- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
- Ротационными. Такие вальцовые агрегаты гнут листы в процессе их передвижения между специальными валками. Ротационные станки бывают стационарными и переносными. Их применяют для изготовления малых количеств больших по длине и габаритам заготовок.
- Поворотными. Листовой металл в этих прессах гнется за счет наличия в их конструкции гибочных балок и двух плит – неподвижной снизу и поворотной сверху. Такое оборудование идеально годится для обработки изделий с не очень сложным рельефом и с небольшими геометрическими размерами.
- Обычные прессы с пневматическим либо гидравлическим приводом. Они подходят для производства массовых и мелкосерийных партий изделий. Изгиб листов в них выполняется между пуансоном и матрицей, что дает возможность работать даже с толстыми металлическими заготовками. Гидравлические листогибы эксплуатируются чаще, чем их пневматические "собратья".
- поверхность, выполняющая функцию рабочего стола;
- струбцины;
- 8-сантиметровый уголок;
- болты, рукоятки и петли;
- 8-сантиметровая стальная балка.
- нержавеющая;
- холоднокатаная;
- оцинкованная.
- сократить количество брака;
- увеличить качество гиба;
- существенно снизить длительность и трудоемкость проводимой работы.
- Автоматический.
- Полуавтоматический.
- Ручной.
- в результате проведения процедуры поверхность исходного материала сохраняет первоначальную целостность, прочность, остается неуязвимой к внешним факторам;
- готовое изделие выглядит эстетично, не имея каких-либо дефектов или швов, которые неизбежны в ходе сварочного процесса, нередко применяемого в качестве основного метода деформации металлического проката;
- проведение данной технологической операции ускоряет изготовление металлических конструкций;
- на осуществление гибки требуется минимум финансовых и временных затрат;
- расширяется диапазон возможностей, связанных с приданием изделию из металла любой формы.
Технология гибки листового металла своими руками. Гибка стали оцинкованной стали
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
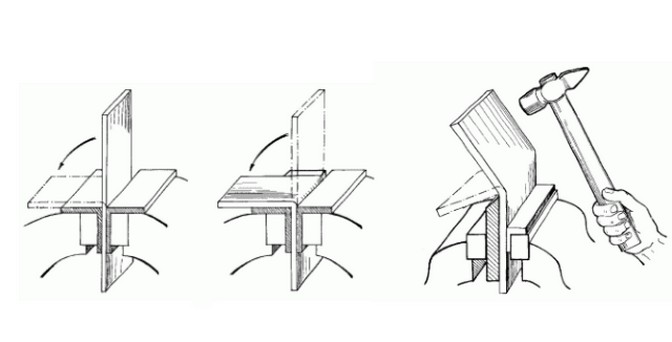
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
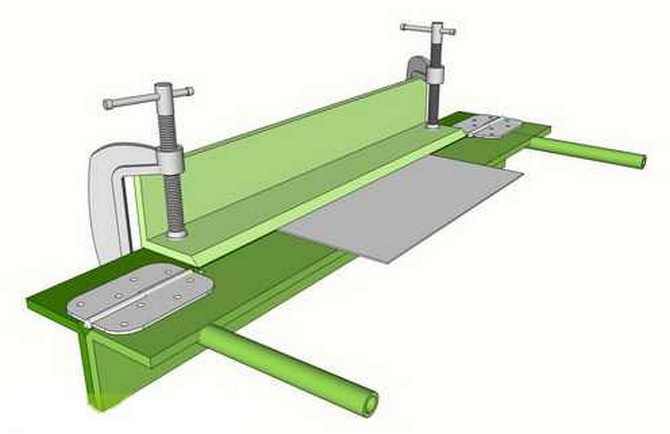
Чтобы изготовить сгибатель для металлического профиля, потребуются:
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
 Загрузка...
Загрузка... plavitmetall.ru
Гибка листового металла - технология процесса
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость

а при больших деформациях — более точное уравнение вида

Таблица 2

Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:

где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:

где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
 , где
, где
 наибольшая деформация сечения заготовки;
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость

где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
wikimetall.ru
Гибка листового металла – возможна и в домашних условиях!
1 Технология ГЛМ – в чем суть операции?
Гибка стали в листах подразумевает приложение давления или нагрузки (то есть определенной внешней силы) к заготовке, в результате чего она пластически деформируется в форме изгиба (смотрите видео). При этом сплошность металла не нарушается. Самым элементарным типом такого процесса считается прямолинейная ГЛМ без нагрева металлического листа, которая выполняется приложением давления на заготовку по заданной линии сгиба.
Технология гибки основывается на естественной ковкости (пластичности) стали и различных металлов.

Технология гибки листового металла
Рекомендуем ознакомиться
Указанные материалы без проблем сгибаются при помощи простых механических приспособлений и более сложных производственных прессов в холодном состоянии. А вот балочный прокат чаще всего гнут по методике горячего деформирования.
Сущность процедуры ГЛМ состоит в том, что лист размещают между нижней и верхней плитами специального пресса либо между фигурными валками механического станка и подвергают его строго контролируемой деформации. Технология процесса хорошо видна на видео. Лист металла после такой операции может иметь практически любую конфигурацию (в том числе и достаточно сложную). При желании на специальном гибочном оборудовании можно получить даже замкнутый профиль.

Контролируемая деформация металлического листа
Гибка листового металла своими руками выполняется по определенным правилам. Обязательным является предварительный расчет величины усилия, с которым можно воздействовать на листы стали. Этот показатель определяется сравнением предельной пластичности металла с показателем нагрузки, которую планируется приложить к сгибаемой заготовке.
Расчет сам по себе несложен. Необходимо принять во внимание геометрические размеры листов стали и пределы их ковкости и, базируясь на этих значениях, выбрать по стандартным графикам либо табличкам рекомендованную рабочую нагрузку. Важно подобрать показатель усилия так, чтобы он не приближался слишком близко к пределу пластичности металла. Если расчет будет выполнен неграмотно, в листе стали останутся усталостные напряжения или же заготовка просто-напросто "порвется".
2 Коротко о профессиональном оборудовании для гибки
Сейчас создано немало станков и сравнительно простых приспособлений для ГЛМ. Самые элементарные из них дают возможность получать в домашних условиях П-образные (швеллеры) и Г-образные (уголки) изделия. О них речь пойдет ниже. А вот промышленные предприятия обычно эксплуатируют разное по конструкции гибочное оборудование, называемое прессами. Они могут быть:

Стационарный ротационный станок
Ротационное оборудование считается самым современным. Оно работает автоматически (смотрите видео). Для его использования оператору не нужно выполнять расчет требуемого для операции усилия. Станки с поворотной балкой также являются высокоавтоматизированными. Обычные же прессы требуют активного участия человека в работе. Оператор должен подавать листы по одному на станок, контролировать положение заготовки на матрице в строго определенном положении. Такое оборудование часто используется на небольших предприятиях, работающих с металлическими изделиями.
3 Самостоятельная ГЛМ – возможна ли она в домашних условиях?
Гибку тонколистового металла можно выполнять своими руками. Для этих целей совсем необязательно покупать дорогостоящие прессы или специальные листогибочные агрегаты. Простой способ ГЛМ требует наличия уголка из металла и обычной киянки. Заготовку нужно поместить на край уголка, выдвинуть часть листа, которую требуется загнуть, а затем аккуратными ударами молотка придать желаемый изгиб. Понятно, что данная методика точность загиба не гарантирует, даже если вы будете соблюдать все правила выполнения операции (учтете особенности материала, проведете расчет нагрузки и так далее).
Более качественные результаты гибочной процедуры можно достичь, используя автомобильный домкрат. Он позволяет весьма эффективно и точно осуществлять гибку арматуры, тонких и толстых листов, а также труб. Заготовку помещают на подводимую снизу выдвижную штангу. Упирают ее в зафиксированные сверху штыри, между которыми будет перемещаться штанга, выгибая по время движения листовую металлическую деталь или стальную трубу.

Гибочная процедура с помощью автомобильного домкрата
Также любой домашний мастер способен самостоятельно сконструировать удобный станок для сгибания ГЛМ. Для этого ему понадобятся следующие элементы:
Основой конструкции станет двутавровый профиль из металла. К его верхней части следует присоединить при помощи болтов уголок, который нужен для удерживания листов при их изгибании. Под этим элементом при помощи агрегата для ручной дуговой сварки крепят три петли (подходят те, которые монтируются на металлические современные двери). С другой стороны их приваривают непосредственно к уголку.
К столу получившееся приспособление следует прижать двумя струбцинами. Стальной лист для гибки укладывают под прижимной уголок: откручивают его, а после размещения заготовки – ставят обратно. Обратите внимание – полностью демонтировать прижимной элемент не нужно. Его достаточно приподнять на высоту, которой достаточно для укладки под него металлического листа. Как это делается, хорошо видно на видео. Листовую заготовку монтируют между уголком и профилем и тщательно выравнивают по краю прижима.

Монтаж листовой заготовки
Специалисты советуют немного усовершенствовать такую конструкцию, чтобы ее применение было максимально удобным. Для этого достаточно приварить две рукоятки к уголку. Они позволят без проблем поворачивать уголок, тогда сгибать листы будет быстрее и удобнее.
На таком простеньком агрегате вам станет доступна гибка тонколистового металла в домашних условиях. Большие по толщине листы самодельный станок, к сожалению, не осилит. Но в быту потребность в их сгибании возникает крайне редко.
tutmet.ru
Гибка, гибка металла, гибка листового металла, гибка на заказ
 Под Ваши нужды мы можем изготовить и поставить Вам на объект любые изделия из листового металла или как их ещё называют нестандартные доборные элементы изготовленные по Вашим чертежам, эскизам, размерам. Мы в отличии от большинства производителей нестандартных доборных элементов не ограничены толщиной металла 0,7 мм, так как гибка листового металла происходит на автоматических станках, а не на ручных листогибах. У нас Вы можете заказать гибку металла по эскизам заказчика :толщиной до 4 мм и длиной до 3,2 м;толщиной до 2 мм и длиной до 4,4 м.
Под Ваши нужды мы можем изготовить и поставить Вам на объект любые изделия из листового металла или как их ещё называют нестандартные доборные элементы изготовленные по Вашим чертежам, эскизам, размерам. Мы в отличии от большинства производителей нестандартных доборных элементов не ограничены толщиной металла 0,7 мм, так как гибка листового металла происходит на автоматических станках, а не на ручных листогибах. У нас Вы можете заказать гибку металла по эскизам заказчика :толщиной до 4 мм и длиной до 3,2 м;толщиной до 2 мм и длиной до 4,4 м.
Это могут быть гнутые элементы не только с "открытым" профилем, но и замкнутые профили или закрытые короба. В зависимости из какого металла изготовлены нестандартные элементы по эскизам Заказчика, мы предлагаем:
гибку листового металла из алюминиевого листа,гибку нержавейки, нестандартные доборные элементы из нержавеющей стали с покрытием ПОД ЗОЛОТО, нестандартные доборные элементы из оцинкованной стали, нестандартные доборные элементы с полимерным покрытием цвета из палитры RAL,нестандартные доборные элементы из листа с полимерным ПОКРЫТИЕМ ПРИНТЕК,нестандартные доборные элементы из медного листа. Чтобы заказать гибку листового металла по эскизам или гибку на заказ из оцинкованного листа с полимерным покрытием любого цвета, напишите нам письмо на [email protected] со своим эскизом, с указанием требуемого Вам количества элементов, размеров, толщины материала, цвета и адреса доставки.
ВНИМАНИЕ: Услуги по гибке листового металла из давальческого сырья не оказываем. Наибольшее распространение имеет так называемая холодная гибка металла, которая производится с помощью листогибов или листогибочного пресса. Проще всего и к тому же дешевле гибка листового металла выполняется с помощью ручного листогиба. Хотя в технических характеристиках ручных листогибов может быть указана толщина обрабатываемого металла до 1,2 мм, но в практике они имеют ограничение по толщине листа до 0,6 мм из-за физических возможностей человека. Данное оборудование применяется на небольших производствах или мастерских. Специализированными предприятиями гибка листового металла производится, как правило, гидравлическими или электромеханическими листогибами. Наиболее часто гибка листового металла применяется в следующих областях производства: - в строительстве гибка металла необходима для изготовления различных строительных конструкций, - в производстве наружной рекламы для создания вывесок, рекламных боксов и коробов, выставочного оборудования,- производителями мебели гибка листового металла используется для изготовления промышленной мебели. Гибка листового металла может производиться только с листами из любых не хрупких сплавов. В случаях производства декоративных панелей гибка металла может осуществляться после предварительной лазерной резки. Гибка нержавеющего листа позволяет создавать оборудование и детали, отвечающие строгим требованиям гигиены, которое обычно используется в пищевой промышленности и медицине. Также возможно выполнение гибки на заказ алюминиевого листа для изготовления деталей, к которым предъявляются высокие антикоррозионные требования.
z-gib.ru
Услуги гибки стали на заказ в Москве
Гибочные технологии дают возможность изготовить обширный сортамент изделий из стали, начиная от швеллеров, лотков, опорных поверхностей, и заканчивая изделиями на заказ.
Какую сталь можно гнуть
Наша компания осуществляет гибку стали следующих видов;
Каждая из них идеально гнется. Существуют изделия с различной толщиной стали. К примеру, сталь 3 миллиметра уже достаточно толстая. А ведь есть и изделия с большей толщиной – 4, 7 и 10 миллиметров. Наши специалисты могут обработать стать даже в 16 миллиметров, при этом длина заготовки должна быть менее 20 сантиметров. Если осуществляется гибка толстой стали, то необходимо, чтобы пресс имел максимальное усилие. Если сталь имеет толщину в 3 миллиметра, то заготовка может иметь длину до 3 метров
Гибка листовой стали дает возможность:
Гибка листовой стали в нашей компании делается на современных станках, а контроль работы проводит специалист, которые исключить появление брака. Для гибки используется специальное оборудование – пресс. Благодаря нему получается создать металлическое изделие, в которое количество швов минимально.
Любой технологический процесс подразумевает учет всех нюансов. Вообще, гибочный процесс достаточно сложен. Для стальных листов характерна высокая прочность.
Поскольку сварочный шов является наиболее уязвимым местом в металлической конструкции и более подвержен коррозии, это может спровоцировать утрату формы изделия.
Электромеханические листовые сгибы зачастую применяют в совокупности с лазерной резкой. С помощью лазера из листа вырезают металлическую заготовку в виде развертки, и затем уже с помощью пресса ее сгибают по заданной траектории. Автоматизация технологического процесса гибки стали либо листа дает возможность существенно минимизировать временные затраты на производство одного элемента и обеспечивает высокую трудовую производительность.
Детали, которые изготовлены посредством сгибания, отличаются достаточно привлекательным внешним видом, нежели сварные. На сегодняшний день услуги гибки стали достаточно популярны. Это объясняется тем, что данный процесс позволяет избежать постобработки.
Гибка стали в нашей компании
В нашей компании в Москве предлагаются услуги по гибке не только стали, но и других материалов. Наши специалисты имеют навыки и опыт в проведении данных работ. Благодаря грамотной ценовой политике компании, заказать гибку стали у нас может каждый. Мы делаем как единичные заказы, так и крупносерийное производство элементов. В результате каждый клиент получает качественное, надежное и долговечное изделие. Наши менеджеры оказывают бесплатное консультирование по всем вопросам гибки стальных конструкций.
В нашем станочном парке имеется гибочное оборудовании с числовым программным управлением, которое позволяет выполнить сложнейшие гибочные работы с допуском до 1 градуса.
metall-24.ru
Гибка оцинковки на заказ в Москве
Оцинковка – довольно популярная услуга, которая сегодня активно примеряется для защиты металла от внешних раздражителей и коррозии. Оцинкованный металл используется во многих сферах, включая машиностроение, используется для создания покрытий и перегородок, а также для многого другого. Зачастую для данных целей используется листовой оцинкованный металл, который в дальнейшем подвергается гибке.
Гибка оцинковки – довольно точный и последовательный процесс, который необходим для придания оцинкованному листу определенной формы. Проводится он с помощью специальных станков, ведь попытка согнуть данный металл вручную может привести к повреждению внешнего слоя, что может стать причиной коррозии.
Гибка оцинковки - методы
Проводится данная процедура с помощью специальных станков, которые позволяют быстро согнуть лист под необходимым углом, не повредив при этом защитный слой. Существуют три основных вида подобных станков:
Точный и быстрый метод, который чаще всего применяется для гибки оцинковки. Именно эти достоинства делают его самым распространенным методом в промышленности, ведь затраты труда здесь минимальны. Это специальный листогибочный станок, который имеет ширину чуть больше метра и может гнуть оцинковку любой толщины. Часто применяется для гибки на заказ.
Полуавтоматический метод также требует минимальных усилий со стороны человека. Зачастую роль здесь сводится к тому, что мастер подает листы и устанавливает угол сгиба, после чего станок сам производит сгибание металла. Также распространенный метод, имеет некоторые достоинства перед автоматическим, ведь процесс всегда под контролем человека.
Ручные станки зачастую используются для домашнего использования. Они немного компактнее, имеют неплохие возможности и позволяют произвести гибку самостоятельно. Однако этот процесс требует больших усилий, а результат не будет отличаться высокой точностью. В этом плане он сильно проигрывает другим методам.
Исходя из этого можно сказать, что наиболее оптимальным методом для гибки является полуавтоматический, однако при больших объемах изделий можно применить автоматический станок.
Сам процесс гибки довольно прост. Лист загружается в специальный станок и фиксируется в нем. Машина определяет положение заготовки и подгоняет его под инструмент. Далее проводится непосредственно сгибание металла под заранее заданным углом. Сгибание проводится практически моментально и может идти подряд. После обработки лист снимается со станка, процесс завершен. Проверяется качество изгиба, его точность, а также отсутствие разнообразных дефектов.
Гибка оцинковки на заказ
Сегодня довольно широко распространена услуги гибки оцинковки на заказ. Проблема в том, что далеко не везде могут предоставить действительно качественные услуги подобного рода. Причин на это может быть много, но результат от этого не изменится. Поэтому рекомендуется доверять работу только профессионалам, которые способны выполнить ее на высшем уровне.
Если вы сомневаетесь в выборе исполнителя для гибки оцинковки, то мы можем предложить ваши услуги. Будьте уверены, что мы проводим обработку металла высшего уровня, благодаря чему результат вас приятно удивит. Мы являемся лучшей металлообрабатывающей компанией в Москве, что означает абсолютное качество проводимых нами услуг.
metall-24.ru
Гибка стали в 🚩 цены на гибку стали в Москве
Гибка листовой стали представляет собой один из наиболее востребованных видов профилирования изделий, обладающих широким спектром назначения. Сталь легко поддается обработке, за счет чего ее нередко применяют в качестве основного материала, использующегося в строительно-отделочных работах.
Технологическая сущность гибки стального листа заключается в его деформации посредством специализированного оборудования, которое давит на заготовку по линиям намеченного сгиба, придавая ей требуемую форму.
Спрос на гибку стали обусловлен рядом причин:
Почему гибку стали стоит доверить специалистам?
Гибка оцинкованной стали может быть произведена самостоятельно. Однако это потребует внимания к многочисленным нюансам, а именно знания ГОСТов на металл для определения радиуса линии изгиба и размера изгибаемой полосы; навыков работы с соответствующими инструментами и т.д.
Квалифицированные специалисты выполняют данную операцию, применяя современное автоматизированное оборудование (листогибочный пресс), с соблюдением последовательности каждого этапа процесса. В зависимости от требуемой формы изделия они подберут для гибки нужный инструмент (ручные или гидравлические вальцы, роликовые агрегаты).
Преимущества заказа услуги гибки стали в «Профлазермет»
Сотрудники компании «Профлазермет» имеют огромный опыт выполнения гибки стали для объектов разной степени сложности. Мы производим работу как по Вашим чертежам и макетам, так и по проектам наших специалистов. Высылайте эскизы изделий на электронную почту: [email protected]
Работы производятся в Москве и Московской области по отличным ценам и в точно установленный срок. Стоимость услуги варьируется в зависимости от профиля изделия и его габаритов.
Заказать гибку стали и уточнить цену Вы можете по телефонам: +7 (495) 928-96-58, +7 (495) 308-82-32. Наши консультанты компетентно ответят на любые интересующие Вас вопросы.
proflasermet.ru