- Сварные.
- Цельные.
- Сборные.
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
- При обработке конструкционных сталей средней прочности, серого и ковкого чугуна, алюминиевых сплавов при скоростях резания 50-70 м/мин торцовыми, цилиндрическими, концевыми и дисковыми острозаточенными фрезами наиболее целесообразно применять стали Р6М5, Р18, Р6М5К5 и Р9М4К8.
- При фрезеровании тех же материалов фасонными затылованными фрезами рекомендуется использовать стали Р6М5, Р18, Р18К5Ф и Р9К10.
- Для фрезерования жаропрочных, нержавеющих сталей и сплавов, сталей повышенной прочности с аустенитной структурой наиболее успешно применяют стали Р14Ф4, Р8МЗК6С, Р9К10, Р9М4К8, Р6М5К5, Р9Ф5, Р10Ф5К5, а также Р12Ф2К8МЗ, Р18Ф2М Р6ФК8М5 и им подобные.
- Наличник – это специальное профилированное приспособление, с помощью которого обрабатывают дверные и оконные рамки.
- Плинтус — это планка для перекрытия проема между напольным покрытием и стеной.
- Галтель – в основном используется для стыковки потолка и стены. Широко применяется в мебельном производстве.
- Рейка - представляет собой узкий деревянный брусок. В строительстве или ремонте незаменимая деталь.
- Вагонка – это узкая прочная доска для отделки потолка и стен в домах, банях и других сооружений.
- Уголок – это деревянное изделие с угловым торцом. Используется как элемент декора в отделочных работах.
2.2.2. Выбор материала режущей части. Фрезы изготавливают из стали
Материалы, применяемые для изготовления фрез
 Материалы, применяемые для изготовления фрез
Материалы, применяемые для изготовления фрез Категория:
Фрезерные работы
Материалы, применяемые для изготовления фрез Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью. Для изготовле-
ния режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минерало-керамику, сверхтвердые материалы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углерод-истые стали следующих марок: У7, У8, У9, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200—250 °С и при скоростях резания в пределах 10— 15 м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия. Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, 9ХС и ХВГ. Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300—350 °С, скорость резания 20— 25 м/мин).
Быстрорежущая инструментальная стальв отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большой теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550—600 °С)
В СССР установлены единые условные обозначения (из букв и цифр) химического состава стали. Первые две цифры показывают среднее содержание углерода, буквами обозначают легированные элементы (В — вольфрам, Ф — ванадий, К — кобальт, М — молибден и т. д.), а цифрами справа от буквы — их среднее содержание (в процентах). Буквой Р обозначают быстрорежущую сталь.
В настоящее время наибольшее применение для изготовления всех видов цежущего инстру-. мента при обработке обычных конструкционных материалов применяются следующие марки стали: Р6М5, Р6МЗ и Р12. В последнее время УкрНИИспецсталь разработал новую марку быстрорежущей стали 11АРЗМЗФ2 с пониженным содержанием вольфрама (1,1% углерода, азот, ванадий, молибден).
Для обработки высокопрочных нержавею-щих сталей и сплавов в условиях повышенного j разогрева режущих кромок, а также для обработки сталей и сплавов повышенной твердости и вязкости при работе с ударами применяют I следующие марки стали: Р18КФ2, Р10К5ФЗ, Р9К5, Р6М5К5, Р12Ф2К8МЗ, Р9М4К8 и др. Эти марки часто применяются также для изготовления зуборезного инструмента.
Твердые сплавы допускают работу со скоростями резания, превышающими в 5— 10 раз скорости обработки быстрорежущими I инструментальными сталями, и не теряют режущих свойств при температуре до 80 °С и выше. Металлокерамические твердые сплавы I состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВКЗМ, ВК6, ВК6М, ВК5Н, ВК10, ВК10М, ВК15М, ВК8, ВК6-ОМ, ВК8-ОМ, ВКЮ-ОМ, ВК15-ОМ и др.) и титаново-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, Т30К4, Т60К6 и др.). Цифры после букв указывают процентное содержание в сплаве кобальта и титана.
Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
Выпускают трехкарбидные твердые сплавы, состоящие из кобальта (связки) и карбидов вольфрама, титана, тантала. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу в 1,5—2 раза большими подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров.
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. Сплав ТТ20К9 специально предназначен для фрезерования стали (например, для фрезерования глубоких пазов). Он отличается повышенным сопротивлением тепловым и механическим циклическим нагрузкам. Наиболее прочными сплавами при черновой обработке стали являются сплавы марок ТТ7К12 и Т5К12Б.
С уменьшением размеров зерен карбидов вольфрама износостойкость и твердость сплава увеличиваются. Эту закономерность используют при создании сплавов различного назначения с требуемыми свойствами. Первыми мелкозернистыми сплавами были сплавы марок ВКЗМ и ВК6М. В последнее время разработаны твердые сплавы с особо мелкозернистой (ОМ) структурой — ВК6-ОМ, ВКЮ-ОМ и ВК15-ОМ.
Стойкость твердосплавного инструмента повышается при нанесении на его поверхность изностойких слоев (5—15 мкм) карбидов (титана, ниобия), боридов, нитридов и др.
Минерал о керамическ ие спла-в ы приготовляют на основе окиси алюминия А/203 (корунда) путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. В настоящее время промышленное применение имеют две марки минеральной керамики: ЦМ-332 и ВЗ. Минеральная керамика марки ВЗ обладает большей (в 1,5—2 раза) прочностью по сравнению с керамикой марки ЦМ-332. В состав керамики марки ВЗ помимо окиси алюминия входят сложные карбиды тугоплавких металлов.
Минералокерамические пластинки обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минералокерамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками) с неперетачиваемыми пластинками.
Сверхтвердые материалы (СТМ) являются поликристаллическим образованием на основе кубического нитрида бора. В эту группу входят композит 01 (эльбор-Р), композит 05 и композит 10 (гексанит-Р), ПТНБ (поликристалл твердого нитрида бора), «зубр», «бел-бор» и др.
Сверхтвердые материалы значительно превосходят минеральную керамику и твердые сплавы по термоусталостной прочности. Эль-бор-Р, гексанит-Р, ПТНБ и др. применяют для оснащения резцов, фрез, а также при изготовлении абразивного инструмента для заточки металлического (лезвийного) инструмента.
Сверхтвердые материалы для металлического инструмента выпускаются в виде цилиндрических вставок диаметром от 4 до 8 мм и длиной от 4 до 8 мм.
Сверхтвердые материалы на основе нитрида бора химически инертны к черным металлам, а материалы на основе углерода (алмазы) к ним химически активны. Это различие и определяет область их применения: сверхтвердые материалы применяются для обработки сталей, чугу-нов, ряда труднообрабатываемых сплавов; поликристаллические алмазы — для обработки цветных металлов, титановых сплавов, стеклопластиков и др. Для обработки сверхтвердых материалов можно применять только алмазы, которые превосходят их по твердости.
Синтетические алмазы (типа «карбонадо» и «баллас») выпускаются в виде порошков и кристаллов. Из синтетических
алмазных порошков изготовляют алмазно-абразивные инструменты. Круги из синтетических алмазов успешно применяются при заточке и доводке твердосплавных режущих инструментов (в том числе и фрез), а также для шлифования и доводки драгоценных камней, в том числе и самого алмаза. Алмазные резцы и фрезы применяют в основном в качестве чистового (отделочного) инструмента при резании цветных металлов, сплавов и неметаллических материалов.
Читать далее:
Износ и стойкость фрез
Статьи по теме:
pereosnastka.ru
Материал для изготовления фрез.
Для изготовления режущей части фрез применяют:
Углеродистые инструментальные стали марки У12А и легированные инструментальные стали ХГ, 9ХС, ХВ5 и ХВГ. Их применяют для фрез при обработке сталей мягких и средней твердости при скорости резания до 30 м/мин или при работе в зоне малых подач до 0,05мм. При этом стали ХГ и ХВГ применяют для фасонных фрез, стали ХВ5 для фрез которые обрабатывают с малой скоростью твердые материалы.
Быстрорежущие стали Р18 и Р9. Лучшие результаты достигаются при использовании стали Р18, поскольку сталь З9 требует тщательной термообработки с узким интервалом температуры нагрева.
Нормальные рыночные фрезы изготовляются из стали Р18, но ГОСТ разрешает применение по соглашению с потребителем стали Р9.
Для обработки жаропрочных сталей и сталей, обладающих пониженной обрабатываемостью, рекомендуется применять быстрорежущие стали, легированные кобальтом (марка Р9К10) или ванадием (Р18Ф2).
Изготовление из стали фрезы после термической обработки должны иметь твердость в пределах HRC 62-65.
Металлокерамические пластинки (титано-вольфрамовые типа ТК и вольфрамовые типа ВК). Для фрезерования стали предназначаются марки Т5К10, Т15К6 и Т30К4; для фрезерования чугуна, бронзы, латуни, легких сплавов и неметаллических материалов - марки ВК8 и ВК6.
Минералокерамические пластинки.
Корпусы сборных фрез изготовляют из стали марки 40Х, либо марок 40 и 45 с последующей термообработкой до твердости HRC 35-42. При больших диаметрах фрез (D>400мм) корпусы изготовляют из модифицированного чугуна.
Державки ножей, применяемые в сборных фрезах изготовляют из стали 45 или У8А без термообработки.
Материалом для изготовления клиньев для крепления ножей служат сталь марки 40Х, сталь марок У7 и У8 или сталь марки 45 с последующей термообработкой до твердости HRC 40-50.
Хвостовики. Концевые фрезы из быстрорежущей стали выполняют сварными. Хвостовик изготовляется из стали марки 40Х. твердость хвостовика должна быть не ниже HRC 35.
Похожие статьи:
Архив новостей:
bs111.ru
устройство, виды, принцип работы дискового и отрезного оборудования
Фреза является разновидностью режущих инструментов. Она изготавливается в форме блина, а на её торцевой части располагаются зубцы. Применяется она для создания канавок определённой толщины и глубины, а также для отпиливания заготовок из стальных сплавов и чёрных металлов.
Устройство и принцип работы инструмента
Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины.
Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением.
В зависимости от вида зубцов и устройства оборудования различают такие типы фрез:
Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик.
К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки.
Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
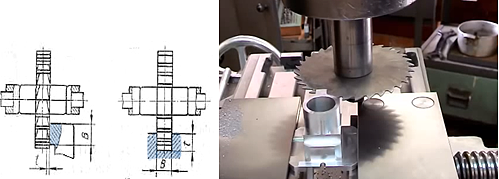
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Нюансы подбора оборудования
Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать.
Требуемое число зубьев
От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником.
Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости.
Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества.
Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD.
Правила хранения и испытания
Проверка дисковых отрезных фрез на работоспособность и стойкость происходит на образцах, которые изготовлены из стали 45, со скоростью резания 20−100 метров за минуту. Проводятся испытания на фрезерных станках с применением спецоправки и правочных колец. Общая длина фрезерования каждого инструмента, который подвергается проверке по металлу, составляет 25−50 см.
Проверочную обработку производят с обязательной подачей охлаждающей жидкости, водного раствора эмульсола. После того как испытание будет завершено, явления окрашивания на режущих частях отрезных дисковых фрез должны отсутствовать. Если после тестирования фреза готова к дальнейшей эксплуатации, считается, что испытание на работоспособность она прошла.
Внешний вид оборудования анализируется, согласно ГОСТу, визуально. Осуществляется осмотр с помощью лупы с четырёхкратным увеличением. Твёрдость проверяется по стандарту 9013, а шероховатость — 9378.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром. Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость.
Как на свойства сплавов влияют легирующие элементы:
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
При термообработке нагрев производят:
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
tokar.guru
Материалы фрез | Инструментальные материалы
Возможности достижения высокой производительности фрезерной обработки при интенсификации режимов резания в большой степени определяются качеством инструментальных материалов.
Быстрорежущие стали
При фрезеровании давно применяют быстрорежущие вольфрамовые и вольфрамомолибденовые стали нормальной стойкости марок Р9, Р12 и Р18. Разработка новых марок быстрорежущих сталей ведется по пути уменьшения содержания вольфрама и создания многокомпонентных композиций, содержащих значительный процент углерода. Высокая стойкость сталей с пониженным содержанием вольфрама достигается легированием их молибденом, кобальтом, а в некоторых марках также ванадием при значительном содержании углерода.
Твердые сплавы
Наряду с широко известными твердыми сплавами ВК6, ВК8, T5K10, Т15К6 разработаны и успешно внедряются сплавы с добавками карбида тантала, неперетачиваемые твердосплавные многогранные пластинки, осваивается изготовление твердосплавных пластинок с износостойким покрытием.
Углеродистая сталь
Углеродистую инструментальную сталь (например, марки У12А) при фрезеровании применяют редко, так как такими фрезами можно работать только на низких скоростях резания. Из углеродистой стали изготовляют только мелкие фрезы, в том числе зуборезные мелкомодульные.
Легированные стали
Легированные инструментальные стали (9ХС, ХГ, ХВГ и др.) используют в основном для изготовления фасонных фрез, работающих на малых скоростях резания при небольшой глубине резания и подаче.
Области применения быстрорежущей стали
Быстрорежущие стали имеют следующие основные области применения.
P18 и Р9 - давно известные и широко распространенные марки быстрорежущих сталей. Обладая довольно высокой красностойкостью (600-650° С) и твердостью (до HRC 64), они пригодны для всех видов лезвийных инструментов. Сталь Р9 примерно вдвое дешевле стали Р18 вследствие меньшего содержания вольфрама, но обладает меньшей прочностью. Стали Р18Ф2, Р14Ф4, Р9Ф5, Р10Ф5К5 имеют повышенное содержание ванадия или кобальта (или обоих легирующих элементов), что благоприятно сказывается на их красностойкости и износостойкости. Эти стали можно применять при обработке материалов повышенной твердости и прочности, в том числе жаропрочных. С повышением содержания кобальта более 5% возрастает теплостойкость, но вместе с тем и хрупкость стали, поэтому такие стали нецелесообразно использовать при фрезеровании со значительной ударной нагрузкой на инструмент. Высокованадиевые стали отличаются особо высокой износостойкостью, но ограниченной прочностью. Их целесообразно применять при чистовой обработке высокоуглеродистых и высокохромистых сталей.
Стали Р6МЗ, Р9М, Р6М5, Р18Ф2К8М характерны повышенным содержанием молибдена, способствующего значительному увеличению теплостойкости, износостойкости; эти стали отличаются также повышенной прочностью и находят применение для фрезерования жаропрочных и высокопрочных сплавов и сталей.
Стали Р9К5, Р9КЮ с невысоким содержанием вольфрама, легированные кобальтом, целесообразно использовать при обработке конструкционных сталей средней прочности при значительных скоростях резания (50-70 м/мин). Эти стали также применяют при фрезеровании жаропрочных сплавов. В этом случае по сравнению со сталью Р18 обеспечивается повышение стойкости фрез в 2-2,5 раза.
Рациональность применения
На основании обобщения результатов исследований и опыта отечественной промышленности можно сделать следующие выводы о наиболее рациональном применении инструментальных сталей.
Похожие материалы
www.metalcutting.ru
| Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью. Для изготовления режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, синтетические и естественные алмазы. Для изготовления режущего инструмента применяют инструментальные углеродистые стали следующих марок: У7, У8, УО, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200 - 250°С и при скоростях резания в пределах 10 - 15м/мин. Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия. Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, ОХС и ХВГ. Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300 - 350°С, скорости резания 20 - 25 м/мин). Быстрорежущая инструментальная сталь в отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большей теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550 - 600°С). Быстрорежущие стали делятся на стали нормальной производительности (Р18, Р12, РО, Р18М, РОМ, Р6М5, Р18Ф2) и стали повышенной производительности (Р18Ф2К5, РОФ2К5, РОФ2К5, РОФ2К10, РОФ5, Р14Ф4, Р6МЗ, Р10Ф5К5 и др ), легированные кобальтом (К), ванадием (Ф) и молибденом (М). Из быстрорежущих сталей нормальной производительности лучшей является сталь Р18, которая легко обрабатывается шлифованием и малочувствительна к прижогам. Стали повышенной производительности обладают более высокими красно- стойкостью и режущими свойствами. Быстрорежущая сталь нормальной производительности может работать при скоростях резания до 60 м/мин и выше, а повышенной производительности до 100 м/мин и выше. Термическая обработка быстрорежущей стали. Закалка применяется для повышения твердости и сопровождается уменьшением вязкости. Оптимальная температура при закалке быстрорежущей стали Р18 для тонких изделий (5 - 8 мм) - 1260°, для изделий толщиной более 10 - 15 мм - 1280°. Быстрорежущая сталь медленно прогревается, высокий нагрев приводит к обезуглероживанию и образованию трещин, поэтому изделия из быстрорежущей стали медленно нагревают при закалке до температуры 820 - 850°. Окончательный нагрев лучше всего производить в соляных ваннах, так как это позволяет избежать обезуглероживания стали. Выдержка при температуре закалки измеряется долями минуты. Быстрорежущая сталь после закалки обязательно должна быть подвергнута многократному отпуску. Оптимальная температура отпуска для стали Р18 - 580°, а для стали P9 - 560°. Быстрорежущие стали повышенной производительности требуют тщательного соблюдения режимов термообработки. Отступление от рекомендуемых режимов (особенно при обработке кобальтовых сталей) может привести к понижению твердости и сильному обезуглероживанию). Твердые сплавы допускают работу со скоростями резания, превышающими в 5 - 10 раз скорости обработки быстрорежущими инструментальными сталями, и не теряют режущих свойств при температуре до 850°С и выше. Металлокерамические твердые сплавы состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВК6, ВК4В, ВК6В, ВК6М, ВК8, ВК10, ВК10М, ВК15М и др.) и титано-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, ТЗОК4, Т60К6 и др.). Цифры после буквы К указывают процентное содержание в сплаве кобальта, после буквы Т - карбидов титана; остальное составляют карбиды вольфрама. Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама. В настоящее время выпускают трех-карбидные твердые сплавы марок Т5К12В, ТТ7К12, ТТ7К5, ТТ10К8Б и др., состоящие из карбидов вольфрама, титана, тантала, кобальта. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу с 1,5 - 2 раза большими.подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. При выборке марок твердого сплава можно руководствоваться данными табл. 24.
|
 В настоящее время фрезы все чаще оснащают пластинками твердого сплава. Выпускаются также цельные твердосплавные фрезы. Минералокерамические сплавы приготовляют на основе окиси алюминия (А120а) = корунда путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. Минералокерамические пластинки марок ЦМ-332 (микролит), ЦВ-13 и ЦВ-18 (термокорунд) обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минеральная керамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками).
В настоящее время фрезы все чаще оснащают пластинками твердого сплава. Выпускаются также цельные твердосплавные фрезы. Минералокерамические сплавы приготовляют на основе окиси алюминия (А120а) = корунда путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. Минералокерамические пластинки марок ЦМ-332 (микролит), ЦВ-13 и ЦВ-18 (термокорунд) обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минеральная керамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками).machinetools.aggress.ru
Назначение фрез
Фрезерованием называется процесс механической обработки различных поверхностей, с целью получения изделия необходимого размера, типа и класса шероховатости. Данный процесс возможен с помощью специальных высокопрочных многолезвийных режущих устройств – фрезеров или фрезеровальных машин.

Фреза представляет собой динамическое тело, на поверхности которого находятся острые зубья. Внешний вид фрезы зависит от формы обрабатываемой поверхности. Металлические зубья могут быть расположены как на цилиндрической части, так и на боковине. Рабочую поверхность фрез изготавливают из следующих материалов: углеродистых сталей, быстрорежущих сталей, твердых и минералокерамических сплавов.
При выборе типа фрезы следует учитывать материал, из которого изготовлены его резцы. Прочность композита должна быть прямо пропорциональна площади обрабатываемого материала. Чтобы избежать приобретения низкокачественных фрез, необходимо выбирать проверенные марки с подлинным сертификатом качества.
Краткие сведения (виды фрез и их применение):
Отрасли применения: производство оборудования для нефтегазовой отрасли, производство трубопроводной арматуры, аэрокосмическая промышленность, производство инструментов и форм (POS-материалов, наружной рекламы, плоских и объёмных букв, табличек, логотипов, указателей, мебели и предметов интерьера, рельефных изображений, барельефов, скульптур, 3D объектов и т.д.), автомобильная промышленность, общее машиностроение, строительство, энергетика, производство железнодорожного транспорта, судостроение, медицинская промышленность и т.д.
Цилиндрические фрезы
Область применения – для обработки открытых поверхностей на горизонтально-фрезерных машинах. Бывают с прямыми и винтовыми лезвиями. В основном изготовляются из углеродистой, быстрорежущей и легированной стали.
Цилиндрические фрезы в основном употребляются для обработки сложной многослойчатой поверхности, а также при работе с нержавеющей жаропрочной сталью, конструкционной сталью, серого чугуна, легкообрабатываемых материалов (медь, алюминий), органического стекла, слоистых пластмасс и стеклопластиков. Наиболее часто применяются с винтовыми зубьями, т.к. они более функциональны, и обработка выполняется более качественно. При разработке фрез с винтовыми зубьями мастеру необходимо учитывать нагрузку на конструкцию – это обеспечивает более точную и качественную работу инструмента.

Широко применяются в строительстве для изготовления погонажных изделий. Профили ножей используются различной формы, в зависимости от конечного результата.
Виды погонажных изделий:
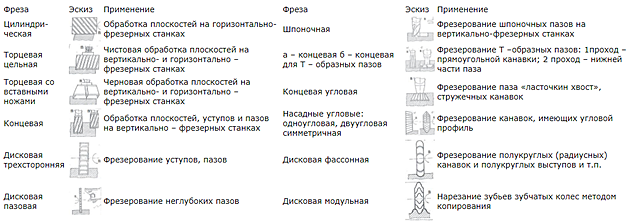
Торцевые фрезы
При помощи торцевых фрез обрабатывают плоские поверхности на вертикальных и горизонтальных фрезерных станках. Подходят для обработки стали и прерывистых плоскостей. Корпус изготавливается из углеродистой, быстрорежущей и легированной стали.
Режущие элементы находятся на цилиндрической и боковой поверхностях фрезы, что позволяет работать с двумя перпендикулярными плоскостями одновременно.
Лезвие фрезы имеет три элемента: главное, переходное и вспомогательное. В контактной поверхности работает большое число зубьев, что позволяет сдерживать излишние вибрации – соответственно, повышается качество обработки детали. Основное назначение – это 3D обработка различных поверхностей типа штампов и пресс-форм.
Данный вид фрез массово применяется в автомобилестроении для изготовления картера коробки передач. Картеры для высокоэффективных КПП изготавливаются, как правило, из доэвтектических алюминиевых или магниевых сплавов. Основными требованиями при изготовлении этих деталей являются строгое соблюдение заданных размеров и минимальное машинное время. Для высокоточной и экономически эффективной обработки этих сложных деталей применяют торцевые фрезы с большим количеством зубьев. За счет регулировки резцовых вставок с точностью до микрон и оптимальной геометрии режущих кромок достигается высокое качество обработки и исключительная стойкость.
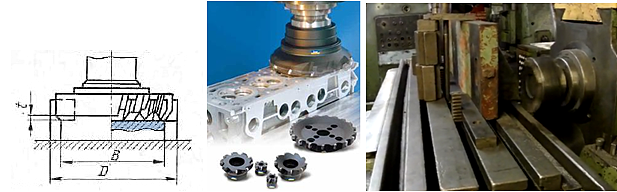
Концевые фрезы
Концевыми фрезами высекают канавки, сквозные пазы, окна, карманы, шпоночные канавки и многое другое. Материал изготовления преимущественно быстрорежущая и легированная сталь. Остроконечные лезвия в таких фрезах располагаются на цилиндрической поверхности – ими осуществляется основная фрезеровка. На боковине в основном зачищается дно канавки. Лезвия в данных фрезах бывают винтовыми или наклонными.
При изготовлении электроэнергетического оборудования, а также в процессе сооружения и эксплуатации электростанций, применяется большое количество изделий со стандартными и специальными резьбами. Для производства турбин большой мощности, помимо прочего инструмента, масштабно используются концевые фрезы с пластинами типа U. Это позволяет обеспечить безопасность и надежность работы готового изделия, при этом увеличивая КПД на более чем 50%, при уменьшении времени на обработку готового продукта.
Дисковые фрезы
Дисковые фрезы применяются для обработки пазов, канавок и разрезки металлических и других элементов. Основное их назначение – это распил деревянных заготовок. В основном изготовляются из быстрорежущей и легированной стали. Этот вид фрез имеет высокую эффективность, несмотря на то, что у них часто иссечены зубья.
Основное применение дисковых фрез – фасонное фрезерование, отрезка деталей, прорезка шпоночных пазов и т.д. Преимущества конструкции очень ярко выражаются при обработке крупногабаритных изделий и пакетной обработке. Поэтому для изготовления зубчатых колес в машиностроении стали применять специальные твердосплавные дисковые призматические фрезы с углами 60 и 90 градусов, радиус на вершине зуба 0,03 мм, охватываемые диаметры фрез – от 15 до 80 мм. Данные фрезы дают возможность обрабатывать зубчатые колеса внешнего зацепления, зубчатые рейки, наружные шлицы, звездочки цепных передач и другие детали с зубчатыми элементами. Применяя дисковые фрезы можно добиться высочайшей производительности, позволяя сократить продолжительность цикла обработки не менее чем на 50% по сравнению с любыми другими методами нарезания зубчатых колес.
Угловые фрезы
Угловые фрезы используют для обработки канавок с угловым профилем. Основное назначение – это инструментальная промышленность, где фрезы применяют для прорезки стружечных углублений, разверток, зенкеров и прочее. Изготавливаются угловые фрезы цельными конструкциями из быстрорежущей стали.
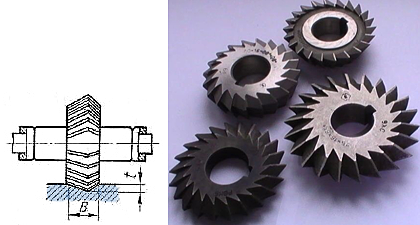
Исходя из конструкции угловых фрез, их массово применяют для фрезерования стружечных пазов самых различных металлорежущих инструментов, в том числе и самих фрез (пазы типа «ласточкин хвост») и конструкций двух сопряженных плоскостей. Использование данного вида фрез позволяет увеличить скорость фрезерования и сэкономить время на обработку изделия.
Шпоночные фрезы
Главная и отличительная особенность – это фрезерование, как в одну, так и в другую сторону. Материал изготовления – легированная сталь. Применяются на вертикально фрезерных станках или на станках с маятниковой подачей.
Используются в основном для выполнения проемов в металлических изделиях. В работе участвуют только боковые кромки.
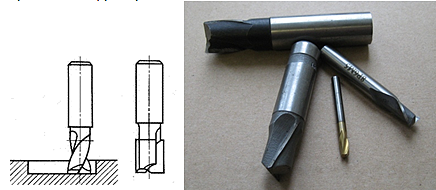
Соединения шпоночного типа можно встретить в самых разных приспособлениях. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких устройств бывают клиновыми, сегментными и призматическими. Основным инструментом для обработки шпоночных пазов на фрезере являются шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя резцами с режущими торцовыми основаниями, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как боковые кромки данных фрез направлены непосредственно в корпус инструмента, а не в наружную часть. Шпоночные фрезы работают и с продольной, и с осевой подачей. Они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки.
Фасонные фрезы
Фасонные фрезы применяются для обработки плоскостей и канавок усложненного фасонного профиля. Изготавливают из быстрорежущей и легированной стали. В отличие от стандартных, фасонные фрезы являются специальными, и проектируются с учетом габаритных размеров и профиля рабочей поверхности.
Фасонные фрезы широко применяются в металлообработке, т.к. обеспечивают высокую рабочую эффективность и позволяют низкоквалифицированному персоналу предприятий обрабатывать поверхности сложного профиля. С помощью фасонных фрез делается фасонное фрезерование профильных плоскостей — червяков, шестерен, оконных рам, багетов.
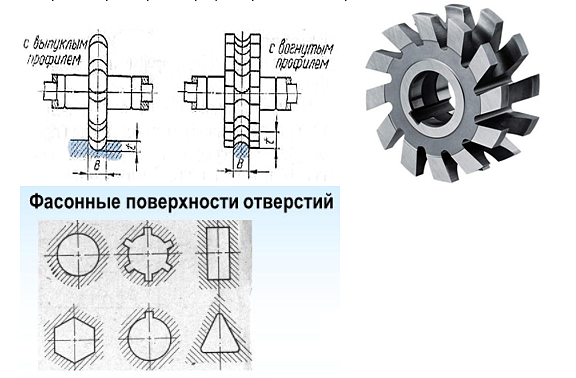
Так как фасонные фрезы являются специальными и предварительно проектируются под требования заказчика, они массово используются при производстве оборудования для нефтегазовой отрасли. Тем самым они идеально подходят для решения специфичных технологических задач. Например, для серийного выпуска муфт необходим большой ресурс работы инструмента. Данный вид фрез выполняет эту задачу на 100%, при этом сокращая время на обработку изделия.
Фрезы в мировых масштабах являются самым популярным приспособлением, которые используют для обработки различных поверхностей материалов. В составной части могут одновременно использоваться несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения для практически любой технологической задачи. Тем самым на сегодняшний день, фрезы являются незаменимыми, и широко используются в различных отраслях промышленности. Но наиболее важно знать для правильной эксплуатации – это как точно подобрать нужный вид инструмента и правильно его использовать, чтобы получить заготовку нужной формы и размера, и не повредить при этом фрезы.
freza.ru
2.2.2. Выбор материала режущей части.
Фрезы для работы при невысоких скоростях резания и малых подачах изготовляют из быстрорежущих и легированных сталей Р18, ХГ, ХВ9, 9ХС, ХВГ, ХВ5. Фрезы для обработки жаропрочных и нержавеющих сплавов и сталей изготовляют из быстрорежущих сталей Р9К5, Р9К10, Р18Ф2, Р18К5Ф2, а при фрезеровании с ударами - из стали марки Р10К5Ф5.
Марки твердых сплавов выбирают в зависимости от обрабатываемого материала и характера обработки (табл.5). для чистовой обработки применяется твёрдый сплав с меньшим содержанием кобальта и большим содержанием карбидов (ВК2, ВК3 Т15К6 и т.д.), а для черновой обработки - с большим содержанием кобальта, который придаёт определённую пластичность материалу и способствует лучшей работе при неравномерных и ударных нагрузках (ВК8, ВК10, Т5К10 и т.д.).
2.2.3. Выбор типа и диаметра фрезы.
Стандартные диаметры фрез (ГОСТ 9304-69, ГОСТ 9473-80, ГОСТ 16222 - 81, ГОСТ 16223 - 81, ГОСТ 22085 - 76, ГОСТ 22086 - 76, ГОСТ 22087 - 76, ГОСТ 22088 - 76, ГОСТ 26595 - 85), приведены в таблицах 1...4, их обозначения (для праворежущих торцовых фрез) - в таблицах 2, 3 и 4. Леворежущие фрезы изготавливаются по специальному заказу потребителя.
Типы торцовых фрез выбирают по условиям обработки из таблицы 1. Размеры фрезы определяются размерами обрабатываемой поверхности и толщиной срезаемого слоя. Диаметр фрезы, для сокращения основного технологического времени и расхода инструментального материала, выбирают с учётом жесткости технологической системы, схемы резания, формы и размеров обрабатываемой заготовки.
При торцовом фрезеровании для достижения режимов резания, обеспечивающих наибольшую производительность, диаметр фрезы D должен быть больше ширины фрезерования B: D = (1,25...1,5) • В
2.2.4. Выбор геометрических параметров
Рекомендуемые значения геометрических параметров режущей части торцовых фрез с пластинами из твердого сплава приведены в табл.6 /4/, а из быстрорежущей стали Р18 - в табл. 7 /ГОСТ ____-__, ____-__, ____-__/.
2.3. Выбор схемы фрезерования
Схемы фрезерования определяется по расположению оси торцовой фрезы заготовки относительно средней линии обрабатываемой поверхности (рис.8.). Различают симметричное и несимметричное торцовое фрезерование /5/.
Симметричным называют такое фрезерование, при котором ось торцовой фрезы проходит через среднюю линию обрабатываемой поверхности (рис. 8.а).
Несимметричным фрезерованием называют такое фрезерование, при котором ось торцовой фрезы смещена относительно средней линии обрабатываемой поверхности (рис. 8.б, 8.в).
Симметричное торцовое фрезерование делится на полное, когда диаметр фрезы D равен ширине обрабатываемой поверхности В, и неполное, когда D больше В (рис.8.а).
Несимметричное торцовое фрезерование может быть встречным или попутным. Отнесение фрезерования к этим разновидностям производят по аналогии с фрезерованием плоскости цилиндрической фрезой.
При несимметричном встречном торцовом фрезеровании (рис.8.б) толщина срезаемого слоя a изменяется от некоторой небольшой величины (зависящей от величины смещения) до наибольшей amax=Sz, а затем несколько уменьшается. Смещение зуба фрезы за пределы обрабатываемой поверхности со стороны зуба, начинающего резание, обычно принимается в пределах С1 = (0,03...0,05) • D
При несимметричном попутном торцовом фрезеровании (рис.8.в) зуб фрезы начинает работать с толщиной среза близкой к максимальной. Смещение зуба фрезы за пределы обрабатываемой поверхности со стороны зуба, заканчивающего резание, принимается незначительным, близким к нулю) С2 ≈ 0.
При обработке чугунных заготовок во многих случаях диаметр фрезы меньше ширины обрабатываемой поверхности поскольку чугунные заготовки ввиду хрупкости чугуна, особенно при изготовлении корпусных деталей, выполняются больших габаритов.
Торцовое фрезерование чугунных заготовок при B < Dф рекомендуется проводить при симметричном расположении фрезы.
При торцовом фрезеровании стальных заготовок обязательным является их несимметричное расположение относительно фрезы, при этом:
- для заготовок из конструкционных углеродистых и легированных сталей и заготовок имеющих корку (черновое фрезерование) сдвиг заготовок - в направлении врезания зуба фрезы (рис. 8.б), чем обеспечивается начало резания при малой толщине срезаемого слоя;
- для заготовок из жаропрочных и коррозийно-стойких сталей и при чистовом фрезеровании сдвиг заготовки - в сторону выхода зуба фрезы из резания (рис. 8.в), чем обеспечивается выход зуба из резания с минимально возможной толщиной срезаемого слоя.
Несоблюдение указанных правил приводит к значительному снижению стойкости фрезы /5/.
studfiles.net









