Энциклопедия по машиностроению XXL. Высоколегированная сталь это нержавейка или нет
Высоколегированная нержавеющая сталь - Большая Энциклопедия Нефти и Газа, статья, страница 1
Высоколегированная нержавеющая сталь
Cтраница 1
Высоколегированные нержавеющие стали широко используются для изготовления листовых конструкций, аппаратов и различных трубопроводов химических, нефтеперерабатывающих и других заводов. [1]
Для высоколегированных нержавеющих сталей отмечена небольшая общая коррозия как при 20, так и при 50 С. [2]
Для высоколегированных нержавеющих сталей отмечены низкие потери массы в результате общей коррозии как при температуре 20, так и при 50 С. Однако с повышением температуры для сталей 08X13 и 12Х18Н10Т наблюдается значительное усиление локальной коррозии. [3]
Для высоколегированной нержавеющей стали применяется электролит состава в вес. [4]
Даже для высоколегированных нержавеющих сталей пассивное состояние в морской воде неустойчиво, и они склонны к питтингообразова-нию. [5]
Изготовляется из высоколегированной нержавеющей стали. Микроструктура стали должна быть без следов усадочной раковины, расслоения, инородных включений, свищей и трещин. [6]
Процесс сварки высоколегированных нержавеющих сталей имеет свои специфические особенности и трудности. Знание и учет этих особенностей необходимы как конструктору, так и технологу-сварщику, поскольку от этого зависят качество изготовления и надежность работы любого сварного узла и в целом всего агрегата. [7]
Как правило, высоколегированные нержавеющие стали 18 - 8, 18 - 12 - Мо и 23 - 28 - Мо-Си в солянокислых средах нестойки. [8]
Особую категорию материалов представляют высоколегированные нержавеющие стали, титановые сплавы и др., которые из-за их высокой стоимости, целесообразно применять в строительных конструкциях в основном в качестве плакирующего или облицовочного слоя при дополнительном технико-экономическом обосновании. [9]
Для нефте-газопромыслового оборудования применение высоколегированных нержавеющих сталей сравнительно ограниченно. Это связано с большой металлоемкостью оборудования, что очень удорожает применение дорогостоящих и дефицитных нержавеющих сталей. [10]
Установка позволяет производить резку высоколегированных нержавеющих сталей толщиной до 100 мм. Расход кислорода не превышает 2 м3 / пог. [11]
Более совершенным способом резки высоколегированных нержавеющих сталей является кислородн о-ф люсовая резка. В качестве флюса применяют, как правило, железный порошок с зернами 0 1 - 0 2 мм. Сгорая в струе режущего кислорода, железный порошок выделяет дополнительное тепло, которое повышает температуру в месте реза. Вследствие этого тугоплавкие окислы остаются в жидком состоянии и, будучи разбавлены продуктами сгорания железа, дают жидкотекучие шлаки. Резка протекает с нормальной скоростью, а поверхность реза получается чистой. [12]
Установка позволяет производить резку высоколегированных нержавеющих сталей толщиной до 100 мм. По данным МВТУ расход кислорода не превышает 2 м3 / пот. [13]
Установка позволяет производить резку высоколегированных нержавеющих сталей толщиной до 100 мм. Расход кислорода не превышает 2 м3 / пог. [14]
Неразъемные соединения труб из легированных, высоколегированных и нержавеющих сталей с толщиной стенки от 1 мм и более выполняют в среде инертных газов. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Нержавеющая и высоколегированная сталь - Энциклопедия по машиностроению XXL
Оксидированию не могут подвергаться нержавеющие и высоколегированные стали [c.390]НЕРЖАВЕЮЩАЯ И ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ [c.195]
| Таблица 14.2 НАЗНАЧЕНИЕ СОСТАВОВ ДЛЯ ЭЛЕКТРОПОЛИРОВАНИЯ НЕРЖАВЕЮЩЕЙ И ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 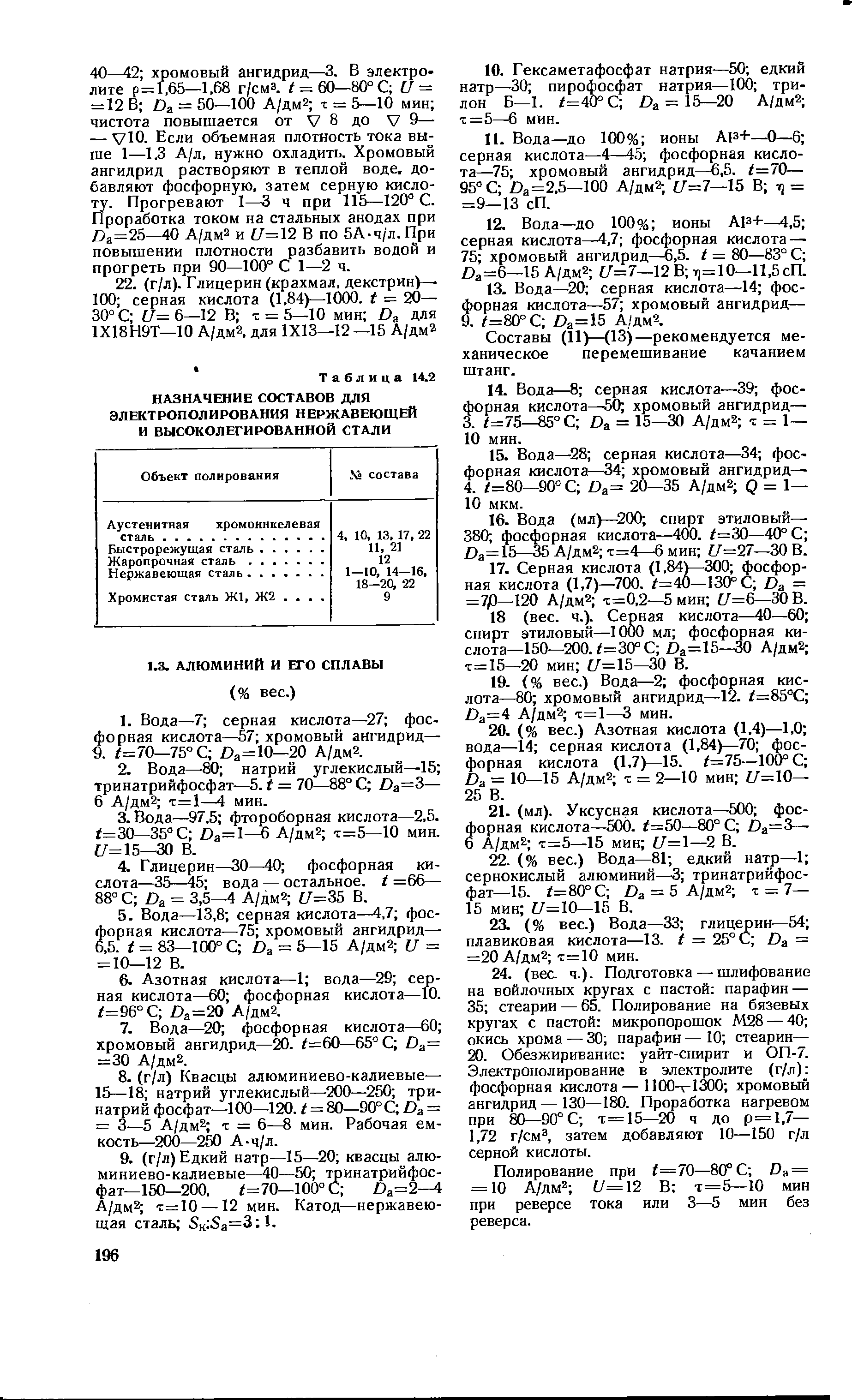 |
Окисное химическое покрытие стали применяют для защиты деталей от коррозии и их декоративной отделки только в условиях умеренного климата внутри помещений. Цвет пленки — черный с синеватым или коричневым оттенком. Для нержавеющих и высоколегированных сталей деталей, имеющих паяные швы, окисные покрытия не применяются. [c.789]
Трубы из нержавеющих и высоколегированных сталей и сплавов обычно изготавливают комбинированным способом — холодной прокаткой и волочением. Объясняется это тем, что трубы из таких сталей и сплавов, особенно тонкостенные, не допускают больших обжатий при волочении, вследствие чего количество проходов при волочении значительно возрастает. Кроме того, волочение таких труб на оправке очень затруднено и ведет к большому расходу инструмента и плохому качеству внутренней поверхности труб. Предварительная холодная прокатка труб с последующим безоправочным волочением позволяет получать трубы требуемого качества. [c.257]
При ремонте труб из нержавеющих и высоколегированных сталей часто шлифуют всю наружную, а иногда и внутреннюю поверхности. Для шлифовки всей наружной поверхности труб применяют станки с шлифоваль- [c.475]
В электросталеплавильном производстве кислород используется особенно эффективно при выплавке нержавеющей и высоколегированных сталей, что позволяет достичь более высоких температур и ускоряет процесс окисления углерода. При выплавке цветных металлов меди, никеля, цинка, свинца и др. в процессе шахтной. [c.84]
Нержавеющие и высоколегированные стали были, вероятно, первыми использованы для работы в особых условиях высоких темпер ату р и давлений. Эти стали, кроме того, широко используют в химической индустрии, паровых и газовых турбинах, ракетах и авиации. На рис. 41 показана низколегированная сталь [c.175]
Поскольку азотирование углеродистых сталей не обеспечивает достаточной твердости поверхности, этому процессу подвергают легированные стали, содержащие 0,3—0,4% С 1,35—1,65% Сг 0,2—0,3% Мо 0,7—1,2% А1 и образующие устойчивые нитриды (например, нержавеющие и жаропрочные стали, инструментальные и штамповые стали, низко- и высоколегированные конструкционные стали). [c.143]
Высоколегированные нержавеющие и термостойкие стали (ориентировочное сопоставление различных марок [c.165]
В справочнике приведены химический состав, механические и физические свойства, режимы термической обработки и названия большинства углеродистых, легированных и высоколегированных сталей, применяемых в настоящее время в мировой практике. Содержатся основные данные о конструкционных, инструментальных, нержавеющих, кислотоупорных, теплостойких и жаропрочных талях двенадцати стран Европы, Америки и Азии (ФРГ, США, Бельгия, Англия, [c.268]
При обработке закаленных углеродистых и легированных HR > 55) сталей, а также высоколегированных нержавеющих и жаропрочных сталей и сплавов с ударной нагрузкой (торцовое фрезерование, точение прерывистых поверхностей) или при точении заготовок из этих материалов с загрязненной литейной коркой целесообразно (вследствие большей прочности и теплопроводности) применение вольфрамового сплава ВК8. [c.12]
Высоколегированные нержавеющие и жаропрочные стали и сплавы [c.209]
Мало- и высоколегированная быстрорежущая сталь, нержавеющая и клапанная сталь. . 0,65 Чугун серый, ковкий чугун и медные сплавы 1,00 [c.216]
Требования, предъявляемые к электродам для сварки углеродистых и легированных конструкционных сталей, содержатся в ГОСТ 9467—60, а для высоколегированных — в ГОСТ 10052—62. Правила приемки и методы испытания электродов предусмотрены ГОСТ 9466—60. Электроды для сварки и наплавки сталей разделяют на три группы 1) для сварки углеродистых и легированных конструкционных сталей, 2) для сварки легированных теплоустойчивых сталей 3) для сварки высоколегированных нержавеющих и жаропрочных сталей. [c.202]
При сварке высоколегированных нержавеющих и жаропрочных сталей применяются электроды, стержни которых имеют состав, близкий к составу свариваемых деталей. [c.114]
В обозначениях марок конструкционной стали двузначные цифры слева указывают среднее содержание углерода в сотых долях процента. Для высоколегированных нержавеющих и жаропрочных сталей число перед буквенным обозначением указывает условное содержание углерода в десятых долях процента. Цифра впереди опускается, если количество углерода пе ограничено нижним пределом при верхнем пределе 0,10 и более. При содержании углерода до 0,08% впереди буквенного обозначения ставится знак О, при содержании углерода до 0,04% — знак 00. [c.791]
Сварка в защитных газах как плавящимся, так и неплавящимся электродом широко применяется для соединения низколегированных, конструкционных, высоколегированных нержавеющих и жаропрочных сталей и сплавов, алюминиевых, магниевых, никелевых и медных сплавов, активных и редких металлов (цирконий, тантал, титан и молибден). [c.320]
Высоколегированные нержавеющие и кислотоупорные стали обладают высоким сопротивлением коррозионной усталости в целом ряде коррозионных с ед. [c.48]
Высоколегированные конструкционные нержавеющие и жаропрочные стали относятся к другим структурным классам аустенитному, мартенситному, фер-ритному и др. [c.106]
Во время печатания настоящей книги вышел ГОСТ 5632-51 на высоколегированную нержавеющую и жаропрочную сталь, в связи с чем приводятся обозначения марок сталей по новому ГОСТ [c.465]
Малоуглеродистая сталь Низко- и среднелегированная сталь Нержавеющие хромоникелевые высоколегированные стали Жаропрочные хромоникелевые сплавы У X н.р. [c.433]
Химическое травление нержавеющих и высоколегированных сталей. Наиболее простым химическим методом снятия окалины с деталей из хромистых сталей типа 1X13 и 2X13 является травление в 20%-ном растворе соляной кислоты при 15—25° С с последующим удалением разрыхленной окалины стальными щетками и пассивированием в 10%-но.м растворе азотной кислоты при 15—25° С с повторной очисткой стальными щетками. [c.932]
При обработке деформирующими протяжками важную роль играют смазывающие материалы. Углеродистые и малолегированные стали лучше всего протягивать с сульфофрезолами, МР-1 и МР-2, устраняющими схватывание обрабатываемого металла с инструментом, которые можно легко подавать в зону деформирования известными способами. Нержавеющие и высоколегированные стали нужно протягивать с применением смазок, обладающих высокими экранирующими свойствами [118]. [c.26]
Хромомагнезит. Содержание Сгз0 15%, MgO 42%, РегОз 13—15%, АЬОз 6—8%. Вредные примеси СаО температура размягчения 1605°). Просев после помола через сито № 2. Применяется в качестве противопригарного материала в облицовочной смеси, которая ирименяется для форм и стержней для отливок из нержавеющей и высоколегированной стали. Примерный состав смеси (в весовых частях) хромомагнезит — 100, едкий натр (10%-пый раствор) — 1,5 жидкое стекло (уд. [c.412]
Для диафрагм и лопаток в турбинах высокого давления при работе в области высоких температур применяют специальную нержавеющую и высоколегированную сталь с присадкой хрома, никеля и молибдена. Для диафрагм первых ступеней турбин средних параметров применяют также сталь с присадкой небольщого количества молибдена ( 0,5%). [c.116]
Сопловые лопатки для турбин высокого давления изготовляются из н ер ж а в с ю щ е й стал и. Для диафрагм и лопаток в турбинах высокого давления в области высоких температур применяют специальные нержавеющие и высоколегированные стали с присадкой хрома, никеля и моЛ Ибдена. Для диафрагм первых ступеней турбин среднего давления применяются также стали с присадкой небольшого количества молибдена (около 0,5%). [c.131]
Полуавтомат ПДГ-101 предназначен для сварки изделий из тонколистовой стали в среде диоксида углерода, ПДГ-251 - для сварки малоуглеродистых сталей в среде диоксида углерода и нержавеющих сталей в среде аргона. Полуавтомат ПДГ-151 применяют для сварки изделий из малоуглеродистых и низколегированных сталей в среде диоксида углерода (МАГ), а также легированных и нержавеющих сталей в среде аргона (МИГ). Этот полуавтомат может быть использован для ручной дуговой сварки на постоянном токе (MMA-D ). Полуавтомат ПДИ-304 вместе с выпрямителем ВДГИ-302 служит для сварки алюминия, его сплавов и высоколегированных сталей в среде диоксида углерода. Полуавтоматы в комплекте с выпрямителями ПДГ-312-4 с ВДП-303-3, ПДГ-401 с ВДГ-401 и ПДГ-601 с ВДГ-601 предназначены для сварки малоуглеродистых и низколегированных сталей в среде диоксида углерода. [c.251]
Титан образует устойчивые карбиды. Присадка титана к стали сильно измельчает зерно и уменьшает склонность к перегреву. Поэтому титан в количестве 0,01—0,05% добавляется к некоторым конструкционным и инструментальным сталям для измельчения зерна. Титан получил значительное распространение в качестве присадки к высоколегированным нержавеющим и кислотостойким сталям для предотвращения так называемой меж-кристаллитной коррозии (см. стр. 328). Испольэование титана в качестве легирующего элемента конструкционных сталей общего назначения весьма целесообразно, так как титан в малых количествах более доступен, чем другие дефицитные легирующие элементы. [c.280]
Б. Трубы для химической промышленности. В зависимости I от условий службы эти трубы изготовляют из углеродистых, ле- гированных, высоколегированных (нержавеющих) и других сталей. Требования, предъявляемые к трубам в отношении качества стали, механических свойств, точности размеров и чисто-к ты поверхности, очень высокие. Они вызваны тем, что такие ( трубы работают в агрессивных средах в широком интервале [c.9]
Высоколегированные стали применяют во многих отраслях промышленности, где от изделий требуются специальные свойства (стойкость против атмосферной и газовой коррозии, кислотостой-кость, окалиностойкость, жаропрочность, высокое электрическое сопротивление и др.). Сварные конструкции чаще всего изготовляют из низкоуглеродистых высоколегированных нержавеющих и жаропрочных сталей. [c.163]
При изготовлении отливок из высоколегированных нержавеющих и износоустойчивых сталей возникают дополнительные затруднения. Кроме большой усадки эти стали имеют низкую теплопров-од-ность, пониженную прочность при высоких температурах, что обусловливает их склонность к образованию трещин. Поэтому формовочные материалы и сами формы должны иметь максимальную податливость, [c.447]
Точечной сваркой соединяют детали из угелордистых, низколегированных высоколегированных нержавеющих и жаростойких сталей, разнородных металлов, а также цветных металлов и сплавов. [c.340]
Сочетание высокой твердости эльбора с теплостойкостью, в два раза превосходящей теплостойкость алмаза, и химической инертностью к железу и сплавам на его основе делает эльбор незаменимым при обработке высокотвердых сталей и сплавов, легированных вольфрамом, молибденом, кобальтом, ванадием, которые плохо или совсем не обрабатываются обычными абразивными и алмазными инструментами. Инструмент из эльбора успешно применяется при чистовом шлифовании и заточке инструментов из быстрорежущих сталей, при чистовом тонком шлифовании прецизионных деталей из жаропрочных, нержавеющих и высоколегированных конструкционных сталей HR 64—66), а также при шлифовании деталей из материалов, чувствительных к термическим ударам (литые магниты). Большой эффект достигается при чистовом и тонком шлифовании инструментом из эльбора массовых деталей на станках, работающих в автоматическом и полуавтоматическом циклах (малые отверстия приборных подшипников), при шлифовании направляющих станков и ходовых винтов, при обработке профилей резьбы метчиков, калибров, ходовых винтов, при доводке рабочих поверхностей деталей подшипников из жаропрочной стали ЭИ347 и др. [c.12]
Плакирующий (наружный металл) предназначен для защиты основного металла — сердцевины (обычно стали) от воздействия агрессивных сред или придания ему других свойств. Обычно производятся следующие виды биметалла сталь-медь, сталь-латунь, сталь-никель, сталь-нержавеющая сталь, сталь-алюминий, сталь-различные сплавы и т. д. Биметаллы изготовляются в виде листов, лент, проволоки и предназначаются для замены цветных металлов и высоколегированных сталей в хнуической, металлургической, пищевой и других отраслях промышленности. Плакирование осуществляется- пршсаткой соприкасающихся между собой слоев раз-лйчных металлов или электролитическим осаждением на листюую сталь, ленту, проволоку меди, латуни, никеля и т. д. [c.98]
Краткий справочник газосварщика и газорезчика содержит основные данные о газах, газах-эаменителях и горючих жидкостях, применяемых при газопламенной обработке металла. В книге сообщены технические и технологические характеристики аппаратуры и оборудования для газовой сварки и резки, приведены правила эксплуатации и методы ремонта аппаратуры и оборудования, а также изготовления быстроизпашивающихся деталей. Приведены некоторые данные о материалах для ремонта и эксплуатации оборудования. По вопросам технологии сообщаются сведения о газовой сварке малоуглеродистых,средне- и высокоуглеродистых сталей, высоколегированных нержавеющих и жаропрочных сталей и сплавов с высоким омическим сопротивлением, а также о сварке чугуна и цветных металлов и сплавов сообща ются краткие сведения о сварке пластических материалов. Подробно освещены вопросы машинной и ручной кислородной разделительной резки сталей разной толщины, резки кислородом низкого давления, кислородно-флюсовой резки, резки кислородным копьем и поверхностно-кислородной резки. Приводятся данные о методах контроля сварных соединений. [c.2]
mash-xxl.info
Нержавеющая легированная сталь - Большая Энциклопедия Нефти и Газа, статья, страница 2
Нержавеющая легированная сталь
Cтраница 2
К специальным легированным сталям относятся стали высоколегированные нержавеющие, обладающие стойкостью против коррозии в атмосферном воздухе, кислотостойкие, обладающие коррозионной стойкостью в условиях действия агрессивных сред, жаростойкие ( ока-линостойкие), жаропрочные, сохраняющие достаточную прочность при высокой температуре. Нержавеющие легированные стали используют для изготовления некоторых видов арматуры и в системах вентиляции, работающих в агрессивных средах. [16]
Ультразвуковые дефектоскопы имеют малые габариты и малый вес, однако они неприменимы для контроля нержавеющих сталей. Крупнозернистая структура нержавеющих и легированных сталей приводит к тому, что отражение импульса от крупных зерен создает помехи, из-за которых трудно определить отражение импульса от дефекта. Для контроля нержавеющих сталей используется цветная дефектоскопия, рентгене - и гамма-просвечивание. [18]
Ультразвуковые дефектоскопы имеют малые габариты и малый вес, однако они неприменимы для контроля нержавеющих сталей. Крупнозернистая структура нержавеющих и легированных сталей приводит к тому, что отражение импульса от крупных зерен создает помехи, из-за которых трудно определить отражение импульса от дефекта. Для контроля нержавеющих сталей используется цветная дефектоскопия, рентгено - и гамма-просвечивание. [20]
Все другие детали установки изготовлены из нержавеющей и легированной стали. [21]
Опорное кольцо предназначено для насадки на него конуса. Для увеличения износокоррозийной стойкости его изготовляют из нержавеющей легированной стали и для придания твердости термически обрабатывают. [23]
Наиболее подходящими для холодной высадки материалами являются стали марок Ст. Возможно применение электротехнической стали, сплавов, алюминия, красной меди, нержавеющих и легированных сталей, обладающих достаточной пластичностью. [24]
При сварке на постоянном токе угольными электродами температура дуги на аноде достигает 4000 С и на катоде 3200 С, при использовании стальных электродов - на аноде 2600 С, на катоде 2400 С. Поэтому при сварке тонкого или легкоплавкого металла, а также чувствительных к перегреву высокоуглеродистых, нержавеющих и легированных сталей электрическую дугу питают током обратной полярности, то есть минус источника тока подключают к изделию. [25]
Хорошие результаты получены при работе пары, состоящей из твердой стали и графитных материалов типа АГ-583-600, АО-СО, 45 - 1500, которые хорошо работают также и в условиях плохой смазки. Для изготовления этих колец могут быть использованы также графитные материалы угольных щеток электромашин. Буксы этих пар изготовляют из инструментальных, нержавеющих и легированных сталей, а также сплавов стеллита и карбидов вольфрама. [26]
Таким образом, фирма KSB выпускает большую гамму гуммированных насосов для чистых химически агрессивных жидкостей и для жидкостей, содержащих механические примеси, в том числе и абразивные. Этим самым могут широко удовлетворяться запросы многих потребителей. Применение гуммированных насосов экономически выгодно, так как наряду с небольшой стоимостью они долговечнее насосов из нержавеющей легированной стали. [27]
В напоромерах, тягомерах, тягонапоромерах применяют мембранные коробки, образуемые двумя спаянными по краям гофрированными мембранами. Мембраны для измерения давления бывают плоские и гофрированные. В центре мембраны закрепляют штифт, который передает прогиб мембраны передаточному механизму. Мембраны в приборах устанавливают на пайке либо плотно зажимают по контуру фланцами. Плоские гофрированные мембраны изготовляют на различных материалов: берилиевой и фосфористой бронзы, углеродистой, нержавеющей и легированной стали. [28]
Мембраны для измерения давления бывают плоские и гофрированные. В центре мембраны закрепляется штифт, передающий прогиб мембраны передаточному механизму. Мембраны в приборах устанавливаются на пайке либо плотно зажимаются по контуру фланцами. В напоромерах, тягомерах и тя-гонапоромерах применяются мембранные коробки, образуемые двумя спаянными по краям гофрированными мембранами. Плоские и гофрированные мембраны изготавливаются из различных материалов: бериллиевой и фосфористой бронзы, углеродистой, нержавеющей и легированной стали. [29]
Страницы: 1 2
www.ngpedia.ru









