краски. Они увеличат ущерб, который вы восстанавливаете. Шлифование, вероятно, лучший способ удалить краску.
Не используйте растворители для снятия краски. Они увеличат ущерб, который вы восстанавливаете. Шлифование, вероятно, лучший способ удалить краску.
Проектирование ремонта -После определения степени повреждения необходимо спроектировать ремонт. Если площадь значительна, вы, вероятно, захотите привлечь дизайнера или производителя комплекта. Это, безусловно, верно, если ремонт касается конструктивной детали. Вам нужно будет определить повреждения и решить, насколько глубоким должен быть ремонт. Другими словами, вам нужно заменить слои стекла? Поврежден ли материал сердцевины, и если да, то нужно ли вам заменить его часть? Какой тип материала вам понадобится? А как насчет инструментов? Что-нибудь особенное? Какой вид ремонта необходим?
Существует четыре основных вида ремонта. Неструктурный ремонт носит в основном косметический характер и включает шпаклевку, шлифовку и перекраску. Полуструктурный ремонт – это ремонт, при котором прочность конструкции не важна. Примером может служить ремонт методом «подключи и заплаты», при котором вы удаляете и заменяете часть основного материала и восстанавливаете область с помощью ламината.
Примером может служить ремонт методом «подключи и заплаты», при котором вы удаляете и заменяете часть основного материала и восстанавливаете область с помощью ламината.
Инъекционный ремонт часто используется для устранения расслаивания. Вы смешиваете немного смолы и впрыскиваете ее в поврежденный участок с помощью шприца. Обычно это ограничивается повреждением одного слоя. Обычно считается временной мерой, это быстрый и недорогой ремонт, который обычно не длится долго.
Очевидно, что структурный ремонт используется в элементах конструкции самолета. Он гораздо более обширен, чем другие ремонты, рассмотренные выше, и включает в себя несколько различных методов. Вы можете удалить поврежденную область, используя метод шарфа, который сужает ламинат по мере удаления плохих слоев. Полученный ремонт будет на одном уровне с поверхностью самолета. Ступенчатое удаление — еще один метод. Это , похожее на заплатку для шарфа, за исключением того, что вы обрезаете нижележащие слои один за другим в виде террас.
