Способ изготовления многослойных сварных труб. Изготовление труб сварных
26. Изготовление сварных труб
Сварные трубы производят с продольным (одним или двумя) и спиральным швом..
Процесс производства сварных труб состоит из следующих основных операций: формовки заготовки, сварки кромок заготовки и уменьшения (редуцирования) диаметра полученной трубы.
Для производства сварных труб применяют все существующие методы сварки. По характеру используемой энергии процессы сварки, применяемые при производстве труб, можно разделить на химическую сварку, электрохимическую сварку и электрическую сварку.
К химической сварке относят такие виды сварки, в которых используют тепло химических реакций; при производстве труб к химической сварке относятся печная и газовая, использующие тепло сгорания горючих газов.
К электрической сварке относят все виды сварки, в которых для сварки используют тепло, выделяемое электрическим током; в производстве труб используют контактную, дуговую, индукционную и радиочастотную сварку.
Контактная сварка основана на выделении максимального количества тепла при прохождении током места контакта свариваемых кромок. Различают контактную сварку сопротивлением и оплавлением. При контактной сварке сопротивлением кромки нагревают ниже температуры плавления, и происходит сварка давлением; при сварке оплавлением поверхность свариваемых кромок нагревается до температуры плавления, и процесс сварки носит промежуточный характер между сваркой давлением и сваркой оплавлением. Контактную сварку сопротивлением широко применяют для производства труб малых и средних диаметров (8-426 мм). Контактная сварка оплавлением (вспышкой) применялась для производства труб большого диаметра (426-820 мм) и в настоящее время вытесняется дуговой сваркой под слоем флюса.
Дуговая сварка основана на использовании тепла, выделяемого электрической дугой. При производстве труб применяют дуговую сварку под слоем флюса и дуговую сварку с защитой дуги инертным газом (аргоном или гелием) для производства труб из коррозионностойких и других высоколегированных сталей.
Индукционная сварка основана на использовании тепла, выделяемого токами, индуктированными в свариваемых кромках. В производстве труб диаметром 8-530 мм применяют токи различной частоты (1-400 кГц).
Радиочастотная сварка основана на использовании эффекта близости и поверхностного эффекта при прохождении токов высокой частоты в свариваемых кромках, этот метод сварки также применим для труб диаметром 8-530 мм.
электрохимическая или газоэлектрическая сварка; в процессе производства труб используют атомно-водород-ную, плазменную и электронно-лучевую сварку. При атомно-водородной сварке тепло независимой электрической дуги передают свариваемым кромкам атомы диссоциированного водорода. При плазменной сварке используют так называемую холодную плазму, полученную способом ионизации электрическим разрядом путем создания электронной лавины.
Производство сварных труб осуществляется на трубосварочных агрегатах, представляющих собой комплекс машин и механизмов, предназначенных для получения сварных труб, их транспортирования, горячей и холодной отделки, складирования, упаковки и т. п.
studfiles.net
Способ изготовления сварных прямошовных труб из титановых сплавов
Изобретение относится к производству электросварных прямошовных труб из титановых сплавов. Способ включает формовку штрипса в трубную заготовку в виде овального цилиндра, сварку и калибровку. Повышение точности геометрических размеров труб обеспечивается за счет того, что формовку выполняют после условного деления штрипса по ширине на две равные части и дополнительного разделения каждой половины ширины на крайние участки размером ≤2,5 мм и три последовательно расположенных приблизительно равных внутренних участка: периферийного, среднего и центрального, которые последовательно обрабатывают одним и тем же радиусом формовки Rф, равным (0,8-0,95) от радиуса трубы (Rт), в три последовательных этапа. На первом этапе осуществляют сгиб периферийных участков до радиуса сгиба Rф с одновременным сгибом кромок радиусом, равным (0,65-0,75) Rт, а центральные и средние участки изгибают радиусом обратного перегиба со значением, которое не выводит штрипс из области упругих деформаций. На втором этапе производят постепенный сгиб центральных участков до радиуса сгиба Rф, при этом средние участки обрабатывают радиусом, не выводящим штрипс из области упругих деформаций. На третьем этапе обрабатывают средние участки до радиуса Rф, при условии проведения постепенной принудительной расформовки центральных и периферийных участков до радиуса, обеспечивающего на выходе из формовочного стана форму эллипса с большей горизонтальной осью в диапазоне 1,02÷1,1 по отношению к вертикальной оси. 3 ил.
Изобретение относится к производству электросварных прямошовных труб, в частности к производству сваренных аргонодуговой сваркой тонкостенных труб малого диаметра из титановых сплавов.
Сварные прямошовные трубы производят путем формования металлического листа (штрипса). В трубном производстве всегда актуальными были требования повышения коррозионной стойкости, уменьшения веса, повышения долговечности трубных изделий. Для удовлетворения этих требований используют высокопрочные стальные материалы и титановые сплавы. Высокая коррозионная стойкость и удельная прочность титановых сплавов, несмотря на их высокую стоимость, стимулирует все более широкое применение их в атомной промышленности, энергетике, судостроении, химической промышленности.
Для обеспечения правильной формы профилей труб из титановых сплавов следует учитывать то, что модуль Юнга титана или сплава на основе титана равен приблизительно половине модуля углеродистой стали. Поэтому для достижения эффекта, сравнимого по эффекту с формовкой стального профиля при комнатной температуре, необходимо обеспечить в два раза больший уровень упругопластической деформации.
Известен способ гибки деталей по большому радиусу в штампе, при котором радиус пуансона выполняется заведомо меньшего размера, чем радиус в детали после гибки (Справочник конструктора штампов: Листовая штамповка. / Под общей редакцией Л.И. Рудмана. - М.: Машиностроение, 1988, с. 210-211). Это связано с тем, что при гибке по большому радиусу, кроме большого угла пружинения, происходит упругое изменение радиуса кривизны. Радиус закругления пуансона рассчитывают по формуле, согласно которой он зависит от толщины материала, радиуса гибки и коэффициентов механических характеристик материала. Расчет по формуле является приближенным и не может быть использован при проектирования геометрии валков, применяемых для формирования трубных заготовок.
Известен способ формовки трубной заготовки, при котором кривизну (радиус формовки) распределяют по сложной эмпирической формуле (Жуковский Б.Д. и др. Производство труб электросваркой сопротивлением. М.: Металлургиздат, 1953).
Недостатком описанного аналога является то, что не контролируется состояние периферийных участков трубной заготовки, что приводит к пластическому искажению профиля заготовки, появлению гофров на ее кромках и, как следствие, изготовлению некачественной сварной трубы.
Известен способ изготовления электросварных прямошовных труб, включающий формовку из ленты трубной заготовки в виде овального цилиндра со щелью, малая ось которого равна диаметру последующего круглого сварочного калибра, нагрев кромок и их сварку обжатием в сварочном калибре, заготовку формуют до получения симметричных частей с радиусами, равными радиусу сварочного калибра, центры которых находятся на большой оси овального цилиндра, а отношение большой оси к малой составляет 1,03-1,30 (патент РФ №2232655, МПК В21С 37/08, публ. 20.07.2004) - прототип. Способ обеспечивает высокую прочность и качество сварного шва, а также повышает выход годного.
Недостатками данного способа являются:
- низкая точность при гибке, связанная с тем, что величина пружинения зависит от многих факторов, основными из которых являются механические свойства изгибаемого материала (чем тверже материал, тем больше угол пружинения), радиус гибки (чем больше радиус, тем больше угол пружинения), толщина материала (чем тоньше материал, тем больше угол пружинения).
Способ-прототип не оптимизирован для изготовления тонкостенных труб (отношение диаметра к толщине стенки D/s≥40,0) из титановых сплавов, так как не учитывает их специфические свойства. В частности, угол пружинения при формовке трубных заготовок из титановых сплавов в 2 и более раз превосходит угол пружинения аналогичных заготовок из стальных сплавов. При производстве титановых труб происходит образование гофров на кромках заготовки.
Целью данного изобретения является изготовление из титановых сплавов высококачественных тонкостенных сварных труб, с отношением диаметра к толщине стенки D/s≥40,0.
Техническим результатом является изготовление труб с точными геометрическими размерами и качественным сварным швом за счет уменьшающей влияние пружинения материала заготовки и рационального подбора геометрических размеров инструмента в технологическом процессе формирования трубы перед сваркой.
Способ изготовления сварных прямошовных труб из титановых сплавов, включающий формовку штрипса в трубную заготовку в виде овального цилиндра, сварку и калибровку, причем формовку выполняют после условного деления штрипса по ширине на две равные части и дополнительного разделения каждой половины ширины на крайние участки размером ≤2,5 мм и три последовательно расположенных приблизительно равных внутренних участка: периферийного, среднего и центрального, которые последовательно обрабатывают одним и тем же радиусом формовки Rф, равным (0,8-0,95) от радиуса трубы (Rт), в три последовательных этапа: на первом этапе осуществляют сгиб периферийных участков до радиуса сгиба Rф с одновременным сгибом кромок радиусом, равным (0,65-0,75) Rт, а центральные и средние участки изгибают радиусом обратного перегиба со значением, которое не выводит штрипс из области упругих деформаций, на втором этапе производят постепенный сгиб центральных участков до радиуса сгиба Rф, при этом средние участки обрабатывают радиусом, не выводящим штрипс из области упругих деформаций, на третьем этапе обрабатывают средние участки до радиуса Rф, при условии проведения постепенной принудительной расформовки центральных и периферийных участков до радиуса, обеспечивающего на выходе из формовочного стана форму эллипса с большей горизонтальной осью в диапазоне 1,02÷1,1 по отношению к вертикальной оси.
Изобретение иллюстрируется чертежами, где на фиг. 1 показана схема формовки на 1 этапе, на фиг. 2 - схема формовки на 2 этапе, на фиг. 3 - схема формовки на 3 этапе.
Сущность предлагаемого изобретения состоит в учете специфики формовки тонкостенных труб из титановых сплавов и использовании приемов, которые уменьшают влияние вредных факторов при изготовлении данных изделий.
Известно, что низкая точность при гибке (формовке изделия) связана с тем, что величина пружинения зависит от следующих основных факторов:
- механических свойств изгибаемого материала (угол пружинения титановых сплавов более чем в два раза превосходит угол пружинения стали),
- радиуса гибки (чем больше радиус, тем больше угол пружинения),
- толщина материала (чем тоньше материал, тем больше угол пружинения) (Справочник конструктора по листовой штамповке. В.П. Островский. - М.: МАШГИЗ, 1957 г., стр. 75).
В процессе гибки пластическая остаточная деформация не проникает через всю толщину полосы: поверхностные слои деформируются пластически, внутренние упруго.
При снятии внешних нагрузок зоны пластической деформации стремятся зафиксировать лист в согнутом состоянии, а зоны упругой деформации будут стремиться вернуть его в первоначальное состояние до изгиба, в результате чего будет возникать эффект распружинивания. Распружинивание приводит к изменению кривизны листа и угла изгиба.
В способе используют овализирующий инструмент, так как пары верхних и нижних валков образуют по осям клетей поперечные сечения штрипса в форме овала. Особенностью овализации является применение радиусов формовки Rф, меньших, чем радиус готовой трубы Rт. Радиус формовки рассчитывают по определенному коэффициенту из диапазона 0,8÷0,95 от радиуса готовой трубы, в зависимости от диаметра и толщины стенки.
Для уменьшения размеров участков распружинивания штрипс по ширине условно делится пополам, обе половины делятся симметрично относительно друг друга на крайнее участки размером ≤2,5 мм (А4) и три последовательно расположенных приблизительно равных внутренних участка: периферийного (A3), среднего (А2) и центрального (А1), которые последовательно обрабатываются Rф, в три этапа. Это позволяет снизить напряжения, возникающие от пружинения, до величин, не приводящих к образованию гофров, смещению кромок профиля и, как следствие, изготовлению некачественной сварной трубы.
Проработку штрипса начинают в первой формовочной клети с периферийных участков, которые изгибают радиусом формовки Rф, равным (0,8-0,95) от радиуса трубы (Rт) с одновременным изгибом кромок радиусом, равным (0,65-0,75)Rт, а центральные и средние участки изгибают радиусом обратного перегиба со значением, которое не выводит штрипс из области упругих деформаций.
Полученный профиль желобчатой формы с закруглениями по боковым сторонам с радиусами, размеры которых близки к конечным равной размерам отформованной заготовки перед сваркой, исключает в последующих проходах необходимость дополнительной деформации этих участков. За счет этого снижается неравномерность продольных деформаций по сечению. Изгиб средней части полосы в направлении, обратном кривизне трубы, позволяет:
- повысить устойчивость профиля при дальнейшей формовке,
- за счет принудительного начального разведения отформованных боковых сторон дает возможность равномерно и последовательно изогнуть с заданной кривизной среднюю часть трубной заготовки в последующих проходах в замкнутый контур трубы конечной формы.
На втором этапе происходит постепенная проработка центральных участков (А1) до радиуса Rф, при условии, что средние участки (А2) обрабатываются радиусом, не выводящим штрипс из области упругих деформаций, а периферийные участки (A3 и А4) уже проработаны.
Изгиб центральных участков, радиусами гиба Rф, на втором этапе придает зеркальную симметричность двух частей заготовки относительно вертикальной оси. Постепенная проработка этих участков обеспечивает монотонность гибки и снижает риски образования гофров.
На третьем этапе обработки производят изгиб средних участков (А2) до радиуса Rф, при условии проведения постепенной принудительной расформовки центральных (А1) и периферийных (A3) участков до радиуса, обеспечивающего на выходе из формовочного стана форму эллипса с большей горизонтальной осью в диапазоне 1,02÷1,1 по отношению к вертикальной оси. Данное отношение осей эллипса подобрано опытным путем и обеспечивает при сварке оптимальные условия стыковки кромок заготовки, что в свою очередь гарантирует получение качественного сварного шва.
Расформовка центральных (А1) и периферийных (A3) участков заготовки приводит к последовательному растяжению-сжатию частей заготовки, которые расположены с внутренней стороны от нейтрального сечения, и сжатию-растяжению частей заготовки, которые расположены с наружной стороны от нейтрального сечения заготовки. Таким образом, пластическая деформация металла приводит к уменьшению предела упругости при повторной деформации противоположного знака (эффект Баушингера) (Аркулис Г.Э., Дрогобид В.Г. Теория пластичности. – М.: Металлургия, 1987, с. 159). В результате пружинение материала получаемой детали резко уменьшается, т.к. последующее растяжение заготовки после ее сжатия или ее сжатие после предварительного растяжения приводят к уменьшению напряжений текучести материала и, следовательно, к уменьшению упругой составляющей деформации (т.е. к уменьшению пружинения, а следовательно, к повышению точности геометрических размеров заготовки).
Пример конкретного выполнения.
Цель работы: Изготовление сварной трубы ∅25,4 мм с отношением диаметра к толщине стенки D/s=63,5 из титанового сплава Gr2 соответствующей требованиям стандарта ASTM В338, ширина штрипса 80,4 мм.
Радиус формовки был принят расчетный, равный 0,87-0,88 от радиуса трубы Rт=12,7 мм и составил Rф=11,1-11,3 мм.
Трубная заготовка перед сваркой имела заданный профиль поперечного сечения, величина расхождения кромок перед сваркой соответствовала расчетной и составила 2÷4 мм.
Калибровочные валки, установленные на стане, были выполнены одним радиусом и настроены на выходной размер ∅025,36-∅25,38 мм. Максимально-допустимый размер сварной трубы ∅25,527 мм, и минимально-допустимый размер ∅25,273 мм в соответствии с требованиями ASTM B338.
После сварки и калибровки были выполнены:
- металлографический контроль;
- испытание на раздачу, величина раздачи 22%, трещины или надрывы отсутствуют, соответствует ASTM В338;
- испытание на сплющивание, на внешней и внутренней поверхности отсутствуют трещины или надрывы, соответствует ASTM В338;
- испытание на растяжение, предел текучести 310 МПа, временное сопротивление 422 МПа, относительное удлинение 44,2%, соответствует ASTM В338.
Проведенные замеры наружного диаметра труб, выходящих с линии, имели значения: максимум 25,49 мм и минимум 25,32 мм, что удовлетворяет требованиям ASTM B338.
Данный способ позволяет изготовлять трубы соответствующим мировым стандартам.
Способ изготовления сварных прямошовных труб из титановых сплавов, включающий формовку штрипса в трубную заготовку в виде овального цилиндра, сварку и калибровку, отличающийся тем, что перед формовкой выполняют условное деление штрипса по ширине на две равные части с дополнительным разделением каждой из них на крайние участки размером ≤2,5 мм и три последовательно расположенных приблизительно равных внутренних периферийного, среднего и центрального участка, которые формуют радиусом Rф, равным (0,8-0,95) от радиуса трубы Rт в три последовательных этапа, при этом на первом этапе осуществляют изгиб периферийных участков до радиуса Rф с одновременным изгибом крайних участков до радиуса, равного (0,65-0,75) Rт, а центральные и средние участки изгибают радиусом обратного перегиба, обеспечивающим возможность сохранения штрипса в области упругих деформаций, на втором этапе производят постепенный изгиб центральных участков до радиуса Rф и средних участков - до радиуса, обеспечивающего возможность сохранения штрипса в области упругих деформаций, а на третьем этапе формуют средние участки радиусом Rф с проведением постепенной принудительной расформовки центральных и периферийных участков до радиуса, обеспечивающего формирование трубной заготовки с сечением в виде эллипса с горизонтальной осью, равной 1,02÷1,1 вертикальной оси.
www.findpatent.ru
Способ изготовления многослойных сварных труб
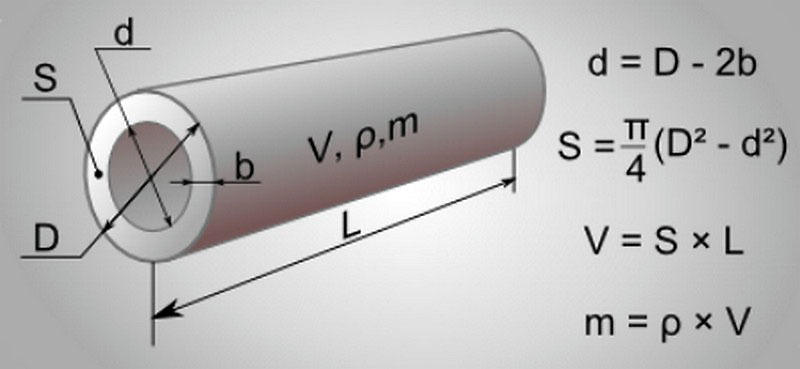
Изобретение касается изготовления труб специальной конструкции и может быть использовано при производстве труб для строительства мощных магистральных газопповодов. Цель изобретения - получение заданных геометрических и прочностных параметров труб и снижение трудоемкости их изготовления. При изготов лении труб заданного диаметра из полосы с заданной шириной и серповидностью для устранения погрешностей варьируют шаг навивки. При использовании навивки труб одновременно из нескольких полос в качестве последних применяют материалы с различными пластично-прочностными свойствами , 1 з.п. ф-лы, 3 ил.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧГСКИХ
РЕСПУБЛИК (5I)5 В 21 С 37/12
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4678000/27 (22) 23.03.89 (46) 07.12.91. Бюл. ¹ 45 (75) В. Ф. Кокшаров (53) 621.774.21 (088.8) (56) Авторское свидетельство СССР
¹ 632446, кл. В 21 D 51/24, 1977. (54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СВАРНЫХ ТРУБ (57) Изобретение касается изготовления труб специальной конструкции и может быть использовано при производстве труб
Изобретение относится к области изготовления труб специальной конструкции и может быть использовано при производстве труб для строительства мощных магистральных газопроводов, Целью изобретения является получение заданных геометрических и прочностных параметров труб и снижение трудоемкости их изготовления.
Сущность изобретения -заключается в том, что при использовании полосы с заданной серповидностью (радиусом кривизны по ширине) геометрические параметры определяют из установленного оптимального . соотношения, а для компенсации погрешностей изготовления используют шаг навивки полосы.
На фиг. 1 представлена схема сворачивания трубы; на фиг. 2 — изделие, общий вид; на фиг. 3 — схема для определения геометрических параметров.
Соотношения между геометрическими параметрами полосы и трубы определяются
„„. ЫÄÄ 1696037 A l для строительства мощных магистральных газопроводов. Цель изобретения — получение заданных геометрических и прочностных параметров труб и снижение трудоемкости их изготовления, При иэгетей -. лении труб заданного диаметра из полосы с заданной шириной и.серповидностью для устранения погрешностей варьируют шаг навивки. При использовании навивки труб одновременно из нескольких полос в качестве последних применяют материалы с различными пластично-прочностными свойствами. 1 з.п, ф-лы, 3 ил. из развертки одного витка трубы (фиг. 3), который представляет собой усеченный конус с основаниями, размещенными на шаг навивки.
Развертка одного витка — это. кольцевой сектор, дуги которого ограничены одинаковым центральным углом, Разница радиусов сектора равна ширине полосы В. На основании равенства углов имеет место равенство отношений длины дуги к радиусу. Размеры дуг равны длинам окружностей наружного
DH и внутреннего De диаметров трубы в отношении к косинусу углов подъема наружной и BHóòðåííåé спирали, Отношение имеет вид г - н 0в
R+ 8 R
После сокращений и преобразований
О и De R +  — R или
2дп B
Ов R
1б96037 таким образом
De=2 Рдп/В или Ье=2 Рд/t, где R — радиус серповидности полосы, д n — толщина стенки многослойной трубы; 5
t = В/n — шаг навивки спирали, Необходимую точность диаметра трубы получают из полосы, изготовленной по самым низким квалитетам точности за счет коррекции шага навивки. Величина коррек- 10 ции вычисляется по сумме частых дифференциалов всех параметров трубы и полосы и их предельных значений отклонений.
Спиральный сварочный шов в предлагаемой трубе нагрузку от кольцевых напряже- 15 ний не воспринимает, так как усилие направлено вдоль шва, Снижение требований к сварочному шву, более простая технология сварки нахлесточного шва rio сравнению со стыко- 20 вым, устранение нескольких операций приподготовке полосы перед ее сворачиванием, низкие требования к ее геометрическим параметрам позволяют значительно снизить трудоемкость изготовления трубы. 25
Основной причиной разрушения труб является низкая пластичность и вязкость зоны термического влияния сварочных соединений в сочетании с концентрацией напряжений, вызванных формой усиления 30 сварочного шва и неточностью сборки кромок полосы под сварку. Отсутствие указанных факторов при изготовлении по предлагаемому способу значительно увеличивает прочность. 35
Нагрузка от осевых напря>кений направлена нормально к сварочному шву и часть ее компенсируется силами трения между слоями трубы. Для полной компенсации осевой нагрузки и устранения осевых 40 напряжений со спирального сварочного шва ширину полосы. выбирают погследук>щему соотношению;
В ) D/8f(1 — и ), где 1 — коэффициент трения между слоями 45 трубы.
Приведенное соотношение вычисляется из условия превышения силами трения между слоями осевых напряжений. Для повышения производительности по предлага- 50 емому способу с использованием всех преимуществ непрерывной технологии трубу сворачивают одновременно из нескольких полос, на число которых увеличивают шаг навивки и радиус серповидности поло- 55 сы, при этом во столько же раз увеличивается производительность, Используя общий принцип направленного изменения свойств материалов путем составления композиций, можно улучшить экплуатационные свойства трубы за счет сворачивания ее из полос с различными пластично-прочностными свойствами, т.е. получить стенку трубы, армированную слоями с разными значениями вязкости и временным сопротивлением разрыву (фиг. 2).
Для осуществления способа необходимо по требуемому диаметру трубы и допустимому давлению определить параметры стальной полосы, Пример. При определении параметров полосы для изготовления по предлагаемому способу трубы диаметром 0 = 1000 мм на давление P = 10 МПа из стали с допускаемым напряжением o -- 250 МПа в начале из условия прочности трубы определяется mnщина ее стенки; д и = DP/2 О =20 мм.
Толщину полосы выбирают из первого ряда предпочтительных чисел и принимают д = 4 мм, тогда число слоев п = 5.
Ширину полосы определяют по приведенному соотношению при значениях коэффициента трения f = 0,2, тогда B) 780 мм, Ширину полосы выбирают также из первого ряда предпочтительных чисел и принимают
В = 1000 мм, Затем по приведенному соотношению определяют радиус кривизны полосы:
R = 0В/2 д n = 25000 мм.
Таким образом определяют номинальные геометрические параметры полосы (R =
= 25000 мм; В = 1000 мм; д = 4 мм) для изготовления пятислойной трубы диаметром 0 = 1000 мм, Далее для каждого параметра предельные отклонения размеров экономически целесообразно установить на основе специальных классов точности предельных отклонений, указанных в документе Ст СЗВ ЗО2—
76, По таблицам названного документа определяют предельные отклонения каждого размера:
D = 1000 мм, Л 0 = — 0,9 MM д=4 мм, Лд= — 0,12 мм
В = 1000 мм, Л В = — 9,0мм
R = 25000 мм, Л R = — 1000 мм
Шаг навивки полосы определяется из соотношения t = В/n = 200 мм.
Теперь необходимо определить, в каких пределах будет изменяться шаг навивки при, использовании его в качестве подвижного компенсатора погрешностей для достижения требуемой точности диаметра трубы.
Для этого с помощью полного дефференциала определяют предельное отклонение числа слоев навивки Л n: п =DB/2 Рд, 1696037 полный дифференциал л — в
0 без обрезки боковых кромок полосы и
AA=dп= с10+ dB— гог овки их под сварку, позволяет, снизить
DB ов энергоемкость и трудозатраты за счет и о2йд 2
dR — d пособа сварки и уменьшения массы подставляем значения и вычисляем
5 металла сварочного шва в 3 аза по
5 мет р по сравне4 п =5 . 10-з d D+ . -з нию с прямошовными и более чем в б раз по — 2 ° 10 4 d R — 1,25 d д = спиралешовными однослойными трубами тех же параметров.
К омет
10 о р ого, при использовании способа обеспечивается снижение затрат за счет бо-
045 " -0,0б лее низких требований к точности с и геометриТак как из л ческих парамет ов р рулонированной полосы ев трубы не олж условия проч ости 4utcllo слости путем снятия со маем для Л и должно быть меньше 5, прини- спиРального шва Раб
15 а очих напряжений. отклонение. и только положительное ф
1. тени я
Полный ифф пособ изгот . С овления многослойных ки и дифференциал для шага навив- сварных, труб, при которо б ом тру у сворачива1 В ют внахлест по винтовой спи а ли из полосы
ht= d t= — d  — — dn. с непрерывным радиусом кривизны по шип 2
20 ине от
По став и и р, лича ющийсятем,что сце д ляем значение и вычисляем лью
d т = 0 — =,, т.е. т = олучения заданных геометриче ских и прочостн ых параметров труб и с юкю
1 /, геометрические
Таким образом изменение шага навивки в пределах от 184,2 до 200 мм ком руют погрешности всей размерной цепи и
2 Кдп
° достигают требуемой точност ти диаметра
В трубы, где D — диаметр трубы, мм;
Затем рассчитывается шаг навивки для
 — радиус кривизны полосы, мм; конкретных текущих Отклонений кот установлены следующими: Л 0 = — 0 45 и — число слоев тр б — у ы;
=-06мм ЛВ= — 45мм Лй= — 500мм фф е ие числа слоев навивки Лп = 0 15025 ашаг = пи
35 грешностей геометрических парамет ов по-, 2. Способ поп, 1, отличающийс диаметр трубы D = = 99 тем, что, с ель, с целью устранения осевых напря9 84 MM.
40 на жений со спирального ш а шва, ширину полосы
Возможность реализации спо оба на
c08p8M8HHblx промышленных спиралешовных станах по упрощенной технологии, т СЛОЯМИ ТРУб
1696037
Составитель А.Сушкин
Редактор G.Юрковецкая Текред M.Ìoðãåíòàë Корректор О.Кундрик
Заказ 4255 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат "Патент", r. Ужгород, ул.Гагарина, 101




www.findpatent.ru