Зенковка и цековка отличие: В чем отличие зенковки от цековки
Содержание
Лекция 4 СВЕРЛЕНИЕ ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ Определения
Лекция 4 СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
Определения p p p Сверление — черновая обработка отверстий в сплошном материале, или рассверливание, обеспечивает точность в пределах 11. . . 12 -го квалитетов в шероховатости Ra = 5. . . 10 мкм. Зенкерование — получистовая обработка (8. . . 9 -й квалитеты; Ra = 3, 2. . . 6, 4 мкм). Развертывание — чистовая обработка (5. . . 7 -й квалитеты; Ra = 0, 5. . . 1, 6 мкм).
Назначение и основные типы сверл перовые (с прямыми канавками), p спиральные (с винтовыми канавками), p для глубокого сверления, p центровочные—для обработки центровых отверстий, p кольцевые, p специальные. p
МАШИННАЯ ПЕРКА Перовые или плоские сверла просты по конструкции, но из-за плохих условий отвода стружки и тяжелых условий резания их применяют в основном для обработки отверстий глубиной D
СПИРАЛЬНОЕ (ВИНТОВОЕ) СВЕРЛО В отличие от резца передние поверхности сверла винтовые, главные задние поверхности обычно конические, а вспомогательные задние поверхности — винтовые ленточки, обеспечивающие направление сверла в процессе резания
Геометрия спирального сверла Для уменьшения трения ленточек о стенки отверстия диаметр сверла уменьшают по направлению к хвостовику, т. е. формируют обратную конусность.
е. формируют обратную конусность.
Передний угол γ измеряется в главной секущей плоскости N—N перпендикулярной проекции главной режущей кромки на основную (диаметральную) плоскость ОО, проходящую через вершину и ось сверла. Угол γ образуется касательной 1— 1 к передней поверхности в рассматриваемой точке режущей кромки и нормалью 1— 2 в той же точке к поверхности, образованной вращением режущей кромки вокруг оси сверла. Величина угла γ зависит от угла наклона винтовой канавки со. Точки режущей кромки лежат на винтовых линиях передней поверхности сверла, имеющих различный угол ω. Поэтому угол γ в различных точках кромки будет также переменным и изменяться аналогично углу ω.
Рекомендуемые значения угла при вершине резца Обрабатываемый материал Угол при вершине Сталь углеродистая конструкционная 116. . . 120 Нержавеющая сталь, высокопрочная сталь, жаропрочные сплавы 125. . . 130 Титановые сплавы 140 Чугун средней твердости, твердая бронза 90. . . 100 Чугун твердый 120. . . 125 Латунь, алюминиевые сплавы 130. . . 140 Медь 125 Пластмассы 80. . . 110 Бетон, мрамор 80. . . 90
. . 125 Латунь, алюминиевые сплавы 130. . . 140 Медь 125 Пластмассы 80. . . 110 Бетон, мрамор 80. . . 90
Силы резания при сверлении, зенкеровании и развертывании Величины Мкр и Р 0 зависят от прочности обрабатываемых материалов, условий обработки, диаметра D инструмента, параметров режимов резания, геометрии инструмента, глубины обработки и износа инструмента.
Износ и стойкость инструмента Износ сверл происходит в результате трения задних поверхностей о поверхность резания, стружки о переднюю поверхность, направляющих ленточек об обработанную поверхность и смятия поперечной кромки
Сверла изнашиваются одновременно по задней А и передней Г поверхностям при обработке сталей; по уголкам В — при сверлении хрупких материалов; по ленточке Б — при сверлении вязких материалов; по лезвию перемычки Д — при неправильной заточке и при его чрезмерной длине.
Особенности процесса резания при сверлении Переменная деформация срезаемого слоя вдоль режущих кромок из-за переменных углов и переменных; p Очень большая деформация материала у поперечной режущей кромки p Затруднения в удалении стружки и подводе СОЖ, возрастающие с увеличением глубины сверления.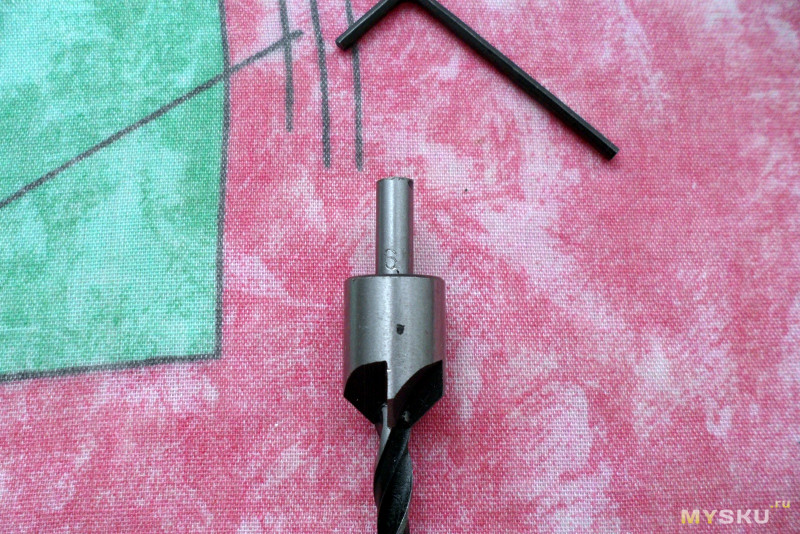 p Трудности конструктивно обеспечить достаточную жесткость сверл (особенно малого диаметра) и большое трение инструмента о стенки отверстия. p
p Трудности конструктивно обеспечить достаточную жесткость сверл (особенно малого диаметра) и большое трение инструмента о стенки отверстия. p
Схемы обработки поверхностей на станках сверлильной группы а — сверление; б — рассверливание; в — зенкерование; г — развертывание; д, е -зенкование; ж, з — цекование; и — обработка базовых центровых отверстий; к — нарезание внутренних резьб; л — обработка сложных поверхностей;
Центровочное сверло Для обработки центровых отверстий применяют комбинированные центровочные сверла диаметром от 1 до 10 мм
Кольцевое сверло для обработки сквозных отверстий большого диаметра, алмазные кольцевые сверла — для обработки отверстий в твердых неметаллических материалах (сквозные и глухие)
Шнековое сверло Сверла шнековые (от. нем. Schnecke улитка) применяют при обработке отверстий (D = 3. . . 30 мм) длиной более 10 D без периодического вывода инструмента из заготовки. Они имеют большие углы наклона винтовых канавок (60°), что облегчает отвод стружки из зоны резания
Эжекторное сверло Эжекторные сверла предназначены для глубокого сверления отверстий диаметром D = 20. . . 65 мм. Головка 2 навинчена на наружную трубку 3, являющуюся несущим корпусом. Режущая часть 1 оснащена твердосплавными пластинами, расположенными в шахматном порядке. Поэтому стружка срезается в виде отдельных лент, а затем дробится стружколомающими уступами и легко удаляется.
. . 65 мм. Головка 2 навинчена на наружную трубку 3, являющуюся несущим корпусом. Режущая часть 1 оснащена твердосплавными пластинами, расположенными в шахматном порядке. Поэтому стружка срезается в виде отдельных лент, а затем дробится стружколомающими уступами и легко удаляется.
Ружейные сверла диаметром D = 8. . . 30 мм состоят из рабочей части 1 и трубчатого корпуса (стебля) 2. Для создания благоприятных условий резания главная режущая кромка смещена на 0, 2 D от оси сверла. Сверло имеет внутренний канал круглого или серпообразного поперечного сечения для подвода СОЖ под давлением 2. . . 4 МПа. СОЖ вместе со стружкой вымывается по наружной прямой канавке.
а — зенкер; б, в — зенковка; г — односторонняя обратная цековка; д — двусторонняя цековка; е — развертка; 1 — режущая часть; 2 — калибрующая часть; 3 — рабочая часть; 4 — цапфа; d — истинный диаметр развертки; f— ширина ленточки; α, γ, φ, ω — углы резания Зенкеры, цековки, зенковки и развертки
Вопросы p Основные виды сверл p Основные виды износа спиральных сверл p Особенности процесса резания при сверлении
|
⇐ ПредыдущаяСтр 5 из 7Следующая ⇒ 1) это слесарная операция по взаимной пригонке способами опиливания двух сопряженных деталей; 2) контроль качества обработки производится специальными проверочными инструментами – шаблонами, выработками, вкладышами и т. 3) это разновидность опиливания. 25. Средний диаметр резьбы: 1) это наибольший диаметр, измеренный по вертикали резьбы перпендикулярно ее оси; 2) это наименьшее расстояние между противоположными основаниями резьбы, измеренное перпендикулярно ее оси, 3) это диаметр условной окружности, проведенной посредине профиля резьбы между дном впадины (основанием резьбы) и вершиной выступа перпендикулярно оси резьбы. 26. Что такое разметка: 1) Операция по нанесению линий и точек на заготовку, предназначенную для обработки 2) Операция по снятию с заготовки слоя металла 3) Операция по нанесению на деталь защитного слоя 4) Операция по удалению с детали заусенцев 27. Назвать виды разметки: 1) Существует два вида: прямая и угловая 2) Существует два вида: плоскостная и пространственная 3)Существует один вид: базовая 4) Существует три вида: круговая, квадратная и параллельная 28. 1)Напильник, надфиль, рашпиль 2)Сверло, зенкер, зенковка, цековка 3)Труборез, слесарная ножовка, ножницы 4) Чертилка, молоток, прямоугольник, кернер, разметочный циркуль 29. Назвать мерительные инструменты применяемый для разметки: 1) Масштабная линейка, штангенциркуль, угольник, штангенрейсмус 2)Микрометр, индикатор, резьбовой шаблон, щуп 3) Чертилка, молоток, прямоугольник, кернер, разметочный циркуль 4) Киянка, гладилка, кувалда, молоток с круглым бойком На основании чего производят разметку детали: 1) Производят на основании личного опыта 2) Производят на основании чертежа 3) Производят на основании совета коллеги 4) Производят на основании бракованной детали Выбрать правильный ответ Что такое накернивание: 1) Это операция по нанесению точек — углублений на поверхности детали 2) Это операция по удалению заусенцев с поверхности детали 3) Это операция по распиливанию квадратного отверстия 4) Это операция по выпрямлению покоробленного металла 32. 1) Применяется: метчик, плашка, клупп 2) Применяется: кернер, шабер, зенкер, киянка, гладилка 3) Применяется: слесарная ножовка, труборез, ножницы по металлу 4) Применяется: слесарное зубило, крейцмейсель, канавочник, молоток 33. Что такое правка металла: 1) Операция по выправлению изогнутого или покоробленного металла, подвергаются только пластичные материалы 2) Операция по образованию цилиндрического отверстия в сплошном материале 3) Операция по образованию резьбовой поверхности на стержне 4) Операция по удалению слоя металла с заготовки с целью придания нужной формы и размеров 34. Назовите способы правки металла: 1) Правка выкручиванием, изломом и выдавливанием 2) Правка вдавливанием, разгибом и обжатием 3) Правка затягиванием, выкручиванием и развальцовкой 4) Правка изгибом, вытягиванием и выглаживанием Выбрать правильный ответ Назовите инструменты и приспособления, применяемые при правке: 1) Применяется: параллельные тиски, стуловые тиски, струбцины 2) Применяется: натяжка, обжимка, поддержка, чекан 3) Применяется: правильная плита, рихтовальная бабка, киянка, молоток, гладилка 4) Применяется: кернер, шабер, зенкер, киянка, гладилка 36. 1) Это операция, связанная с разделением материалов на части с помощью режущего инструмента 2) Это операция, нанесению разметочных линий на поверхность заготовки 3) Это операция, по образованию резьбовой поверхности внутри отверстия 4) Это операция, по образованию резьбы на поверхности металлического стержня 37. Назовите ручной инструмент для резке металла: 1) Зубило, крейцмейсель, канавочник 2) Слесарная ножовка, ручные ножницы, труборез 3) Гладилка, киянка, кувалда. 4) Развертка, цековка, зенковка 38. Что такое опиливание: 1) Операция по удалению сломанной пилы из места разреза на поверхности заготовки 2) Операция по распиливанию заготовки или детали на части 3) Операция по удалению с поверхности заготовки слоя металла при помощи режущего инструмента напильника 4) Операция по удалению металлических опилок с поверхности заготовки или детали Выбрать правильный ответ Какие инструменты применяются при опиливании: 1) Применяются: плоскогубцы, круглогубцы, кусачки 2)Применяются: молоток с круглым бойком, молоток с квадратным бойком 3) Применяются: шабер плоский, зубило, киянка 4) Применяются: напильники, надфили, рашпили
40.
1) Треугольная, ямочная, квадратная, овальная
2) Линейная, параллельная, перпендикулярная, угловая
3) Протяжная, ударная, строганная, упорная
4) Одинарная, двойная перекрестная, дуговая, рашпильная ⇐ Предыдущая1234567Следующая ⇒ |
 д., наряду с применением универсальных измерительных инструментов;
д., наряду с применением универсальных измерительных инструментов; Назвать инструмент, применяемый при разметке:
Назвать инструмент, применяемый при разметке: Инструмент, применяемый при рубке металла:
Инструмент, применяемый при рубке металла: Что такое резка металла:
Что такое резка металла: Назовите типы насечек напильников:
Назовите типы насечек напильников:Камера — frwiki.wiki
Для одноименных статей см Chambrage (значения) .
В машиностроении и механической обработке выемка представляет собой отверстие с плоским дном, используемое для врезания головки винта ;
Выемка выполняется зенковкой, на дрели или расточном станке . Отличие от зенковки заключается в глубине сверления: в случае зенковки головка винта выступает из поверхности заготовки. На практике термин «цековка» часто используется во всех случаях.
Диаметр и глубина зависят от типа зажимного инструмента:
- если инструмент не выступает, используется диаметр C 1 :
- Винт с головкой под торцевой ключ согласно NF E 25.
 125: глубина t 1a ,
125: глубина t 1a , - винт с головкой под торцевой ключ согласно NF E 25.111, винт с цилиндрической головкой согласно стандарту NF E.25.127: глубина t 1b ;
- Винт с головкой под торцевой ключ согласно NF E 25.
- если инструмент выступает (винт с шестигранной головкой в соответствии с вязом NF E 25.112 — 115), диаметр C 2 используется, если инструмент приводится в действие вручную (торцевой ключ, трубка или торцевой ключ), и диаметр C 3, если он механический. эксплуатируется.
Выемка не должна быть слишком глубокой, чтобы обеспечить легкий доступ к головке винта и избежать скопления грязи.
| диам. номинальный | C 1 | t 1a | t 1b | C 2 | C 2 | т 2 | C 3 |
|---|---|---|---|---|---|---|---|
M 1. 6 6 | 5 | 1,7 | 1.2 | 8,5 | ? | 1.3 | ? |
| M 2 | 6 | 2.1 | 1.5 | 10 | ? | 1.6 | ? |
| (M 2.5) | 7 | 2,7 | 1,8 | 11 | 12 | 2 | 13 |
| M 3 | 8 | 3.2 | 2.1 | 12 | ? | 2.3 | 14 |
| (М 3.5) | … | … | … | … | … | … | … |
| M 4 | … | … | … | … | … | … | … |
| M 4.5 | … | … | … | … | … | … | … |
| M 5 | . .. .. | … | … | … | … | … | … |
| M 6 | … | … | … | … | … | … | … |
| (М 7) | … | … | … | … | … | … | … |
| M 8 | … | … | … | … | … | … | … |
| M 10 | … | … | … | … | … | … | … |
| M 12 | … | … | … | … | … | … | … |
| (M 14) | … | … | … | … | … | … | … |
| M 16 | . .. .. | … | … | … | … | … | … |
| (M 18) | … | … | … | … | … | … | … |
| П 20 | … | … | … | … | … | … | … |
| (M 22) | … | … | … | … | … | … | … |
| M 24 | … | … | … | … | … | … | … |
| (M 27) | … | … | … | … | … | … | … |
| П 30 | … | … | … | … | … | … | … |
| (M 33) | . .. .. | … | … | … | … | … | … |
| M 36 | … | … | … | … | … | … | … |
| (M 39) | … | … | … | … | … | … | … |
Смотрите также
- Обработка
- Растачивание
- Зенковка (для головок винтов с потайной головкой)
- Отверстие с зазором , сверление , отверстие
- Камеринг (съемка)
Примечания и ссылки
- ↑ А. Шевалье и Ж. Бохан , Руководство технолога: освоить промышленное производство … , Париж, Hachette Technique,, 288 с. ( ISBN 2-01-167584-7 ) , стр.
 152
152 - ↑ например А. Шевалье , Руководство промышленного дизайнера: освоить техническую коммуникацию , Париж, Hachette Technique,, 319 с. ( ISBN 2-01-167583-9 ), запись указателя «Камеры» (стр. 4) относится к разделу 31.5 «Зенковки — сквозные отверстия» (стр. 141)
- ↑ Жан-Луи Фаншон , Руководство по промышленным наукам и технологиям: промышленные образцы и графика, материалы, строительные элементы, экономика и организация бизнеса, автоматизация, автоматика , Париж, Афнор, Натан,, 592 с. ( ISBN 2-09-178761-2 ) , стр. 208 ;
Клод Барлье , Рене Буржуа и Фернан Виро , Промышленное механическое строительство: данные STI , Париж, Фуше,, 351 с. ( ISBN 2-216-01209-2 ) , стр. 142
<img src=»//fr.wikipedia.org/wiki/Special:CentralAutoLogin/start?type=1×1″ alt=»» title=»»>
Лекция 4 презентация, доклад, проект
Лекция 4
СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
Определения
Сверление — черновая обработка отверстий в сплошном материале, или рассверливание, обеспечивает точность в пределах 11…12-го квалитетов в шероховатости Ra = 5…10 мкм .
Зенкерование — получистовая обработка (8…9-й квалитеты; Ra = 3,2…6,4 мкм).
Развертывание — чистовая обработка (5…7-й квалитеты; Ra = 0,5…1,6 мкм).
Назначение и основные типы сверл
перовые (с прямыми канавками),
спиральные (с винтовыми канавками),
для глубокого сверления,
центровочные—для обработки центровых отверстий,
кольцевые,
специальные.
МАШИННАЯ ПЕРКА
Перовые или плоские сверла просты по конструкции, но из-за плохих условий отвода стружки и тяжелых условий резания их применяют в основном для обработки отверстий глубиной D
СПИРАЛЬНОЕ (ВИНТОВОЕ) СВЕРЛО
В отличие от резца передние поверхности сверла винтовые, главные задние поверхности обычно конические, а вспомогательные задние поверхности — винтовые ленточки, обеспечивающие направление сверла в процессе резания
Геометрия спирального сверла
Для уменьшения трения ленточек о стенки отверстия диаметр сверла уменьшают по направлению к хвостовику, т. е. формируют обратную конусность.
Передний угол γ измеряется в главной секущей плоскости N—N перпендикулярной проекции главной режущей кромки на основную (диаметральную) плоскость ОО, проходящую через вершину и ось сверла. Угол γ образуется касательной 1—1 к передней поверхности в рассматриваемой точке режущей кромки и нормалью 1—2 в той же точке к поверхности, образованной вращением режущей кромки вокруг оси сверла. Величина угла γ зависит от угла наклона винтовой канавки со. Точки режущей кромки лежат на винтовых линиях передней поверхности сверла, имеющих различный угол ω . Поэтому угол γ в различных точках кромки будет также переменным и изменяться аналогично углу ω.
Угол γ образуется касательной 1—1 к передней поверхности в рассматриваемой точке режущей кромки и нормалью 1—2 в той же точке к поверхности, образованной вращением режущей кромки вокруг оси сверла. Величина угла γ зависит от угла наклона винтовой канавки со. Точки режущей кромки лежат на винтовых линиях передней поверхности сверла, имеющих различный угол ω . Поэтому угол γ в различных точках кромки будет также переменным и изменяться аналогично углу ω.
Рекомендуемые значения угла при вершине резца
Силы резания при сверлении, зенкеровании и развертывании
Величины Мкр и Р0 зависят от прочности обрабатываемых материалов, условий обработки, диаметра D инструмента, параметров режимов резания, геометрии инструмента, глубины обработки и износа инструмента.
Износ и стойкость инструмента
Износ сверл происходит в результате трения задних поверхностей о поверхность резания, стружки о переднюю поверхность, направляющих ленточек об обработанную поверхность и смятия поперечной кромки
Сверла изнашиваются одновременно по задней А и передней Г поверхностям при обработке сталей; по уголкам В — при сверлении хрупких материалов; по ленточке Б — при сверлении вязких материалов; по лезвию перемычки Д — при неправильной заточке и при его чрезмерной длине.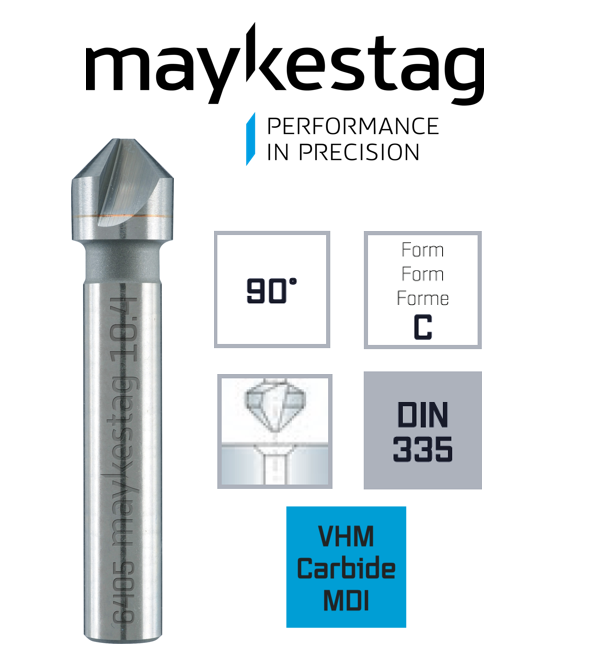
Особенности процесса резания при сверлении
Переменная деформация срезаемого слоя вдоль режущих кромок из-за переменных углов и переменных;
Очень большая деформация материала у поперечной режущей кромки
Затруднения в удалении стружки и подводе СОЖ, возрастающие с увеличением глубины сверления.
Трудности конструктивно обеспечить достаточную жесткость сверл (особенно малого диаметра) и большое трение инструмента о стенки отверстия.
Схемы обработки поверхностей на станках сверлильной группы
а — сверление;
б — рассверливание;
в — зенкерование;
г — развертывание;
д, е -зенкование;
ж, з — цекование;
и — обработка базовых центровых отверстий;
к — нарезание внутренних резьб;
л — обработка сложных поверхностей;
Центровочное сверло
Для обработки центровых отверстий применяют комбинированные центровочные сверла диаметром от 1 до 10 мм
Кольцевое сверло
для обработки сквозных отверстий большого диаметра,
алмазные кольцевые сверла — для обработки отверстий в твердых неметаллических материалах (сквозные и глухие)
Шнековое сверло
Сверла шнековые (от. нем. Schnecke улитка) применяют при обработке отверстий (D = 3…30 мм) длиной более 10D без периодического вывода инструмента из заготовки. Они имеют большие углы наклона винтовых канавок (60°), что облегчает отвод стружки из зоны резания
Эжекторное сверло
Эжекторные сверла предназначены для глубокого сверления отверстий диаметром D = 20…65 мм. Головка 2 навинчена на наружную трубку 3, являющуюся несущим корпусом. Режущая часть 1 оснащена твердосплавными пластинами, расположенными в шахматном порядке. Поэтому стружка срезается в виде отдельных лент, а затем дробится стружколомающими уступами и легко удаляется.
Ружейные сверла диаметром D = 8…30 мм состоят из рабочей части 1 и трубчатого корпуса (стебля) 2.
Для создания благоприятных условий резания главная режущая кромка смещена на 0,2D от оси сверла.
Сверло имеет внутренний канал круглого или серпообразного поперечного сечения для подвода СОЖ под давлением 2. ..4 МПа. СОЖ вместе со стружкой вымывается по наружной прямой канавке.
Зенкеры, цековки, зенковки и развертки
а — зенкер;
б, в — зенковка;
г — односторонняя обратная цековка;
д — двусторонняя цековка;
е — развертка;
1 — режущая часть;
2 — калибрующая часть;
3 — рабочая часть;
4 — цапфа;
d — истинный диаметр развертки;
f— ширина ленточки; α, γ, φ, ω — углы резания
Вопросы
Основные виды сверл
Основные виды износа спиральных сверл
Особенности процесса резания при сверлении
Скачать презентацию
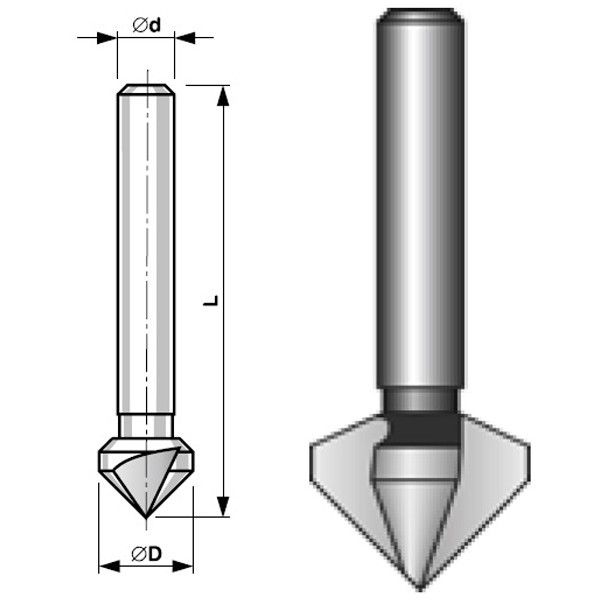
зенковок — больше, чем вы думаете!
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Этот на первый взгляд простой инструмент имеет множество деталей, которые различаются в зависимости от марки. Мы расследуем.
Глен Д. Хьюи
Из весеннего выпуска журнала Woodworking Magazine за 2009 г.
Когда мне предложили написать о многофункциональных зенкерах, я был несколько удивлен — как, я уверен, и вы. Чему научиться? Вы просверливаете пилотное отверстие, затем просверливаете углубление, чтобы головка винта находилась на одном уровне с вашей поверхностью (или вы просверливаете немного глубже — это называется цековкой — чтобы вы могли вставить деревянную пробку). Затем вы вкручиваете винт и вставляете заглушку, чтобы закрыть его. И в большинстве случаев вы даже не будете использовать вилку.
Взгляните на следующие несколько страниц. Вы можете быть удивлены тем, сколько различных инструментов доступно, и мы даже не включаем традиционные зенкеры.
Зенковка «все в одном» состоит из пилотной насадки, зенковки/зенковки и ограничителя глубины, объединенных в один регулируемый инструмент. Внимательно посмотрите на разные бренды, и вы обнаружите, что некоторые зенкеры имеют одну режущую кромку, а другие имеют две или четыре режущие кромки. В некоторых установках используются шестигранные хвостовики для быстрой замены, в то время как в других используется только круглый стержень сверла. У некоторых есть прямое сверло для пилотного отверстия, а у других есть конические сверла. И нужен ли вообще ограничитель глубины?
Зенковка «все в одном» состоит из трех частей: сверла, зенковки и упора.
Как эти части работают в унисон? Откуда вы знаете, что у вас есть правильный инструмент для задачи?
Основы зенковки
Установка винтов начинается с направляющего отверстия. Направляющее отверстие должно иметь точный размер в зависимости от калибра винта (от № 2 до № 18) и длины. Калибровочная часть проста. Сопоставьте направляющее отверстие с размером винта. Что касается контроля глубины, то он имеет решающее значение при использовании конического долота, в то время как прямое долото более щадящее. Кроме того, необходимо учитывать различные материалы, такие как мягкая древесина, твердая древесина или искусственный материал. Простое эмпирическое правило заключается в том, чтобы уменьшить диаметр сверла на один диаметр (1⁄64″) при переходе от твердой древесины к мягкой древесине.
Простое эмпирическое правило заключается в том, чтобы уменьшить диаметр сверла на один диаметр (1⁄64″) при переходе от твердой древесины к мягкой древесине.
Чтобы правильно сделать отверстие для винта, вам также понадобится отверстие с зазором. Это отверстие выходит из зенковки отверстия и проходит через верхнюю часть заготовки, и его размер позволяет стержню винта проходить без зацепления его резьбы с деревом. В результате головка винта плотно притягивает верхнюю часть к нижней, поскольку резьбовая часть винта захватывает направляющее отверстие. В сегодняшнем спешащем мире плотники редко тратят время на то, чтобы сделать надлежащее отверстие для зазора.
Правильно просверленное отверстие для винта должно иметь выемку вверху, за которой следует сквозное отверстие, проходящее через верхнюю ложу, и направляющее отверстие, просверленное в нижней части ложи.
Также имейте в виду, что некоторые зенкеры предназначены для винтов с разным углом наклона головок. Стандартный угол шурупа для дерева составляет 82º, но всегда лучше убедиться, что у вас есть совпадение.
После изготовления направляющей части, зенковки/зенковки и отверстия с зазором можно приступать к закручиванию шурупов. Рекомендуется добавить смазку на винты, чтобы облегчить вождение. Я использую пастообразный воск в качестве смазки, но я должен предупредить, что если вы нанесете воск вокруг отверстия, некоторые морилки и покрытия могут не приклеиться к нему.
Некоторые столяры смазывают винты кусковым мылом или жидким мылом.
Однако есть также столяры, которые говорят, что мыло едкое или притягивает влагу, которая разъедает винты. Нам еще предстоит расследовать это утверждение.
Даже если вы правильно раззенкуете винты, существует вероятность того, что верхняя часть не будет плотно прилегать ко второй части. Вот быстрое решение для этого: после использования зенковки на лицевой стороне верхней части переверните доску и слегка зенковайте внутреннюю поверхность. Затем, когда винт проталкивает ложу, любой потенциальный выброс уменьшается.
Зенкеры «все в одном» имеют сменные сверла. Если бита сломается, просто замените ее (при условии, что зенковка находится в рабочем состоянии). И вы можете поменять местами разные биты — конические на прямые и наоборот.
Если бита сломается, просто замените ее (при условии, что зенковка находится в рабочем состоянии). И вы можете поменять местами разные биты — конические на прямые и наоборот.
На этой фотографии видна разница между коническими и прямыми сверлами с зенковкой. Обе пилотные насадки работают, но мы считаем, что конические насадки имеют некоторые преимущества.
Сверла: не берите стержень
Большинство сверл, используемых в зенкерах, изготовлены из быстрорежущей стали и имеют две канавки. При беглом взгляде на различные сверла с зенковкой форма сверла, скорее всего, привлечет ваше внимание. Некоторые прямые, а другие заостренные. Лучше ли коническое сверло, чем прямое? Почему вы должны выбрать один дизайн над другим?
По словам Леонарда Ли, основателя Lee Valley Tools, конические сверла с зенковкой были разработаны для использования с латунными винтами с нарезной резьбой. Когда-то латунные винты с нарезной резьбой считались лучшими винтами для качественной мебели. Резьба, нарезанная в латунных заготовках для винтов, придает винтам прочность. В результате получается винт особой формы – винты с нарезанной резьбой сужаются от стержня к кончику.
Резьба, нарезанная в латунных заготовках для винтов, придает винтам прочность. В результате получается винт особой формы – винты с нарезанной резьбой сужаются от стержня к кончику.
Сегодня у большинства винтов резьба накручена на стержень винта, и винт сохраняет постоянный диаметр до кончика. Непрерывного тейпа нет. (Дополнительную информацию о винтах см. в выпуске 10.) На вопрос, стал бы он использовать прямое сверло, если бы не латунные винты с нарезной резьбой, Ли ответил утвердительно.
Производители конусных зенкеров не согласны. Они утверждают, что коническое направляющее отверстие выполняет две задачи. Во-первых, конструкция долота создает истинный зазор в верхней части отверстия. (Мы обнаружили, что это зависит от соотношения между длиной винта и длиной долота.) Направляющее отверстие прямого долота взаимодействует с резьбой по всей длине.
Во-вторых, коническое отверстие обеспечивает дополнительный контакт с резьбой по мере продвижения винта к нижней части конического направляющего отверстия. По мере сужения отверстия нити глубже врезаются в древесину.
По мере сужения отверстия нити глубже врезаются в древесину.
Третье преимущество, обнаруженное сотрудниками в ходе параллельных испытаний, заключается в том, что конические насадки имеют более глубокие канавки и режут быстрее и с меньшими усилиями.
Мы обнаружили один недостаток использования конических сверл. Когда вы устанавливаете зенкер для более коротких винтов, раскрытие зенкера вокруг биты увеличивается из-за конусности. Это позволяет дополнительным скоплениям мусора в проеме. По мере того, как материал строится, он нагревается. Чрезмерный нагрев приводит к накоплению налета на бите, что увеличивает трение.
Учитывая наш опыт и результаты испытаний, мы рекомендуем зенкеры с коническими насадками, поскольку они быстрее режут и обеспечивают более прочное резьбовое соединение.
Когда зенкер с конической головкой отрегулирован для более коротких винтов, вокруг сверла открывается небольшой зазор. Это отверстие собирает мусор.
Зенковка: настоящая фреза
Настоящей рабочей лошадкой универсальных зенкеров является сама зенкерная часть. Эта часть инструмента прорезает отверстие для головки винта; и если вам нужна зенковка, она сделает и это.
Эта часть инструмента прорезает отверстие для головки винта; и если вам нужна зенковка, она сделает и это.
Зенкеры, как правило, изготавливаются из высокоуглеродистой стали, но из-за объема работы, выполняемой этой частью инструмента, вы также можете найти зенкеры с наконечниками из карбида или быстрорежущей стали. Зенкеры из быстрорежущей стали и карбида держат кромку дольше, чем высокоуглеродистые, и часто используются для производственных работ.
Зенкеры «все в одном» с твердосплавными лопастями аналогичны конструкции фрез. (См. фото справа.) Зенковки с твердосплавными наконечниками предпочтительнее при работе с меламином и/или ДСП. Эти зенкеры недешевы и могут стоить вам более чем в два раза больше, чем стандартные зенкеры «все в одном», но они прослужат в несколько раз дольше.
Так же, как и сверла, зенкеры бывают разных конструкций. Одно из наиболее важных отличий для меня заключается в том, что многие из этих зенкеров размером с винт №8 (размер винта, который я считаю наиболее часто используемым в моей работе) оставляют цековку меньше или больше, чем стандартные 3⁄8″ для большинства дюбелей. По этой же причине многие производители предлагают в наборах соответствующие кусачки для пробок.
Область между фрезами несет отходы от зенковки.
Еще одним аспектом, привлекающим внимание, является количество канавок на зенкере. Некоторые установки имеют две канавки, а другие — три или четыре канавки. И хотя большее количество канавок способствует более качественному резу (подумайте о трех ножах вместо двух в вашем фуганке или рубанке), для нас это не является решающим фактором.
Режущая кромка зенкерной канавки ничем не отличается от режущей кромки стамески. Острее лучше. Таким образом, количество фактической режущей поверхности и ее угол важны. Некоторые зенкеры царапают древесину, образуя углубление; другие имеют более низкий шаг, который режет стружку.
После резки отходов их необходимо унести. Область между фрезами помогает выполнить эту работу. Если отходы застревают в углублениях, они забивают фрезу и препятствуют чистому резу. Это также увеличивает тепло и увеличивает трение.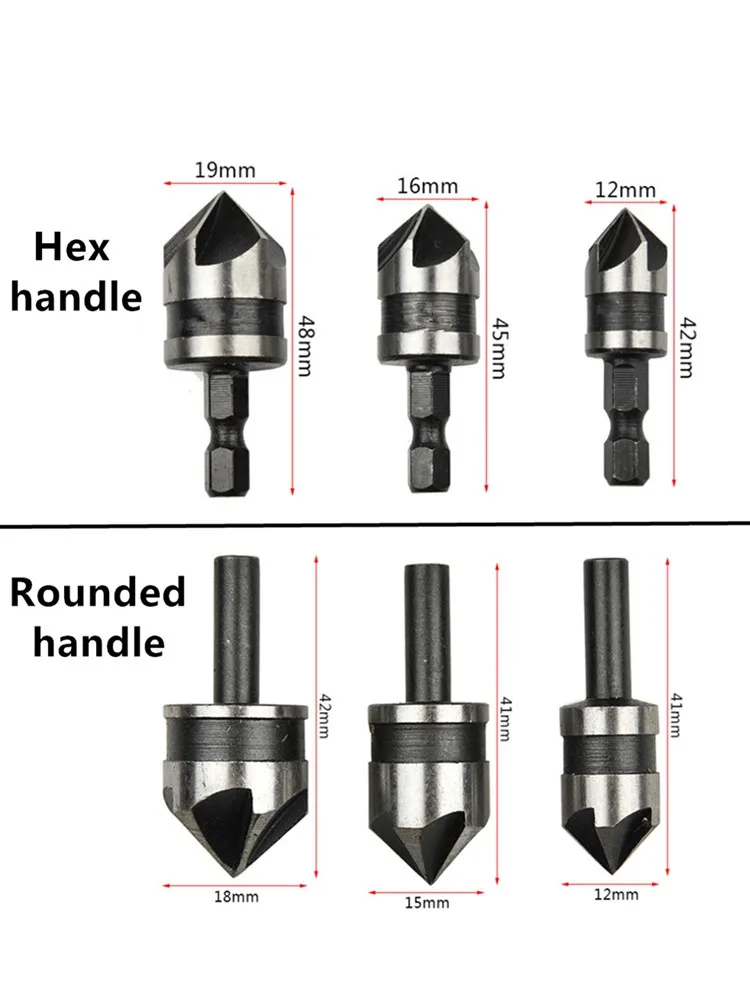 Задняя кромка отверстия должна быть расположена под углом или под наклоном, чтобы отходы сметались из разреза. (См. фото слева.)
Задняя кромка отверстия должна быть расположена под углом или под наклоном, чтобы отходы сметались из разреза. (См. фото слева.)
В ходе наших испытаний мы обнаружили, что фрезы с двумя лезвиями режут быстрее и с меньшими усилиями. У них также были самые большие площади для вывоза мусора. Однако конструкции с четырьмя режущими кромками дольше будут оставаться острыми, потому что вы распределяете износ между четырьмя режущими кромками вместо двух. Так что это компромисс.
Более мелкая резьба на установочных винтах обеспечивает лучший захват.
Еще одна проблема, на которую следует обратить внимание, — это то, как зенкер крепится к сверлу. Большинство зенкеров крепятся с помощью установочных винтов. Один установочный винт, когда он затянут, заставляет зенкер прижиматься к одной стороне сверла, образуя небольшое смещенное отверстие. Или, если установочный винт попадет в канавку биты, он может сместить положение зенковки при затягивании. С помощью двух установочных винтов вы можете закрепить биту в более центрированном положении. Один установочный винт работает, но лучше иметь два на зенкер.
Один установочный винт работает, но лучше иметь два на зенкер.
Некоторые биты, используемые с зенковками, имеют уплощенные участки на хвостовике, где фиксируется установочный винт. Как правило, в них используется один установочный винт. Если вам нужно отрегулировать установку для более коротких винтов, можно перейти от плоских участков к закругленному валу. Это приводит к более слабому удержанию.
Несколько слов о установочных винтах
Каждая универсальная зенковка регулируется в соответствии с различной длиной винтов. Чтобы выполнить регулировку, ослабьте все установочные винты, удерживающие сверло, сдвиньте сверло, чтобы увеличить или уменьшить длину, затем затяните винты, чтобы зафиксировать все на месте.
Как и следовало ожидать, при контакте с деревом на зенковку действует большая сила. Если установочные винты не держат, зенкер вращается на валу биты, что повреждает биту. Также зенкер может ползти и менять глубину резания. Ни один из результатов не является приемлемым.
Все эти современные конструкции зенкеров сосредоточены на упорной части инструментов. Вращающиеся приспособления останавливаются при достижении поверхности.
Размер установочных винтов не имеет значения. Большие установочные винты не означают большей удерживающей силы. Для надежной затяжки установочные винты должны иметь мелкую резьбу. Более тонкие нити лучше всего держатся при затягивании. И не стесняйтесь вкручивать винты в вал.
Ограничители: используйте их, если необходимо
Несколько компаний, которые продают универсальные зенкеры, включают ограничители глубины. Чаще всего упоры используются в производственных работах. Если вам нужно просверлить сотни зенкеров, установите упор, чтобы уменьшить вероятность ошибок.
Большинство столяров редко устанавливают упоры для зенкеров. Но если вы устанавливаете стопы, вот несколько вещей, о которых следует помнить.
Убедитесь, что упор плотно прилегает к зенкеру. Если посадка неаккуратная (как у некоторых), скорее всего, вы установите упор под углом. При контакте упора с поверхностью может появиться вороненое кольцо.
При контакте упора с поверхностью может появиться вороненое кольцо.
Также убедитесь, что установочные винты, удерживающие упор, имеют мелкую резьбу. Кроме того, вы должны следить за положением установочных винтов, когда вы их затягиваете. Я нашел одну настройку, в которой установочные винты не зацепились бы, если бы они были расположены в области зенковки, которая убирала стружку.
Если вы работаете с меламином или просто ищете долговечную, устойчивую к острой кромке зенковку, ответом будет зенковка с крылышками из карбида.
Новые конструкции зенкеров
Некоторые из новых конструкций зенкеров, кажется, следуют теории «построить лучшую мышеловку». И хотя конструкции тщательно продуманы, каждая из них фокусируется на малоиспользуемом ограничителе глубины с добавлением вращающегося элемента, который останавливается при достижении глубины.
Зенковка слева на фотографии выше рассчитана на макс. Это массивная зенковка с выгравированной шкалой регулировки глубины на валу зенковки, сверло с одной канавкой эффективно просверливает пилотное отверстие, а области между канавками имеют форму, позволяющую легко удалять отходы. Когда вращающийся оранжевый пластиковый конус касается дерева, действие останавливается, информируя пользователя о достижении заданной глубины. С другой стороны, эта бита производит зенковку 1⁄2″ для винта № 8.
Когда вращающийся оранжевый пластиковый конус касается дерева, действие останавливается, информируя пользователя о достижении заданной глубины. С другой стороны, эта бита производит зенковку 1⁄2″ для винта № 8.
Новый дизайн справа на той же фотографии напоминает мне спутник, вращающийся в космосе. Опять же, черный круг вращается, когда долото начинает опускаться. Как только глубина достигнута, вращение прекращается, но этот инструмент все еще оставляет полированный круг на поверхности дерева.
Кроме того, эта зенковка предназначена для винтов №6 и №8. Не пытайтесь использовать вилку 3⁄8″ с этой настройкой.
Зенковка в центре фотографии более точно повторяет традиционный дизайн зенкеров «все в одном». Собирается из трех частей, включая долото, зенкер и упор. Упор крепится одним установочным винтом, а два винта фиксируют биту в шестигранном хвостовике.
Эта зенковка отлично работает. Когда стопорное кольцо касается поверхности, вращение стопора прекращается без каких-либо следов. Результат тот же, даже если вы используете ручную дрель и сверлите под углом.
Результат тот же, даже если вы используете ручную дрель и сверлите под углом.
Рекомендации
Самое главное: не покупайте в хозяйственных магазинах недорогие биты, у которых есть ступенчатый цельный буртик для зазора (см. фото выше). Они склонны ломаться, и их очень трудно толкнуть в работу.
В заключение мы рекомендуем зенкер с конической направляющей насадкой. Зенковка может иметь две или четыре фрезы — выберите ту, которая соответствует вашим предпочтениям для длительного срока службы (четыре фрезы) или быстрой работы (две фрезы).
Мы не большие поклонники остановок глубины. Мы не используем их, потому что не зенкуем шурупы. Вместо этого мы сосредоточены на том, чтобы получить крепкий сустав, не работая слишком усердно. Мы не беспокоимся об идеально аккуратных отверстиях, потому что наши зенкеры обычно не видны; а если нет, то они, скорее всего, забиты. WM
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине.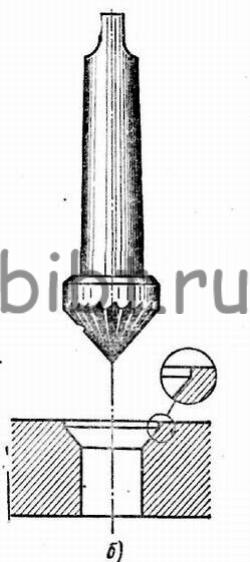 Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Крег Мини Трак
Бит для обрезки заподлицо
Двусторонний скотч
Пять вещей, которые нужно знать о зенкере и зенковке
Зенковка и зенковка — это особые типы отверстий, которые вам понадобятся для крепления печатных плат. Да, вы правильно прочитали. Вам не нужно использовать традиционные методы для крепления материалов к печатной плате и наоборот. Эти отверстия будут поддерживать различные формы и размеры винтов.
Но чем они отличаются друг от друга? Когда нужно пробурить какую дырку? Вы можете просверлить их самостоятельно или вам нужна техническая помощь? Эта статья отвечает на эти и многие другие вопросы. Давайте начнем.
1. Определение зенковки и зенковки
1. 1 Что такое зенковка?
1 Что такое зенковка?
Зенковка — это тип отверстия, которое просверливается в печатной плате (PCB). Он имеет форму конуса, чтобы плоская головка крепежа или винта могла правильно входить в доску. Причем это отверстие может иметь различные размеры углов. Вы можете расточить их в стандартных размерах 90, 82 и 60 градусов.
Если этого недостаточно, вы также можете просверлить их других размеров под углом 120, 110 и 100 градусов. Зенкованные отверстия с углами патронника 100, 90 и 82 градуса популярны на рынке.
1.2 Что такое цековка?
Подобно отверстию с зенковкой, в печатной плате также просверливается отверстие с зенковкой. Однако он цилиндрический и имеет плоское дно. Он приобретает такую форму, чтобы обеспечить место для винта с головкой под торцевой ключ или шестигранной головкой. Итак, если вы хотите закрепить печатную плату с помощью таких винтов, вам понадобится отверстие с цековкой.
В отличие от отверстий с зенковкой, вы можете сверлить отверстия с зенковкой только под одним углом в ноль градусов, и это также не влияет на эффективность отверстий. Это также означает, что вы можете использовать отверстия с цековкой только для одной цели. Однако зенкерные отверстия могут использоваться для различных целей из-за широкого диапазона углов.
Это также означает, что вы можете использовать отверстия с цековкой только для одной цели. Однако зенкерные отверстия могут использоваться для различных целей из-за широкого диапазона углов.
Рисунок 1 иллюстрирует зенковку и цековку отверстий. Обратите внимание на разницу в их формах.
Итак, это было просто знакомство с зенковкой и зенковкой отверстий. В следующем разделе мы подробно объясним сценарии, в которых вы можете их использовать.
2. Когда нужны такие отверстия?
2.1 Зенковка и зенковка Использование
Вы можете использовать зенковку отверстий в соответствии с их стилем. В основном они предназначены для таких поверхностей, как металлы и дерево, но нас это не касается. Давайте перейдем к их использованию на печатной плате. Вы знаете, что, как и многие печатные платы, печатная плата имеет отверстия. И метод, которым вы их утомляете, имеет большое значение.
Прямо сейчас нас интересуют отверстия для винтов, которые будут прикреплять печатную плату к приложению. Ваш тип винта поможет вам понять гибкость. Что ты будешь делать? Вам нужно будет просверлить зенкерное отверстие.
Ваш тип винта поможет вам понять гибкость. Что ты будешь делать? Вам нужно будет просверлить зенкерное отверстие.
Это коническое отверстие подходит для стандартного винта с плоской головкой. Кроме того, требуется большая точность по сравнению с расточенным отверстием. После этого вы можете быстро закрепить печатную плату на своих устройствах, таких как часы или смартфон. Мы должны правильно закрутить винты на печатной плате.
С другой стороны, когда дело доходит до печатных плат, обычно это не предпочтительнее провалов. Их действительно можно изготовить быстро, но зенковка сохраняет гладкость доски. Кроме того, это не будет мешать выравниванию конструкции печатной платы. На рис. 2 показан рабочий, закрепляющий печатную плату винтом.
Тем не менее, если вы хотите более прочную установку вашей печатной платы, вам следует просверлить отверстие с раззенковкой. При том, что вас не волнует экономия места или плавный дизайн. Отверстия с расточенными отверстиями в основном достаточно велики, чтобы в них можно было вставлять гнезда.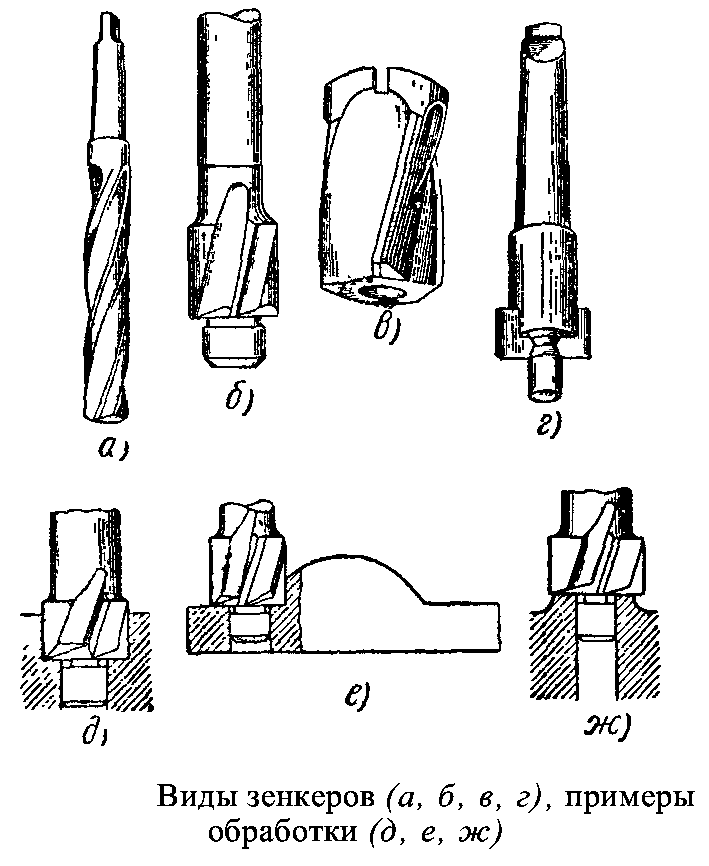 Таким образом, вы можете получить более надежное размещение с помощью винтов.
Таким образом, вы можете получить более надежное размещение с помощью винтов.
Итак, это было несколько примеров того, где вы можете использовать цековку или зенковку отверстий. В следующем разделе мы быстро объясним, как можно просверлить такие отверстия.
3. Выбор зенковки или зенковки, необходимо учитывать
3.1 Информация, необходимая для сверления зенкерных отверстий
Вы можете просверливать отверстия с помощью зенковки, как показано на рис. 3. Первый инструмент слева сторона представляет собой зенкерный режущий инструмент. Для точного сверления этих отверстий вам потребуются следующие данные:
1. Какой должен быть угол сверления? На рис. 4 показаны примеры различных углов сверления.
2. Каким должен быть значительный диаметр? Это ширина отверстия на поверхности печатной платы.
3. Какой должна быть его глубина?
4. Где раковина на доске? В нижней или верхней части?
5. Каким должен быть окончательный диаметр вала отверстия?
Каким должен быть окончательный диаметр вала отверстия?
6. Вам нужно, чтобы стержень и раковина были без покрытия или с покрытием?
3.2 Информация, необходимая для сверления отверстий с зенковкой
Центральный режущий инструмент на рис. 3 представляет собой зенковку и предназначен для сверления этих отверстий. Теперь информация, которая вам нужна, аналогична зенковке отверстий, за исключением требований к углу. Стороны отверстия всегда параллельны друг другу, поэтому вам не нужно указывать угол. Вам понадобится только следующая информация.
1. Требуемый наружный диаметр.
2. Требуемая глубина отверстия.
3. Где отверстие на печатной плате?
4. Вал и отверстие должны быть без покрытия или с покрытием?
5. Окончательный диаметр отверстия вала.
Итак, вот как можно точно просверлить зенковку и раззенковать отверстия в печатной плате. На рис. 5 показан режущий инструмент, просверливающий отверстие с цековкой с левой стороны.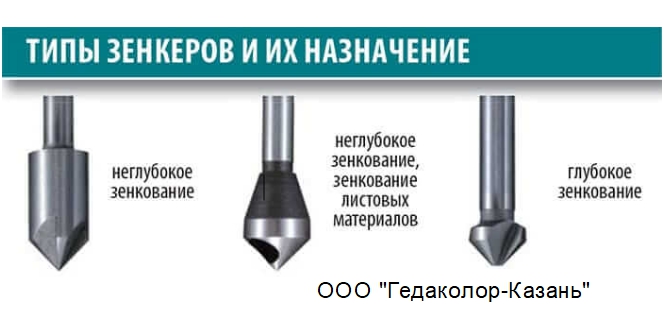 Потайное отверстие находится с правой стороны.
Потайное отверстие находится с правой стороны.
В следующем разделе мы упомянем, как вы можете обозначить отверстия с цековкой и зенковкой.
4. Символическое представление зенковки и цековки
Разработчики считают более удобным использовать символы для термина, а не расшифровывать его целиком. Таким образом, символы зенковки и цековки также существуют. Буква «V» будет обозначать отверстие с зенковкой. Причиной выбора этого символа является то, что зенкерное отверстие сбоку выглядит как буква «V». На рис. 6 показан этот символ.
Символ цековки похож на незавершенный квадрат и открыт сверху. Рисунок 7 демонстрирует этот символ. Опять же, этот символ был выбран, если посмотреть на расточенные отверстия сбоку.
Итак, дизайнеры используют эти два символа для сверления. Диаметр логотипа показывает, насколько глубоким или широким должно быть отверстие. Строители или специалисты интерпретируют эти символы для выполнения операций зенкерования или зенкерования.
В следующем разделе мы расскажем вам о применении зенковки и зенковки на печатных платах.
5. Применение зенковки и зенковки на печатной плате
Печатная плата с зенковкой обеспечивает чистое размещение. Таким образом, он идеально подходит для небольших устройств, где вам понадобится плотное прилегание. Примеры небольших бытовых приборов включают крошечные носимые устройства и мобильные телефоны.
С другой стороны, печатная плата с раззенкованными отверстиями обеспечивает надежность и герметичность. Таким образом, вы можете использовать его на электронных устройствах и стиральных машинах. Мы, здесь, в WellPCB, также обеспечиваем сверление зенковки и раззенковку отверстий. Вам необходимо оформить заказ на нашем сайте, и мы свяжемся с вами.
Итак, это было несколько примеров, где можно использовать печатную плату с зенковкой и расточенными отверстиями.
Заключение
Разработчики не знают, что существуют определенные типы отверстий для крепления их печатных плат. Они не уверены, как лучше прикрепить различные материалы к своим печатным платам и наоборот. Итак, в этой статье объясняется все, что связано с зенковкой и зенковкой отверстий.
Они не уверены, как лучше прикрепить различные материалы к своим печатным платам и наоборот. Итак, в этой статье объясняется все, что связано с зенковкой и зенковкой отверстий.
Инженеры теперь знают, как точно установить свои печатные платы в устройство. Теперь вы будете знать, когда использовать эти отверстия и как их сверлить. Мы уверены, что сделали вашу жизнь намного комфортнее, не так ли? Тем не менее, если у вас есть какие-либо вопросы, не стесняйтесь спрашивать нас в любое время. Наша команда специалистов всегда готова оказать вам любую возможную помощь.
Инструменты сегодня Руководство по покупке
Опубликовано 16 сентября 2022 г. автором ttadmin
Существует множество различных методов крепления, но это серьезное руководство с некоторыми из лучших методов крепления. В методах крепления нет недостатка, но Мэтт Пламли из Toolstoday рассмотрит каждую категорию методов крепления для дерева, разберет, для чего используется каждый из них, и обсудит, что лучше всего сработало для него. Верхний прижимной зажим Верхний прижимной зажим, вероятно, является наиболее распространенным методом закрепления материала… нажмите, чтобы прочитать подробнее
Верхний прижимной зажим Верхний прижимной зажим, вероятно, является наиболее распространенным методом закрепления материала… нажмите, чтобы прочитать подробнее
Опубликовано в Биты с ЧПУ, Общие советы для столяров
|
Tagged cnc, станок с чпу, советы для столяров, советы по ящикам для инструментов, инструменты, toolstoday, деревообработка, советы по деревообработке, инструменты для деревообработки
|
Оставить комментарий
Опубликовано 29 апреля 2022 г. автором ttadmin
Эти 5 предметов — одни из лучших предметов, которые помогут вам делать высококачественные знаки на вашем станке с ЧПУ. Есть много предметов, которые помогут улучшить качество ваших знаков. Мэтт Пламли из Toolstoday поделится топ-5, которые он использует для изготовления высококачественных вывесок из дерева. Некоторые из самых простых в изготовлении, но наиболее эффективных знаков создаются с использованием траектории v-carve и v-биты. Использование высококачественной твердосплавной насадки с V-образной канавкой… нажмите, чтобы прочитать подробнее
Опубликовано в Сверла с ЧПУ, Общие советы для деревообработчиков, Фрезы, Без рубрики
|
Tagged cnc, биты с чпу, станок с чпу, CNC V Groove, бит маршрутизатора, биты маршрутизатора, советы для столяров, дерево, деревообработка, советы по деревообработке, инструменты для деревообработки
|
Оставить комментарий
Опубликовано 18 февраля 2022 г. автором ttadmin
автором ttadmin
У вас есть вопросы о ЧПУ Shapeoko 4? Это руководство по покупке поможет ответить на них! О станке с ЧПУ Shapeoko 4 можно многое узнать, но Мэтт Пламли из Toolstoday расскажет вам о характеристиках станка, расскажет о том, как он работает, и, надеюсь, ответит на все ваши вопросы! Независимо от того, ищете ли вы свой первый станок с ЧПУ или хотите добавить новый станок с ЧПУ к вашему производству, Shapeoko 4 — это просто фантастика… нажмите, чтобы прочитать подробнее
Опубликовано в Биты с ЧПУ, Общие советы для столяров
|
Tagged карбид 3d, чпу, станок с чпу, shapeko 4, shapeoko cnc, советы для столяров
|
Оставить комментарий
Опубликовано 2 июня 2021 г. автором ttadmin
Эти 5 полотен для настольных пил — одни из лучших в деревообрабатывающей мастерской! Существует множество различных типов полотен для настольных пил, используемых для резки дерева, но Мэтт Пламли из Toolstoday предлагает 5 наиболее важных полотен для вашей настольной пилы! Все перечисленные здесь полотна предназначены для настольных пил, в которых используется полотно 10 дюймов с оправкой 5/8 дюйма, мы предлагаем полотна других диаметров и отверстий, но… нажмите, чтобы прочитать подробнее
Posted in Общие советы для столяров, Пильные полотна, Без рубрики
|
Инструмент амана, комбинированный пильный диск, поперечный пильный диск, отрезной пильный диск, пильные диски, советы для столяров, деревообработка, инструменты для деревообработки
|
Оставить комментарий
Опубликовано 4 ноября 2020 г. автором ttadmin
автором ttadmin
Эти 5 предметов обязательно придутся по вкусу любому плотнику! Ищете идеальный подарок для плотника в вашей жизни? Тогда не смотрите дальше! Мэтт Пламли из Toolstoday расскажет о 5 главных вещах, которые понравятся любому столяру в праздничный сезон! 55227 – Каждому мастеру по дереву нужна хорошая зенкерная фреза для работы в мастерской по чистовой отделке мебели. Зенковка 55227 с твердосплавным наконечником и регулируемым упором по глубине — идеальный инструмент для этой работы. Это будет… нажмите, чтобы прочитать подробнее
Опубликовано в Без рубрики
|
Tagged amana tool, купить фрезы, чпу, фрезы с чпу, станок с чпу, сжатие, Downcut, идеи подарков, фрезы, советы для столяров, toolstoday, Upcut, деревообработка, советы по деревообработке
|
Оставить комментарий
Опубликовано 23 октября 2020 г. автором ttadmin
Все, что вам нужно знать о том, какой бит лучше всего подходит для вашего проекта: бит с понижением, повышением или сжатием! Понимание того, какой стиль резки использовать для конкретного разреза, может иметь огромное значение для качества ваших проектов. Мэтт Пламли из Toolstoday разберет его и упростит выбор биты для использования. Насадка с нисходящим резом — идеальный выбор для резов, когда чистая верхняя поверхность, например, создание несквозных карманов,… нажмите, чтобы прочитать больше
Мэтт Пламли из Toolstoday разберет его и упростит выбор биты для использования. Насадка с нисходящим резом — идеальный выбор для резов, когда чистая верхняя поверхность, например, создание несквозных карманов,… нажмите, чтобы прочитать больше
Опубликовано в Биты с ЧПУ, Общие советы для столяров, Фрезы
|
Tagged amana tool, купить фрезы, чпу, фрезы с чпу, станок с чпу, сжатие, Downcut, фрезы, советы для столяров, toolstoday, Upcut, деревообработка, советы по деревообработке
|
1 комментарий
Опубликовано 11 декабря 2019 г. автором ttadmin
Этот постер будет отлично смотреться в вашем магазине, гараже, офисе и на стене. На нашем веб-сайте Toolstoday представлен самый полный список всех инструментов, которые мы предлагаем, но приятно быстро найти лучшие инструменты для дерева и современных материалов с помощью этого плаката размером 24 x 36 дюймов. Поднимите свой БЕСПЛАТНЫЙ плакат с руководством по инструментам с ЧПУ, чтобы повесить рядом со своим станком для удобства. Обязательно загрузите бесплатную PDF-копию постера с руководством по инструментам с ЧПУ ЗДЕСЬ! Правильный выбор биты для материала… нажмите, чтобы прочитать подробнее
Обязательно загрузите бесплатную PDF-копию постера с руководством по инструментам с ЧПУ ЗДЕСЬ! Правильный выбор биты для материала… нажмите, чтобы прочитать подробнее
Опубликовано в Сверла с ЧПУ, Общие советы для деревообработчиков, Фрезы, Без рубрики
|
Tagged акрил, алюминий, инструмент амана, латунь, купить фрезы, углеродное волокно, чпу, станок с чпу, CNC V Groove, композит, медь, недорогие фрезы, фрезы, фрезы, советы для столяров, toolstoday, дерево, деревообработка , советы по деревообработке, инструменты для деревообработки
|
Оставить комментарий
Опубликовано 28 октября 2019 г. автором ttadmin
Эти 5 фрез должны быть у каждого столяра! Существует множество различных типов фрез, используемых для резки дерева, но Мэтт Пламли из Toolstoday разбивает их на 5 наиболее важных фрез, которые вам нужны для фрезера! Для каждого типа бита будет указано два номера позиций. Если у вас есть возможность использовать сверло с хвостовиком 1/2″, всегда используйте его для дополнительной устойчивости, но если вы используете триммер… нажмите, чтобы прочитать подробнее
Опубликовано в Общие советы для столяров, Фрезы
|
Tagged amana tool, купить фрезы, дешевые фрезы, фрезы с промывкой, недорогие фрезы, фрезы, фрезы, советы для столяров, инструменты, toolstoday, деревообработка, советы по деревообработке, инструменты для деревообработки
|
Оставить комментарий
Опубликовано 6 сентября 2019 г. автором ttadmin
автором ttadmin
Эти 5 битов вы будете использовать чаще всего в своем ЧПУ! Существует множество различных типов битов с ЧПУ, используемых для резки дерева, но Мэтт Пламли из Toolstoday собирается разбить их на 5 наиболее важных бит или наборов бит, которые вам нужны для вашего ЧПУ! 1. 46202-K. Независимо от размера вашей машины, такая фреза на 1/4″, как эта, вероятно, будет одной из ваших наиболее часто используемых фрез. Резка вниз… нажмите, чтобы прочитать подробнее
Опубликовано в Сверла с ЧПУ, Общие советы для деревообработчиков, Фрезы, Без рубрики
|
Tagged amana tool, cnc, станок с чпу, CNC V Groove, бит маршрутизатора, советы для столяров, деревообработка, советы по деревообработке, инструменты для деревообработки
|
Оставить комментарий
Опубликовано 18 июля 2019 г. автором ttadmin
Неважно, над каким проектом вы работаете, у нас есть для вас подходящая фреза с ЧПУ! Мэтт Пламли из ToolsToday подробно расскажет о том, что следует учитывать при выборе новой фрезы для ЧПУ! Первое, что нужно учитывать, это размер хвостовика, который может принять ваш шпиндель. Мы предлагаем биты с размером хвостовика от 1/8″ до 3/4″, чем больше размер хвостовика, тем стабильнее будет бит. Меньшие ЧПУ, такие как Shapeoko… нажмите, чтобы прочитать подробнее
Мы предлагаем биты с размером хвостовика от 1/8″ до 3/4″, чем больше размер хвостовика, тем стабильнее будет бит. Меньшие ЧПУ, такие как Shapeoko… нажмите, чтобы прочитать подробнее
Опубликовано в Биты с ЧПУ, Общие советы для столяров
|
Tagged amana tool, купить фрезы, чпу, фрезы с чпу, станок с чпу, фрезы с чпу, фрезы с чпу, роутер, советы для столяров, toolstoday, советы по деревообработке, инструменты для деревообработки
|
Оставить комментарий
Что такое болты с потайной головкой?
`;
М. МакГи
Болты с потайной головкой
— это болты, предназначенные для установки в отверстие с потайной головкой. Зенковка — это и утопленное отверстие, и инструмент для проделывания отверстия, позволяющего вкручивать совместимые винты и болты заподлицо с поверхностью. Болты с потайной головкой в основном скрыты при вкручивании, потому что их головки имеют форму, подходящую для специальных отверстий. Когда эти отверстия пусты, они выглядят как обычные резьбовые отверстия с коническим отверстием наверху; когда они заполнены, единственной видимой частью должен быть самый верх винта или болта.
Зенковка — это и утопленное отверстие, и инструмент для проделывания отверстия, позволяющего вкручивать совместимые винты и болты заподлицо с поверхностью. Болты с потайной головкой в основном скрыты при вкручивании, потому что их головки имеют форму, подходящую для специальных отверстий. Когда эти отверстия пусты, они выглядят как обычные резьбовые отверстия с коническим отверстием наверху; когда они заполнены, единственной видимой частью должен быть самый верх винта или болта.
В поперечном сечении зенковка очень похожа на стандартное резьбовое отверстие. Отверстие вырезается и нарезается точно так же, как и стандартное отверстие для винта. Единственная реальная разница находится в самом верху отверстия, где специальный механизм прорезает коническое отверстие, которое в поперечном сечении очень похоже на воронку. Это коническое отверстие позволяет болтам с потайной головкой ввинчиваться в отверстие и опускаться в отверстие, поэтому головка болта находится на одном уровне с поверхностью объекта.
Единственная реальная разница находится в самом верху отверстия, где специальный механизм прорезает коническое отверстие, которое в поперечном сечении очень похоже на воронку. Это коническое отверстие позволяет болтам с потайной головкой ввинчиваться в отверстие и опускаться в отверстие, поэтому головка болта находится на одном уровне с поверхностью объекта.
Существует две основные причины использования болтов с потайной головкой. Первый заключается в создании гладкой поверхности объекта без торчащих головок болтов. Некоторые производители идут еще дальше и используют зенковку, чтобы полностью закрыть болт. Зенковка немного больше, чем нужно, и болт оказывается утопленным в отверстии; его голова находится ниже поверхности. Материал помещается на головку болта и покрывается, вероятно, на весь срок службы объекта.
Зенковка немного больше, чем нужно, и болт оказывается утопленным в отверстии; его голова находится ниже поверхности. Материал помещается на головку болта и покрывается, вероятно, на весь срок службы объекта.
Второй причиной использования болтов с потайной головкой является предотвращение обнажения острых краев. Когда отверстие вырезается в материале, края часто очень острые, особенно если оно вырезано в металле. Чем острее угол, тем острее, вероятно, будет край. Традиционное отверстие для болта вырезается под прямым углом, но коническое отверстие, используемое для болтов с потайной головкой, использует гораздо более широкий угол, что снижает общую остроту разреза. К тому же, это также удаляет заусенцы и цветовые вариации, образовавшиеся при первоначальном вырезании отверстия под болт.
К тому же, это также удаляет заусенцы и цветовые вариации, образовавшиеся при первоначальном вырезании отверстия под болт.
В дополнение к вышеуказанным преимуществам зенкерование используется и другими способами. Одним из наиболее распространенных дополнительных применений является процесс, называемый ямочками. Конические отверстия размещены в листовом металле длинными рядами и столбцами. Это повышает структурную стабильность металла и позволяет укладывать листы друг на друга.
Что такое зенкерование и зенкерование?
Вопрос задан: г-жой Беатрис Гляйхнер IV
Оценка: 4,7/5
(4 голоса)
Зенковка создает коническое отверстие, соответствующее угловой форме на нижней стороне винта с плоской головкой . … Зенковка создает отверстие с плоским дном, которое позволяет головке винта или болта с плоской нижней стороной прочно упираться в зенковку, часто поверх шайбы.
… Зенковка создает отверстие с плоским дном, которое позволяет головке винта или болта с плоской нижней стороной прочно упираться в зенковку, часто поверх шайбы.
Что такое зенковка?
Зенковка — это метод, используемый для создания ровной поверхности на внутренней стенке конца трубы . Процесс изготовления трубопровода часто приводит к неровной поверхности внутренней стены. … Зенковка подготавливает концы труб механической обработкой, чтобы соединение плотно закрывалось и его можно было легко сваривать.
Для чего используется зенкерование?
Зенковка — это режущий инструмент , который проделывает коническое отверстие в объекте . Обычное использование заключается в том, чтобы головка болта или винта с потайной головкой при помещении в отверстие находилась заподлицо с поверхностью или под ней. Зенковки также можно использовать для удаления заусенцев, оставшихся после сверления или нарезания резьбы.
Что такое зенковка в сверлении?
Расточка: Расточка — это операция расширения одного конца существующего отверстия, концентричного с исходным отверстием с квадратным дном .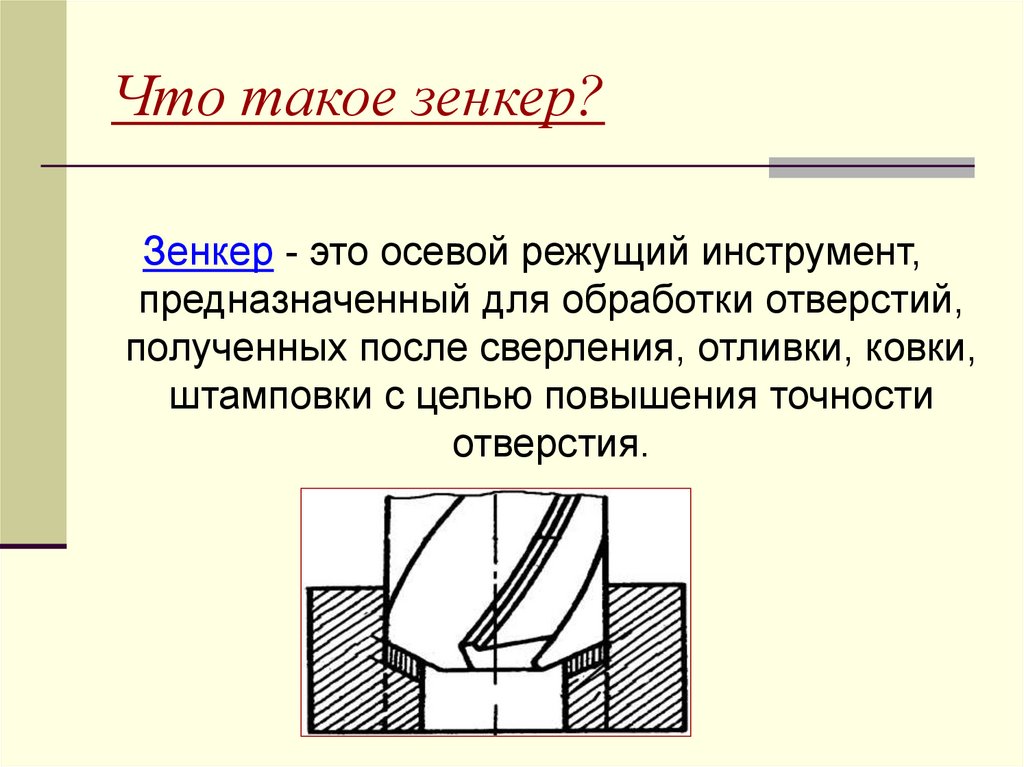 Это делается для размещения головок болтов, шпилек и штифтов. Режущие кромки зенковки (инструмента, используемого для зенковки) могут иметь прямые или спиральные зубья.
Это делается для размещения головок болтов, шпилек и штифтов. Режущие кромки зенковки (инструмента, используемого для зенковки) могут иметь прямые или спиральные зубья.
Что такое зенкерование при механической обработке?
ЗЕНКАНИЕ, ЗЕКУРОВКА И НАМЕЩЕНИЕ — три операции механической обработки, используемые для увеличения отверстия . При зенкеровании конический инструмент, похожий на развертку, используется для вырезания конического расширения в отверстии отверстия для приема головки крепежного изделия, для получения центра или для снятия заусенцев.
зенковка и зенкерование со схемой | объяснение зенковки и зенкерования
Найдено 37 связанных вопросов
Зачем выполняется развертывание?
Основной целью развертывания является простое создание гладких стенок в существующем отверстии . Компании-производители выполняют развертывание с помощью фрезерного станка или сверлильного станка.
Компании-производители выполняют развертывание с помощью фрезерного станка или сверлильного станка.
Почему он называется зенкером?
Обзор винтов с потайной головкой
Их называют «винтами с потайной головкой» , потому что они «утопают» в объектах и поверхностях . Они имеют плоскую головку, которая сужается вдоль стержня. Поэтому, когда вы ввинчиваете шуруп с потайной головкой в объект или поверхность, его головка утонет так, что окажется на одном уровне с соответствующим материалом.
Что такое процесс сверления пистолетом?
Gundrilling — это процесс глубокого сверления отверстий, в котором используется длинный тонкий режущий инструмент для создания отверстий в металле с большим отношением глубины к диаметру . … Сверление орудий изначально было разработано для изготовления орудийных стволов, где прямолинейность и долговечность ствола были важны для правильного функционирования стволов.
Какие существуют основные типы зенковки?
Эти конфигурации включают зенковки для самолетов , цековки для болтов с головкой , зенковки для винтов с цилиндрической головкой, зенковки для лезвий и тыльные зенковки.
Что такое процесс сверления?
Сверление — это процесс резания, при котором используется сверло для вырезания отверстия круглого сечения в твердых материалах . Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. … Вместо этого отверстие обычно делается путем забивания сверла в отверстие быстро повторяющимися короткими движениями.
Для чего нужны зенкеры с направляющей?
Зенковка направляющего отверстия позволяет шурупу с потайной головкой сидеть на одном уровне с поверхностью материала, придавая вашей работе аккуратный вид . Без зенкования отверстия шуруп может разорвать волокна материала, создав шероховатую рабочую поверхность.
Как работает зенковка?
Зенковка создает область в древесине, которая соответствует форме потайной головки винта . Такая форма позволяет шурупу контактировать с древесиной с равным усилием. Это создает прочное соединение между шурупом и деревом.
Какой самый распространенный угол зенковки?
Зенкеры изготавливаются с шестью распространенными углами: 60°, 82°, 90°, 100°, 110° или 120°, причем два наиболее распространенных из них: 82° и 90° .
Зачем делается расточка?
Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
В чем разница между расточкой и зенковкой?
Встречная расточка Встречная расточка – это метод цилиндрического увеличения конца отверстия . Увеличенные отверстия образуют квадратный медведь у странного отверстия. … Коническое отверстие регулируется прямым или коническим хвостовиком, чтобы соответствовать шпинделю сверла, а режущая кромка может иметь прямые или изогнутые зубья.
Является ли сверление ортогональным резом?
ортогональная резка .
В чем разница между цековкой и цековкой?
заключается в том, что расточенное отверстие представляет собой цилиндрическую выемку, обычно выточенную вокруг отверстия для ввинчивания винта, чтобы он располагался заподлицо с поверхностью, в то время как посадочная поверхность представляет собой неглубокую круглую или цилиндрическую выемку, выточенную (например) на литой детали, чтобы предложить плоская поверхность, к которой можно прикрепить застежку; неглубокая зенковка.
Сколько существует типов отверстий?
Существует четыре типа черных дыр : звездные, промежуточные, сверхмассивные и миниатюрные. Наиболее известный способ образования черной дыры — смерть звезды.
Какой инструмент используется для зенкерования?
ЗЕНЕРКА, ЗЕКУРОВКА И ТОЧЕЧНАЯ РАБОТА — это три операции механической обработки, используемые для увеличения раскрытия отверстия. При зенкеровании конический, похожий на развертку инструмент используется для вырезания конического расширения в отверстии отверстия для приема головки крепежного изделия, для получения центра или для удаления заусенцев.
Что означает сверление 3-го отверстия?
С точки зрения ATF наличие третьего отверстия означает с пулеметом . Не имея ФФЛ современный автомат не построишь, а физическому лицу из ФФЛ его все равно не переведешь.
Является ли дрель оружием?
Стандартные сверла в Мектоне — это бронебойное оружие ближнего боя с низкой точностью.
Как просверлить пистолет на токарном станке?
Ружейное сверление на токарном станке
- Сделайте направляющее отверстие глубиной не менее 1–2 диаметров и на 0,0005–0,001″ больше, чем у ружейного сверла.
- Расположите ружейную дрель в отверстии перед началом вращения.
- Всегда останавливайте вращение перед извлечением ружейного сверла из отверстия.
- Рассмотрите возможность использования люнета на токарном станке, чтобы помочь стабилизировать ружейные сверла.
Как выбрать зенковку?
Вы должны выбрать зенкер , который больше, чем размер болта отверстия . Диаметр зенковки = 1,5 x диаметр отверстия под размер болта. Пример: Болт 1/4″-20 – умножьте диаметр (0,250) x 1,5 = 0,375.
В чем разница между фаской и зенковкой?
Основное различие между зенкером и зенкером заключается в конфигурации плунжера . Фаскомеры имеют угловой плунжер, состоящий из трех рифленых секций. … Поскольку зенкеры более важны, зенкерные датчики имеют конические плунжеры, которые плотно прилегают ко всей поверхности зенковки.
… Поскольку зенкеры более важны, зенкерные датчики имеют конические плунжеры, которые плотно прилегают ко всей поверхности зенковки.
Зачем нужно зенковать винт?
Зенковка выполнена , чтобы убедиться, что винты с плоской головкой плотно прилегают к заготовке . Зенковка создает коническое отверстие, соответствующее углу винта, так что, когда винт полностью закручен, головка будет находиться на одном уровне или немного ниже поверхности. … Зенковки имеют более широкий спектр применения и углов.
Похожие вопросы
- 43Что такое зенкерование?
- 45Как работает зенковка?
- 37Почему важна зенковка?
Реклама
Популярные вопросы
- 27Это слово сахарин?
- 31Что такое роза Коппарберга?
- 40Где песчаные дюны?
- 39Погнётся ли форма?
- 22 Не имеет нуклеиновой кислоты?
- 15Что такое школа доброжелательного отношения к ребенку?
- 21Полезны ли чайные листья для сада?
- 24Есть ли у Subaru Forester каталитический нейтрализатор?
- 40Безопасны ли осмотические слабительные при беременности?
- 20Почему эксперименты над животными жестоки?
В чем разница между зенковкой и зенковкой? – Newsbasis.
 com
com
В чем разница между зенковкой и зенковкой?
Основное различие между винтами с потайной головкой и винтами с потайной головкой заключается в размере и форме отверстий. Отверстия с потайной головкой шире и имеют более квадратную форму, что позволяет использовать шайбы. Зенковка создает коническое отверстие, соответствующее угловой форме на нижней стороне винта с плоской головкой.
Что лучше зенковать или зенковать?
Зенковка создаст отверстие с плоским дном. Это позволит болту или винту, который имеет плоскую нижнюю сторону, в отличие от угловой формы зенковки, оставаться внутри. В этой ситуации часто используется шайба… Сравнительная таблица.
| Зенковка | Зенковка |
|---|---|
| Достаточная удерживающая сила | Обеспечивает более прочную фиксацию |
В чем основная разница между зенковкой и цековкой?
Отверстия с зенковкой более квадратные и широкие, что позволяет добавлять шайбы перед креплением креплений, в то время как отверстия с зенковкой имеют коническую форму, соответствующую угловой форме на нижней стороне винтов с плоской головкой.
Какие основные типы зенковки существуют?
Эти конфигурации включают в себя зенковки для самолетов, цековки для болтов с цилиндрической головкой, цековки для винтов с цилиндрической головкой, зенковки для лопастей и тыльных зенковок.
Для чего нужна зенковка?
Зенковки в основном используются для зенкерования отверстий, зенкерования винтов и удаления заусенцев. Зенковка расширяет отверстие и облегчает последующее нарезание резьбы. При зенкеровании шурупов создается место для головки шурупа, чтобы она сомкнулась с поверхностью заготовки.
Для чего нужна зенковка?
Инструмент, называемый цековкой, обычно используется для обработки шлифовальной поверхности, хотя можно также использовать концевую фрезу. Снимается ровно столько материала, сколько нужно для того, чтобы поверхность стала плоской. Зенковка также используется для создания перпендикулярной поверхности для головки крепежа на неперпендикулярной поверхности.
В чем преимущество зенковки перед просверленным отверстием?
Зенковка используется для увеличения отверстия, чтобы винт мог входить в деталь заподлицо. Для обеспечения надежности сборки можно использовать стопорные шайбы. Зенковки используются для одной цели.
Что такое зенковка?
Зенковка (символ: ⌵) представляет собой коническое отверстие, вырезанное в изготовленном объекте, или резец, используемый для вырезания такого отверстия. Зенковка также может использоваться для удаления заусенцев, оставшихся после сверления или нарезания резьбы, тем самым улучшая отделку изделия и удаляя любые опасные острые края.
В чем разница между цековкой и цековкой?
заключается в том, что расточенное отверстие представляет собой цилиндрическую выемку, обычно выточенную вокруг отверстия для ввинчивания винта, чтобы он располагался заподлицо с поверхностью, в то время как посадочная поверхность представляет собой неглубокую круглую или цилиндрическую выемку, выточенную (например) на литой детали для обеспечения плоской поверхности. лицевая сторона, к которой можно прикрепить застежку; неглубокая зенковка.
Для чего нужна зенковка?
Для чего нужна зенковка?
Зенковка используется для увеличения отверстия отверстия, образуя плоское дно, чтобы винт с внутренним шестигранником входил заподлицо с поверхностью детали. Для обеспечения надежной сборки можно использовать стопорные шайбы. Обычно зенковки используются для одной цели.
В чем разница между зенковкой и зенковкой?
Форма отверстия зенковки прямая, зенковки V-образная. Также можно сказать, что зенковка цилиндрическая, а зенковка каноническая. Ключевое различие между зенковкой и зенковкой заключается в их форме. Таким образом, при физическом осмотре вы должны распознать оба типа отверстий.
В чем разница между зенковкой и долотом Форстнера?
Цековка позволяет получить цилиндрическое отверстие с увеличенной плоской головкой, чтобы головка крепежа подходила заподлицо.
