- стандарты;
- сортамент;
- максимальные погрешности;
- размеры.
- Бесшовная (холоднокатаная, тепло- или горячедеформированная).
- Электросварная (с прямым или спиралевидным швом).
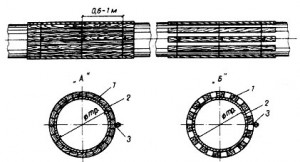
- Тонкостенные. Такими выпускаются стальные изделия с диаметром до 20 мм (толщина стенки равна или менее 1,5 мм).
- Особо тонкостенные. К ним относятся трубы с соответствующим параметром менее 0,5 мм.
- Толстостенные (толщина свыше 2 мм).
- Особо толстостенные.
- Бесшовная толстостенная труба по ГОСТу имеет соотношение этих величин от 6 до 12,5.
- Отношение менее 6-ти единиц характеризует особо толстостенные трубы.
- Для тонкостенных, имеющих минимальный вес погонного метра, это отношение равно 12,5-40.
- Диаметр в пределах от 20 до 550 мм.
- Толщина стенки от 2 до 45 мм.
- Длина:
- Немерная (4000-12500 мм).
- Мерная в фиксированных размерах.
- Кратная мерной.
- Труба 12х18н10т изготовленная из коррозионностойкой стали.Такое изделие способно работать:
- Под давлением.
- При температурах в широком диапазоне от – 196 до +600 градусов.
- С агрессивными средами-растворами (при температуре до +350 градусов):
- Кислот (азотной, фосфорной, уксусной).
- Щелочей.
- Солей.
- Бесшовная оцинкованная труба имеет дополнительное антикоррозионное покрытие из цинка, нанесенного одним из способов:
- Горячим цинкованием.
- Электрогальваническим.
- Водоснабжения:
- Холодного.
- Горячего.
- Отопления.
- Газоснабжения.
- При создании специальной техники (дорожной, сельскохозяйственной и строительной и др.).
- При создании пневматических и гидравлических цеховых линий.
- Сначала выполняется разогрев заготовки до температуры, превышающей порог кристаллизации сплава на 50-60 градусов. Металл при этом становится пластичным, но еще не расплавляется (приобретает способность изменять форму).
- На специальном прошивочном прессе заготовка превращается в пустотелый цилиндр, похожий на трубу с очень толстыми стенками.
- Далее выполняют придание трубе заданной формы с определенной толщиной стенки путем горячего деформирования на различном оборудовании (станах различного назначения):
- Пилигримовой прокатки.
- Автоматическом.
- Раскаточном продольно-винтовой прокатки.
- Рельсовом.
- Непрерывном.
- Сформированная труба подвергается очень быстрому охлаждению и дорабатывается (калибруется) на вальцах.
- В завершение процесса выполняется нарезка на отдельные изделия стандартной длины.
- Охлаждение выполняется непосредственно после прошивки заготовки. Предварительный прокат осуществляют в холодном состоянии.
- Перед попаданием на вальцы для окончательного формирования гильза отжигается, то есть нагревается до состояния рекристаллизации сплава. (См. также статью Вальцовка труб: особенности.)
- Сложность, а иногда и невозможность нарезать резьбу на тонкостенных трубах ограничивает применение на них резьбовых соединений.
- Толстостенные изделия перед сваркой необходимо подготовить-снять фаску на стыковочной кромке. Это поможет выполнить качественное сварное соединение, если этого не сделать, можно не проварить всю толщину металла, что значительно снизит надежность трубопровода в месте соединения.
- Тонкостенные трубы лучше соединять с помощью газовой сварки, при этом соблюдать максимально допустимую рабочую температуру. (См. также статью Сварка труб встык: особенности.)
- горячекатаные трубы диаметром 32-426 мм из сталей 20, 09Г2С, 38Х2МЮА по ГОСТ 8732
- холоднокатаные трубы диаметром 6-76 мм из стали 20 по ГОСТ 8734
Изготовление и использование бесшовных труб. Изготовление бесшовных труб
Технология изготовления бесшовных труб
Круглый или граненый слиток диаметром 250–600 мм и массой 0,6–3 т прошивается на прошивочном стане (рис. 1.42). Валки (грибовидной или дисковой формы) установлены под углом 9–14°друг к другу. Заготовка продавливается через оправку, а из-за растягивающих напряжений, создаваемых вращающимися валками, происходит течение металла от центра слитка, и за счет этого без больших усилий происходит прошивка отверстия.
Далее проводится раскатка полученной гильзы на оправке (рис. 1.43), в результате уменьшаются внутренний и наружный диаметры и увеличивается длина заготовки. Прокатку выполняют за два прохода с поворотом трубы на 90°. Получают трубу диаметром свыше 57 мм. На третьем этапе получения трубы дальнейшее уменьшение их диаметров ведут в непрерывных станах уже без оправки.
Сварныетрубы изготовляются диаметром до 2500 мм. Они дешевле бесшовных, но менее надежны и прочны. Сначала проводится формовка плоской заготовки в трубу, далее сваривается стык трубы, проводится отделка и правка. Заготовка изготовляется в виде ленты или берутся листы, шириной равные длине трубы. Используются следующие способы сварки труб: электродуговой под слоем флюса, электроконтактный сопротивлением, кузнечный (печной).
При непрерывной печной сварке проводится нагрев заготовки до 1300–1350° С, стык обдувается кислородом или воздухом и металл разогревается до расплавления и проводится кузнечная сварка стыка кромок трубы сжатых роликами непрерывного стана.
При электроконтактной сварке (рис. 1.44) заготовка поступает в трубоэлектросварочный стан и сжимается. Стык разогревается электрическим током низкого напряжения (6–10 В), подаваемым через сварочные ролики, и при охлаждении сваривается.
Волочение металла— это процесс протягивания проволоки, прутка или трубы через очко специнструмента (волоку). В итоге получаются высокоточные размеры, чистая и гладкая поверхность. Перед волочением металл очищают от окалины, промывают, наносят подсмазочный слой (омеднение, фосфатирование и т. д.), сушат и наносят слой смазки (графит, эмульсии, минеральные масла).
Прессование металлаиспользуется чаще всего для цветных сплавов: можно получить прутки диаметром 5–200 мм, трубы до 800 мм диаметром с толщиной стенок 1,5–8 мм, фасонные профили. Нагретый металл из контейнера выдавливается через очко матрицы. При прессовании труб заготовка прошивается стальной иглой, конец которой проходит через очко; металл выпрессовывается между иглой и очком.
Ковка и штамповка— промежуточные операции для изготовления заготовок деталей на пневматических, гидравлических или механических прессах. Механические свойства кованных и штампованных изделий выше, чем у полученных механической обработкой, т. к. в этом случае волокна перераспределяются в соответствии с формой деталей. Штамповка может быть горячая и холодная. Объемная штамповка проводится в штампах, где течение металла ограничено поверхностями штампа. По сравнению со свободной кузнечной ковкой объемная штамповка в 50–100 раз производительнее, получается выше качество и прочность поковок, имеется возможность получения поковок сложной формы. В автомобилестроениилистовойштамповкой получают до 75 % деталей, а при производстве товаров широкого потребления — до 98 %.
studfiles.net
Металловедение и программирование - Производство бесшовных стальных труб
Технология производства бесшовных стальных труб
В качестве заготовок для производства бесшовных труб используют круглые и граненые слитки, а также катаные заготовки. Процесс прокатки состоит из двух основных операций: прошивки отверстия в заготовке и прокатки прошитой заготовки. Прошивка осуществляется на прошивочном стане. Прошивные станы по типу рабочих валков подразделяют на прошивные станы с бочкообразными валками (валковые), диско-выми валками (дисковые) и с грибовидными валками (грибо-видные). Валки прошивного стана установлены под углом 9 …14 º друг к другу. Заготовка продавливается через оправку, а из - за растягивающих напряжений, создаваемых вращающимися валками, происходит течение металла от центра слитка и за счет этого без больших усилий происходит прошивка отверстия.
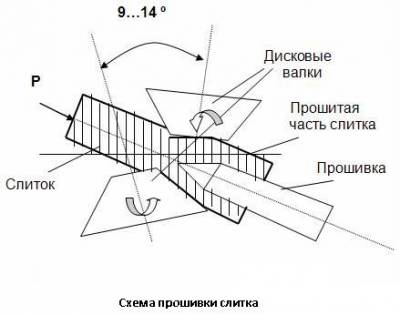
Схема прошивки слитка
Далее проводится прокатка полученной гильзы тоже на оправке, в результате уменьшаются внутренний и наружный диаметры и увеличивается длина заготовки. Прокатку выполняют за два прохода с поворотом трубы на 90 °. Получают трубу диаметром свыше 57 мм. На третьем этапе получения трубы дальнейшее уменьшение их диаметров ведут в непрерывных станах уже без оправки.
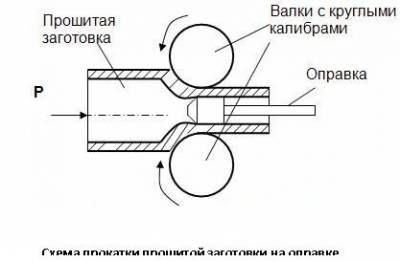
Схема прокатки прошитой заготовки на оправке
Для уменьшения диаметра труб, полученных после раскатных станов, применяют продольную прокатку без оправки в редукционных станах, которые состоят из ряда последовательно установленных двух-, трех- или четырехвалковых клетей. Станы работают с натяжением между клетями, что позволяет изменить не только диаметр трубы, но и толщину стенки. На редукционных станах обычно прокатывают трубы диаметром 25—76 мм. Производство бесшовных труб осуществляется на трубопрокатных агрегатах, представляющих собой комплекс машин и механизмов, предназначенных для получения бесшовных труб горячей прокаткой, их транспортирования, горячей и холодной отделки, складирования, упаковки и т. п. Таким образом, в состав трубопрокатного агрегата кроме прошивных, раскатных, редукционных (расширительных) станов входят нагревательные печи, обкатные и калибровочные станы, правильные станы, трубообрезные и трубонарезные станки и другое оборудование, необходимое для выполнения всех предусмотренных технологических операций.

Общая схема производства бесшовных труб
artmetals.ucoz.org
Способы производства бесшовных труб | Компания Металл СтройКомплект
В настоящее время на рынке представлено множество разновидностей стальных труб, не имеющих швов. Это связано с тем, что они имеют широкую сферу применения: используются для создания водо- и газопроводов, а также теплотрасс. Эксплуатационные характеристики обусловлены тем, как делают бесшовные трубы.
Как изготавливают бесшовные трубы и из чего их делают?
Способ производства бесшовных изделий имеет ряд нюансов. Первый – трудоемкость, т. к. технологический процесс является очень сложным. В процессе изготовления такие трубы проходят несколько обработочных процессов, лишь после этого удается получить продукцию с требующимися характеристиками.
В основном используют две технологии производства стальных бесшовных труб: горячее- и холоднодеформированная обработка деталей. В том и другом случае для создания используются монолитные штанги различных размеров.
Изготовление деталей, которые служат заготовками в производстве бесшовных труб, осуществляется методом литься. Все процедуры выполняются в соответствии с нормативными документами, при этом в них обозначены:
В нормативных документах нет подробного описания, как именно требуется создавать трубы б/ш.
Популярным стал способ горячей деформации. В данном случае заготовку размещают в печи и нагревают до температуры, которая на 50 градусов выше рекристаллизации. После этого элемент кладут под специальный пресс, в котором под действием давления осуществляется формирование заготовки. Окончательную форму придают с помощью валов. На последнем этапе трубу калибруют и подвергают водяному охлаждению.
При изготовлении способом холодной деформации процесс повторяют почти полностью, однако окончательную обработку проводят иначе. После первой деформации трубу охлаждают и вальцами придают ей нужную форму. Такая технология менее трудоемкая.
Как показывает практика, бесшовные изделия являются более надежными и прочными, чем популярные стальные электросварные трубы, т. к. на них отсутствуют места соединения.
metallz.ru
видео-инструкция по монтажу своими руками, особенности производства толстостенных, холоднокатаных, гидравлических изделий, ГОСТ 8732 78, сортамент, цена, фото
Невзирая на активное внедрение современных пластиковых труб для создания разного рода коммуникаций, стальные аналоги не спешат покидать свои позиции. Благодаря техническим характеристикам, которыми они наделены, прочные изделия незаменимы в некоторых случаях, в частности, за ними остается приоритет в обустройстве систем водоснабжения промышленных объектов.

Описываемые нами изделия редко встречаются в частном строительстве, но популярны в строительных отраслях
Классификация и способы производства стальных труб
Трубопровод – очень важный элемент любой постройки, именно поэтому стоит уделить особое внимание всем элемента, из которого он состоит. Далее будет изложена подробная информация о бесшовных трубах, изделиях, не имеющих аналогов на строительном рынке, многие рядовые граждане могут даже не знать о существовании последних.
Изготовление
По способу производства обширный ассортимент стальных труб условно подразделяется на две группы:

На фото изображены трубы, изготовленные с применение технологии сварки спиралевидным швом
К сведению!Первая группа характеризуется более высокими прочностными и эксплуатационными качествами, а также усложненным процессом производства.Среди электросварных изделий лидируют по этим показателям трубы со спиральным швом.
Толщина стенки
Вне зависимости от способа изготовления, а в соответствии с диаметром и назначением стальные трубы производят и классифицируют по толщине стенки:

Толще стенка означает более прочное изделие, при этом оно будет более тяжелым, что немного усложнит рабочий процесс
Для стальных бесшовных труб применим еще один распознавательный параметр –соотношение наружного диаметра и толщины стенки:
Нормативная база
Для определения класса труб с целью планирования или проектирования конкретных объектов существует сортамент. Это технический стандарт, отражающий все основные параметры в данном случае труб, вплоть до класса стали использованной при производстве конкретного изделия.
Например, сортамент на бесшовные трубы по ГОСТу 8732 78 охватывает продукцию сплошного трубопроката без шва(продольного)выполненную методом горячего деформирования из стали с различным химическим составом.
Труба бесшовная по ГОСТу 8732 78 может иметь следующие геометрические параметры:
Цена бесшовной трубы во многом зависит от способа производства, а также от качества и химического состава сырья. Также к стоимости изделий можно добавлять транспортировку в районы, где подобные изделия не производятся, а это в некоторых случаях около 20-30 % наценки.
ГОСТ на бесшовные трубы строго регламентирует классностью стали, из которой их изготавливают для той или иной области применения.
В отраслях с повышенными требованиями к эксплуатационным характеристикам используется:

Оцинкованный образец
Оцинкованные бесшовные водогазопроводные трубы с высокими антикоррозийными свойствами и устойчивостью к отложениям на внутренней поверхности применяют в основном для создания внутренних систем:
Гидравлическая труба бесшовная, выполненная по нормам DIN 2391 путем холодного и теплого деформирования, используется:

Подобные изделия встречаются в машиностроении крупногабаритной техники
Примечание!В целом, оборудование, изготовленное из вышеуказанных изделий, обладает повышенной прочностью и длительным сроком службы, конечно, при соблюдении максимально допустимых нагрузок.
Горячее деформирование
Несколько слов о том, как делают бесшовные трубы. Технология производства бесшовной трубы подразумевает использование монолитной детали цилиндрической формы, называемой штангой.
Поэтапная инструкция этого процесса выглядит следующим образом:

После нагрева трубы малого диаметра легко гнуть, что значительно расширяет их рынок сбыта

Подобное оборудование используется для различных целей, к примеру, на производстве двутавровых балок

В данном случае используется прокатный стан горячей обработки
К сведению!Все эти процессы обязательны для получения качественного изделия, производители, не соблюдающие технологию изготовления, предлагают низкокачественные трубы.
Холодное деформирование
Производство бесшовных труб холодным методом имеет два различия с вышеописанным горячим деформированием:
Монтажные работы
Особенных отличий в работе с бесшовной и электросварной трубой нет, однако (особенно при выполнении работ своими руками) некоторые нюансы все следует учитывать:
Вывод
Хотелось бы еще раз выделить основное преимущество описываемых нами материалов – прочность по всей длине изделия. Чего нельзя сказать о конструкциях, произведенных путем сварки и состоящих из нескольких элементов.
Все, что было описано ранее, поможет вам сделать правильный выбор в пользу того или иного материала.В представленном видео в этой статье вы найдете дополнительную информацию по данной теме.
gidroguru.com
Способы изготовления и применение бесшовных труб
В ассортименте МЕТАЛЛ БЮРО присутствует широчайший выбор бесшовных труб, изготовленных по различным стандартам:
Стадии производства бесшовной трубы
В зависимости от сортамента, свойств исходного материала, требований к качественным параметрам горячая деформация трубной продукции осуществляется разными методами: на трубопрофильном прессе, продольной, винтовой либо периодической прокаткой на станах различных типов, прессование или прошивкой. Каждый из этих способов имеет свой собственный сортамент в зависимости от особенностей технологии.
Однако общая технологическая схема производства бесшовной трубы включает следующие общие стадии: нагрев заготовки, изготовление гильзы (или стакана), черновой трубы, окончательная прокатка (редуцирование или калибрование) с получением требуемой геометрии. Перед каждой операцией может производиться подогрев полуфабриката.
Полученную продукцию можно применять по ее назначению или использовать в качестве заготовки для получения холоднокатаных труб, которые отличаются большей точностью размеров, лучшим качеством поверхности, более высокими механическими свойствами. Труба бесшовная обычно выпускается двумя способами – волочением (протягиванием через фильеру) или периодической холодной прокаткой.
Особенности монтажа трубопроводов из бесшовных труб
Монтаж трубопроводов осуществляется двумя основными способами: сваркой или сборкой через детали или элементы трубопроводов. Первый метод является достаточно экономичным и достаточно часто единственно возможным (например, при сооружении магистральных трубопроводов).
Для изменения направления, уменьшения или увеличения диаметра, создания ответвлений, разборных соединений трубопроводов, что важно для их конструирования, обслуживания и ремонта, используются специальные отводы, тройники, фланцы, переходы, заглушки из разных марок стали. Актуальные минимальные цены на фитинги вы всегда найдете на сайте METAL БЮРО.
metalburo.ru