- Стол задней поддержки листа предназначен для размещения обрабатываемой детали, которая по нему будет передвигаться в нужном направлении. Кроме этого, на опорах стола располагается резак и сгибатель.
- Роликовый нож обеспечивает рез металла. Он должен быть острым и прочным.
- Передние упоры предназначены для регулировки ширины разреза.
- Деревянная подставка при гибке изделий служит дополнительной опорой.
- Угломер предназначен для точного выставления угла.
- Фиксаторы высоты позволяют регулировать высоту изделия.
-
Ручной станок имеет небольшой размер, легко транспортируется и используется для немасштабных работ. С его помощью можно гнуть оцинкованные алюминиевые, стальные, медные листы и детали, покрытые краской и лаком. На таком оборудовании можно работать без специальной подготовки.
-
Механические конструкции работают за счет передачи энергии от маховика, который предварительно раскручивается.
-
Электромеханические станки работают за счет электродвигателя, редуктора, ремней, приводной системы цепей.
-
Гидравлические агрегаты сгибают листы с помощью гидроцилиндра.
-
Пневматический конструктор в своей работе использует пневмоцилиндры. Предназначен он для сгибания покрытых краской листов.
-
Электромагнитные станки используются для изготовления сегментов и коробов. Металлические листы на таком оборудовании сгибаются под действием сверхмощного электромагнита.
-
Мобильные агрегаты компактны, поэтому с их помощью можно обрабатывать необходимые заготовки прямо на месте монтажа. Чаще всего они используются на строительных площадках и в мелкосерийном производстве.
- Высокую прочность готовых изделий.
- Возможность получения необходимого угла без шва.
- Исключение в области сгиба образования коррозии.
- Возможность изготовить цельную конструкцию.
- достаточно высокие цены станков;
- трудоемкость процесса при выполнении работы на ручных станках.
- Специальной балкой к столу прижимается лист металла.
- Заготовка сгибается с помощью гибочной балки на необходимый угол.
- При этом необходимо иметь в виду, что толщина гиба такого оборудования должна составлять около двух миллиметров.
- Носителя энергии в таком устройстве играет жидкость. Под давлением она из цилиндра выталкивает плунжер, за счет чего начинает перемещаться подвижная поперечина с бойком.
- На расположенный на столе лист происходит упор, и он начинает загибаться.
- производство доборных изделий;
- изготовление воздуховодов;
- монтаж кровельных площадей;
- изготовление различных вывесок;
- внутренняя и наружная отделка зданий;
- изготовление профилей из металла различных конфигураций и форм.
-
ЛГС-26 оборудован отрезным станком, поэтому с его помощью можно не только гнуть, но и раскраивать металл на заготовки. Стоит конструкция 37 900 рублей.
-
С помощью устройства ЛГС-2500 можно сгибать и резать металлические листы с цинковым и лакокрасочным покрытием. Цена на конструкцию – 38 700 рублей.
-
Станок ЛГС-3000 способен обработать листы металла с различным покрытием, длина которых может доходить до трех метров. Стоят конструкции 39 700 рублей.
-
Листогибное оборудование ВЭЛ 2500 является цеховым вариантом ручного станка. С его помощью можно изготавливать различные элементы на производственном участке. Цена конструкции – 107 900 рублей.
- ручные;
- электромеханические;
- гидравлические;
- пневматические;
- механические:
- электромагнитные листогибы.
- прессы;
- поворотные;
- ротационные.
- станина;
- привод;
- движущаяся вертикально траверса;
- пуансон;
- матрица;
- устройство компенсации прогиба основания;
- механизмы управления, контроля и измерения;
- зажимы для удерживания листа;
- нож для горизонтальной резки заготовок.
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
- Ротационные. Это вальцовые аппараты, гнущие металл при перемещении между особыми валиками. Подразделяются на стационарные и мобильные. Их используют для того, чтобы изготавливать крупногабаритные изделия небольшой серийности.
- Поворотные. Металлические пластины сгинаются благодаря гибочным балкам и 2 плитам. Внизу располагается стационарная плита, а наверху – поворотная. Подобное оснащение оптимально для обрабатывания изделий из листового металла, имеющих простой рельеф и маленькие габариты.
- Обыкновенные прессы на пневматике или гидравлике. Они используются для изготовления массовых и мелкосерийных партий деталей из нержавеющего либо иного металла. Сгибание изделий осуществляется между пуансоном и матрицей. Это позволяет обрабатывать даже те детали, которые имеют большую толщину. Листогибочные прессы на гидравлике применяются более часто, чем аппараты на пневматике.
- Сначала сделайте основу из металла, предназначенную для самодельного аппарата. Воспользуйтесь двутавровым профилем.
- Присоедините уголок кверху балки. Используйте для этого болты. При сгибе изделие не сдвинется с места благодаря надежной фиксации.
- Посредством сварочного аппарата приварите три петли под уголок. Лучше всего использовать петли, крепящиеся к дверям из стали. Вторую часть петли необходимо сваривать с развернутым к профилю уголком.
- Теперь можете гнуть алюминиевый лист (либо любой другой). Для этого поворачивайте уголок. Чтобы обеспечить удобство выполнения процедуры, сварите с уголком 2 рукояти.
- Для плотного прижатия устройства, посредством которого будет осуществляться радиусная гибка металла, к столу понадобятся 2 струбцины. Открутите уголок прижима. установите изделие. Верните уголок на прежнее место.
- Убирать уголок необязательно. Можете просто приподнять его. Изделие кладется промеж профиля и уголка. После этого металлический лист выравнивается по уголковому краю.
- Роликовый нож. Эта деталь должна быть изготовлена из прочной стали исключительно высокого качества. При этом нож должен обладать достаточно большим функциональным ресурсом. Помимо этого, деталь должна быть надежной и острой. Необходимо учесть, что в ходе эксплуатации станка нож нужно будет затачивать и не один раз.
- Задний стол. Эта деталь предназначена для размещения листового материала так, чтобы его можно было передвигать в необходимом направлении. Помимо этого, на опорах заднего стола устанавливаются сгибатель и резак.
- Деревянная подставка. Эта часть гибочного станка необходима для размещения рабочего стола. Это нужно для того, чтобы не скользил листогиб. Такую подставку при необходимости можно регулировать по высоте.
- Передние упоры. Эти детали позволяют регулировать ширину разреза.
- Измерительная пластина и упор сгиба угла. Эти части также важны. С помощью последней детали можно легко установить необходимый угол, но это не все. Изгиб может осуществлять при необходимости под любым углом произвольно.
- Прессовый с пуансоном и матрицей.
- Поворотный, оснащенный гибочной балкой.
- Рационный. При работе с которым используются валки. При этом толщина материала не должна превышать трех миллиметров.
- Свободная гибка непрофилированным инструментом, когда заготовка фиксируется на двух противоположно размещённых опорах и деформируется пуансоном, имеющим строго определённый радиус рабочей части. Способ применяется преимущественно для одноугловой V-образной гибки. Такая технология отличается минимально необходимым для этого усилием;
- Калибрующая гибка, при которой деформация листовой заготовки происходит в матрице. Гибочный станок, предназначенный для этих целей, должен обладать более жёстким столом и, соответственно, станиной;
- Гибка с одновременным растяжением – применяется при деформировании малопластичных сплавов (например, Гибка калибрующим ударом
алюминия с марганцем), а также сталей с содержанием углерода более 0,4%. Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;
- Гибка в роликовых (вращающихся) матрицах: применяется при локальном формообразовании, в частности, при профилировании листового или широкополосового металла. В частности, любой вальцовочный станок должен иметь возможность для установки роликовых матриц. Усилие при данном способе гибки – наименьшее из возможных.
- Возможностями, которыми обладает станок для гибки металла. Гибка металла
- Марками применяемого в производстве листового проката.
- Требуемой производительностью оборудования (необходимо учитывать, что, кроме самой гибки, часто требуется выполнять ещё отрезку, пробивку отверстий и другие операции).
- Максимальными усилиями, которые потребует для своего управления гибочный или вальцовочный станок.
- Точностью процесса, что определяется конструкцией фиксирующих приспособлений, которыми обладает гибочный агрегат.
- По ширине рабочего стола, что определяет предельные габариты деформируемого изделия;
- По наличию дополнительного инструмента, в частности, ножа для роликовой резки кромок; Листогиб ручной
- По максимальной величине момента, прилагаемого к рукоятке привода гибочного ползуна;
- По виду привода: гибочный ползун может перемещаться либо поворотом рукоятки, либо педалью (возможен и комбинированный вариант).
- По кинематике движения ползуна – он может перемещаться возвратно-поступательно, либо по дуге. Последнее исполнение делает гибочный агрегат более компактным; П-образный винтовой прижим
- По способу прижима: для малогабаритных заготовок достаточно обычного винтового прижима, но для более мощных и универсальных агрегатов, где, наряду с гибкой, необходимо выполнение операции резки, потребуется гидравлический прижим. Иногда в конструкции имеется и боковой прижим, более всего удобный именно для осуществления резки.
- Резки исходной заготовки в размер (все данные станки – проходного типа, при котором перемещение заготовки производится только в одном направлении).
- Последующей профилированной или сегментной гибки (определяется видом инструмента, который установлен на гибочный ползун).
- Обрезки кромок с одновременной калибровкой готовой детали.
- Гибка металла с помощью гибочного станка подразумевает сжатие внутренних слоев материала;
- Одновременно с этим растягиваются наружные слои металла;
- При сгибании прикладывается напряжение, которое превышает допустимые параметры напряжения для деформируемого листового металла;
- Это обеспечивает изгиб листа до нужного угла, который пользователь задает заранее;
- На характеристики сгибания металла влияет его толщина, угол изгиба, скорость выполнения гибки, плотность изделия.
- Сварочного аппарата;
- Болтов;
- Рукоятки;
- Уголков;
- Стальной двутавровой балки;
- Струбцин;
- Петель.
- Основа;
- Прижим;
- Гайка, выполняющая роль маховика;
- Обжимной пуансон, дополненный рукояткой рычажного типа;
- Струбцины. Они фиксируют элемент на станке.
- Первоочередная задача — это получение надежной основы. Различные чертежи предлагают всевозможные варианты. Но практика показывает, что лучше брать чертеж, где основа изготавливается из металлических швеллеров. Их длина не должна быть больше 50 см, а выбор диаметр можно сделать под свои конкретные требования.
- Основа прижима — это уголок. С его помощью вы сумеете добиться гибки листового металла на угол более 90 градусов. Прижим создается методом сварки. Обязательно главный уголок номер 5 усильте с помощью профиля из уголка номер 3. Чтобы добиться нужной жесткости, сделайте полки уголка толщиной минимум 5 мм. По длине прижим делайте на 60-70 см меньше основы. На торцах предусмотрите кронштейны, выполненные из уголков номер 3.
- По краям уголки следует зачистить с помощью напильника или на фрезерном станке. Особенно это касается тех краев, которые будут контактировать с металлом при его сгибании. Добейте их параллельности относительно основания станка.
- Посередине каждого кронштейна выполняется отверстие диаметром 8 мм.
- Чтобы изготовить обжимной пуансон, чертеж указывает на использование уголка номер 5. Он будет короче, чем прижим на 10 см.
- Рычажную рукоятку гибочного станка можно выполнить своими руками из арматурного прута, сечение которого составляет 15 мм. Придайте изделию форму скобки, после чего приварите к пуансону.
- Из листового металла толщиной 5 мм вырежьте щеки, выполните в них отверстия 10 мм.
- С торцевых сторон ребер изготовленного пуансона следует снять фаску. Параметры снимаемой фаски — 30 мм в длину и 5 мм в глубину. Это обеспечит возможность монтировать стальные оси.
- Сами оси изготавливаются из металлического прута на 10 мм. По направлению оси должны совпадать с ребрами уголка.
- Аналогичные фаски следует снять с ребер основания. Только длина будет 32 мм, а глубина — 6 миллиметров.
- Далее гибочный агрегат можно попробовать предварительно собрать. Для этого основу и пуансон монтируют в тиски, наблюдая за тем, чтобы полки швеллера и уголка оказались в одинаковой горизонтальной плоскости.
- Пуансонные оси дополните щеками, зафиксировав их методом сварки. Хотя можно сделать выбор в пользу любого другого способа фиксации, который вам более удобен.
- Проведите процедуру пробного изгиба. При этом для первого изгиба своими руками обязательно используйте лист металла толщиной около 1 мм.
- Уложите элемент листового металла на основу, сверху придавите вальцами и прижимом. Вам потребуется прижать материал к основе струбцинами или с помощью шпилек. Если возникает такая необходимость, после пробной гибки откорректируйте положение щечек. Когда все удалось сделать идеально ровно, щечки можно полноценно приварить к основанию.
- Через сделанные ранее отверстия в кронштейнах необходимо сделать отверстия на основе. Их сечение составляет 8 миллиметров. В них нужно выполнить резьбу, параметры которой соответствуют нормам М10.
- Отверстия в прижимах увеличивают до 10 мм. Снизу в основу прикручивают болты, а головки фиксируют сварочным аппаратом.
- Основу и прижим стягивают между собой, используя гайки М10. Не забудьте под головку обязательно положить шайбу.
- Чтобы прижим мог обратно отжиматься, на болты следует предварительно надеть пружины. Некоторые чертежи предусматривают, что этот элемент можно сделать из резиновых амортизаторов. Вполне достойная альтернатива пружинам.
- Чтобы сделать крепежные струбцины, воспользуйтесь уголками номер 3.
- На зажимные винты М10 монтируются опорные накладки. При этом струбцины фиксируются сварочным аппаратом около щек на полочке основы.
- Заводские станки — это в основном габаритные устройства, предназначенные для гибки крупных толстостенных заготовок.
- Ручной аппарат предназначен для тонкой работы.
- Ручной привод — оптимальное решение для дома или небольшой мастерской.
- Гибочный ручной агрегат обойдется в десятки раз дешевле, чем тот же Метал Мастер.
- плоские металлические конструкции сложной конфигурации используют в строительстве в качестве проводных элементов водоканализационных коммуникаций, оформления кровли, водоотливов, оконных проемов;
- в мебельном производстве для изготовления коробов, ящиков, конусов;
- в машиностроительной отрасли листы гнут для запчастей, автомобильных кузовов, прицепов;
- для производства электронной аппаратуры;
- в строении кораблей, самолетов и ракет.
- пневматический;
- гидравлический;
- механический;
- электромеханический;
- ручной листогиб.
- производят сгибание тонких листов металла длиной до полутора метров;
- гнут цветные металлы и сплавы толщиной до 3 мм, длиной до 4 м;
- угол, на который можно рассчитывать при сгибании, у разных моделей составляет от 140º до 180º;
- ручной роликовый листогиб дает возможность аккуратного изгиба установленного полуфабриката с уже имеющимися загнутыми краями и кромками.
- В первом случае сгибание листов происходит под 90º. Почти все самодельные станки предусматривают нажим на траверсу больше в ее нижней части, при этом немного подвигая ее вперед.
- Вторым вариантом служит профессиональный пресс для сгибания металлического листа. Это оборудование работает на промышленных площадках, требует больших денежных затрат и работы квалифицированного специалиста.
- В третьем варианте изготавливается протяжной вариант станка, в котором радиус выставляется с помощью смены положения проходных валков. Эти элементы являются многофункциональными и применяются для изготовления кожухов, соединительных секций широких трубопроводов, обечаек. Ручной листогиб из профнастила выполняется с профилированными вальцами для протяжки кровельных материалов, коньков, ендов, водосточных элементов.
- станок эффективно работает с металлом толщиной оцинкованного листа до 0,6 мм, медного – до 1 мм, алюминий гнет толщиной до 0,7 мм;
- лист должен иметь ширину не более 1 м;
- наклон сгибаемой стенки - не менее 120º;
- максимальное количество рабочих циклов без перебоя достигает 1200;
- трудно переносит работу с нестандартными деталями и заготовками, для них требуется перестройка.
- надеть рабочую одежду и проверить наличие свисающих и торчащих частей, в ней не должно быть оторванных пуговиц, нерабочих молний, манжеты застегнуты;
- проверить состояние рабочих конструктивов и их крепление на станине, все неисправности устраняют перед запуском станка;
- для работы предусматривают расстояние от станка на 1 метр, проход к оборудованию нельзя загромождать посторонними предметами;
- на рабочем месте должно быть достаточное освещение, в полумраке работать запрещается;
- для каждого станка есть допустимые параметры толщины металла, нельзя гнуть заготовки более указанных размеров и нормативов;
- категорически запрещается покидать рабочее место и отсутствовать на нем при включенном станке.
- Основное назначение
- Конструктивные особенности
- Порядок сборки
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
- Машиностроение. Изготавливают кузова и запчасти.
- Авиа- и кораблестроение.
- Строительство. Создают фронтоны для крыш, кровлю, вентиляционные шахты и воздуховоды, ветровые планки и карнизы, дверные и оконные переплеты, отливы для окон.
- Электроника. Производят корпуса для микроволновых печей, ПК, холодильных камер, стиральных машин.
- Мебельное производство. Создают незамкнутые и замкнутые профиля, конусы, короба, цилиндры.
- лист железа – основание;
- прижим;
- обжимной пуансон с креплением;
- две струбцины (чтобы прикреплять оборудование к столешнице верстака).
- приспособление для фиксации рулонных металлов;
- угломер;
- дублирующие опоры для листов;
- профилирующее устройство.
- Роликовый нож. Инструмент изготавливают из прочного стального сплава. Функционировать может с 25-ти километровым металлом полумиллиметровой толщины.
- Задний стол. Предназначен для размещения рабочего листа металла, который можно двигать в нужном направлении. Сгибатель с резаком устанавливают на опоры стола.
- Подставка. Представляет собой деревянную основу, на которой размещают рабочий стол. Это позволяет станку не скользить по полу. Можно регулировать высоту подставки.
- Передние упоры. Задают ширину разреза. Сама конструкция поворачивается на 180º, затем возвращается в исходное положение.
- Упор сгиба угла. Упор может устанавливать лист под необходимым углом, или начать само сгибание под произвольным.
- поворотным;
- с гибочной балкой;
- прессовым с матрицей и пуансоном;
- ротационным.
- Пневматические. Работа аппаратов осуществляется за счет пневмоцилиндров.
- Электромеханические. Это стационарные механизмы, которые имеют приводную систему, электродвигатель и редуктор.
- Механические. Это машины, за функционирование которых отвечает энергия маховика.
- Гидравлические. Действуют благодаря гидроцилиндрам.
- Ручные. Для эксплуатации нужна мускульная сила рабочих.
- Зажимаем пуансон с основанием до тех пор, пока швеллер и зона уголка-пуансона не окажутся в одной плоскости.
- С помощью сварочного аппарата монтируем щечки на ось пуансона.
- После сборки станка, все крепления и узлы необходимо проверить на прочность.
- прессовые, выполняющие гибку с помощью матрицы или пуассона;
- поворотные с балкой;
- ротационные с несколькими валками.
- С помощью сварочного аппарата на швеллере, который играет роль опорной станины, закрепите опорный уголок (толщина и размеры регулируются самостоятельно в зависимости от задач).
- Пробейте отверстие для поворотной ручки.
- Выполните ручку с ограничителем.
- Закрепите болтом поворотную ручку.
- Смажьте машинным маслом соединения для «мягкого» хода.
- Выполните станину из листового металла (минимум 10 мм сечение) и квадратной трубы, если использовать швеллер, основа будет жестче и удобнее в работе.
- Выполните подшипниковую опору для поворотного круга с ручкой, как показано на примере, из толстого листового металла.
- Выполняется перфорация на ротационном круге для последующего использования разных оправок, обеспечивающих универсальность приспособлению.
- Выполните рычаг с усилением, на примере показан регулируемый рычаг-вставка, который позволяет выполнять на ротационном инструменте большее число операций.
- Сделайте оправки, которые будут фиксироваться во время работы.
Гибочные станки для листового металла: разновидности, цены. Гибочный станок для листовой стали
описание и конструкция, разновидности и принцип действия, цены
Гибка или изгибание – это процедура, в результате которой заготовленная деталь принимает нужную форму. Происходит это благодаря растяжению наружных и сжатию внутренних слоев изделия. Свои первоначальные размеры сохраняют лишь слои, которые находятся вдоль оси.
Такая процедура производится специальными станками, с помощью которых из листов металла можно изготовить всевозможные короба, сегменты, уголки, стенды, различные профили и многое другое. Такие гибочные станки имеют много разновидностей и сфер применения. Поэтому цены на них зависят от конструкции оборудования.
Разновидности и конструкция гибочных станков
Чтобы представить, как работает такое оборудование, следует знать, из чего оно состоит.
Конструкция гибочных станков:
Рабочая длина и максимальная толщина обрабатываемого изделия у каждого станка индивидуальна.
Виды гибочных станков
Используемые в промышленности и строительстве конструкции для получения изделий из металла нужной конфигурации и параметров бывают следующих видов:
Преимущества и недостатки гибочных станков
Среди неоспоримых достоинств гибки листов металла с помощью специального оборудования можно отметить:
К минусам такого оборудования можно отнести:
Однако эти недостатки конструкций несравнимы с получаемым на выходе высоким качеством изделий.
Принцип работы различных листогибочных станков
Современное оборудование позволяет превращать листовые заготовки различных размеров в изделия конкретно заданных форм.
Использование ручных станков
Такие конструкции отличаются глубиной подачи металла, его максимальной толщиной и рабочей длиной гиба.
Работает ручной листогиб следующим образом:
За счет того, что ручные устройства имеют небольшой вес, их можно использовать не только в цеху, но и непосредственно на месте стройки или в мастерской.
Гидравлическое гибочное оборудование
Такие приспособления значительно облегчили обработку металлических изделий. Принцип их работы заключается в следующем:
Чаще всего гидравлические листогибы применяются для сгибания заготовок по всей длине стола или для глубокой вытяжки металла. Благодаря точной работе цилиндров они отличаются высокой производительностью. При использовании таких конструкций можно без труда контролировать перемещение, скорость и остановку ползуна.
Сферы применения гидравлических станков:
По сравнению с ручными станками, гидравлические обладают большей производительностью. Кроме этого, с их помощью можно обрабатывать листы большей толщины, чем на механических устройствах.
Электромеханические станки
Такая конструкция состоит из достаточно мощной станины, гибочной балки с поворотом, работающей от электропривода и автоматической сегментной балки, также работающей от электрического привода. Кроме этого, для удобства работы устройство оборудовано ножным управлением.
Электромеханические листогибы бывают проходного или сквозного типа, что позволяет изготавливать даже нестандартные изделия различной высоты, ширины и длины.
Обрабатывать на них можно оцинкованную сталь, алюминиевые, медные и холоднокатаные листовые металлы с толщиной до 2,5 мм и длиной до трех метров.
Применяются электромеханические листогибы для изготовления отливов, козырьков, коньков, фасадных кассет, элементов для вентиляции, кровли, фасадов и много другого.
Обзор гибочных станков. Цены
На рынке листогибочные станки представлены как российскими, так и европейскими производителями.
Довольно популярно оборудование Metal Master , производство которого контролирует группа предприятий из Европы, США и Европы.
Лидером бюджетных листогибов является ручной станок Metal Master LBA -07. Это высококлассное оборудование для цехов выпускается в Польше и используется для обработки металлических листов с толщиной не более 0,7 мм. Цена на такую конструкцию – 66 100 рублей.
Электромагнитный листогиб МЕВ 1250 – это самое легкое устройство, способное гнуть металлический лист. Он отличается тем, что заготовка к нему прижимается электромагнитом с большой мощностью, а не громоздкой балкой. Стоит конструкция 238 655 рублей.
Для гибки лотков, коробок, фасадных кассет идеален сегментальный станок МТВ S . Он применяется для гибки простых изделий без соблюдения параллельности. Сегментирование у него установлено только на верхнем лезвии. Цена на конструкцию – 146 436 рублей.
Гидравлический станок HBS оборудован поворотной балкой и производится в Юго-Восточной Азии. Он имеет сварную конструкцию и применяется в цехах для обработки листового проката. Металл загибается с помощью гидравлической системы, которая обеспечивает плавную подачу. Толщина обрабатываемого металла должна быть 3,5 мм.
Российская компания «РиМ» производит ручные листогибы с отличным качеством и демократичными ценами:
С помощью гибочных станков различные строительные организации могут самостоятельно создавать нужный профиль. Чаще всего на таком оборудовании изготавливаются короба, сегменты, всевозможные уголки, замкнутые детали, отливы, полки, знаки, вывески, детали цилиндрической формы, П-образные профили. Кроме этого, на станках, предназначенных для гибки и резки металла, можно осуществлять гибку листов в различных направлениях и даже делать волновой профиль.
Оцените статью: Поделитесь с друзьями!stanok.guru
Листогибочный станок - обзор современных модификаций
Изделия из листового металла отличаются сложностью поверхности и высокими требованиями к точности линий изгиба. Одиночные детали — короба, желоба или днища сделать можно вручную, при определенных навыках работы с металлом, конечно. Но для любого мелкосерийного производства уже понадобится листогибочный станок.
Чтобы правильно выбрать листогибочный станок необходимо не только знать, какие виды оборудования существуют, но и четко определить, какие операции вы собираетесь выполнять и с каким металлом работать. От этого зависит не только вид станка, но и его цена. Как и большинство металлообрабатывающего оборудования, гибочный станок для листового металла — весьма дорогой даже для небольших предприятий, не говоря уже о частных мастерах.
Привод станков
Станки для гибки листовой стали по виду привода можно поделить на:
Они отличаются производительностью и параметрами обрабатываемого металла. Если требуется оборудование для гибки в домашних условиях или в небольшом слесарном цехе, где оно используется не каждый день и предназначено для выполнения вспомогательных работ, то лучше всего купить или сделать самому ручной листогибочный станок. Он отлично справляется с металлом толщиной до 1,2 мм и способен выполнить гибку под углом до 1200, некоторые модификации имеют возможность производить догибку кромки до 1800.
 Промышленное листогибочное оборудование должно обязательно иметь привод. В большинстве станков для крупносерийного производства используется гидравлика — такие станки работают быстро, бесшумно и имеют расширенный функционал, позволяющий изготовлять не только детали с параллельными линиями изгиба, но и сегментные. Отличает гидравлический станок для гибки листового металла необычайная плавность хода при высокой производительности. Это позволяет работать не только с большими толщинами листа, но и с высокой точностью, до долей градуса.
Промышленное листогибочное оборудование должно обязательно иметь привод. В большинстве станков для крупносерийного производства используется гидравлика — такие станки работают быстро, бесшумно и имеют расширенный функционал, позволяющий изготовлять не только детали с параллельными линиями изгиба, но и сегментные. Отличает гидравлический станок для гибки листового металла необычайная плавность хода при высокой производительности. Это позволяет работать не только с большими толщинами листа, но и с высокой точностью, до долей градуса.
Пневматическое гибочное промышленное оборудование по мощности и производительности равняется с гидравлическим, но более резкое в работе и выделяется некоторой шумностью. Усилие на лист регулировать сложнее, но при крупносерийном производстве пневматика, особенно при использовании ЧПУ, показывает максимальную производительность.
Электрический, механический и электромеханический приводы характерны для оборудования средней производительности. Такой станок для гибки металла может работать на протяжении целой смены и производить достаточное количество деталей довольно сложной конфигурации. При этом перенастройка на другой вид продукции происходит в течение нескольких минут. Механический и электромеханический листогибы могут производиться как в стационарном исполнении и работать в цеху, так и в мобильном виде, для использования непосредственно на объекте. Например, при монтаже металлической кровли или водосточной системы большой сложности.
Большинство станков средней мощности отлично работают с крашеным металлом, не повреждая поверхности. Обрабатывать на них можно металлический оцинкованный лист или покрытый полиуретаном или другим полимером профнастил. Листогиб для профнастила можно купить с ручным приводом, для производства 200-300 листов стандартного размера, или в виде сложного промышленного оборудования с роликовыми профилировочными валами.
Классификация станков по способу гибки
Металлический лист можно гнуть разными способами. Все листогибочные станки можно классифицировать на три основных группы:
Промышленное гибочное оборудование, в большинстве случаев, принадлежит к первому типу. Гидравлические и пневматические прессы очень производительны и способны выполнять широкий спектр операций, кроме собственно гибки листа, они могут перфорировать металл, изготавливать штампованные детали.
Для мелкосерийного производства используются электромеханические и механические прессы, где для привода используются валы вращения и кривошипно-шатунные механизмы.
В зависимости от формы пуансона и матрицы, которые легко заменить, получаются детали определенной конфигурации. Как правило, прессы загибают листовую сталь не более, чем на 900, но при высокой производительности их применение приносит значительный экономический эффект.
Основные части пресса:

Схема основных частей пресса листогиба
Листогибочный станок с поворотным механизмом — один из самых удобных. Механический листогиб может работать со сталью толщиной до 1,5 мм, нержавейкой, цветными металлами всех видов без предварительного подогрева. Роль рабочего механизма выполняет поворотная балка, закрепленная в передней части стола в горизонтальном положении на уровне стола.
Лист укладывается на горизонтальный стол и прижимается неподвижной балкой. Передняя грань балки расположена под тупым углом к плоскости стола (измерение от внешней стороны). Именно этот наклон и определяет величину угла изгиба листа. Обычно он составляет 90-1200. После закрепления листа поворотная балка поднимется и загибает металл по всей линии. Размеры заготовки зависят только от ширины рабочего стола. Такое приспособление для гибки листового металла отличается простотой конструкции, высокой производительностью и мобильностью. Кроме того, используя чертежи станков заводского изготовления, можно построить листогиб самостоятельно, увеличив или уменьшив основные размеры соответственно своим потребностям.
Роликовые листогибы
Один из наиболее продуктивных и прогрессивных инструментов гибки листового металла толщиной до 1 мм — роликовый листогиб. Посмотрев видео, можно составить представление как он работает.
Роликовый листогиб производится в стационарном, мобильном и ручном вариантах. В двух последних случаях предельная толщина листа, который можно гнуть без особых усилий, составляет 0,8 мм. Стационарный роликовый листогиб может работать с металлом до 1 мм толщиной и до 2,04 м шириной.
Во всех вариантах листогиба наибольший угол наклона кромок составляет 900. Но это не является особым препятствием для его использования — большие углы для коробов или доборных элементов нужны редко, а кромки при фальцовом соединении догнуть не сложно.
На базе роликовой технологии можно купить или построить самому небольшой настольный листогиб для изготовления различных поделок, необходимых при домашнем ремонте или строительстве гаража или дачи. Использовать его можно и для кузовного ремонта в частных мастерских, на СТО или в собственном гараже. Роликовый минилистогиб станет надежным помощником и в монтаже кровель, желобов, окантовок, подоконников.
Станки для дуговой гибки
Роликовый листогиб, как и пресс и поворотная балка, приспособлены для гибки по прямой линии. Но часто требуется изогнуть лист по дуге, например, при изготовлении желобов, водосточных и вентиляционных труб. Для этого вида гибки используется трехвалковая листогибочная машина. Рабочей частью ее являются три параллельных вращающихся вала — два нижних опорных и верхний прижимной.
От расстояния между опорными валами и перемещения по вертикали прижимного зависит то, под каким радиусом трехвалковая листогибочная машина будет изготавливать профильные детали. Приводится в движение промышленный листогиб трехвалковый от электродвигателя, а перемещение прижимного вала производится при помощи гидравлических цилиндров.
С использованием системы трехвалковый гибки строятся и механические станки с ручным приводом. Несложно сделать такой инструмент и самому, если использовать готовые чертежи из сети интернет или разработать конструкцию самому, воспользовавшись в качестве примера одной из машин промышленного изготовления.
Самым сложным и дорогим является электромагнитный листогиб, в котором прижимная штанга закрепляется не винтовыми или пружинными креплениями, а при помощи мощного электромагнита. В остальном принцип его работы повторяет действие листогибочного станка с поворотной балкой. Электромагнитный листогиб намного сокращает время подготовительных работ — достаточно нажать кнопку, и лист намертво зафиксирован.
Запитывается электромагнитный листогиб к обычной домашней сети с напряжением 220 В и может работать в любых условиях. Более мощные промышленные станки устанавливаются в цехах и подключаются к промышленной сети, многие из них оборудуются ЧПУ и автоматической подачей листа.
wikimetall.ru
Станок для гибки листового металла – как работает, каким бывает? + видео
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
1 Какие есть приспособления для гибки?
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.

Домашний станок для гибки металла
Рекомендуем ознакомиться
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:

Процесс гибки металлических листов
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:

Станок MetalMaster LBM
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
tutmet.ru
делаем станок для гибки листового металла
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.

Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.

Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.

Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
 Подготавливаем петли и балки
Подготавливаем петли и балки  Соблюдая соосность, подгоняем выемки
Соблюдая соосность, подгоняем выемки  Привариваем петли с двух сторон
Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами Привариваем гайку болта к укосинам
Привариваем гайку болта к укосинам  Привариваем крепежную пластину
Привариваем крепежную пластину  Устанавливаем пружину
Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org
Станки для гибки листового металла
Особенности и технология гибки листового металла
Гибка тонколистового металла дает возможность при небольших физических усилиях создать изделие нужной формы. Альтернативным этому методом считается сварной процесс, занимающий много времени, требующий более высоких денежных затрат.
Гибку металла возможно осуществлять вручную либо автоматически, однако суть процедуры от этого не меняется. Если гнется металлопрокат, имеющий большой диаметр, нейтральный слой размещается в центральной части. На производственных предприятиях металл гнут посредством особого оснащения. Сначала проводятся предварительные вычисления, при этом принимается во внимание ГОСТ.
Гибка заготовок из тонколистового металла и проволоки располагает собственными особенностями. Их необходимо обязательно учитывать, чтобы избежать создания бракованных изделий.
Ключевые принципы сгибания
Для того чтобы изменить форму металлопроката, возможно применять разные методы. Зачастую используется сваривание, однако подобное высокотемпературное воздействие на металлическое изделие значительно меняет его структуру, сильно уменьшает параметры прочности, снижает эксплуатационный период.
При гибке алюминиевого листа внешние слои металла растягиваются, а внутренние – сжимаются. Выполняется перегибание части металлопроката относительно другой на заданный угол. Определить угол перегиба возможно путем расчета.
Разумеется, из-за прикладываемого усилия само изделие деформируется. Степень деформирования находится в допустимых пределах. В соответствии с ГОСТ максимально допустимая деформация зависит от толщины листа, угла перегиба, прочности материала, быстроты выполнения процедуры.
Типы гибки
Гибка листа может осуществляться как ручным способом, так и с использованием соответствующих устройств. Первая довольно сложная процедура, занимающая много времени, предполагающая применение пассатижей и молотка. Перегибание тонколистового материала осуществляется при помощи специального приспособления – киянки.
Для того чтобы механизировать гибочный процесс, применяют особые устройства – вальцы, листогибы, станочные аппараты. Для того чтобы придать изделию форму цилиндра, применяют гидравлические/ручные/электроприводные вальцы. Благодаря им возможно создавать дымоходы, трубные изделия, желоба.
Листогибочные работы являются одним из наиболее распространенных сегодня методов, позволяющих изменять форму металлопроката. В настоящее время современное оснащение достигло такого уровня, что на станке для гибки листового металла возможно производить самые сложные изделия. Рабочий инструмент заменяется быстро, благодаря этому станочное устройство возможно оперативно перенастраивать.
Гибочное оснащение
Сегодня существует множество разнообразных станков для гибки металла. На простейших аппаратах можно изготавливать швеллеры и уголки. Производственные организации обыкновенно применяют прессы, которые делятся на:
Ротационное оснащение, посредством которого реализуется технология гибки, является наиболее современным. Оно функционирует в автоматическом режиме. Ознакомиться с принципом его работы можно, посмотрев видео. Рабочему нет нужды рассчитывать оптимальное усилие.
Станочные аппараты с балкой поворота тоже считаются автоматизированными. Рабочий отправляет по одному оцинкованному либо обычному листу в устройство, располагает изделие так, как нужно. Подобное оснащение нередко применяется на маленьких предприятиях, которые работают с деталями из металла.
Собственноручная гибка
Любой материал располагает собственным ГОСТ. Его нужно в обязательном порядке принимать во внимание, осуществляя расчет наименьшего радиуса изгибания листа. Кроме того, гибка стального листа предполагает учет индекса упругости, прочности.
Посредством данной процедуры можно делать профиля разной конфигурации, сборные перегородки, откосы, множество иных деталей. Алюминиевые/стальные листы подвергаются выравниванию и разрезанию соответственно с чертежом. Собственноручное резание обыкновенно выполняется ножницами. На изделии в нужных участках проставляются отметки, по которым и станет осуществляться гибка листового металла своими руками.
Лист надежно фиксируется в тисках соответствующей величины (по прочерченной изгибной линии). Затем, посредством массивного молотка, выполняется первый сгиб.
Потом изделие из металла передвигается к следующему месту сгиба, плотно зажимается с бруском из дерева. Выполняется новый загиб. Скобяные лапки размечаются и, посредством молотка и тисков, загибаются в необходимую сторону.
Когда радиусная гибка листового металла окончена, нужно удостовериться в том, что изделие соответствует установленным требованиям. Для этого можно использовать угольник. Если обнаружены какие-либо неточности, их необходимо сразу же устранить.
Создание станка для сгибания листового металла
Согнуть листовой металл в домашних условиях, если нет станка может быть проблематично. Поэтому станок для гибки листового металла можно изготовить его самостоятельно. Для этого потребуются: уголок (80 миллиметров), балка из металла (восемьдесят миллиметров), петли, болты, сварочный аппарат, струбцины, рукояти, стол.
Не забудьте проверить, что все болты хорошо прикручены. Поверните траверсы, согните изделие таким образом, чтобы образовался необходимый вам угол. Данный угол нужно рассчитать заранее, чтобы не отвлекаться на вычисления при осуществлении процедуры.
Если необходимо гнуть жесть на собственноручно сделанном станке, то дадим пару советов. Жесть относится к тонколистовым металлам, поэтому каких-либо проблем с ее изгибанием возникнуть не должно. Технология гибки на изготовленном в бытовых условиях станке такова, что на нем можно гнуть лишь листы малой толщины. Чтобы выполнить сгибание толстых металлических листов, требуется применять особые станки, которыми домашние умельцы не располагают.
Станок для гибки металла из толстых листов используется на промышленных предприятиях, производящих разнообразные детали. Стоимость таких устройств соответствующая. Мало какой домашний мастер сможет себе позволить их приобретение. Намного проще сделать станок самостоятельно, благо для бытовых целей гибки тонколистового материала будет вполне достаточно.
oxmetall.ru
Гибочный станок: что это такое :
В последнее время большой популярностью стали пользоваться различные инструменты, изготовленные в домашних условиях. Ведь покупка специального оборудования не всегда представляется возможной. В данном случае гибочный станок не является исключением. Это приспособление просто незаменимо в хозяйстве особенно при проведении благоустройства приусадебного участка и дома. Имея в наличии подобного рода устройства, можно создать идеальные изделия для проведения отделки фронтонов, кровельных работ, ветровых планок, оригинальных конструкций для ограждения. Стоит отметить, что готовый материал не отличается такогового, изготовленного на производстве.
Для чего он нужен
Гибочный станок обычно используют для резки и изгиба листового металла, а также полос различной толщины и формы. Подобное оборудование идеально подходит для изготовления деталей из металлопрофиля.
При помощи гибочного станка можно изгибать листовой металл практически под любым углом. При этом можно не бояться за нарушение плоскостности. Подобное оборудование позволяет быстро обрабатывать алюминий, медь, латунь, сталь. Толщина материала должна составлять не более 0,8 миллиметра. Толщина листа при этом может составлять 40 – 250 сантиметров. Высота полки обычно равна 20 миллиметрам. От куска можно отрезать полосы в 8 – 40 сантиметров.
Каким должен быть станок
Гибочные станки для листового металла должен быть не только надежным, но и продуманным. При работе с подобным оборудованием на отгибаемой стороне материала не остается деформаций, которые обязательно возникнут, если использовать киянки и оправки. Это явное преимущества. Благодаря подобному качеству гибочный станок можно применять для изготовления изделий, которые по качеству не будут отличаться от промышленных. Если же оборудование будет использоваться для сгибания окрашенного материала, то гибочную балку стоит оснастить силиконовой вставки.
При изготовлении станка не стоит забывать главное правило. Качественно изготовленное оборудование позволяет делать изгибы даже окрашенного материала без деформации.
Из чего состоит гибочный станок для металла
Чтобы самостоятельно изготовить подобное оборудование, следует четко себе представлять, из чего оно состоит. Гибочный станок для профильной трубы или же листового металла состоит из следующих деталей:
Гибочные станки для листового металла: разновидности
То оборудование, которое выпускается в промышленных масштабах, можно разделить по видам привода. Сегодня изготавливают ручные, пневматические, гидравлические, электромеханические и механические станки.
Также оборудование можно классифицировать по мобильности. Существуют передвижные и стационарные модели.
Гибочный станок любого типа может быть использован для изготовления изделий из листов стали. Различается оборудование по способу обработки материала:
Принцип работы
Гибочные станки для листового металла достаточно просты в использовании. Принцип работы подобного оборудования заключается в фиксации необходимой заготовки прижимом на столе. После этого происходит изгиб металла. Для этого используется поворотная балка с необходимым углом. Подобное оборудование позволяет сделать загиб с максимальным углом в 135°, а догиб – до 180°. Что касается предельной толщины листа, то она напрямую зависит от мощности, которой обладает прижимная рамка устройства.
Очень простая конструкция станка обеспечивает его безотказность и надежность. Но это еще не все преимущества подобного оборудования. Конструктивная особенность данного оборудования - подача листового металла любой длины.
www.syl.ru
Технология гибки листового металла в холодном состоянии
Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.
При этом, ввиду высокого качества листогибочных агрегатов, точность гибки остаётся на прежнем уровне.
Особенности ручной гибки плоских листовых заготовок
Любой изгибаемый металл обладает упругими свойствами. Поэтому в процессе приложения к заготовке кратковременного деформирующего усилия пластические характеристики материала заготовки не успевают реализоваться должным образом. В результате имеет место пружинение – частичное восстановление формы согнутой заготовки после отвода рабочего инструмента в исходное положение. К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
Гибка листового металла
Виды различных конструктивных и технологических приёмов, при помощи которых можно компенсировать пружинение металла, следующие:
Станки для гибки, оснащённые ручным приводом, таких проблем не создают, ибо время выдержки металла под давлением задаётся самим оператором.
Вальцовочный станокВ практике выполнения гибочных операций на подобном листогибочном оборудовании чаще встречаются такие его разновидности, как гибочный и вальцовочный агрегат. Технологическое отличие между ними заключается в том, что гибочный станок производит последовательное деформирование по всей поверхности контакта инструмента с заготовкой, а вальцовочный – лишь по части такой поверхности. Вальцовка требует для своей реализации меньшего усилия, чем гибка, зато её рабочий цикл – длиннее.
Разновидности технологических операций при ручной гибке
Поскольку крутящий момент с применением мускульной силы ограничен физическими возможностями оператора, то чаще всего применяется гибка листового металла по следующим схемам процесса:
- Схема процесса гибки
Обработка листового металла с использованием операций гибки выбирается в зависимости от следующих факторов:
Оборудование для выполнения ручной гибки листового металла
Гибочный станок с ручным приводом чаще встречается в условиях мелкосерийного производства, где часто требуется оперативная переналадка оборудования с одного типоразмера выпускаемой продукции на другой. Обработка листового металла на ручных листогибочных установках экономит производственные площади, и в большинстве случаев не требует использования дорогого специализированного инструмента – штампов.
Как сделать листогибочный станок своими руками
Ввиду резкого увеличения прилагаемого усилия и момента, толщина листовых заготовок для гибки и последующей резки стали не должна превышать 1,2…1,5 мм, а для более пластичных сплавов, например, алюминия – 2…3 мм. Этих ограничения вполне допускают, чтобы такая технология использовалась при производстве стальных строительных элементов – скосов, жёлобов, распределительных коробок, а также при производстве доборных элементов кровли зданий. При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия. Ручной листогибочный станокПреимуществом ручных листогибочных установок является то, что при низких скоростях деформирования не происходит отслаивания предварительного защитного покрытия заготовок. Поэтому технология ручной гибки вполне допускает наличие на исходном металле цинкового покрытия, либо слоя краски.
Виды станков для холодной гибки классифицируются по следующим признакам:
Следует отметить, что ведущие производители ручных листогибов часто оснащают их и дополнительными опциями.
Одним из наиболее авторитетным производителем данного оборудования считается американская фирма Tapco (Тапко). Станки данной компании позиционируются производителем как агрегаты, которые должны заниматься выпуском наружных кровельных элементов конструкций зданий, а потому обязаны работать преимущественно вне помещений. Поэтому узлы такого оборудования выполняются исключительно из сталей с антикоррозионным покрытием.
Технология гибки на станке Tapco предусматривает возможность выполнения следующих переходов:
Станки легко разбираются и обслуживаются, поскольку производитель собирает их по методу модульной сборки. По этой же причине станки от «Тапко» отличаются лёгкостью при своей транспортировке на новое место использования. Вместе с тем применение высококачественного металла для изготовления инструмента и деталей таких станков соответствующим образом сказывается на их цене.
Видео: Ручной станок листогибочный
Похожие статьи
promtu.ru
Гибочные станки для листового металла
Гибочный станок для листового металла, цена которого может составлять от 35 до 135 тысяч рублей и выше, отличное оборудование, несмотря на достаточно простую конструкцию оборудования, гибочные станки отличаются высокой продуктивностью.
Прежде чем приобрести металлогибочный станок или изготовить станок для сгибания листового металла своими руками, необходимо разобраться в особенностях самой технологии.
Выполняя загибочный процесс с помощью заводского станка Тапко, Металл Мастер, либо применяя ручной металлогибочный станок, изготовленный своими руками, одинаково ответственно следует подходить к соблюдению техники безопасности. Это относится и к процедурам резки. Некоторые мастера создают самодельные станки, предназначенные для комплексной обработки листового металла — резки, гибки и пр.
Делаем своими руками
Чертеж устройства гибочного станка для металла
Сделать обычный, но эффективный ручной металлогибочный агрегат не составит труда. С его помощью вы сможете добиваться нужного изгиба металла. Потребуется ли вам еще станок для резки, вопрос сугубо индивидуальный. Некоторые домашние мастерские, где занимаются изготовлением различных деталей из листового металла, требуют комплексного оснащения.
Но мы говорим про самодельный станок, предназначенный для гибки металла. Чтобы сделать его самостоятельно, необходимо подготовить все материалы и инструменты. Вам не обойтись без следующих компонентов:
Самодельный ручной аппарат для гибки металла состоит из следующих элементов:
Теперь переходим непосредственно к этому, как можно самостоятельно изготовить ручной полноценный станок, необходимый для получения требуемого изгиба листового металла.
Самодельный против заводского
На рынке широко представлены гибочные станки и агрегаты для резки заводского производства, которые во многом опережают самодельный станок по производительности и ряду других параметров.
Не секрет, что такие гибочные агрегаты как Метал Мастер и Тапко входят в число лидеров отечественного рынка. Но далеко не всегда мастерам требуется дорого, высокопроизводительное оборудование.
При организации домашней мастерской, где выполняется гибка тонкого металла, заводские гибочные агрегаты попросту не смогут выполнять то, на что способен ручной вариант.
Выбирая ручной или заводской станок, обратите внимание на несколько важных моментов.
Изготавливая гибочный ручной аппарат или устройство для резки металла, обязательно возьмите за основу проверенные чертежи, посмотрите обучающие видео. Многим домашним мастерам требуются станки для резки и гибки. И чем покупать дорогие заводские модели, намного выгоднее сделать их самостоятельно.
Рейтинг статьи - рейтинг материала: 5,00 из 5 Loading...tvoistanok.ru
i-perf.ru
Гибочный станок для листового металла своими руками
Главная » Станок » Гибочный станок для листового металла своими рукамиРучной листогиб промышленного производства. Как сделать листогиб своими руками
При массовом производстве изделий из оцинкованного листа используют автоматические станки с высокой производительностью, вальцепрокатные агрегаты, кромкогибы, устройства для прокатки швов водосточных труб. Для изготовления изделий из металла и оцинкованного листа в маленьких порциях, предназначенных, например, для частного строительства или небольшого промышленного цеха, экономически выгодно использовать ручной листогиб.
Что такое листогибочный станок?
Новое оборудование создано для облегчения ручного производства при изготовлении металлических водосточных элементов, оцинкованных фартуков, желобов, других мелких элементов кровли. Листогиб представляет собой станок проката металла, применяемый для сгибания латуни, стали, алюминия, профнастила, других плоских листов. Ручной роликовый листогиб способен изогнуть металл под требуемым углом, при этом не нарушив плоскость материала.
Для работ на подворье частного дома не стоит приобретать дорогой гибочный агрегат, гораздо выгоднее изготовить своими руками ручные листогибы. Отзывы говорят, что самодельное приспособление работает с металлом толщиной до 2 мм, длина проходящей заготовки составляет 4 м, гнуть профиль можно под углом до 180º. Из конструктивных деталей можно назвать обжимное устройство с рычагом, основание и прижимной механизм.
Где применяют промышленные листогибы?
Станки применяют для изготовления гнутых деталей в народном хозяйстве:
Разновидности гибочных станков для плоского металла
Гибочный станок отличается одинаковым принципом рабочего момента, разница состоит в приводе, при помощи которого осуществляется усилие:
Подача листов в рабочую область осуществляется в ручном или автоматическом режиме, установка размеров также различается по этим двум параметрам.
Механический гибочный станок
Работа оборудования осуществляется от маховика, дающего энергию для поворота рычага. При нажатии на него происходит сгибание детали под заданным углом, увеличение плеча рычага приводит к изменению требующегося усилия.
Электромеханическое оборудование для гнутья листов
Является усовершенствованной разновидностью механического варианта. Энергию к рычагу подает электродвигатель. Эти станки наиболее распространены среди профессионалов благодаря удобному использованию и универсальной работе. Все процессы сгибания происходят в автоматическом режиме, оператор только нажимает кнопку, предварительно задав параметры.
Многие станки могут выдерживать усилия в сотни килограммов, есть мощные, работающие с нагрузкой до тонны. Электромеханические агрегаты имеют небольшие размеры, работают с малым уровнем шума, гнут большое количество деталей за короткое время, приблизительно несколько сотен элементов за минуту.
Конструкция ручного гибочного станка
Ручной роликовый листогиб содержит в своей конструкции множество элементов, обеспечивающих его работу. Жестяной лист, профнастил или металл фиксируется в рабочем положении при помощи прижимной балки. Придание нужной формы детали производится специальной балкой. Угол сгибания задается работником и в разных моделях станков отличается.
Угломер выполнен в виде диска с нанесенными делениями, позволяющими установить нужный размер кривизны. Размещение и движение материала происходят на заднем столе с установленным ограничителем подачи. Прижимная балка приводится в рабочее положение с помощью рукоятки. Форма качественного изгиба устанавливается натяжным устройством основной и гибочной балки. Как вариант, устанавливаются тормоза на поворотном блоке с колесами, на нем перемещается ЛГС. Ручной листогиб фиксируется в рабочем положении перед началом работы.
Сегментный станок
В станках с ручным приводом гнутье металла происходит за счет физической силы работника путем нажима на поворотную балку. Некоторые модели изготавливают с педалью. С помощью ручного станка можно производить обработку не слишком толстого листа и на небольшие углы. Приспособление подобного типа часто встречается на частном подворье для изготовления гнутых деталей, предназначенных для хозяйственных нужд. Тот факт, что ручной листогиб не содержит трущихся и скользящих элементов, делает станок прочным и долговечным. Народные умельцы используют станок с установленными скобами на опорных балках и выбранным угловым радиусом для создания сложных деталей.
Листогиб сегментный ручной
На нем осуществляют контурное гнутье штучных изделий из листовой стали, эта процедура становится возможной благодаря использованию набора стандартных сегментов. Для эффективной работы в нем ставится прижимной механизм. На нем есть место для установки сегментов и поворотного гибочного устройства. С помощью ручного рычага делают поворот балки на заданный размер угла, если мощность станка большая, то предусмотрен ножной привод для передачи усилия.
Производство ручных листогибов предусматривает крепление всех конструктивных узлов на станине по типу рамы, собранной из металлического проката. Чтобы перемещение было прямолинейным и не сдвигалось в сторону, крепят направляющие приспособления. В качестве фиксаторов применяют механические или магнитные устройства. Равномерное движение заготовки и механических деталей происходит благодаря пружинам для компенсации вибрации.
Материал сегментного листогиба
Наилучшей считается инструментальная легированная сталь марки ХВГ или 9ХС, из которой изготавливается качественный станок. Листогиб ручной имеет комплект рабочих сегментов для посадки и гибки изделия. Посадочное место предназначено для крепления, а рабочая часть выполнена с учетом наиболее распространенных вариантов изгиба. В ручных станках высота сегментного инструмента остается неизменной и для всех видов оборудования делается одинаковой.
Технические характеристики
Рабочие параметры приблизительно у всех типов гибочных станков ручного типа одинаковые и выглядят так:
Изготовление гибочного станка для листовых сталей своими руками
Для обработки сгибанием металлических листов в частном домохозяйстве вполне достаточно изготовить листогибы ручные своими руками. Чертежи перед раскроем металлопроката и сборкой станины следует сделать обязательно. Эскизы с нанесенными размерами позволят так сконструировать станок, что для восприятия основной нагрузки послужат самые выносливые части машины.
Назначение самодельных гибочных станков
Выбор схемы гибочного оборудования зависит от его назначения:
Первый вариант наиболее приемлем для стандартного гибочного приспособления в домашних условиях.
Для определения мощности и типа станка следует изучить его техническое описание:
Необходимые материалы
Для устройства станины применяют швеллер высотой № 12. Подкладную подушку выполняют из деревянного бруса определенного размера, в зависимости от конструкции. Для изготовления правой щечки подойдет листовой металл 6-9 мм. Для конструкции прижимной балки берут уголок № 60-80, на ось пуансона готовят арматуру диаметром 10 мм. Чертежи листогиба ручного предусматривают для пуансона второго варианта уголок № 80-100 или швеллер № 10. Рычаг делают из арматуры диаметром 10 мм.
Для конструкции пуансона лучше применять не уголок, а швеллер, так как нагрузка на этот элемент распределяется таким образом, что уголок будет прогибаться в средней части, что приведет к его преждевременному износу. Дополнительная полка швеллера возьмет на себя растягивающее усилие при работе. Оборудование с пуансоном из швеллера выдерживает около 1200 сгибаний, а станок с примененным уголком разладится после 250 циклов.
Последовательность сборки гибочного оборудования
Ручной листогиб собирается в последовательности, предусмотренной в описании к чертежам. Друг за другом собирают струбцину, состоящую из воротка, пятки и винта, на основе уголка № 60, затем конструируют щечку. Следом делают основание с кронштейном из уголка № 110, на котором устраивают прижимную балку. Все детали вместе с пуансоном на оси крепят на станине.
Прижимную балку снизу фрезеруют после сборки посредством сварки всего конструкционного узла. Не рекомендуется для придания ровной поверхности использовать шлифовку болгаркой или проходку напильником. Прижимную балку следует дополнительно усилить металлическим прокатом, а длину предусмотреть на 5 см короче основания.
На торцах прижима делают стопоры из обрезков уголка. Детали прижима, касающиеся к материалу заготовки, фрезеруют. Центр полки на кронштейнах оснащается отверстием диаметром 8 мм. Чертежи листогиба ручного предусматривают, что пуансон делается короче прижима на 100 мм. Рычаг изготавливают из арматуры и сваркой приваривают к пуансону. Для изготовления щечек берут стальной лист и сверлят в нем отверстия в 1 см для установки осей. На ребре с торцов снимают фаску глубиной 0,6 см, длина ее составляет 3,2 см. При соединении сваркой осей следует принять во внимание, что направление их и ребер должно совпадать.
Техника безопасности
Станок относится к оборудованию с повышенной степенью опасности, поэтому соблюдение правил должно стоять на первом месте. Перед началом работы изучают инструкцию, определяют технологическую последовательность изготовления изделия и четко следуют ей. Самодельный станок или производственный, работу следует начинать с необходимых действий:
Заключение
При массовом изготовлении гнутых изделий в производственном процессе остается много отходов, которые хозяйственные владельцы частных домов используют для обустройства участка и самого строения. Изготовленный гибочный станок своими руками станет настоящим подспорьем для умельцев и их соседей. Сконструировать и собрать такой станок несложно, главное, что он станет настоящей находкой для домашнего строительства.
fb.ru
Сборка листогибочного станка своими руками
Сделать листогибочный станок своими руками при правильном подходе к делу и если под рукой будут все необходимые для этого чертежи, сможет каждый домашний мастер.
При этом его мастерская пополнится еще одним нужным в хозяйстве агрегатом, который можно использовать для работы с листовым металлом.
Такой самодельный станок особенно актуален для тех, кто постоянно имеет дело с коньками, желобами и различными планками неправильной формы, так как не придется тратить лишние деньги на их покупку.
Если всю работу по сборке ручного агрегата выполнить правильно, то на нем с легкостью можно будет изготовить из листовой стали заготовки абсолютно любой формы.
Сделать такой универсальный ручной станок можно из любых подручных материалов, при этом для работы потребуется самый обыкновенный инструмент.
Схема его работы достаточно простая, соответственно и необходимый для самостоятельно сборки чертеж не содержит каких-либо сложных узлов.
Конечно, ручной листогибочный станок проще всего приобрести в специализированном магазине, однако не каждому по карману его относительно высокая стоимость.
Между тем, самодельный ручной листогибочный агрегат, который можно увидеть на фото ниже, при соблюдении технологии сборки ни в чем не будет уступать заводскому устройству.
Содержание:
Основное назначение
Над проблемой гибки листового металла человек задумался еще в девятнадцатом веке и именно тогда был предложен первый ручной агрегат данного типа.
Конечно, первое оборудование данного класса имело впечатляющие габариты, кроме этого, обладало сложной конструкцией, однако с течением времени его постоянно модернизировали и совершенствовали.
Современные листогибочные станки полностью изменились, причем не только по форме конструкции, но и по всем остальным показателям.
Сегодня такой станок собой представляет комбинированное прессованное устройство, которое предназначено для быстрой гибки листовых металлических заготовок по заданным параметрам.
Такие агрегаты могут работать с различным типом металлом не только различной формы, но и разной толщины.
При помощи них можно достаточно просто изгибать цельные металлические листы под различными углами, не нарушая при этом основной плоскости.
Станки листогибочного типа способны работать с такими металлами, как сталь, алюминий, медь, а также многими другими.
Следует отметить, что используя в работе листогибочный станок, удается практически полностью избежать деформации у отгибаемой части, что невозможно сделать, если производить изгиб, используя оправки и киянку.
В настоящее время листогибочные агрегаты позволяют работать и с окрашенными металлическими поверхностями, при этом повреждение нанесенного покрытия исключается полностью.
Некоторые современные устройства дополнительно оснащаются всевозможными функциями, которые позволяют производить работу с более высокой точностью, а кроме этого, при необходимости осуществлять резку металлических заготовок.
Такие устройства установлены практически на всех машиностроительных предприятиях. Кроме этого, они широко используются в авиастроении и строительстве.
Любой ручной листогибочный станок обязательно состоит из достаточно массивного основания, специального прижима, обжимного пуансона, оснащенного креплением, а также струбцин, при помощи которых осуществляется его прочное крепление с рабочей поверхностью верстака.
Наиболее востребованным является сегментный агрегат, который позволяет производить изгиб сложной формы и состоит из специальных сегментированных балок. Сегментный станок достаточно часто используется и в бытовых целях.
На видео ниже можно увидеть, как работает сегментный универсальный листогибочный станок.
Видео:
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.
Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
После этого проводятся проверочные испытания листогибочного устройства, во время которых выполняется окончательная корректировка щечек, а также других механизмов данного оборудования.
При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
rezhemmetall.ru
Гибочный станок для листового металла своими руками
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
the-master.ru
Ручной листогибочный станок своими руками
Современное строительство для работы с фундаментом, железобетонными конструкциями и арматурой использует гибочные станки российского производства. Они удобны в эксплуатации и выполняют много полезных функций.
Ручной листогибочный станок
Ручной самодельный станок является достаточно простым инструментом, и позволяет изгибать листовой материал в качественные изделия даже неквалифицированным мастерам.
Читайте также: конструкция, принцип работы и виды трубогибов.
Понятие «листогибочный станок» и сфера его применения
Листогибочный станок – это прессовое устройство, которое позволяет сгибать цельные листы металлов или вырезанные полосы из него различной формы и толщины.
Можно успешно сделать листогибочный станок своими руками, самодельный инструмент может производить гибку листов под желаемым углом, не нарушая, при этом, плоскостности материала.
С помощью этих станков можно обрабатывать латунь, сталь, алюминий и медь, а также прочие металлы, при условии того, что толщина листов будет 0,7-0,8 мм.
При изгибании отгибаемая часть листа остается не деформированной. Это позволяет сделать разнообразные предметы. Получившиеся изделия ничем не отличаются от аналогов промышленного производства.
Читайте также: станок для производства вагонки своими руками.
Листогибочный станок имеет принцип работы ручного пресса
Благодаря силиконовой вставке, которая находится на гибочной балке, изгибать возможно окрашенные листы без каких-либо повреждений покрытия. Конструкция предполагает удобную функцию регулирования толщины листа, который предстоит изогнуть. Большинство станков можно использовать для резки металла.
Области применения:
Читайте также: «Принцип работы станка для производства шлакоблоков своими руками» и «Станок для производства гвоздей: устройство и принцип работы аппарата».
к меню ↑
Конструкция и принцип ее работы
Элементы листогибочного станка:
Сделать такой станок, как и ручной гибочный станок для арматуры можно самостоятельно при помощи металлических заготовок.
Гибочный станок с сегментными гибочными ножами
В качестве основы для конструкции специалисты рекомендуют приобрести швеллер (6,5-8 мм, длина – 500-650 мм).
Часто листогибы имеют дополнительные опции:
Листогиб может иметь усиленную опору, что обеспечивает надежную фиксацию станка, и роликовый нож, который режет металл на уровне фабричного производства.
Самодельный аппарат предполагает наличие основных элементов:
Самодельный ручной листогиб
Ручной самодельный станок создает профильные детали из тонколистового алюминия, меди и стали.
Перед началом работы заготовку фиксируют с помощью прижимной рамы на столе аппарата. Затем загибают поворотную балку на необходимый угол выступающей части листа. Обычно загиб достигает 135º. Максимальный догиб возможен до 180º.
Прижимают заготовку механическим путем при помощи эксцентриковой стяжки.
Основная особенность станка – подача неограниченных в длине заготовок.
В продаже можно встретить конструкции с электромагнитом. Он устанавливается во время производства в корпус аппарата. Магнит обеспечивает прижим, который исключает выскальзывание листа из-под прижимной балки.
Читайте также: «Руководство по изготовлению слесарного верстака».
к меню ↑
Обзор конструкции и работы ручного листогибочного станка (видео)
к меню ↑
Виды листогибочных станков
Этот тип оборудования может быть передвижным и стационарным. Передвижные используют для обработки и производства больших объемов материала. Стационарные применяют на небольших предприятиях, чтобы сделать отдельные детали.
В зависимости от того, как аппарат обрабатывает материал, листогибочное оборудование бывает:
Различия в приводе разделяет станки на:
Чтобы сделать самодельный аппарат, для начала нужно определиться с толщиной металла, так как оптимальное решение для обработки металла (толщиной меньше 0.1 см.) — ручной станок.
Электромеханический листогибочный промышленный станок
Для создания различных деталей толщиной более 1 см. лучше приобрести модель из фабричного производства с электроприводом. Эти станки намного дороже и занимают больше места, но оправдывают это своей высокой производительностью. к меню ↑
Как сделать самодельный аппарат?
Чтобы сделать такое устройство у себя дома, необходимо иметь соответствующие чертежа, необходимый материал и подходящие инструменты. Использование качественных составляющих увеличит срок службы станка домашнего производства.
При сборке лучше использовать сварочный аппарат, так как большинство узлов должны прочно прилегать друг к другу.
Начинаем работы с создания устойчивого основания, для этого понадобится швеллер. Его также нужно использовать, чтобы самостоятельно сделать основной прижим. В прижиме делаем отверстия под болты.
Очень важно чтобы самодельный станок имел удобную ручку. Для ее создания можно взять арматуру необходимого диаметра. В конструкцию входят специальные щечки, которые привариваются до совпадения с ребром уголка.
Листогибочное устройство, сделанное своими руками
После установки щечек, начинаем поэтапную сборку конструкции:
Читайте также: как изготовить сварочный осциллятор своими руками?
Во время использования станка часто требуется выравнивание прижима, это легко сделать напильником или болгаркой. Таким способом можно снизить качество изгибов и создать деформированные участки, что является неприемлемым, если предметы изготавливают под заказ.
Еще один минус — такой ручной станок не сможет работать с толщиной более десяти миллиметров. Чтобы процесс изгиба металла прошел немного легче, рекомендуют прогревать листы в местах изгиба.
Безусловно, сделать станок в домашних условиях не составляет большого труда. Кроме того устройство станет незаменимым помощником для работы с несложными задачами.
Главная страница » Для гибки
ostanke.ru
i-perf.ru
Гибочный станок для листового металла и арматуры своими руками
Гибочный станок для листового металла и черного металлопроката – это один из самых часто используемых приспособлений в металлообработке. Несмотря на похожие функции, конструкционное решение подобного ручного и электрического оборудования часто существенно отличается. Прежде всего, способом применения. Листогибы используются в основном в производстве, где необходимо изготовление металлического профиля, гибка профиля очень популярная в декоративной металлообработке.
Разные типы прессового механизма
Гибочные станки для прутков применяются в основном с целью изготовления изогнутых декоративных элементов. Отличается и толщина заготовки, в случае листогибов она значительно меньше, чем сечение образца, используемого в гибочных станках.
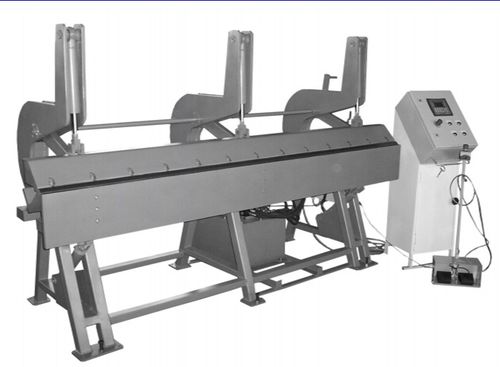
Листогиб промышленный
Способ применения, очевидно, определяет разные принципы и конструкцию инструмента. В свою очереди для гибки металлических прутов предложен целый ряд схем, которые с разной степенью эффективности и трудоемкости позволяют выполнять работы по принципу универсальности.
Существуют версии ручных моделей, которые обеспечивают универсальные функции, однако их применение обусловлено ограниченным количеством операций и возможностей.
Зависят в основном от конструкции и способа гибки:
В самостоятельном изготовлении наиболее популярны поворотные и ротационные, они позволяют сконцентрировать механическое усилие, просты в изготовлении и нетрудоемки при выполнении работ. Прессовые также нередко встречаются у мастеров, но они являются версией ротационного или поворотного исполнения. Выбирая гибочные модели по чертежам, обращайте внимание на тип механизма, чтобы выполнить для себя образец, обеспечивающий прогнозируемые трудозатраты.
Для формовки листов проката и металлических заготовок.
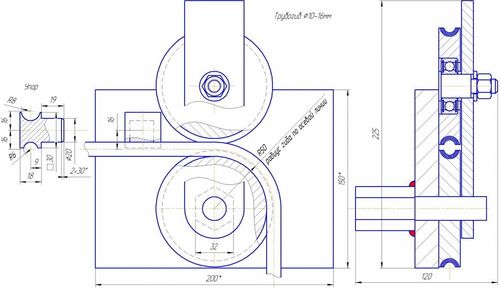
Чертеж листогиба
Гибка черного проката по форме с регулируемыми формовочными роликами – ротационные с несколькими валками.
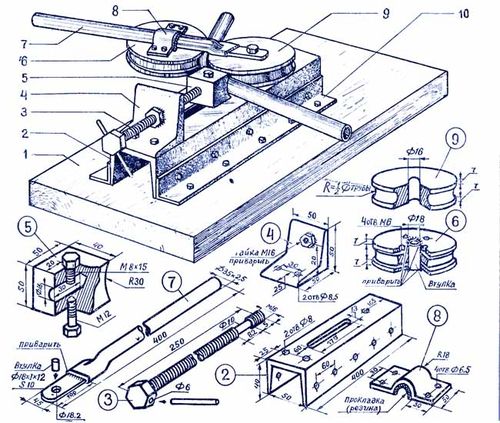
Роликовый гиб
Простой гибочный инструмент для металлического прута.

Простой металлогиб
Ротационный станок для работы со сложными формами из металлоарматуры и профильных элементов.
В кузнечном деле обычно имеется несколько модификаций инструмента, с помощью которого делаются часто используемые декоративные элементы. Гибка проката в листах в основном применяется в производстве оборудования, вентиляционных систем и в других сферах, где необходимо изготовление корпусов со сложными формами.
Станок с пуассоном для гибки листов стали и черного проката
Приспособление с пуассоном выполняется своими руками из горизонтальной рамы, которая механически опускается, придавливая металлическую заготовку. Опускание пресса может быть реализовано ротационным или поворотным механизмом. В зависимости от этого, выбирают чертежи, используемые для сборки. Кроме гибки можно выполнять штамповку, с применением которой можно получить готовые фрагменты или детали.

Листогиб прессовой
Не рекомендуем выбирать этот тип из-за довольно высокой степени сложности. Первый листовой гибочный станок, который подойдет для любой мастерской, поворотный с балкой. После его изготовления можно перейти к более сложным механизмам. Его используют для арматуры и профильной трубы, квадрата, которые часто используются для изготовления надежных и устойчивых на разрыв конструкций.
Станки для гибки – способы сборки инструмента поворотного типа с балкой
Простейший вариант, который может понадобиться в хозяйстве для профильной металлоарматуры, показан на фото.

Для его изготовления потребуется швеллер, массивный уголок, гайка с клепкой и поворотная ручка.
В рабочем состоянии этот инструмент показан на примере. Он вполне позволяет проделывать необходимые работы по гибке арматуры, уголка и квадрата относительно небольшого сечения.
Аналогичный компактный гибочный станок для труб может выглядеть следующим образом, показанным на фото. Его тоже можно свободно сделать своими руками в течение нескольких часов.
Станок для гибки листов металла: способы реализации
На схемах показаны: трехмерная модель, чертеж подобного инструмента и принцип действия. Состоит он из станины, креплений и поворотной линейки, обеспечивающей необходимый поворот и сгиб листа металла по направляющей.

После изготовления он выглядит так – смотрите на фото и в видео-уроке. Готовые конструкции могут незначительно отличаться, при этом сохраняется принцип действия.
Ручной ротационный инструмент с оправками для кузнечных мастерских

Принцип действия хорошо прослеживается в видео, демонстрирующего промышленную модель, самодельная версия выполняется без чертежей.
На другом видео-уроке можно посмотреть, как сделать универсальный инструмент именно для гибки завитков и холодной ковки.
Последовательность работы следующая:
Подобное приспособление позволяет гнуть широкий набор декоративных элементов для изделий холодной ковки. Это, на наш взгляд, лучший гибочный станок для профильной трубы и квадратной арматуры.
metall.trubygid.ru