Трубная коническая резьба ГОСТ 6211-81. Гост коническая трубная резьба
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60° (с Изменениями N 1, 2), ГОСТ от 10 января 1952 года №6111-52
ГОСТ 6111-52
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
Дата введения 1952-10-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
Черт.1 - Коническая дюймовая резьба
; ; ; конусность
Черт.1
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы :
KГОСТ 6111-52
(Измененная редакция, Изм. N 2).
Таблица 1
Размеры в миллиметрах
Обозначение, размера резьбы, дюймы | Число ниток на | Шаг резьбы | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||
рабочая | от торца трубы до основной плоскости | средний | наружный | внутренний | |||||
27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 | |
7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | ||||
18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 | |
10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | ||||
14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 | |
14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | ||||
1 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 | |
18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | ||||
18,5 | 46,287 | 48,054 | 44,520 | 43,853 | |||||
2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | |||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер справочный.
3. Вместо резьбы допускается применять коническую резьбу М6х1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п.4 в отношении размеров .
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 - Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 - Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
Обозначение размера резьбы | ||
мм | ||
и | 0,3765 | -0,045 |
и | 0,5645 | -0,065 |
и | 0,7255 | -0,085 |
0,8835 | ||
Черт.4 - Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
Черт.4
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона () и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл.3.
Таблица 3
Обозначение размера резьбы | Пред. откл. | ||||
половины угла профиля | угла уклона | по шагу резьбы | |||
для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
мм | |||||
и | ±1° | ±0,02 | ±0,04 | ||
(Измененная редакция, Изм. N 1, 2).Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеДюймовые и специальныерезьбы: Сб. ГОСТов. -М.: ИПК Издательство стандартов, 2003
docs.cntd.ru
Трубная коническая резьба ГОСТ 6211-81.
⇐ ПредыдущаяСтр 6 из 11Следующая ⇒Угол профиля 550, вершины и впадины профиля закруглены. Размер резьбы, диаметр соответствует трубной цилиндрической резьбе.
Коническая дюймовая резьба с углом профиля 600 ГОСТ 6111-52.
Угол профиля равен 600. Вершины и впадины срезаны на 0,033Р.
Нестандартная резьба (прямоугольная) все размеры проставляются на самой резьбе, шаг, полшага, наружний диаметр, внутренний (рис.5.5).
Для нестандартной резьбы проставляются все необходимые размеры.
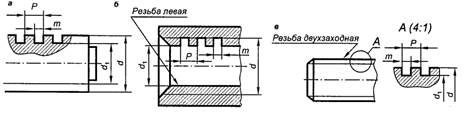
Рис.5.5
Изображение резьбы на чертежах ГОСТ 2.311-68.
Все резьбы на чертежах изображаются одинаково. Наружняя резьба изображается сплошными основными линиями по наружнему диаметру резьбы и сплошными тонкими линиями по внутреннему диаметру.
Сплошные тонкие линии должны пересекать границу фаски.
На изображении, перпендикулярно оси резьбы по наружнему диаметру резьбы проводится окружность сплошной основной линией, а по внутреннему диаметру-тонкой сплошной линией дуга, равная ¾ окружности и разомкнутая в любом месте, фаска на таком виде не показывается.
Расстояние между тонкой и основной линией должно быть 0,8 мм. Изображение глухого отверстия показано на рис.5.6
Штриховка в разрезах и сечениях выполняется до сплошной основной линии.
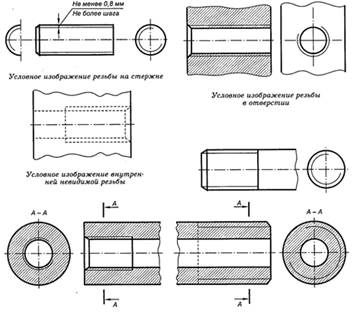 Рис.5.6
Рис.5.6
Обозначение резьбы
Каждый тип резьбы имеет условное обозначение М-метрическая, Тr – трапецеидальная, G – трубная цилиндрическая, S – упорная.
В обозначении входит
1. Тип резьбы
2. Наружний диаметр (в мм или дюймах)
3. Шаг резьбы
4. Ход резьбы
5. Направление навивки.
6. Условное обозначение поля допуска или класса точности.
Технологические элементы резьбы
К технологическим элементам, связанным с выходом резьбы, относятся сбег, недорез, проточка и фаска (рис. 5.7).
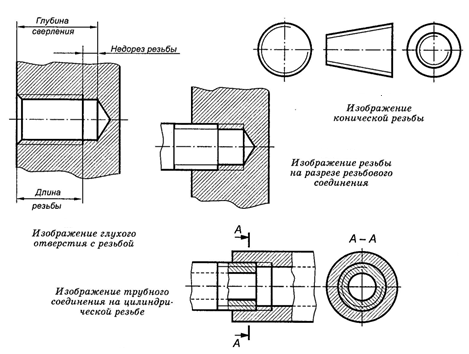
Рис.5.7
При нарезании резьбы на стержне или в отверстии часть витков получается неполного профиля, если на детали не предусмотрена проточка для выхода режущей части инструмента, которым нарезается резьба. Эту часть резьбы называют сбегом резьбы. Сбег зависит от угла заборной части режущего инструмента и от величины шага резьбы. На чертежах размер длины резьбы на стержне и в отверстии указывают, как правило, без сбега. Величина не нарезанной части поверхности детали между конусом сбега и опорной поверхностью детали (при переходе с одного диаметра на другой) называется недоводом резьбы. Участок поверхности детали, включающий сбег резьбы и недовод, называется недорезом резьбы. Для устранения сбега или недореза выполняют проточку— канавку прямоугольного или полукруглого профиля (рис.5.8).
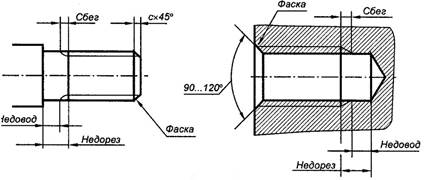
Рис.5.8
Форму и размеры сбегов, недорезов и проточек устанавливает ГОСТ 10549-80. Определяющим размером служит шаг резьбы Р. Для облегчения соединения между собой резьбовых деталей на конце стержня и в начале отверстия выполняются фаски, имеющие форму усеченного конуса. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90°, на метрической внутренней резьбе — 120°. Для остальных типов резьб этот угол и на стержне, и в отверстии составляет 90°.
В резьбовых соединениях фаску изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции, перпендикулярной оси резьбы, фаску не показывают. Форму и размеры фасок для наружной и внутренней резьбы устанавливает ГОСТ 10549-80 (для наружной метрической резьбы крепежных изделий — ГОСТ 12414-66).
Определяющим размером служит наружный диаметр резьбы.
РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Любая сборочная единица состоит из отдельных деталей, которые различными способами соединяются между собой.
Соединения, детали которых могут быть разъединены без разрушения самих деталей наз. разъемными.
К таким соединениям относятся: резъбовые, шпоночные, зубчатые соединения, а также соединения с применением штифтов и пружин.
Разъемные соединения могут быть подвижными, когда возможны взаимное перемещения деталей (винт домкрата) и неподвижные (крепежные соединения).
Для жесткого соединения деталей машин применяют крепежные детали. Это – болты, винты, гайки, фитинги (соединительные детали трубопроводов) и без резьбы – шайбы, шплинты, штифты.
На все изделия существуют ГОСТы, большинство выполнено по ГОСТ 9150-59.
Болт, винты, шпилька
Болт –цилиндрический стержень с резьбой и головкой.
Болты с шестигранной головкой и нормальной высотой по ГОСТ 7798-70 и уменьшенной высотой по ГОСТ 7796-70.
При одном и том же диаметре может быть разная дли на болта , которая стандартизирована.
Длина болта – размер от резьбового конца стержня до опорной поверхности головки.
По конструктивным особенностям различают болты следующего исполнения. 1- без отверстий, 2 – с отверстием под шплинт в стержне, 3 – с двумя отв. в головке болта.
При изображении болта используют 2 вида. Болт изображают так, чтобы ось болта была параллельна основной надписи, и три грани головки болта на основном виде. Второй вид – определяет размер «под ключ».
Пример: Болт исполнение 1 по ГОСТ 7798-70 с резьбой М20, крупным шагом и длиной 60 мм.
М20х60 ГОСТ 7798-70
Поле допуска 6g, класс прочности 5.8, исполнение 3
Болт 3М12х1,25-6gх60.58 ГОСТ 7798-70.
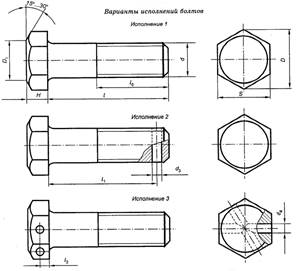
Рис.6.1
Винт - стержень с головкой различной формы и резьбой для ввинчивания в одну из соединяемых деталей. Винты различают в зависимости от назначения – крепежные 9для разъемного соединения) и установочные ( для взаимного фиксирования деталей).
Две группы винтов для металла и дерева.
Винты с цилиндрической ГОСТ 1491-80, потайной ГОСТ 17475-80, полукруглой ГОСТ 17473и полупотайной головкой ГОСТ 17474-80.
Винты изготавливают нормальными (А) и повышенной (В) точностью с прямоугольным шлицем (исполнение 1) и с крестообразным углублением (исполнение 2).
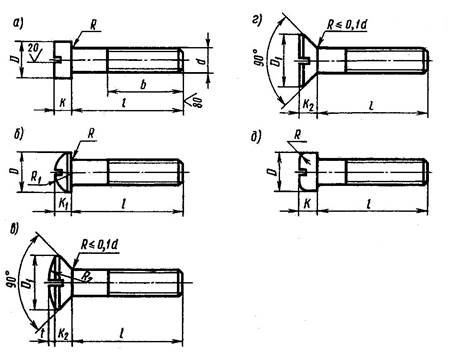
Рис.6.2
Винты для дерева – это шурупы.
Винт А2.М8 -6gх50.48 ГОСТ 17473-80
Винт с полукруглой головкой класса точности А, исполнение 2, диаметр 8, крупным шагом поледопуска 6g длина 50 класс прочности 4.8
Шпилька – цилиндрический стержень имеющий резьбу с обоих концов.
Длина ввинчивающегося конца подбирается в зависимости от материала шпильки и материала детали в которую она ввинчивается.
Для стали, бронзы и латуни l1=d; , для чугуна 1,25 d, для легких сплавов 2 d, d – диаметр резьбы.
Шпильки общего назначение ГОСТ 22032-76, ГОСТ 22033-76, ГОСТ 22043-76. А – с одинаковыми номинальными диаметрами резьбы и гладкой части. Б – номинальными диаметрами гладкой части меньше диаметра резьбы.
Различают шпильки нормальной и повышенной точности.
Форма шпильки определяется одним видом.

Рис.6.3
Ввинчивающийся конец не входит в длину шпильки.
Шпилька М16-8g х120.109.40Х0.23 ГОСТ220434-76
Нормальная точность типа А с длиной=120 мм, поле допуска 8g, класс прочности 10.9 из стали марки 40Х, с покрытием 02 толщиной 3 мкм.
На учебных чертежах ряд значений не указывают.
Гайка, шайба
Гайка-это деталь с резьбовым сквозным отверстием для ввинчивания на болт или шпильку.
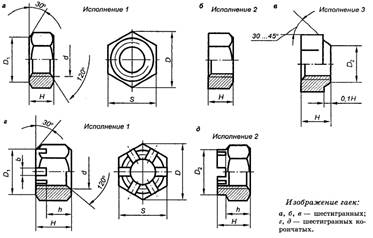
Рис. 6.4
Гайки шестигранные, шлицевые, гайки –барашки, колпачковые.
Шестигранные гайки исполнения: 1 – с двумя коническими фасками; 2 - с одной фаской; 3 – без фасок и с цилинд. и конич. выступами с одного торца гайки (рис.6.1).
По степени точности = нормальные, повышенной и грубой точности.
При изображении гайки используют 2 вида. Главный м вид слева.
Гайка М16 х1,5-6Н.1240Х0.16 ГОСТ 15523-70
Исполнение 1 мелкий шаг= 1,5, поле допуска 6Н, класс прочности 12, из стали 40Х, с покрытием 01 толщиной 6 мкм.
Шайба –плоское кольцо определенной толщины,подкрадывающаяся под гайку для увеличения их опорной поверхности и более равномерного распределения давления на соединяемые детали.
Кругдые шайбы ГОСТ 11371-78 2 исполнения 1- без фаски, 2 с фаской (рис.6.5).
Пружинные шайбы –ГОСТ 6402-70 разделяют на легкие (Л), нормальные (Н), тяжелые (Т), и особо тяжелые (ОТ).
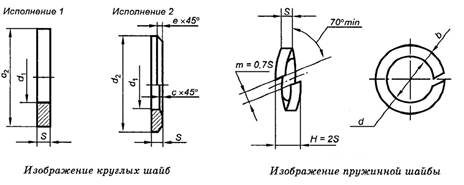
Рис.6.5
Шайба 2.1201.08кп.016 ГШОСТ 11371-78
Шайба нормальная, исполнение 2 из стали марки 08кп, с покрытием 01, толщ. 6 мкм.
Штифты, шплинты, шпонки
Штифт– гладкий цилиндрический или конический стержень, применяемый для жесткого соединения деталей.
Подразделяются на цилиндрические ГОСТ 3128-70, конические ГОСТ 3129-70 и ГОСТ 9464-79 (рис.6.6)
Форму штифта передает один вид.
Штифт 10х60 ГОСТ 3128-70 Диаметр 10 мм длина 60 мм.(цилинд.)
Определяющими размерами штифтов являются диаметр и длина.
Штифт 10х60 ГОСТ 3129-709 (штифт конический диам. 10 длина 60мм
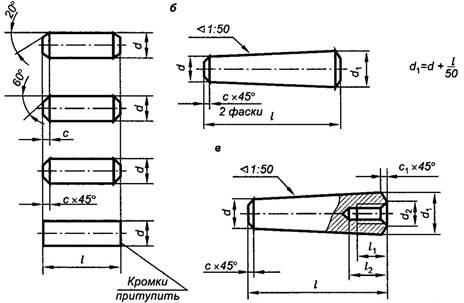
Рис.6.6
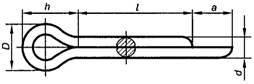
Шплинтомназывается пруток или кусок проволоки и предназначенный для и взаимного фиксирования деталей на круглых валах и осях и для предотвращения самоотвинчивания корончатых и шлицевых гаек (рис.6.7).
Форму шплинта определяет один вид с наложенным сечением разводных концов. Определяющими размерами является: условный диаметр шплинта и длина.
 .
.
Рис.6.7
Шплинт 4х20 ГОСТ 397-79 9диаметр 4 мм, длина 20мм.
Шпонка –деталь призматической, клиновидной или сегментной формы с прямоугольным поперечным сечением. Шпонка предназначена для передачи вращающегося момента от одной детали (вала) к другой (шкиву).
Шпонки бывают призматические ГОСТ 23360-78 в трех исполнениях и сегментные ГОСТ 24071-80. Клиновидные ГОСТ 24068-80 (рис.6.8).
Условное обозначение шпонок включает: наименование, вариант исполнения,(1 исполнение не указывают) размеры сечения, и длину шпонки, номер стандарта , определяющего размеры шпонки.
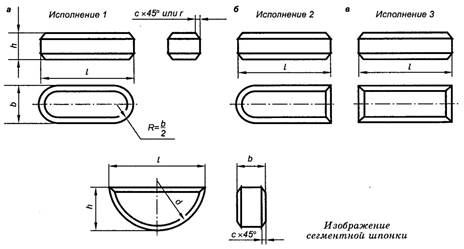
Рис.6.8
Шпонка 2-10х8х60 ГОСТ 23360-78 ( призматическая, исполнение 2
Ширина 10 мм, высота 8 мм, длина 60 мм.
Форму сегментной передают два вида вид спереди и сбоку.
Шпонка 6х13 ГОСТ 24071-80 (сегм. Исполн.1 толщ.6 мм, высотой 13 мм0
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
Неразъемными называют такие соединения деталей и узлов, разборка которых в процессе эксплуатации не предусмотрена и сопровождается повреждением сопрягаемых или крепежных деталей либо скрепляющегося вещества. К неразъемным относятся соединения выполняемые сваркой, пайкой, посадками с натягом, склеиванием, прессованием, холодной и штамповочной и другими способами.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварка – это технологический процесс получения неразъемного соединения металлических или неметаллических деталей путем общего или местного нагрева свариваемых частей до пластинчатого или расплавленного состояний.
Металл соединяемый сваркой деталей – основной. Участок соединения, образовавшийся в результате кристаллизации металлической сварочной ванны называется сварным швом.
Широкое применение сварки в строительстве и на предприятиях строительной индустрии объясняется ее технико-экономическими преимуществами по сравнению с другими способами соединения металлических заготовок и деталей. Экономия металла, ускорение производственного процесса, снижение стоимости продукции и высокое качество сварных соединений сделали сварку прогрессивным технологическим процессом.
Наиболее распространенными видами сварки являются ручная дуговая (ГОСТ 5264-80), электронно-лучевая, газовая (термические), контактная и термокомпрессорная (термомеханические), трением, холодная и ультрозвуковая (механические). Подробные сведения изложены в ГОСТ 19521-74. Сварка металлов. Классификация.
Виды сварных соединений
В зависимости от взаимного расположения соединяемых элементов различают следующие виды сварных соединений:
- стыковые (рис. 1)
- нахлесточные (рис. 2)
- угловые (рис. 3)
- тавровые (рис. 4)
Форму кромок, размеры поперечного сечения стыковых швов определяют в зависимости от толщины свариваемых деталей и способа сварки. Угловые швы в поперечном сечении имеют форму прямоугольного треугольника ГОСТ 2312-86 регламентирует условное обозначение способа и метода сварки, а также формы подготовки кромок соединительных деталей.
| Без скоса кромок, двухсторонний | 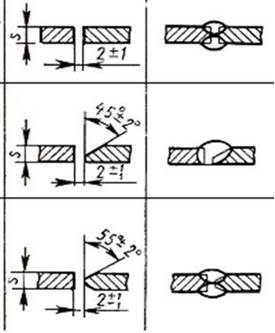 |
| Со скосом одной кромки, односторонний | |
| С двумя симметричными скосами одной кромки, двухсторонний |
Рис.7. 1 Виды сварных стыковых соединений
| Без скоса кромок, односторонний | 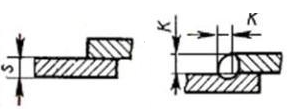 |
| Без скоса кромок, двухсторонний | 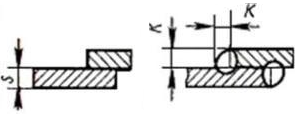 |
Рис. 7.2 Виды сварных нахлесточных соединений
| Без скоса кромок, односторонний | 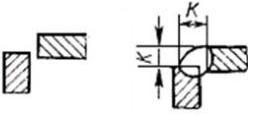 |
Рис. 7.3 Виды сварных угловых соединений
| Без скоса кромок, односторонний | 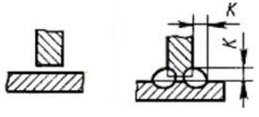 |
Рис.7. 4 Виды сварных тавровых соединений
Читайте также:
lektsia.com
ГОСТ 6111-52* «Резьба коническая дюймовая с углом профиля 60 град»
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° |
ГОСТ 6111-52* |
Дата введения 01.10.52
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы 3/4¢¢:
K 3/4¢¢ ГОСТ 6111-52
(Измененная редакция, Изм. № 2).
Таблица 1
Размеры в миллиметрах
|
Обозначение, размера резьбы, дюймы |
Число ниток на 1¢¢ n |
Шаг резьбы Р |
Длина резьбы |
Диаметр резьбы в основной плоскости |
Внутренний диаметр резьбы у торца трубы dT |
Рабочая высота витка H |
|||
|
рабочая l1 |
от торца трубы до основной плоскости l2 |
средний d2=D2 |
наружный d=D |
внутренний d1=D1 |
|||||
|
1/16 |
27 |
0,941 |
6,5 |
4,064 |
7,142 |
7,895 |
6,389 |
6,135 |
0,753 |
|
1/8 |
7,0 |
4,572 |
9,519 |
10,272 |
8,766 |
8,480 |
|||
|
¼ |
18 |
1,411 |
9,5 |
5,080 |
12,443 |
13,572 |
11,314 |
10,997 |
1,129 |
|
3/8 |
10,5 |
6,096 |
15,926 |
17,055 |
14,797 |
14,416 |
|||
|
½ |
14 |
1,814 |
13,5 |
8,128 |
19,772 |
21,223 |
18,321 |
17,813 |
1,451 |
|
¾ |
14,0 |
8,611 |
25,117 |
26,568 |
23,666 |
23,128 |
|||
|
1 |
11½ |
2,209 |
17,5 |
10,160 |
31,461 |
33,228 |
29,694 |
29,059 |
1,767 |
|
1¼ |
18,0 |
10,668 |
40,218 |
41,985 |
38,451 |
37,784 |
|||
|
1½ |
18,5 |
46,287 |
48,054 |
44,520 |
43,853 |
||||
|
2 |
19,0 |
11,074 |
58,325 |
60,092 |
56,558 |
55,866 |
|||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров l1-l2.
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl2 (черт. 2) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl2 (черт. 3) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l1-l2 должна быть не менее разности указанных в табл. 1 номинальных размеров l1 и l2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh2 и dh3 по черт. 4) не должны превышать:
Таблица 2
|
Обозначение размера резьбы |
h2=h3=1/2h2 |
dh2=dh3 |
|
мм |
||
|
1/16 и 1/8¢¢ |
0,3765 |
-0,045 |
|
1/4 и 3/8¢¢ |
0,5645 |
-0,065 |
|
1/2 и ¾¢¢ |
0,7255 |
-0,085 |
|
1 - 2¢¢ |
0,8835 |
|
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл. 3.
Таблица 3
|
Обозначение размера резьбы дюймы |
Предельное отклонение |
||||
|
половины угла профиля |
угла уклона |
по шагу резьбы |
|||
|
для наружной резьбы |
для внутренней резьбы |
на длине до 10 мм |
на длине св. 10 мм |
||
|
мм |
|||||
|
1/16¢¢ и 1/8¢¢ |
±1° |
+12¢ |
-12¢ |
±0,02 |
±0,04 |
|
-6¢ |
+6¢ |
||||
|
¼¢¢ – 2¢¢ |
±45¢ |
+10¢ |
-10¢ |
||
|
-5¢ |
+5¢ |
||||
(Измененная редакция, Изм. № 1, 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52 г.
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 3262-75 |
Вводная часть |
|
ГОСТ 6211-81 |
» |
|
ГОСТ 6485-69 |
2, 3 |
|
ГОСТ 19853-74 |
1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 № 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
files.stroyinf.ru






