- В технике пассивацией называют технологический процесс защиты металлов от коррозии с помощью специальных растворов или процессов, приводящих к созданию оксидной плёнки.
- Анодная
- Катодная
- Одним из технологических вариантов пассивирования является воронение.
- Для пассивации многих металлов используют растворы на основе окисляющих агентов, способных к образованию труднорастворимых соединений (хроматы, молибдаты, нитраты в щелочной среде и др.)
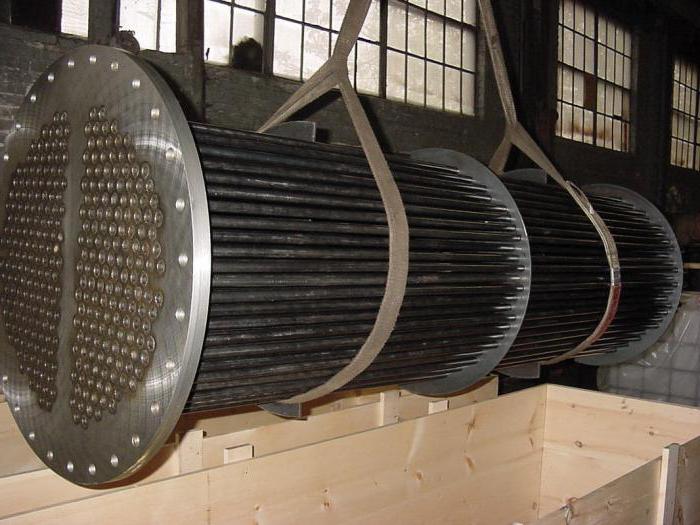
- Пассивирование применяется для защиты от внутренней коррозии трубопроводов, котельного и теплообменного оборудования. Для этого, приложив к трубопроводу направленное радиально (то есть поперек оси трубы) электрическое поле, возможно электрически оттянуть свободные электроны металла, находящегося на внутренней поверхности трубы, по направлению к внешней поверхности. В результате металл на внутренней поверхности трубопровода не может вступить в химическую реакцию.
- Томашов Н. Д., Чернова Г. П., Пассивность и защита металлов от коррозии, М., 1965;
- Скорчеллетти В. В., Теоретические основы коррозии металлов, Л., 1973;
- Новаковский В. М., Обоснование и начальные элементы электрохимической теории растворения окислов и пассивных металлов, в сборнике: Коррозия и защита от коррозии, т. 2, М., 1973.
- Henkel Surface Technologies Current owner of Parco-Lubrite (a manganese phosphating process, Parkerizing process) and other conversion coatings/passivation processes. (Parco is a registered trademark of Henkel Surface Technologies.)
- MacDermid Industrial Products, Inc. Owner of numerous trademarked passivation processes.
- В химическом отношении стабильно в воде и на воздухе, не разлагается с выделением вредных веществ.
- Не токсично. Является негорючей жидкостью.
- Не замерзает при отрицательных температурах.
- концентрация раствора «Дезоксил» ОФ - 1-10%
- температура - 30-60 гр.С,
- рН -3,8-4,3
- время обработки - 5-10 минут.
- концентрация раствора «Дезоксил» ОФ - 1-10%
- концентрация калия фтористокислого 0,2-1,5 г/л
- температура - 30-60 гр.С,
- рН -3,8-4,3
- время обработки - 5-10 минут.
- концентрация раствора «Дезоксил» ОФ - 3-10%
- температура - 25-60гр.С,
- рН -1,5-2,0
- время обработки - 5-10 минут.
- Нажмите на кнопку «Заказать» и далее выберите необходимый вам объем тары, как в обычном Интернет-магазине.
- Напишите нам по email: [email protected] или позвоните по телефонам +7 (495) 1234-765 .
Большая Энциклопедия Нефти и Газа. Пассивирование стали
Пассивация металлов - это... Что такое Пассивация металлов?
Оцинкованное ведро — изделие из стали, защищённое цинковым покрытием от коррозии. Цинк выполняет роль протектора, а так как в обычных условиях он покрыт тонким пассивным слоем, покрытие растворяется не слишком быстро.Пассивация металлов — переход поверхности металла в неактивное, пассивное состояние, связанное с образованием тонких поверхностных слоёв соединений, препятствующих коррозии.
Механизм пассивации
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки).
Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно тормозится или полностью прекращается.Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
Виды пассивации
Пассивация металлов в технике
Пассивация является одним из методов защиты металлов от коррозии. Часто используется образование на поверхности металла (металлических изделий) защитных слоев — пленок оксидов при действии окислителей.
Пассивация
Пассивация — это явление снижения скорости газовой коррозии при понижении парциального давления. Пассивация возникает из-за образования на поверхности металла (Cu, Ti, Zr, Cr, Al и т.д.) пленки.
Перепассивация — это нарушение пассивного состояния. Возникает при повышении парциального давления выше критического.
Перепассивация встречается в таких марках сталей как: 08Х18Н10Т, 20Х13, 30Х13, 40Х13, 15Х17.
Наполнение пассивированных покрытий
Дополнительные операции
После пассивации или наполнения пассивирующего покрытия поверхность металла нередко подвергают дополнительной обработке — ингибиторами, окрашиванию или лакированию и др.
Литература
Ссылки
На английском языке
dic.academic.ru
Пассивирование - сталь - Большая Энциклопедия Нефти и Газа, статья, страница 1
Пассивирование - сталь
Cтраница 1
Пассивирование стали применяют также после травления для межоперационной защиты перед механической обработкой ( шлифованием и др.) - Для этих целей применяют раствор из 8 3 г / л нитрита натрия, 3 1 г / л карбоната натрия; температура раствора 65 - 75 С, продолжительность обработки 0 5 - 1 мин. [1]
Пассивирование стали широко используют для защиты от коррозии в период эксплуатации и межоперационного хранения. [2]
Пассивирование стали типа 18 - 8 под действием азотной кислоты обусловлено присутствием азотистой кислоты. [3]
Процесс пассивирования сталей в указанных растворах проходит без выделения газа. Начало выделения газа свидетельствует о травлении металла, которое препятствует образованию на металле пассивной пленки. [4]
Оксидирование или пассивирование стали ( воронение, чернение) заключается в создании поверхностного слоя плотной оксидной пленки, хорошо держащейся на основном металле. Оксидирование производится либо путем погружения детали в расплавленные соли, либо электролитическим путем. [5]
Другим способом пассивирования стали является воронение, которое также сводится к образованию на ее поверхности тонкой плотной и сплошной пленки из окислов железа, предохраняющей металл от дальнейшего окисления. [6]
Теоретический и практический интерес представляет исследование пассивирования стали в растворах солей нитроаромати-ческих кислот и сохранения пассивного состояния после измене-ния внешних пассивирующих условий. [7]
Исследовано влияние природы анионов нитроароматических кислот на пассивирование стали и сохранение пассивного состояния при изменении внешних условий. [8]
При использовании вяжущих с пониженной способностью к пассивированию стали, а также легких песков, связывающих гидроокись кальция, плотность и толщина защитного слоя бетона у арматуры приобретают решающее значение. Это объясняется тем, что при неустойчивом состоянии пассивности стали коррозия начинает развиваться при весьма небольшом преобладании активирующих веществ у ее поверхности, задержать поступление которых может только слой бетона необходимой плотности и толщины. [9]
Цементы на основе клинкера ( портландцемент, пуц; цолановый портландцемент, шлакопортландцемент) обеГ - спечивают щелочность межфазной жидкости в бетоне, достаточную для пассивирования стали. Однако бетоны на последних двух цементах быстрее карбонизируются и раньше, чем бетон на портландцементе, теряют способность пассивировать арматуру. [10]
Через трое суток после анодной поляризации при ширине трещин 0 2 мм и менее произошло восстановление первоначальной потенциала ( рис. 6), что объясняется пассивированием стали даже при наличии в окружающем электролите хлор-ионов. Прк широких трещинах произошло необратимое нарушение пассивности стали и потенциал установился на более отрицательном уровне, приблизительно равном - 500 мв. [12]
Однако, рассматривая многочисленное семейство современных бетонов, отличающихся разнообразием вяжущих, заполнителей и добавок, а также различными режимами твердения, можно установить, что многие из этих бетонов не в состоянии обеспечить первоначальное пассивирование стали, другие быстро теряют пассивирующую способность под воздействием среды. [13]
Приготовление растворов: - хроматирования цинковых и кадмиевых покрытий, - травления меди и ее сплавов, - выщелачивания магниевых сплавов, - удаления недоброкачественных медных, никелевых, кадмиевых, анодноокисных и фосфатных покрытий, - снятия травильного шлама, - пассивирования меди, - пассивирования цинковых сплавов, - пассивирования сталей, - наполнения фосфатного покрытия сталей. [14]
Все способы пассивирования стали, кроме обработки в серной кислоте, снижают адгезионную прочность цинковых покрытий. Если без пассивирования адгезионная прочность цинковых покрытий к стали составляет 2 5 X X 103 Дж / ма [234], то в результате пассивирования растворами КМп04, К2Сг207 и K2Cr20 j адгезионная прочность снижается и составлет соответственно 1 65; 1 50 и 1 07 - 103 Дж / ма. В то время как для цинковых пленок пассивирование стали снижает их адгезионную прочность, для медных пленок пассивирование стали действует на их адгезионную прочность двояко: либо уменьшает, либо увеличивает ее. [15]
Страницы: 1 2
www.ngpedia.ru
Воронение, фосфатирование, пассивирование стальных деталей ножа
Антикоррозионные и декоративные покрытия предохраняют сталь ножей от ржавления. Используются различные способы покрытия стальных деталей, такие как воронение, фосфатирование, оксидирование, химическое никелирование и так далее.
Воронение и оксидирование.
Это покрытие стальной детали пленкой окислов, которая предотвращает коррозию металла. Вороненые детали имеют приятный цвет от синих до черных тонов. При воронении деталь шлифуют и, если надо, полируют. Затем тщательно обезжиривают промывкой в щелочах, прогревают до 60-70 градусов. Затем деталь нагревают в печи до температуры 220-325 градусов и протирают ветошью, смоченной конопляным маслом. Другие растительные масла дают менее приятные цвета воронения.

Ровная окраска поверхности получается только при равномерном прогреве детали. После смазки деталь снова слегка прогревают и вытирают насухо. Закаленные детали, у которых температура отпуска ниже 220-325 градусов, не воронятся во избежание потери ими механических свойств.
«Синение» стали.
Стальным деталям ножей можно придать красивый синий цвет. Для этого составляют два раствора : 140 гр гипосульфита на 1 литр воды и 35 гр уксуснокислого свинца («свинцовый сахар») также на 1 литр воды. Перед использованием растворы смешивают и нагревают до кипения.
Изделия предварительно очищают, полируют до блеска, после чего погружают в кипящую жидкость и держат до тех пор, пока не получат желаемого цвета. Затем деталь промывают в горячей воде и сушат, после чего слегка протирают тряпкой, смоченной касторовым или чистым машинным маслом. Детали, обработанные таким способом, меньше подвержены коррозии.
Фосфатирование стали.
В процессе фосфатирования на поверхности стальной детали ножа образуется защитная пленка, обладающая высокими антикоррозионными свойствами. Зачищенная, отполированная, обезжиренная и декапированная (в течение 1 минуты в 5% растворе серной кислоты) стальная деталь погружается в горячий раствор (35 г/л) мажефа (фосфорно-кислые соли марганца и железа). Температура раствора должна быть 97-99 градусов.
Процесс проходит бурно, выделяется большое количество водорода. Через 1-1,5 часа выделение водорода прекращается, но деталь выдерживается в растворе еще 10-15 минут, после чего тщательно промывается горячей водой, сушится и смазывается маслом.
Лаки и краски очень хорошо ложатся на фосфатированные детали. Если по каким-либо причинам невозможно применить фосфатирование с подогревом, то используют процесс холодного фосфатирования. Фосфатные пленки при холодном фосфатировании менее качественные, однако хорошо идут как грунт под краску.
Существует масса растворов для холодного фосфатирования, например серия КФ (1, 2, 3, 12, 14). Фосфатирование происходит при температуре 48-55 градусов.
Пассивирование стали.
Процесс пассивирования позволяет создать на поверхности стальной детали ножа защитную пленку, препятствующую коррозии металла. Углеродистые стали пассивируют при комнатной температуре в 10% растворе калиевого хромпика в течение 60 минут. Высокоэффективным является процесс пассивирования стальных деталей в 60-90% растворе нитрита натрия. Температура 30-40 градусов, время обработки до 20 минут. Обработанные таким образом детали могут храниться, не ржавея, до двух лет.
Травление стали.
Иногда возникает необходимость вытравить на стальной детали ножа надпись. Автолюбители например маркируют таким образом некоторые детали перед сдачей автомобиля в сервис. Вот несколько рецептов составов для травления. Для углеродистых и низколегированных сталей применяют 15% раствор серной кислоты. Температура раствора должна быть 50-70 градусов, время обработки до 40 минут.
Высоколегированные стали травят в 20% растворе соляной кислоты при комнатной температуре. Время обработки до 15 минут. Поверхность детали покрывают горячим стеарином от свечи и по стеарину делают острым предметом необходимую надпись, после чего погружают в травильный раствор.
Для первого раствора можно применять вместо стеарина перхлорвиниловые краски или лаки с добавлением 5-8% талька. Можно поступить и наоборот — нанести на деталь надпись кислотоустойчивым лаком с помощью иглы от шприца подходящего диаметра, припаянной к обычному ученическому перу. Вокруг надписи нужно сделать что-то вроде валика из стеарина, внутрь которого налить травильный раствор. В этом случае надпись получится выпуклой.
Не стоит забывать, что нужно вливать кислоту в воду, а не наоборот, иначе вода моментально закипит и образовавшимися брызгами может обжечь вам кожу. При попадании кислоты на кожу нужно немедленно присыпать место ожога содой и промыть в проточной воде.
Другие статьи похожей тематики :
kombat.com.ua
Пассивация металлов это что и зачем, химическое пассивирование металлов, что понимают под термином пассивация металлов
«Дезоксил-ОФ» - средство предназначено для одновременного обезжиривания, пассивации и аморфного фосфатирования стальных и алюминиевых поверхностей методом погружения или протирки перед нанесением лакокрасочных покрытий, в том числе порошковых. Рекомендуем химическое пассивирование металлов Дезоксилом-ОФ, которое гарантирует надежную защиту от ржавчины. Вы узнаете, пассивация металлов это что такое и зачем её используют на производстве? Что понимают под термином пассивация металлов?
Пассивация металлов это что такое и зачем?
Итак, пассивация металлов – это что такое? Под пассивацией металлов принято понимать технологический процесс, обеспечивающий их антикоррозийную защиту при помощи специальных составов. Эффект пассивации достигается, как правило, за счет добавления в раствор солей или окислов (в том числе нитрата натрия). При помощи химических препаратов металлическую поверхность делают неактивной к воздуху и воздействию других атмосферных факторов. Химическое пассивирование металлов производят методом нанесения или полного погружения в раствор с выбранным химическим веществом. В результате этого на поверхности изделия образуется защитная пленка, которая представляет собой плотный водонепроницаемый барьер. Она и препятствует в дальнейшем появлению ржавчины. Теперь вы получили общее представление, что понимают под термином пассивация металлов, а более детальную информацию о нужном вам препарате вы можете получить у нашего консультанта в сплывающем окне.
Пассивирование металлов перед покраской
Дезоксил-ОФ позволяет одномоментно произвести пассивацию металла и его обезжиривание перед покраской. Его нанесение на металлическую область выполняется при помощи валика и/или кисти. Наносить пассиватор и обезжириватель металла однородным одним слоем без дефектов можно как на сухую, так и на влажную поверхность. После завершения работ, необходимо дать высохнуть раствору в течение 2,5 часов при 18-22 градусной температуре. Высохшая область пассивации металла не должна быть влажной. Только тогда можно наносить грунтовку и прочие материалы. При промышленном пассировании металлов в больших объемах, гарантированно исключается образование взрывных взвесей в воздухе.
Обезжириватель и пассиватор в одном флаконе
Состав для обезжириваний и пассивации металлов «Дезоксил-ОФ» купить вы можете на сайте или в одном из представительств компании. Стоят он недорого. «Дезоксил» ОФ представляет собой концентрированное жидкое пенное средство на основе ортофосфорной кислоты, пассивирующих составов и ингибиторов коррозии. Водорастворим, биоразлагаем. Взрыво-, пожаробезопасен. При пассивирование металлов Дезоксилом-ОФ происходит одновременное обезжиривание и очистка от загрязнений обрабатываемой поверхности, удаление продуктов коррозии. На изделии образуется цинко-фосфатное аморфное покрытие массой 0,2-1,0 г/кв.м, которое значительно улучшает защитные и физико-механические свойства ЛКП. Пассивацию металлов рекомендуется применять в технологических процессах подготовки поверхностей перед нанесением лакокрасочных покрытий на машиностроительных, судостроительных и ремонтных предприятиях, в строительстве, на транспорте и других отраслях промышленности.
Хранить средство химического пассивирования металлов «Дезоксил-ОФ» следует в плотно закрытой упаковке при плюсовой температуре. При попадании раствора на кожу незамедлительно смыть проточной водой, и/или обратиться к врачу.
Одновременное обезжиривание – фосфатирование и пассивация стальных поверхностей методом погружения:
По окончании обработки поверхности промыть водой, провести пассивацию средством «Антэкс ПС» в концентрации 0,4-1,0 %. Затем просушить.
Одновременное обезжиривание – фосфатирование поверхностей из алюминиевых сплавов методом погружения
Кислотное обезжиривание металлов
Метод погружения
Примечание: при обезжиривании стальных поверхностей после промывки водой обязательно провести пассивацию средством «Антэкс ПС» в концентрации 0,4-1,0 %.
Метод протирки
При обработке поверхностей методом протирки использовать влажную ветошь, обильно смоченную в рабочем растворе. Время выдержки на поверхности – 5-15 минут.
Меры предосторожности.
При проведении работ использовать спецодежду и средства защиты органов дыхания- респираторы, глаз- герметичные очки, рук- защитные перчатки. При попадании средства в глаза- немедленно промыть под струей воды и обратиться за помощью к врачу. В случае попадании на кожу, смыть водой с мылом.
Условия хранения. Хранить в герметичной таре с плотно закрытой крышкой при плюсовой температуре. Беречь от детей! Срок годности составляет 2 года.
Оформить заказ на товар, который заинтересовал вас, вы можете несколькими способами:

Мы можем доставить купленный у нас товар по Москве или Московской области собственным транспортом. Доставка по России осуществляется транспортными компаниями. Возможна безналичная форма оплаты.
Компания ООО «Конферум» имеет представительства в следующих городах:
| Москва | Алматы, Казахстан | Екатеринбург |
| Казань | Кемерово | Кострома |
| Красноярск | Курган | Минск, Беларусь |
| Ростов-на-Дону | Самара | Санкт-Петербург |
| Саратов | Тверь | Тольятти |
| Тюмень | Уфа | Челябинск |
| Ярославль |
Мы отправляем заказы в указанные ниже города. Если вы не нашли свой населенный пункт в этом списке, напишите нам и мы обязательно постараемся вам помочь.
| Новосибирск | Нижний Новгород | Омск |
| Волгоград | Пермь | Воронеж |
| Саратов | Краснодар | Барнаул |
| Ульяновск | Ижевск | Иркутск |
| Владивосток | Хабаровск | Махачкала |
| Оренбург | Новокузнецк | Томск |
Отказ от ответственности
Выше приведенные данные являются средними значениями к моменту публикации настоящей технической информации. Их нельзя рассматривать как основные данные. Данные продукта приводятся в уточнённой технической информации.
При использовании продукта необходимо руководствоваться рекомендациями и информацией, приведенными описании на продукт, в паспорте безопасности, а также правилами техники безопасности при работе с химикатами.
Приведенная в настоящей публикации информация основывается на имеющихся у нас в настоящее время опыте и знаниях.
Поскольку множество факторов может влиять на процессы обработки и применения продукта, приведенные данные не освобождают наших потребителей от необходимости проведения собственных испытаний.
Эти данные не являются юридически обязывающей гарантией определенных свойств продукта, а также гарантией пригодности его для конкретной цели. Получатель наших продуктов обязан под собственную ответственность соблюдать действующие законы и постановления РФ.
www.conferum.ru
Пассивирование - металл - Большая Энциклопедия Нефти и Газа, статья, страница 1
Пассивирование - металл
Cтраница 1
Пассивирование металлов и прежде всего гальванических цинковых, кадмиевых и серебряных покрытий широко используется для повышения их стойкости против коррозии, потемнения, загрязнения. Тонкие пассивные пленки не изменяют размеров деталей и лишь в случаях хроматного пассивирования цинка и кадмия заметно меняют окраску поверхности металла. [1]
Пассивирование металлов происходит только при определенных концентрациях окислителей, зависящих как от рода металла, так и от окислителя. Так, например, железо становится пассивным только при действии 60 - 80 % - ной азотной кислоты. [2]
Пассивирование металлов достигается обработкой их сильными окислителями или электролитическим анодированием, при котором металл помещают в электролизную ванну, где он окисляется выделяющимся кислородом. На пассивированных металлах резко замедлены анодные процессы, поскольку на поверхности имеются либо прочные окисные пленки, либо надежно адсорбированный кислород. [3]
Пассивирование металлов тем не менее не исключает необходимости термической стабилизации пленок, кроме особых случаев применения. Благодаря пассивированию металлов становится возможным применение красителей светлых оттенков и достигается удовлетворительная адгезия при более низкой температуре сушки. [4]
Пассивирование металлов ( опыт проводится под тягой. Хорошо очистите наждаком два стальных гвоздя. Налейте в пробирку до 1 / 3 объема концентрированной азотной кислоты ( осторожно. Течение реакции, вначале бурное, довольно быстро приостанавливается. Прекращение реакции объясняется тем, что ей препятствует образовавшаяся пленка оксидов железа. Однако механические и защитные качества пленки в данном случае невысоки. [5]
Пассивирование металлов - образование на поверхности металла ( металлические изделий) защитных слоев ( главным образом пленок оксидов) при действии окислителей с целью предохранения от коррозии. [6]
Пассивирование металла электрода ( анода) связано с образованием на его поверхности тончайшей окисной плевки, вследствие чего резко увеличивается анодный потенциал. Железо склонно к пассивированию, цинк практически не пассивируется. Поэтому цинк широко применяется для изготовления анодов гальванических элементов. Пассивность металлов растет с увеличением плотности тока и уменьшается с повышением температуры. [7]
Применяют пассивирование металлов, нанесение лакокрасочных или гальванич. [8]
Процесс пассивирования металлов заключается в формировании на их поверхности тонких пленок оксидной или оксидно-солевой природы. [9]
Следовательно, пассивирование металла является по существу окислительным процессом. [10]
Впервые явление пассивирования металла было описано М. В. Ломоносовым, который заметил, что в разбавленной азотной кислоте железо растворяется беспрепятственно, а в концентрированной растворение быстро прекращается. [11]
На возможность пассивирования металлов кислородом воды указывает и Хор. Основанием для такого утверждения явились эксперименты, в которых с помощью меченых атомов было установлено, что при анодном окислении никеля в серной кислоте из воды переходило на металл гораздо больше кислорода, чем из сульфат-ионов. В литературе встречается и ряд других указаний, свидетельствующих о пассивирующих свойствах воды. В частности, Эванс сообщает любопытный факт: 99 % - ная уксусная кислота не оказывала никакого коррозионного воздействия на алюминий, однако стоило из нее удалить 0 05 % воды, как скорость коррозии увеличилась в 100 раз. В отсутствие воды никель активно растворялся. Описаны также случаи пассивирования титана незначительными количествами воды в неводных средах, а также алюминиевых сплавов и нержавеющих сталей в окислителях. [12]
Впервые явление пассивирования металла было описано М. В. Ломоносовым, который заметил, что в разбавленной азотной кислоте железо растворяется беспрепятственно, а в концентрированной растворение быстро прекращается. [13]
Какие причины вызывают пассивирование металлов. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Пассивация - сталь - Большая Энциклопедия Нефти и Газа, статья, страница 1
Пассивация - сталь
Cтраница 1
Пассивация стали происходила кольцеобразно вокруг никелевого катода. Защитное действие никелевого катода возрастает с увеличением радиуса катода и уменьшается с увеличением скорости движения раствора и концентрации щелочи. [2]
Пассивацию фосфатированной стали производят раствором хромового ангидрида с концентрацией до 0 2 г / л, рН раствора увеличивают с 2 5 - 2 8 до 4 - 4 5 введением гидроокиси натрия. Для приготовления пассивирующего раствора используют обессоленную воду; пассивирующий раствор меняют в среднем один раз в неделю. В ванне пассивирования каждые 3 ч определяют свободную кислотность в точках ( 0 45 - 0 55), а также температуру и давление. [3]
Потенциалы пассивации сталей Х17, ОХ17Т и 1Х17Н2 составляют примерно - 250 мв, стали Х17Н - 300 мв и стали Х17Д - 200 мв. [4]
Так как пассивация стали происходит в интервале значений показателя рН раствора от 11 3 до 13, арматурная сталь может считаться защищенной от коррозии, если со всех сторон покрыта бетонным слоем достаточной толщины, а бетон изготовлен с соблюдением соответствующих требований. Минимальная толщина защитного слоя бетона при контакте с водой и грунтом ( BGII - ГУ) по TGL 33408 / 02 в общем случае принимается равной 30 мм, при концентрации хлоридов в воде более 1000 мг / л - 50 мм. [6]
Для обеспечения надежной пассивации стали конденсатного и питательного трактов общую концентрацию кислорода в воде необходимо поддерживать на уровне выше 100 мкг / кг. Верхний предел концентрации кислорода для предотвращения интенсивного вымывания отложений меди, накопившихся в тракте блока, должен быть около 300 мкг / кг. [7]
В растворах роданидов пассивация сталей достигается увеличением рН раствора, легированием стали молибденом, а также анодной поляризацией. [8]
Для облегчения процесса пассивации стали желательно обеспечить предварительное контактирование стали с протектором и только после этого постепенно погружать систему в раствор или медленно наполнять коррозионным раствором предварительно замкнутую на протектор емкость. [9]
Повышение температуры вызывает затруднение пассивации сталей, что выражается в увеличении тока пассивации ( рис. 54), смещении потенциала пассивации ( см. рис. 50) и потенциала полной пассивации ( рис. 55) в положительную сторону. [10]
Как видно, в первой серии опытов пассивация стали достигается легче, при значительно меньшей относительной площади протектора. В этих условиях для пассивации стали требуются меньшие токи вследствие того, что образцы нержавеющей стали в исходном состоянии в какой-то степени запассивированы кислородом воздуха, и, кроме того, постепенное погружение стали в раствор приводит к значительному увеличению отношения площади катода к аноду в первоначальный момент. [11]
Проведенными - исследованиями показано, что склонность к пассивации сталей в горячих концентрированных хлоратсодер-жащих растворах щелочи усиливается по мере понижения содержания в сплаве никеля. Легче всего в этих условиях пассивируется безникелевая сталь 15Х25Т, труднее - сталь 12Х18Н10Т; эко-номнолегированные стали занимают промежуточное положение. [12]
С увеличением содержания никеля снижается критическая плотность тока пассивации стали и расширяется область устойчивой пассивности. KCNS зависимость потенциала питтингообразования стали 12Х18Н10Т от температуры, как и для никеля, имеет минимум при 50 С, что согласуется с данными, полученными в работе [51] для той же стали при близких значениях рН и концентрации раствора. Поверхность хромоникелевых сталей, как и чистого никеля, покрывается слоем нерастворимых сульфидов, которые удаляются с поверхности механическим способом. Увеличение содержания частиц 35S на стали 12Х18Н10Т с ростом температуры, вероятно, связано с более интенсивным образованием NiS на поверхности хромоникелевой стали. [14]
Молибден, который является стабилизатором ферритной фазы, способствует пассивации стали ( повышает нижнюю границу потенциала питтингообразования) и тем самым повышает коррозионную стойкость. Добавка Мо способствует также повышению анодной поляризуемости, возможно, вследствие адсорбции на поверхности стали образующихся продуктов коррозии, но механизм действия Мо, очевидно, иной, чем у Ni, так как молибден не только уменьшает питтингообразование, но и снижает вероятность подповерхностной коррозии. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Пассивация - сталь - Большая Энциклопедия Нефти и Газа, статья, страница 3
Пассивация - сталь
Cтраница 3
Хромоникельмолибденовые стали применяются для изготовления аппаратуры, работающей в сильно агрессивных средах: в серной кислоте при концентрации 10 - 12 % и температуре 40 - 50 С, в горячих растворах h3SO3, в горячей фосфорной кислоте, в кипящих растворах уксусной, щавелевой и муравьиной кислот и др. На рис. 163 приведены кривые пассивации хромо-никельмолибденовых сталей с содержанием молибдена 2 5 и 3 5 % в растворах h3SO4 при разных температурах. [32]
Пассивация стали в 67 % - ной h3S04 возможна при содержании фтористоводородной кислоты до 2 моль / л, причем скорость коррозии в пассивном состоянии при этом еще очень мала. [34]
Пассивация является завершающей операцией химической очистки. Проведение операций по пассивации стали для котла, подлежащего консервации, уменьшает стояночную коррозию. Периодическое проведение пассивации котла, совмещаемое с его растопкой, уменьшает образование продуктов коррозии в эксплуатации. [35]
Мощность выпрямителя в зависимости от защищаемой системы должна быть 0 05 - 1 а на 1 м2 защищаемой поверхности. Эта величина необходима для пассивации стали, когда расход тока более высокий. При дальнейшей работе расход тока снижается более чем в 10 раз. [37]
Как видно, в первой серии опытов пассивация стали достигается легче, при значительно меньшей относительной площади протектора. В этих условиях для пассивации стали требуются меньшие токи вследствие того, что образцы нержавеющей стали в исходном состоянии в какой-то степени запассивированы кислородом воздуха, и, кроме того, постепенное погружение стали в раствор приводит к значительному увеличению отношения площади катода к аноду в первоначальный момент. [38]
Углеродистые стали интенсивно разрушаются в водных растворах азотной кислоты. Азотная кислота с концентрацией выше 80 % вызывает пассивацию улеродистой стали. Однако все же скорость ее коррозии даже в концентрированной кислоте настолько высока, что ее нельзя применять для изготовления оборудования, работающего под воздействием азотной кислоты. [39]
Чтобы пассивирование поверхности металла было эффективным, примеси сульфатов и хлоридов в пигментах на основе 2пСгО4 ( или ZnMoO4) должны быть малы. Представляется очевидным, насколько нецелесообразно применять ингибирующие пигменты для пассивации сталей в присутствии большого количества хлоридов, например в морской воде. [40]
Известно, что бетоны на жидком стекле характеризуются повышенной проницаемостью, которая способствует понижению щелочности находящейся в них влаги под действием углекислоты воздуха или вымывания водой. Но и первоначальный уровень щелочности не может быть признан достаточным для надежной пассивации стали. В кислотоупорных бетонах образовавшийся силикатный камень состоит в основном из геля кремнекисло-ты и остатков щелочных окислов, содержание которых все время закономерно - уменьшается, не обеспечивая пассивности стали. Кроме того, способствует депассива-ции стали образующийся в результате реакции твердения фтористый натрий. Таким образом, состояние стальной арматуры в бетоне на жидком стекле с кремнефто-ристым натрием не может быть пассивным, и скорость коррозии ее будет зависеть от условий эксплуатации конструкции. [41]
На рисунке 4 приведен сводный график скорости коррозии стали с комбинированным покрытием в вышеуказанных электролитах. Как видно, наименьшая скорость коррозии наблюдается а среде h3SO4, так как серная кислота способствует пассивации стали и плазменного покрытия. Коррозия протекает в значительно меныией степени, чем в солевом растворе и концентрированной азотной кислоте. Так на 75 минуте выдержки в серной кислоте было отмечено появление запаха сероводорода и раствор приобрел желтую окраску. [42]
Для решения проблемы материального оформления этого процесса было исследовано [178] влияние азотной кислоты на коррозионно-электрохимическое поведение сталей в серноазотных кислых смесях, содержащих 10 - 50 % h3SC4 и до 10 % НМОз. Показано, что при достижении определенной концентрации азотной кислоты потенциал сталей смещается в положительную сторону, происходит пассивация сталей, и скорость коррозии их резко уменьшается. [43]
В том случае, когда вода движется по стальным трубам, скорость коррозии постепенно снижается из-за снижения концентрации кислорода. В турбулентном потоке речной воды к поверхности стали подводится количество кислорода, достаточное для того, чтобы обеспечить пассивацию стали и уменьшить скорость коррозии. [45]
Страницы: 1 2 3 4
www.ngpedia.ru