- Плотная рядная намотка;
- Равномерное медное покрытие;
- Отсутствие остатков смазки, а также окислов на поверхности материала;
- Высококачественный сварочный шов;
- Улучшенная герметизация шва;
- Отличный повторный розжиг дуги;
- Устойчивость дуги в процессе струйного и капельного переноса электродного металла в рабочую ванну;
- Сварочная проволока марки er70s-6 может использоваться в составе оборудования любого технического класса сложности;
- Снижение пористости;
- Минимальные потери в течение сварки вследствие разбрызгивания;
- Сварочная проволока марки er70s-6 может применяться для роботизированного процедуры сварки металлов.
- Ц – цирконий;
- Ю – алюминиевый;
- Х — хром;
- Б – ниобий;
- К – кобальт;
- Г – марганец;
- Е – селен;
- А*– азот;
- Р – бор;
- Т – титан;
- В – вольфрам;
- А – медь;
- М – молибден;
- Ф – ванадий;
- Н – никель;
- С – кремний.
- для нижнего – Н;
- для нижнего, горизонтального (на вертикальной плоскости) – Г;
- для нижнего, горизонтального, вертикального – В;
- для всех – У;
- для горизонтального с использованием принудительного формирования – ГП;
- для вертикального с использованием принудительного формирования – ВП;
- для всех положений с использованием принудительного формирования – УП.
- Т – трубчатая;
- Н – трубчатая внахлест;
- Д – трубчатая двухслойная.
- С – самозащитная;
- Ф – под флюсом;
- Г – в среде защитных газов;
- У – универсальная.
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
- для сварки ;
- для изготовления сварочных электродов .
Сварочная проволока: основные характеристики. Проволока стальная сварочная
Сварочная проволока – Осварке.Нет
Стальная сварочная проволока выпускаемая по стандарту ГОСТ 2246-70 предназначена для сварки и наплавки. Также эту проволоку используют для производства сварочных электродов. Всего производством выпускается приблизительно 80 марок проволоки разного химического состава.
| 0,3 | 0,5 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 |
Поставляется сварочная проволока намотанная на мотках от 1,5 до 40 кг. Внутренний диаметр мотков от 150 до 750 мм. Каждый моток должен быть перевязан мягкой проволокой в трех местах. Проволока одной партии может поставляться в связанных бухтах вес которых не может превышать 80 кг. Мотки обматывают водонепроницаемой бумагой и ставят металлическую бирку с названием изготовителя, маркой проволоки и клеймом технического контроля. При потере сертификата необходимо установить химический состав проволоки перед использованием. По согласию с заказчиком проволока может быть в мотках прямоугольной формы на катушках и кассетах. На поверхности сварочной проволоки не должно быть ржавчины, масла, графитовой смазки. Хранят проволоку в чистых, сухих помещениях без доступа атмосферных осадков.

Фото. Проволока стальная 0,8 мм 15 кг ESAB
При необходимости проводят очистку проволоки пропуская через специальные механические устройства, травлением в 5-% растворе соляной кислоты, пескоструйным аппаратом или шлифовальной бумагой до появления металлического блеска. Прежде чем очищать рекомендуется проволоку отжечь в течении 1,5-2 часов при температуре 150-200 °C.
Обозначение сварочной проволоки

Рис. 1. Условное обозначение сварочной проволоки
Буквы «Св» указывают что проволока предназначена для сварки. Далее за обозначением «Св» следует условное обозначение марки стали из которой изготовлена сварочная проволока. Первая цифра обозначения означает содержание углерода в сотых долях процента. Далее указывают все легирующие элементы включенные в проволоку, каждому легирующему элементу соответствует буква (рис. 2).

Рис. 2. Легирующие элементы в обозначении проволоки
Цифра после каждого элемента означает процент содержания легирующего элемента в стали из которой изготовлена проволока. Если цифра не указана, то доля содержания легирующего элемента менее 1%.
В производстве выпускают проволоки для механизированной сварки у которых на поверхность нанесен омедненный слой для повышения токопроводимости и защиты от коррозии. В конец обозначения такой проволоки ставят букву «О».
Буквы «А» и «АА» в конце обозначения свидетельствуют о сниженном содержании в проволоке серы и фосфора. «АА» — серы и фосфора еще меньше, чем при одной «А».
Пример условного обозначения Проволока 2,5 Св-08ХГСМФА-ВИ-Э-О ГОСТ 2246-70
Проволока сварочная диаметром 2,5 мм, марки Св-08ХГСМФА, предназначенная для изготовления электродов, из стали, выплавленной в вакуумно-индукционной печи, с омедненной поверхностью
Стальная сварочная проволока
Сварочная проволока изготовленная из низкоуглеродистых сталей может содержать до 0,12% углерода. Проволока марок Св-08, Св-08А и Св-08АА изготавливают из кипящей стали, а марки Св-08ГА, Св-10ГА и Св-10Г2 — с полуспокойной. Кипящие стали склонны к образованию CO и CO2 при высоких температурах. Они хороши выходят из сварочной ванны до кристаллизации металла шва. Проволока изготовленная из спокойных сталей склонна к образованию пор, больше разбрызгивается и в целом имеет немного хуже характеристики формирования шва. Поэтому такую проволоку можно использовать для газовой и электрошлаковой сварки где период кристаллизации шва дольше. Это способствует полному выходу газов на поверхность.
Для сварки и заполнения зазоров между кромками используют присадочную проволоку и прутки по химическому составу схожие с основным металлом. Нельзя выполнять сварку маркой проволоки неизвестного состава.
| Проволока | Условное обозначение |
| Низкоуглеродистая (6 марок) | Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА и Св-10Г2 |
| Легированная (30 марок) | Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ, Св-15ГСТЮЦА (ЭП-439), Св-20ГСТЮА, Св-18ХГС, Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ, Св-08Х3Г2СМ, Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ (ЭИ-984), Св-08ХН2ГМТА (ЭП-111), Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М |
| Высоколегированная (41 марка) | Св-12X11НМФ, Св-10Х11НВМФ, Св-12Х13, Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 (ЭП-377), Св-08Х18Н8Г2Б (ЭП-307), Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б (ЭИ-898), Св-06Х19Н10М3Т, Св-08Х19Н10М3Б (ЭИ-902), СВ-04Х19Н11М3, Св-05Х20Н9ФБС (ЭИ-649), Св-06Х20Н11М3ТБ (ЭП-89), Св-10Х20Н15, Св-07Х25Н12Г2Т (ЭП-75), Св-06Х25Н12ТЮ (ЭП-87), Св-07Х25Н13, Св-08Х25Н13БТЮ (ЭП-389), Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6, Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ (ЭИ-981А), Св-01Х23Н28М3Д3Т (ЭП-516), Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 (ЭП-367) |
См. также
osvarke.net
Проволока стальная сварочная: полезные качества оборудования
Автоматическая и полуавтоматическая сварка производится путем применения сварочной проволоки. Проволока стальная сварочная, либо алюминиевая, флюсовая или порошковая – все эти средства являются отличными продуктами для производства сварочных работ. Можно с уверенностью утверждать, что сварочная проволока должна затрагивать внимание профессионального сварщика.

Проволока er70s-6: описание
Сварочная проволока модели er70s 6 является аналогом отечественного продукта св08г2с, если судить по химическому составу, свойствам наплавленного металла. Однако проволока er70s 6 имеет явные достоинства на фоне отечественного аналога. Проволока сварочная омедненная марки er70s 6 имеет медное покрытие, необходимое для получения максимального токопроводящего контакта.
Все качества er70s 6 играют на руку сварщику в том случае, если он желает произвести качественное соединение, способное выдерживать значительной интенсивности механические нагрузки, температурные удары, а также нагрузки на разрыв. Химический состав, которым располагает сварочная проволока марки er70s 6, должен соответствовать химическому составу свариваемой поверхности металлической детали.
Проволока er70s 6 имеет свойство равномерно плавиться при достижении температуры плавления свариваемых элементов, к тому же имеет несущественные потери во время разбрызгивания металла. Сварочная проволока может похвастать также отличными рабочими результатами, если ее применять вместе с защитным газом. Преимущества:
ER4043: описание продукта
Алюминиевая сварочная поволока может выпускаться различных диаметров, однако наиболее востребованной является именно 0,8 мм. Такая алюминиевая толщина наиболее приемлемым вариантом для MIG и MAG сварки.

Алюминиевая марка оборудования выпускается в упаковках весом 400 грамм. Вдобавок алюминиевая проволока предназначена по большей части для аргонодуговой сварки. Удлинение, которым располагает алюминиевая сварочная оснастка, достигает 18%. Алюминиевая марка применяется в среде защитных газов, и является аналогом нескольких средств от различных производителей. Алюминиевая оснастка имеет предел текучести 55 МПа и предел прочности на уровне 165 МПа.
Autrod 12.51: описание
Порошковая сварочная модель продукции autrod является традиционной омеднённой продукцией, основным предназначением которой является соединение деталей из конструкционных нелегированных, а также низколегированных сталей с пределом текучести, достигающим 420 МПа. Порошковая модель autrod эксплуатируется при знакопеременных нагрузках, в условиях низких температур.
Модель autrod располагает рядной намоткой, высококачественным омеднением, стабильным диаметром по всей протяженности продукта, незначительным содержанием вредоносных примесей – всё это имеет порошковая оснастка autrod. Также autrod обеспечивает стабильное горение дуги при незначительном разбрызгивании металла. При всем этом посредством autrod производится высококачественный сварочный шов. Порошковая марка autrod применяется в судостроительной, машиностроительной отраслях, а также в работе с металлоконструкциями и в других областях. Марка autrod является отличным средством.
Расшифровка марки
Буквы СВ обозначают суть материала «по первым буквам» — сварочная проволока. Эти буквы, как правило, располагаются первыми. Сразу после них располагаются буквенных обозначения элементов, входящих в состав материала.
Две буквы (АА) в маркировке средства указывают на то, что материал содержит пониженное количество серы, а также фосфора, в то время как одна буква А будет отображать пониженное содержание углерода. Химические составляющие, которые содержит каждая сварочная проволока, требуют детального ознакомления. Химические элементы и обозначения:
Нержавеющая
Нержавеющая сталь – качественный материал, популярный, в том числе, в сварке. Нержавеющая проволока для сварки производится посредством протяжки сквозь уменьшение отверстие. Нержавеющая проволока располагает преимуществами, заключающимися в антикоррозийных свойствах материала. Нержавеющая проволока имеет диаметры около 0,3-10 миллиметров.
Нержавеющая — значит то, что материал устойчив к образованию окислов, коррозии, а поэтому рассматриваемый материал — сварочная проволока для соединения нержавейки. В связи с этим нержавеющая сталь имеет широкую область применения. Нержавеющая сварочная оснастка способна использоваться при значительной влажности воздуха, в условиях повышенной температуры, а также в агрессивных средах. Последние качества, которые имеет нержавеющая проволока, позволяют ей широко применяться в медицине, химической промышленности, металлургической отрасли.
Порошковая
Порошковая проволока – достаточно длинная трубчатая оболочка, конструктивно которая может быть представлена простой трубчатой, двухслойной, либо с разными загибами. Порошковая оболочка составляет в пределах 15-40% от общей массы средства. С помощью загибов порошковая проволока становится более жесткой, способной предотвращать рассыпание порошка.
Легированная и низкоуглеродистая
Легированная оснастка для подобных работ — отличное средство. Легированная сварочная оснастка имеет диаметры в диапазоне 0,8-4 миллиметров. Легированная проволока производится качественной. Выпускается легированная мотками массой до 80 килограмм. Низкоуглеродистая имеет диаметры от 2,5 до 5 миллиметров, выпускается в мотках массой до 1200 килограмм. Производство легированной сварочной проволоки, будь она флюсовая, легированная или какая-либо другая, выполняется не без участия нормативных требований.
Как произвести расчет?
Для того чтобы узнать расход количества сварочной проволоки, можно воспользоваться некоторыми формулами, одной из которых является HР=MKР, где М – общий вес металла, КР – коэффициент расхода материала. Изучив наиболее популярные марки сварочной проволоки, можно сделать правильный и качественный выбор, при этом сэкономить значительную сумму средств. Проволока сварочная с флюсом (то есть, флюсовая), либо легированная, порошковая – все это дело лично каждого.
Похожие статьиgoodsvarka.ru
Стальная сварочная проволока - Сварка металлов
 Стальная сварочная проволока
Стальная сварочная проволока Категория:
Сварка металлов
Стальная сварочная проволока Стальная холоднотянутая сварочная проволока изготовляется по ГОСТ 2246—70. Из стальной сварочной проволоки изготовляют стержни электродов с покрытием для ручной дуговой сварки (штучные электроды). В маркировке такой проволоки будет присутствовать буква Э (электродная). При механизированных способах сварки под флюсом и в ереде защитных газов стальная сварочная проволока используется в качестве плавящегося электрода без покрытия.
Диаметры проволоки установлены следующие: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,5; 1,6; 2,0, 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10; 12 мм. Поставляется проволока в мотках весом 1,5—40 кг. Стальную сварочную проволоку по химическому составу делят на три группы: низко-углеродистая, легированная, высоколегированная.
Низкоуглеродистая сварочная проволока предназначена для сварки малоуглеродистых и некоторых среднеуглеродистых сталей, а также некоторых низколегированных сталей. Предусмотрено 6 марок такой проволоки: Св-08; Св-ША; Св-08АА; Св-08ГА; Св-ЮГА; Св-10Г2. Число указывает на содержание в проволоке углерода в сотых долях процента. Буква А указывает на повышенную чистоту металла сварочной проволоки по содержанию вредных примесей серы и фосфора — такая проволока обеспечивает наплавленный металл (металл шва) с повышенными пластическими свойствами.
Расшифруем одну из марок проволоки — Св-08ГА: Св — проволока сварочная; 08 — содержание углерода 0,08%; Г —в проволоке присутствует марганец, в среднем 1%; А — гарантируется повышенная пластичность наплавленного металла.
Легированная сварочная проволока предназначена для сварки низколегированных и легированных сталей. В этой группе предусмотрено 30 марок проволоки: Св-08ГС; Св-18ХГС; Св-10Х2СМД и др.
Высоколегированная сварочная проволока предназначена для сварки специальных высоколегированных сталей и для наплавки. В этой группе предусмотрено 39 марок проволоки: Св-06Х19Н9Т; Св-08Х14ГНТ; Св-13Х25Н18 и др.
Поверхность стальной сварочной проволоки должна быть чистой и гладкой, без окалины, ржавчины и масла, без заусениц и вмятин. Ннзкоуглеродистая и легированная сварочные проволоки могут выпускаться с омедненной поверхностью (О).
Пример маркировки стальной, сварочной проволоки на этикетке (бирке) мотка проволоки: Проволока 1,6 Св-08ГА ГОСТ 2246—70 (Проволока сварочная, диаметром 1,6 мм, марки Св-08ГА, предназначена для сварки). Проволока 3 Св-08А-Э-0 ГОСТ 2246—70 (Проволока сварочная, диаметром 3 мм, марки Св-08А, предназначена для изготовления электродов, с омедненной поверхностью).
Читать далее:
Электродные покрытия
Статьи по теме:
pereosnastka.ru
Сварочная проволока
Сварочная проволока
Стальная сварочная проволока выпускается по стандарту ГОСТ 2246-70, в котором регламентируется только химический состав и размеры проволоки (диаметром от 0,3 до 12 мм), так как механические свойства металла шва зависят от многих других факторов (доли участия основного металла, марки флюса, режима сварки и т.д.). Сварочная проволока применяется для механизированной сварки углеродистых и легированных сталей, а также для изготовления электродов. В обозначении проволоки, например: Ø2 Св – 12Г2САА, указан ее диаметр в мм – (2), назначение – (Св), химический состав – (12Г2С : 12 – содержание углерода 0,12 %, марганца – 2 %, кремния – до 2 %). При повышенных требованиях к чистоте проволоки (очищенной от серы и фосфора) ставятся буквы: А или АА.
ГОСТ 7871-75 регламентирует химический состав проволоки из алюминия от СвА97 до СВА5, алюминиево-марганцевого сплава (СвАМц), алюминиево-магниевых сплавов (СвАМr3, СвАМr4, СвАМr5, СвАМr6 и др.), алюминиево-кремнистых сплавов (СвАК5; СвАК10; Св1201). В обозначении проволоки, например Ø4-СвАК5 указаны: диаметр в мм (4), назначение (Св), химический состав (АК5 : содержание алюминия 95 %, кремния 5 %).
Медная сварочная проволока регламентируется ГОСТ 16130-72 при сварке, наплавке и пайке. Обозначение марок соответствует буквенным и цифровым обозначениям, принятым для меди и ее сплавов, но без символов Св.
Наплавочная проволока регламентируется ГОСТ 10543-75. Проволока классифицируется по химическому составу. Символ Нп в маркировке указывает на назначение (для механизированной наплавки) и на содержание углерода в сотых долях процента, буква и цифра указывает на содержание других элементов. Например, проволока Нп 30Х – это углеродистая проволока для наплавки, с содержанием углерода 0,3 %, хрома – не более 1,6 %.
Порошковая проволока представляет собой трубчатую проволоку, чаще всего сложного внутреннего сечения, заполненную порошкообразным наполнителем рис.1.

Порошковая проволока – универсальный сварочный материал, пригодный для сварки сталей практически любого легирования, для наплавки металла с особыми свойствами. Наиболее широко порошковую проволоку применяют для сварки низкоуглеродистых и низколегированных сталей, а также наплавочных работ.
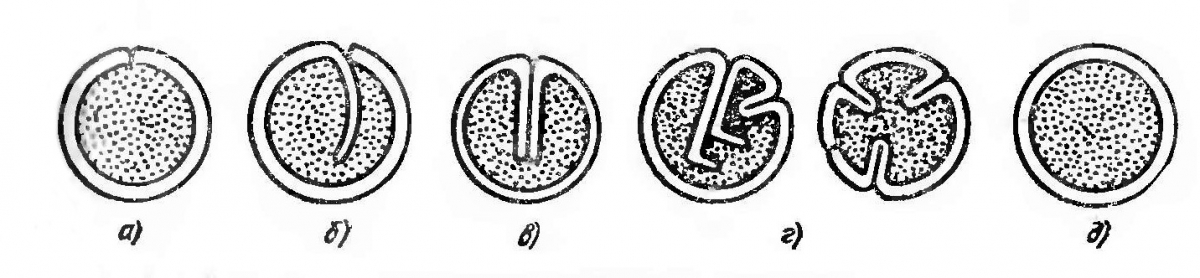
Рис. 1. Поперечные сечения порошковых проволок: а - простая трубчатая; 6 - с одним загибом оболочки; в - с двумя загибами оболочки;г- фигурная с повышенной долей металла; д - из трубки сплошного сечения (бесшовная)
Сварочная порошковая проволока выпускается по ГОСТ 26271-84, условное обозначение которой расшифровывается на рис. 2.
По условиям наплавки порошковая проволока подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, самозащитную (ПС), сварка которой осуществляется без дополнительной защиты, флюсозащитную (ПФ) сварка происходит под слоем флюса и универсальную (ПУ) используется при всех выше перечисленных способах.
В соответствии с величиной предела текучести металла шва порошковая проволока подразделяется на типы, указанные в табл. 1.
По химическому составу наплавленного металла, с точки зрения содержания углерода, серы и фосфора, проволока должна обеспечивать требуемое содержание указанных примесей (табл. 2).
Содержание других химических элементов в наплавленном металле и допустимые отклонения по содержанию каждого химического элемента регламентируются нормативно-технической документацией на конкретные марки проволоки.
Рис. 2. Маркировка сварочной порошковой проволоки
Таблица 1. Механические свойства наплавленного металла в зависимости от типа проволоки
| Тип проволоки | Предел текучести, МПа, не менее | Временное сопротивление разрыву, МПа | Относительное удлинение, процентах, не менее |
| Д 34 39 44 49 54 59 64 69 | - 340 390 440 490 540 590 640 690 | - 400-550 450-600 500-650 550-700 600-750 650-800 700-850 750-900 | - 16 22 20 20 18 16 14 10 |
Примечание. Величины для типа Д указываются в нормативно-технической документации на конкретные марки проволоки.
В соответствии с температурой испытаний, при которой обеспечивается ударная вязкость металла шва не менее 35 Дж/см2, порошковая проволока подразделяется на уровни, указанные в табл. 3.
Таблица 2. Регламентируемое содержание указанных примесей
| Массовая доля элементов, процентах, не более | Категория | ||
| Углерода | Серы | Фосфора | |
| 0,15 0,15 0,25 | 0,03 0,04 0,03 | 0,03 0,04 0,03 | А В С |
Таблица 3. Уровни порошковой проволоки в соответствии с температурой испытаний
| Условное обозначение уровня проволоки | Температура испытаний, при которой ударная вязкость не менее 35 Дж/см2, ºС | Ударная вязкость при 20 ºС, Дж/см2, не менее |
| Р К 0 1 2 3 4 5 6 | - 20 0 -10 -20 -30 -40 -50 -60 | - 35 50 60 80 80 100 100 120 |
Примечание. Величины для уровня Р указываются в нормативно-технической документации.
В соответствии с допустимыми пространственными положениями сварки и условиями формирования сварного шва проволока имеет следующие буквенные условные обозначения:
П р и м е р у с л о в н о г о о б о з н а ч е н и я порошковой проволоки: ПП-АНЗ 3,0 ПС 44-А2Н ГОСТ 26271-84, где ПП-АНЗ – это марка; 3,0 – это диаметр, мм, ПС – самозащитная, по величине предела текучести металла шва типа 44, по химическому составу наплавленного металла категории А, обеспечивающей ударную вязкость металла шва не ниже 35 Дж/см2 при температуре минус 20 ºС (2), для сварки в нижнем положении (Н).
Наплавочная порошковая проволока выпускается по ГОСТ 26101-84. Условное обозначение наплавочной порошковой проволоки приведено на рис. 3.
Рис. 3. Маркировка наплавочной порошковой проволоки
Типы наплавочной порошковой проволоки:
Условия применения:
П р и м е р о б о з н а ч е н и я ПП-Нп-30Х5Г2СМ – Т– С – 2,6 ГОСТ 26101-84 порошковой наплавочной проволоки, трубчатой стыковой,самозащитной, диаметром 2,6 мм.
Таблица 4. Примеры применения порошковых проволок
| Марка проволоки | Назначение |
| ПП-АН1 | Механизированная сварка низкоуглеродистых сталей в нижнем положении |
| ПП-АН3 | Механизированная сварка низкоуглеродистых и низколегированных сталей и нижнем положении |
| ПП-АН7 | То же, для сварки и любых пространственных положениях |
| ПП-1Х14Т-0 | Механизированная наплавка уплотнительных поверхностей арматуры |
| ПП-ЗХ13-0 | Механизированная наплавка деталей, работающих в условиях трения металла о металл |
| ПП-200Х10Г80 | Механизированная наплавка деталей, работающих в условиях износа и удара |
| ПП 1X18H9C6Г2 | Механизированная наплавка деталей, работающих в условиях высоких давлений и температур |
| ПП-25Х5ФМС | Механизированная наплавка деталей, работающих в условиях циклической термической нагрузки и износа |
| ПП-50ХН2МФ | Механизированная наплавка деталей, работающих в условиях высоких ударных нагрузок |
| ПП-У20Х12ВФ | Механизированная наплавка деталей, работающих в условиях износа и удара |
| ППК-300 | Наплавка крановых колес над флюсом |
| ПП -Х6Г5СЮ-1 | Наплавка молотков дробилки |
| От ПП-ТН200 до ПП-ТН450 | Наплавка деталей подвижного железнодорожного состава, работающих в условиях износа и динамических нагрузок |
oitsp.ru
Проволока стальная сварочная - Справочник химика 21
из "Изготовление объектов котлонадзора справочник"
Требования к стальной проволоке, применяемой для сварки конструкций, определены ГОСТ 2246—70, который распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной стали. [c.181] Стандарт подразделяет проволоку по назначению для сварки (наплавки) и для изготовления электродов (условное обозначение Э). [c.181] По виду поверхности низкоуглеродистую и легированную проволоку подразделяют на неомедненную и омедненную (О). Применение омедненной проволоки способствует повышению качества сварных швов благодаря сокращению в них дефектов типа пор. [c.181] Поставка проволоки повышенного качества, изготовленной из стали, выплавленной либо электрошлаковым (Ш) или вакуумно-дуговым (ВД) переплавом, либо в вакуумно-индукционных печах (ВИ), предусматривается по требованию потребителя. При этом дополнительные требования к металлу проволоки (ужесточение норм по содержанию вредных примесей, введение ограничений по содержанию газов, неметаллических включений и т. п.) устанавливают соглашением сторон. [c.181] Проволока 2,5Св-08ХГСМФА-ВИ-Э-0 ГОСТ 2246—70 означает проволока сварочная диаметром 2,5 мм, марки Св-08ХГСМФА, из стали, выплавленной в вакуумно-индукционной печи предназначена для изготовления электродов имеет омедненную поверхность. [c.186] Условные обозначения марок проволоки состоят из индекса Св (сварочная) и следующих за ним цифр и букв. Цифры, следующие за индексом Св , указывают среднее содержание углерода в сотых долях процента. Химические э.тементы, содержащиеся в металле проволок, обозначены следующими буквами А — азот (только в высоколегированных проволоках) Б — ниобий В — вольфрам Г — марганец Д — медь М — молибден Н — никель С — кремний Т — титан Ф — ванадий X — хром Ц — цирконий Ю — алюминий. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. После буквенного обозначения элементов, содержащихся в небольших количествах, цифры не проставляют. Буква А на конце условных обозначений марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. В проволоке марки Св-08АА сдвоенная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой марки Св-08А. [c.186] Химический состав сталей, из которых изготовляют сварочную проволоку по ГОСТ 2246—70, приведен в табл. 3.14. При соблюдении других требований, оговоренных в стандарте, допускается поставка проволоки с отклонением по содержанию одного из химических элементов от нормы, приведенной в табл. 3.14. Допускаемые отклонения должны соответствовать указанным в табл. 3.15. [c.186] В проволоке перечисленных марок допускается повышение содержания крома до 1% сверх норм, приведенных в табл. 3.14. Предельное содержание азота в проволоке указано в табл. 3.16. [c.186] Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. Отдельные вмятины, риски, царапины и местная рябизна допускаются, если их глубина не превышает предельного отклонения по диаметру проволоки. [c.186] Проволоку хранят в сухом закрытом помещении, защищающем ее от воздействия атмосферных осадков и почвенной влаги, в условиях, предохраняющих проволоку от ржавления, загрязнения и механических повреждений. [c.186]Вернуться к основной статье
chem21.info
Сварочная проволока для полуавтомата – классификация на 4 группы + Видео
Правильно подобранная сварочная проволока для полуавтомата – залог качественного и надежного соединения. А чтобы не ошибиться в выборе, следует ознакомиться со всеми типами и характеристиками этого материала.
1 Виды проволоки – 4 группы
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.

Омедненные электроды для сварки стали
Рекомендуем ознакомиться
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
2 Порошковая проволока и ее типы
Этот тип пользуется огромной популярностью. Состоит такая проволока из металлической оболочки и порошкового наполнителя, откуда и пошло название. Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Наполнитель может иметь самый различный состав, в зависимости от которого порошковая проволока делится еще на 5 видов:

Виды порошковой проволоки
Во время сварки происходит испарение флюса, которое способствует образованию газовых пузырей. Они, в свою очередь, и защищают сварочную ванну. Отдав предпочтение этому типу материала, не нужно дополнительно использовать защитный газ. А, значит, можно избавиться от массы неудобств, таких как хранение, аттестация и заправка громоздких газовых баллонов.
Благодаря этому свойству, порошковую проволоку называют еще самозащитой либо флюсовой. Используя ее, вы сможете работать даже при сильном ветре. При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
3 Особенности эксплуатации материалов при сварке
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия. Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления. Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия. Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.

Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Если необходимо добиться повышенной пластичности металла шва, нужно использовать карбонатно-флюоритный тип.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
4 Популярные марки и их зарубежные аналоги
Среди омедненных элементов наибольшей популярностью пользуется Св-08Г2С. Она отличается прекрасной устойчивостью к растяжению. Этот параметр находится в пределах от 900 до 1350 МПа. Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).

Омедненные элементы Св-08Г2С
Для работы с нержавеющими сталями чаще всего используют высоколегированные проволоки, среди которых особой популярностью пользуется Св01Х19Н9. Поставляется этот материал в бухтах либо на пластиковых кассетах, в последнем случае диаметр изделия не должен превышать 1,6 мм. Отлично подходит для проведения работ в инертной аргоновой среде. А вот наиболее яркими представителями порошковых материалов можно назвать ПП-АН11, ПП2ДС, ПП-АН8 и ПП-АН4. Отечественные сварочные электроды, производимые в соответствии с ГОСТ, несколько отличаются от зарубежных аналогов.
Многие используют оборудование импортного производства, поэтому скажем пару слов и о сварочной проволоке, выпускаемой за рубежом. Эта продукция имеет маркировку, соответствующую стандартам AWS. Например, аналогом наиболее распространенной проволоки Св-08Г2С выступает CITOFIL 1 или Linkolnweld L50, выпускаемые в США. Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
tutmet.ru
Сварочная проволока гост - Сварочные работы дома - Каталог статей

Проволока стальная оцинкованная для бронирования электрических проводов и кабелей. Технические условия
ГОСТ 1668-73 Проволока стальная оцинкованная для воздушных линий связи. Технические условия
ГОСТ 9850-72 Проволока стальная оцинкованная для сердечников проводов. Технические условия
ГОСТ 15892-70 Проволока стальная оцинкованная перевязочная для воздушных линий связи. Технические условия
ГОСТ 8480-63 Проволока стальная периодического профиля для армирования предварительно напряженных железобетонных конструкций
ГОСТ 1071-81 Проволока стальная пружинная термически обработанная. Технические условия
ГОСТ Р 50575-93 Проволока стальная. Требования к цинковому покрытию и методы испытания покрытия
ГОСТ 2333-80 Проволока стальная. Типы
ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия
ГОСТ 5663-79 Проволока стальная углеродистая для холодной высадки. Технические условия
ГОСТ 29121-91 Проволока стальная углеродистая для лифтовых канатов. Технические условия
ГОСТ 15598-70 Проволока стальная струнная. Технические условия
ГОСТ 3110-74 Проволока стальная спицевая. Технические условия
Проволока для сварки, проволока сварочная св08г2с по ГОСТ 2246-70
Проволока стальная // Проволока для сварки, проволока сварочная св08г2с по ГОСТ 2246-70
ГОСТ 2246-70 распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной или высоколегированной стали.
Проволока сварочная подразделяется:
1) по назначению:
- проволока для сварки ;
- проволока для изготовления электродов .
2) по виду поверхности
:
- неомедненная;
- омедненная - .
Специальные требования к омеднению поверхности проволоки, включая суммарное содержание меди, устанавливаются техническими условиями, утвержденными в установленном порядке.
Необходимость поставки проволоки с омедненной поверхностью оговаривается в заказе.
Сортамент проволоки для сварки
Проволока для сварки низкоуглеродистая
Св-08, Св-08А, Св-08АА, Св-08ГА, Св-08ГА, Св-10ГА.
Проволока для сварки легированная
Св-08ГС, Св-12ГС, проволока Св-08Г2С, Св-10ГН, Св-08ГСМТ, Св-15ГСТЮЦА , Св-20ГСТЮА, Св-18ХГС, Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10XГ2СМА, СВ-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ, Св-08Х3Г2СМ, СВ-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ , Св-08ХН2ГМТА , Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М.
Проволока для сварки высоколегированная
Св-12Х11НМФ, Св-10Х11НВМФ, Св-12Х13, СВ-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 , Св-08Х18Н8Г2Б , Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б , Св-06Х19Н10М3Т, Св-08Х19Н10М3Б , Св-04Х19Н11М3, Св-05Х20Н9ФБС , Св-06Х20Н11М3ТБ , Св-10Х20Н15, Св-07Х25Н12Г2Т , Св-06Х25Н12ТЮ , Св-07Х25Н13, Св-08Х25Н13БТЮ , Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6, Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ , Св-01Х23Н28М3Д3Т , Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 .
К примеру, в производстве электроды нержавеющие НЖ-13 используют для изготовления стержней высоколегированную сварочную проволоку марки Св-08Х19Н10М3Б, электроды ОЗЛ 6 - высоколегированную сварочную проволоку марки Св-07Х25Н13, электроды ЦЛ 11 - высоколегированную сварочную проволоку марки Св-07Х19Н10Б.
Механические свойства проволоки для сварки
Номинальный диаметр проволоки сварочной
Сварочная проволока
Проволока сварочная омедненная СВ08Г2С
Каталог / проволока стальная / сварочная проволока омедненная СВ08Г2С
Проволока сварочная с омедненной поверхностью и без покрытия, в мотках, каркасах и на кассетах с рядной и послойной намоткой по ГОСТ 2246-70 марки СВ08А. СВ08Г2С, диаметром 0,5-2,0 мм и 6,0-8,0 мм и легированная диаметром 0,8-4,0 мм поставляется в мотках массой не более 80 кг, диаметром 2,5-5,0 мм поставляется в бухтах массой 500-1200 кг.

Мотки обертываются водонепроницаемой двухслойной упаковочной бумагой или парафинированной бумагой.
По назначению сварочная проволока подразделяется:
Временное сопротивление разрыву соответствует ГОСТу 2246-70.
Поставляется в мотках прямоугольного сечения или на крупногабаритных металлических катушках емкостью до 1000 кг.
Мотки сварочной проволоки обертываются влагонепроницаемой бумагой, затем тарной тканью, на катушках не упаковывается.
Проволока сварочная СВ08Г2С применяется для изготовления электродов .
Изготавливается диаметром 2,0; 2,5; 3,0; 4,0; 5,0; 6,0 мм.
Сварочная проволока поставляется на катушках массой до 1000 кг, по требованию потребителя в мотках. Требования к упаковке согласно ГОСТ 2246-70.
Проволока стальная сварочная
Сварочная проволока и её назначение
Св-08, Св-08А, Св-08АА Автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА Автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости. Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности .
Проволока сварочная ГОСТ 2246-70 и для полуавтоавтоматов
Сварочная проволока используется для наплавки и дуговой сварки.
Наиболее востребованной для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитными газами, является проволока сварочная св08г2с омедненная и светлая.
Она поставляется диаметром от 0,8 до 5. Вы можете купить минимальную партию 1 моток или 1 кассета. Кассеты поставляются массой 5 кг, 15 кг и 18 кг. Все изделия поставляется в упаковках. У нас вы можете купить продукцию производства Северсталь-метиз, БМК и продукцию из Китая.
Марка сварочной проволоки расшифровывается: Св - сварочная ; 08 содержание углерода в сотых долях процента ; А пониженное, АА ещё более пониженное содержание серы и фосфора; последующие буквы условные обозначения легирующих элементов; цифры после буквенных обозначений среднее содержание легирующих элементов .
Проволока СВ08А и СВ08Г2С используется для сварки углеродистых и низколегированных сталей в среде активного газа, отличительной особенностью сварки является получение ровного и чистого сварочного шва . При применении её при сварке снижается уровень разбрызгивания и вероятность залипания электродов. Также она позволяет использовать сварочное оборудование различных классов сложности, при этом гораздо реже требуется замена рабочих деталей, а время сварки сокращается. Проволока сварочная Св08Г2С отличается содержанием 2% марганца Mn и 1% кремния Si и оптимально подходит для сварки низколегированных и теплоустойчивых сталей.
Источники: vsegost.com, www.stigroup.ru, www.metizorel.ru, www.welding.su, www.akti.ru
sovet.clan.su