Заточка сверла под нержавейку: Заточка сверла под нержавейку
Содержание
Как просверлить нержавейку. Советы по выбору сверла для нержавейки
Из нержавеющей стали изготавливают много разных деталей и изделий. Этот металл востребован благодаря своей стойкости к коррозии. Во время обработки бывает нужно сделать отверстие в нем подручными средствами. Дело в том, что от обычной стали сплав отличается повышенной вязкостью, а это чревато быстрым выходом из строя режущего инструмента в связи с перегревом. И здесь возникает вопрос, как просверлить нержавейку в домашних условиях. Видеоуроки на эту тему помогут только в том случае, если знать тонкости проведения таких операций.
Не каждый может позволить себе специализированный станок, позволяющий легко проводить обработку сплава. В условиях домашней мастерской чаще можно рассчитывать на обычную дрель и такие же сверла. Поэтому умельцы имеют целый арсенал хитростей, помогающих эффективно просверлить нержавейку.
Работая с токарным или сверлильным оборудованием, нужно быть предельно осторожным и не нарушать правил техники безопасности во время эксплуатации электрических станков.
Правильный выбор сверла для нержавейки
Для нержавейки не подойдут обычные сверла для работы по металлу. Поэтому для нормального сверления нужно разобраться, чем просверлить нержавейку.
Если сверлить нужно материал в изделии с небольшой толщиной от 1 до 2 миллиметров, то можно попробовать использовать обыкновенное спиральное сверло по металлу. Режущие кромки такого сверла должны иметь угол заточки 120 градусов.
Важно сверлить с небольшой частотой вращения (около 100 оборотов в минуту).
Если же толщина металла больше или меньше указанной выше, то лучше перед началом работ заготовить специальные сверла для нержавеющей стали.
Для сверления нержавеющей стали хорошо подходят стальные сверла, легированные кобальтом. Содержание кобальта должно составлять минимум 5 %. Такие стали обычно имеют бледный желтоватый оттенок на поверхности.
Зарубежные стали обычно имеют в маркировке или торговом обозначение знак «Со», иногда с указанием содержания кобальта в процентах. Еще одним важным легирующим элементом является вольфрам, которого в составе должно быть до 20 %. Кобальтовые сверла изготавливают по стандарту DIN 338. Основные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
Еще одним важным легирующим элементом является вольфрам, которого в составе должно быть до 20 %. Кобальтовые сверла изготавливают по стандарту DIN 338. Основные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
Одной из подходящих марок стали для сверла по нержавейке является Р6М5. В ее составе содержится более 5 % ванадия, молибдена и вольфрама. Буква «Р» в начале маркировки говорит о том, что эта сталь быстрорежущая. Зарубежные аналоги этой марки обычно имеют в маркировке символы HSS – быстрорежущая сталь. Такими аналогами может быть сталь S600-S601 или 1.3343 либо М2. Еще хорошо подходит сверло по нержавейке, изготовленное из сталей Р6М5К5 и Р18. Режущие кромки затачивают под угол от 125 до 135 градусов.
Если же вы хотите получить отверстие в тонколистовой стали (до 1 миллиметра), то лучше всего использовать коническое ступенчатое сверло по нержавеющей стали. Отверстие, полученное таким сверлом, будет иметь точные размеры, а также высокое качество обрабатываемых поверхностей.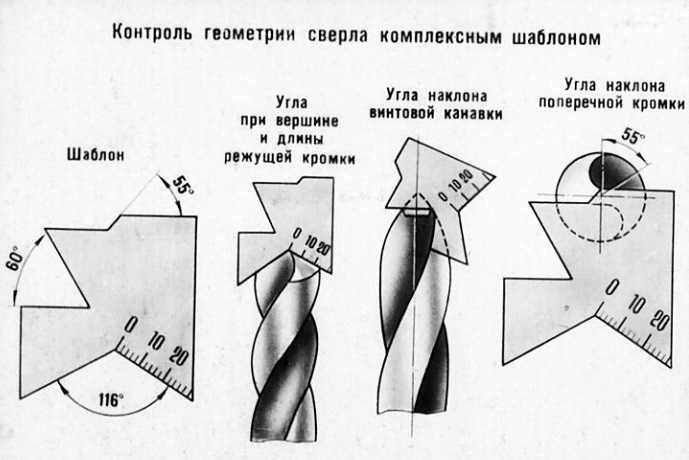 Оно также должно быть изготовлено из легированной кобальтом стали и иметь желтоватый оттенок.
Оно также должно быть изготовлено из легированной кобальтом стали и иметь желтоватый оттенок.
Отличительные признаки
Рассмотрим основные особенности, которые отличают сверла по металлу кобальтовые от других подобных инструментов.
- Материалом изготовления таких сверл является только быстрорежущая сталь.
- В качестве основного легирующего элемента, улучшающего характеристики материала изготовления, используется кобальт. Сверла из быстрорежущей стали, легированной кобальтом, способны успешно переносить значительные механические и тепловые нагрузки, что дает возможность успешно применять их для сверления труднообрабатываемых материалов даже без использования принудительного охлаждения.
- Стандартный угол заточки кобальтового сверла, сформированный режущими кромками, составляет 135°.
Отличительные признаки кобальтовых сверл
Технология сверления нержавейки
Если вы правильно подобрали соответствующее сверло и уже имеете, чем сверлить нержавейку, необходимо разобраться в правильной технологии металлорежущих операций. Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла.
Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла.
Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.

- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла.
 Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса. Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.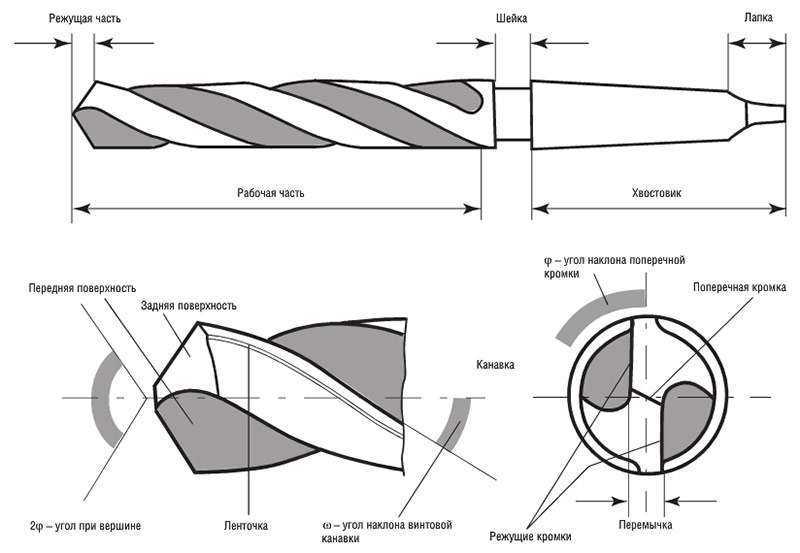
Как сверлить нержавейку в домашних условиях?
При выполнении слесарных работ по сверлению нержавеющего металла не всегда под рукой имеются профессиональные сверлильные станки. Не каждый домашний мастер может похвастаться наличием специализированных аппаратов. Поэтому далее будет представлена краткая информация о том, как просверлить нержавейку в домашних условиях.
Основным недостатком работы в таких условиях является невозможность бесперебойной подачи смазочной жидкости в рабочую область. Поэтому при необходимости получения отверстия на горизонтальной поверхности применяют следующий метод. Заготовка выравнивается строго по горизонтали и закрепляется. Место будущего отверстия размечается и накерняется для облегчения центровки. На отверстие устанавливается отрезок полимерной либо стальной трубки. Внутренний диаметр такой трубки должен немного превышать диаметр сверла. Затем в трубку наливают смазывающую жидкость. Если вы не имеете специальную СОЖ, то можно налить в трубку машинное масло или даже оливковое масло. Производить сверление необходимо в этой ванне. При разбрызгивании или выливании жидкости следует пополнять ванну.
Производить сверление необходимо в этой ванне. При разбрызгивании или выливании жидкости следует пополнять ванну.
Если же отверстие нужно выполнить на вертикальной поверхности, то жидкая смазка не подойдет. В этом случае можно воспользоваться небольшим кусочком свиного жира или парафина, которые закрепляю в месте сверления. При нагреве сверла и заготовки смазывающий материал будет постепенно таять и попадать в рабочую зону сверления.
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Сверление мойки
Часто возникает вопрос о том, как просверлить отверстие в мойке из нержавейки. Тут важно понимать, что сначала мойку следует демонтировать, чтобы не повредить сантехнические элементы и тумбочку. Затем мойку нужно установить на ровную горизонтальную поверхность. Далее размечается место будущего отверстия и производится его кернение. Если отверстие предназначено для установки смесителя и имеет большой диаметр, то лучше использовать конусное ступенчатое сверло, поскольку металл корпуса мойки тонкостенный.
Если же вы сомневаетесь в том, как просверлить нержавейку дрелью, то больших особенностей от изложенной выше технологии нет. Главное использовать подходящее сверло и обеспечить его хорошую центровку. Используйте дрель с регулировкой оборотов, крутящий момент установите на положение, близкое к максимальному. Ручная дрель может помочь в получении отверстия диаметром до 10 – 12 миллиметров.
Ручная дрель может помочь в получении отверстия диаметром до 10 – 12 миллиметров.
Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ. Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой. К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Правильные смазочные материалы
Если процесс сверления производится в промышленных условиях на специализированном металлорежущем оборудовании, то в качестве смазочно-охлаждающей жидкости (СОЖ) применяются специальные составы.
Использование в таком случае самостоятельно изготовленных смесей не обосновано и может привести к повреждениям оборудования и инструмента.
Если же работы производятся в домашней мастерской, то покупка дорогостоящих расходных материалов не обоснована. Они могут быть заменены самодельными вариантами СОЖ.
Они могут быть заменены самодельными вариантами СОЖ.
Приготовить смазывающий материал можно на основе обычного машинного масла, в которое добавляется определенное количества коллоидной серы. Причем серу необходимо размолоть в мелкий порошок.
Другим вариантом приготовления СОЖ в домашних условиях является состав на основе серы и жирной кислоты. Для его приготовления берут кусковое хозяйственное мыло и измельчают его на терке. Затем эти куски растворяют в горячей воде до состояния густого мыльного раствора. Далее в емкость медленно наливают технический раствор серной кислоты. В итоге жирные кислоты поднимутся в верхний слой емкости. В конце наливают в емкость холодную воду и дожидаются, когда жирные кислоты затвердеют. Загустевшие кислоты отделяют от остального состава и смешивают с серой в пропорции 6 к 1.
Какое сверло лучше использовать
Перечень сверл для нержавеющей стали, которые однозначно подойдут, чтобы просверлить металл:
- Любой инструмент, в сплаве которого присутствует кобальт.
 Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся. - Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.
Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.
Чтобы просверлить нержавейку кобальтовым сверлом, также следует применять смазочные материалы и не использовать высокие обороты электроинструмента.
Хитрости при сверлении нержавейки
Как видно из статьи, процесс сверления нержавеющей стали является довольно трудоемким и требует определенных навыков и подготовки.
Мы подготовили несколько полезных советов о том, как просверлить нержавейку:
- Стружка металла при сверлении должна быть длинной и выходить равномерными участками, мелкая же стружка темного цвета говорит о том, что скорость вращения подобрана неправильно, а также режущие кромки сверла чрезмерно нагреваются.
- При отсутствии под рукой подготовленной смазки можно использовать обычное растительное или оливковое масло, также отлично подойдут свиной жир или сало.
- Для работы с тонколистовой нержавеющей сталью можно воспользоваться специальным сверлом-пером для керамогранитной плитки.

- Процесс сверления желательно производить на низкой частоте вращения режущего инструмента, и если дрель не имеет функции регулирования оборота, производите сверление кратковременными ее включениями и отключениями на 2-3 секунды.
- При отсутствии кобальтового сверла можно использовать победитовый инструмент с заточкой режущих кромок под 135 градусов.
- Перед началом процесса сверления следует накернить заготовку, что облегчит центровку сверла.
- При сверлении заготовки повышенной толщины можно предварительно нагреть место обработки при помощи газовой горелки, при остывании нагрев периодически можно повторять.
- При обработке тонких деталей из нержавейки (до 1 миллиметра) можно использовать качественное перовое сверло по дереву, как показывает опыт, отверстия получаются ровные и с точными размерами.
Основные характеристики
К наиболее значимым характеристикам кобальтовых сверл по нержавеющей стали и другим сложным в обработке материалам, надо отнести следующие.
- Даже при сверлении идеально гладких поверхностей кобальтовые инструменты не уводит в сторону на начальном этапе обработки, поэтому в месте расположения центра создаваемого отверстия можно не делать углубления при помощи керна или зенковки.
- Отверстия, создаваемые при помощи кобальтовых сверл, отличаются не только исключительной точностью геометрических параметров, но и высоким качеством исполнения: на внутренней поверхности таких отверстий отсутствуют заусенцы и другие дефекты. Кроме того, использование этого инструмента для сверления нержавейки позволяет избежать такой серьезной проблемы, как закусывание материала в зоне обработки.
- Сверла из быстрорежущей стали, легированной кобальтом, отличаются повышенной износостойкостью.
- Если сравнивать такие сверла с другими, то скорость выполнения обработки при их использовании больше почти в два раза.
- Благодаря механическим характеристикам материала изготовления и конструктивным особенностям таких сверл их успешно применяют для точного сверления труб и сварных швов.

- Выполняя сверление нержавеющей стали или любого другого материала с помощью кобальтовых сверл, мастер прилагает меньше физических усилий, чем при применении инструментов иного типа.
Кобальтовые сверла выпускают большинство производителей остнастки и расходных материалов
как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
- Признаки затупления сверла по металлу
- Степень и виды повреждения сверла по металлу износом
- Анатомия сверла
- Основные типы сверл и особенности их заточки
- Как правильно точить сверло по металлу: подробная инструкция
- Оборудование для заточки сверла по металлу
- Чем можно заточить сверло по металлу
- Как заточить сверло по металлу: видео
- Как правильно заточить сверло по металлу: вывод
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.

СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
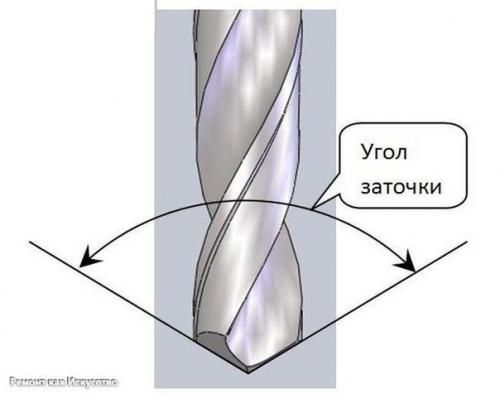
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.
Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость.
 Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению. - Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь.
 Выдерживаемый угол имеет четкие границы и равен 125 градусам;
Выдерживаемый угол имеет четкие границы и равен 125 градусам; - Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание.
 Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов. - Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.
Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью.
 Заточка таких сверл требует наибольшей осторожности;
Заточка таких сверл требует наибольшей осторожности; - Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла. - Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания.
Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.

Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Сверление нержавеющей стали — Лучшие сверла для нержавеющей стали
Если у вас есть правильное сверло и вы используете правильную технику, сверлить нержавеющую сталь будет легко.

Нажмите на британский размер ниже для получения дополнительной информации (от 1/16″ до 1/2″)
Также наборы сверл из 21 и 29 предметов
Прежде всего, вы должны прочитать наше 6-шаговое руководство по сверлению металла, в котором объясняются основы сверления металлов.
Кобальтовое сверло с разрезным наконечником — лучший выбор при использовании ручной дрели.
Острие разделения предотвращает «ходьбу» или скольжение сверла.
Остерегайтесь слишком сильного нагрева
Вероятно, самая большая проблема, которая может возникнуть при сверлении нержавеющей стали, заключается в том, что она «затвердевает». Это происходит, когда чрезмерное трение вызывает слишком большое накопление тепла. В результате металл на самом деле становится тверже, чем был изначально. Крайне важно, чтобы вы избегали этого.
Вы можете избежать закалки с помощью
- 1. Сверление на низкой или умеренной скорости во избежание чрезмерного трения.

- 2. Использование большого количества смазки для сверления.
- 3. Применение умеренного давления – главное, не прилагайте слишком большого усилия.
- 4. Периоды отдыха – дайте сверлу остыть между сеансами сверления.
- 5. При сверлении большого отверстия сначала начните с отверстия меньшего диаметра, а затем постепенно увеличивайте его до желаемого размера.
- 1. Сверление на низкой или умеренной скорости во избежание чрезмерного трения.
B) Отзывы клиентов
Прочтите ниже отзывы клиентов, которые легко сверлили различные изделия из нержавеющей стали, используя правильные методы сверления и большое количество смазки.
«СВЕРЛЕНИЕ НЕРЖАВЕЮЩЕЙ СТАЛИ 6,8 ММ»
«Они делают свое дело. Из комплекта они подходят только для 15-20 отверстий, при сверлении на 6,8 мм, при этом также используется смазка для резки. После этого они должны быть заточены. После повторной заточки они обычно хороши для дополнительных 10-15 отверстий, прежде чем их нужно будет снова заточить. Купила бы их снова».
Купила бы их снова».
Мэтью Лэнгли
«СВЕРЛЕНИЕ НЕРЖАВЕЮЩЕЙ СТАЛИ»
«Здравствуйте… Я просто решил написать вам несколько строк, чтобы похвалить вашу продукцию. Сверла 6, 5, 4 и 3 мм прекрасно работают на моей велосипедной стойке из нержавеющей стали. Сначала я запускал сверла слишком быстро и не использовал достаточное давление, что привело к снижению производительности, особенно при больших размерах сверл. Я быстро понял, что замедление скорости сверления и увеличение давления при сверлении с одновременным нанесением достаточного количества смазки для резки значительно повышает производительность сверления. Раньше меня это пугало при сверлении нержавейки. УЖЕ НЕТ! Молодец ваша компания!»
Тревор Болл
«СТОИТ МЕНЬШЕ, ЧЕМ В СТРОИТЕЛЬНОМ МАГАЗИНЕ»
«У меня были проблемы с сверлением нержавеющей стали, даже с «лучшими» сверлами из местного хозяйственного магазина.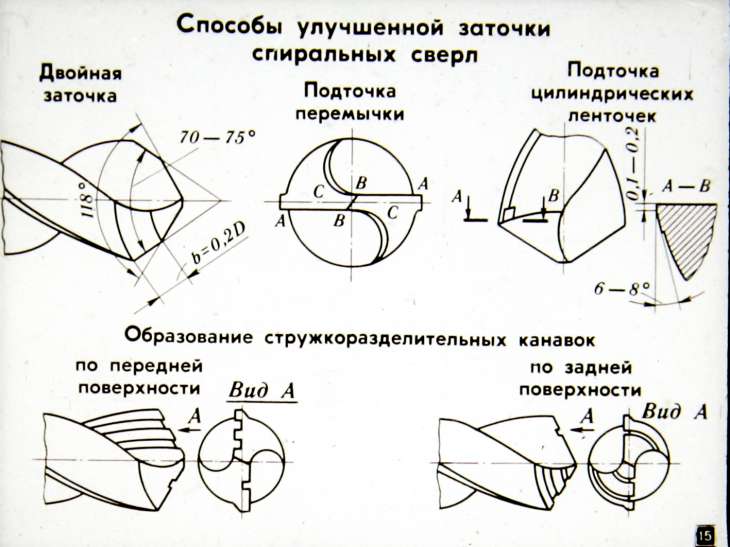 По рекомендации интернета, я попробовал их. С каплей пасты для резки эти сверла будут проходить через нержавеющую сталь так же, как большинство сверл режут мягкий металл, и стоят намного меньше, чем те, которые я покупал в хозяйственном магазине».
По рекомендации интернета, я попробовал их. С каплей пасты для резки эти сверла будут проходить через нержавеющую сталь так же, как большинство сверл режут мягкий металл, и стоят намного меньше, чем те, которые я покупал в хозяйственном магазине».
Стивен Юджин Райгель
«ПРОСВЕРЛЕНИЕ ТРУБЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ»
«Я только что использовал свое новое сверло 4,2 мм, чтобы просверлить отверстие в трубе из нержавеющей стали (которая будет использоваться для лестничных перил). Бит TTP работал прекрасно. Это потрясающий продукт по отличной цене».
Mich
«ОПРЕДЕЛЕННО ЛУЧШИЕ СВЕРЛА, КОТОРЫЕ Я КОГДА-ЛИБО ИСПОЛЬЗОВАЛ»
«Использовав 3-миллиметровую версию, я знал, что эта сверло без проблем просверлит 10-миллиметровую нержавеющую сталь. С задачей справился легко. Это определенно лучшие сверла, которые я когда-либо использовал».
Г-н А. Приоло
«3MM УСПЕШНО ТАМ, ГДЕ ДРУГИЕ ПОТЕРПЕЛИ НЕУДАЧУ»
«Без этих сверл (сверление в нержавеющей стали) не справился бы с работой после обеда другое долото коснулось бы работы в руках и выполнило работу быстро и аккуратно».
Mr. John Speakman
Как легко сверлить нержавеющую сталь
Назад к списку статей
Опубликовано: 16.06.2021
Как легко сверлить нержавеющую сталь
В этом сообщении блога мы рассмотрим, как сверлить нержавеющую сталь, а также инструменты и лучшие методы для выполнения этой задачи.
Мы также рассмотрим различные типы сверл, которые вы можете использовать, когда их использовать, а также несколько советов по безопасности при сверлении, которые помогут вам соблюдать правила техники безопасности. Этот метод можно использовать для сверления различных систем из нержавеющей стали, в том числе систем кабельных каналов, кабельных лотков и электрических шкафов.
Какой тип сверла для нержавеющей стали мне следует использовать?
Сверла из быстрорежущей стали с покрытием
Если вы хотите инвестировать в сверло, которое просверлит много отверстий, возможно, стоит инвестировать в сверло из быстрорежущей стали с покрытием из нитрата титана и алюминия. Покрытие золотистого цвета.
Покрытие золотистого цвета.
При посещении местного магазина «Сделай сам» не путайте его с дешевыми окрашенными сверлами, которые не подходят для сверления нержавеющей стали. Ищите сверла с надписью «Titanium Aluminium Nitrade» на упаковке.
Кобальтовые сверла
Они еще тверже, чем сверла из быстрорежущей стали, и предназначены для сверления твердых металлов, включая нержавеющую сталь.
Профессиональные кольцевые пилы
Профессиональные кольцевые пилы можно использовать для очень больших отверстий. Они изготовлены из полого цилиндра с закрытым одним концом и имеют штуцеры для крепления к общему валу. Они изготовлены из прочной стали.
Передняя кромка кольцевой пилы имеет участок пилообразного профиля, который позволяет прорезать отверстия в различных материалах. Полная кольцевая пила пройдет прямо через отверстие, которое они сделали. Для оправки обычно используются пилы диаметром от 20 мм до 80 мм.
Пилотное сверло, прикрепленное к оправке, будет резать перед основной пилой, удерживать ее по центру и резать по линии. Кольцевая пила не удалит большую часть материала — она только прорежет линию по периметру отверстия. Этот тип кольцевой пилы можно использовать для вырезания круглых отверстий в тонких листах из нержавеющей стали, но вы должны придерживаться «Техники сверления нержавеющей стали».
Кольцевая пила не удалит большую часть материала — она только прорежет линию по периметру отверстия. Этот тип кольцевой пилы можно использовать для вырезания круглых отверстий в тонких листах из нержавеющей стали, но вы должны придерживаться «Техники сверления нержавеющей стали».
Неподходящие кольцевые пилы
«Тонкая, гибкая, упругая» кольцевая пила с режущими кромками, которые не образуют полный круг, не подходит для резки нержавеющей стали. Их легко узнать в вашем местном магазине «Сделай сам» по их способности одновременно устанавливать полный набор фрез на одну и ту же оправку. Этот тип фрезы не подходит для резки нержавеющей стали.
Советы по охране труда и технике безопасности
Используйте дрель с ограничителем крутящего момента или предохранительной муфтой
Сверление нержавеющей стали может привести к застреванию сверла в заготовке. Во избежание травм рекомендуется использовать только дрель с ограничителем крутящего момента или предохранительной муфтой.

