- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
- для арматуры
- для сосудов и аппаратов.
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
- с шейкой для приварки Welding Neck;
- сквозные Slip-on;
- нарезные или резьбовые Threaded flanges;
- приварные внахлест (свободновращающиеся) Lap Joint;
- приварные с впадиной под сварку Socket-welding;
- фланцевые заглушки Blind flanges.
- Приварка встык. При этом способе диск сваривается с трубой по всему периметру после состыковки.
- Приварка надетого на трубу приварного диска. В таком случае сварка производится по наружной и внутренней поверхности кольца.
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
- химической промышленности;
- нефтегазовом комплексе;
- на транспорте;
- машиностроении и судостроении;
- электроэнергетике и других отраслях.
- трубопроводной арматуры;
- различных резервуаров;
- приборов;
- патрубков;
- деталей машин и аппаратов.
- ультразвуковая диагностика;
- рентгенография;
- визуальный осмотр;
- дефектоскопия.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
- Первый способ – это сваривание встык. Плоскость (фланец) состыковывается с трубой по всему периметру торца трубы, делаются прихватки и затем полностью обваривается. Такой процесс приваривания довольно сложен, поскольку сварочный процесс предусматривает применение всех видов сварочных швов:
- горизонтальных,
- потолочных,
- вертикальных.
- Второй способ сваривания предусматривает, что плоские фланцы одеваются на трубу, после чего привариваются. Приварной фланец такого вида отличается значительным образом от приварного фланца встык. По ГОСТ, плоские приварные фланцы, которые одеваются на трубу, должны иметь технологический зазор 1-3мм, в зависимости от наружного диаметра трубы и внутреннего диаметра фланца. После того как плоский приварной фланец одет на трубу, выполняется сварка по внутренней части самого фланца и, соответственно, по его наружной части поверхности. Аналогично сварочному процессу приваривания фланца встык, сварочные швы в данном случае используются в трех видах: потолочном, вертикальном и горизонтальном. Однако швы расположены в двух местах на закрепленной плоскости (фланце) на трубе.
- Если плоский фланец приваривается к короткому патрубку, то патрубок с прихваченным фланцем устанавливается на специальное приспособление, после чего сварщик начинает сваривание. При образовании кратера необходимо плотно упереть чехольчиком обмазки электрода встык свариваемых деталей, удерживая электрод под наклоном 40-45 градусов к горизонтали, плавно проворачивая левой рукой фланец по мере горения электрода. Электрод должен оставаться неподвижным, а образование шва происходит в результате проворачивания свариваемых деталей. Сварочный процесс должен происходить без обрыва дуги, непрерывно. Таким же способом сваривается и внутренний шов.
Большая Энциклопедия Нефти и Газа. Как приварить фланец к трубе
Приварка фланца к трубе плоская, сквозная и воротниковая
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
trubygid.ru
Сварка фланцев к трубе
Сварка фланцев
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.
Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
blog.svarcom.net
Фланцы для трубопроводов: применение сварки помогает соединить трубы
Фланцы широко применяются для надежного и герметичного соединения труб, валов, различных вращающихся деталей и компонентов аппаратов и машин. Самым распространенным способом установки фланца на трубу является приварной.
Типы фланцев
В соответствии с требованиями американской системы стандартов ANSI/ASME разделяют такие основные типы фланцев:
Способы приварки фланцев
Существует всего два способа сварки фланца.
Оба способа приварки фланца являются довольно сложными. В процессе сварки используются все типы сварочных швов: горизонтальные, вертикальные и потолочные. Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа. Отсутствие смещения осей отверстий выявляется уровнем и отвесом. Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы.
Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.
Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Применение приварных фланцев
Приварные фланцы широко используются в различных отраслях:
С помощью приварных фланцев происходит соединение:
Использование фланцевых соединений возможно в различных климатических условиях.
Контроль качества фланцевых узлов
При проверке качества фланцевых соединений возможно применение всех типов неразрушающих методов контроля:
Положительные результаты достигаются и при проведении контроля в процессе сварки, соответствии расходных материалов основному металлу, использовании соответствующей сварочной проволоки.
Преимущества приварных фланцев
Фланцевые соединения представляют собой разновидность разъемного способа крепления. Применение металлических дисков позволяет, при необходимости, проводить разборку участка трубопровода для проведения регламентных работ.Сварные фланцы, в отличие от резьбовых аналогов, обеспечивают более высокую надежность соединений и являются экономически обоснованным способом присоединения труб к другим изделиям.
Установка фланцевых дисков и крепление их к трубе может осуществляться посредством:
Наиболее качественный результат обеспечивает контактная сварка. Фланцевое соединение является доступным методом монтажа. Большое разнообразие стандартов и материалов, из которых изготавливаются фланцы, позволяет подбирать оптимальные варианты для качественного разъемного соединения. Применение приварных фланцев происходит повсеместно во всех сферах промышленного производства.
Похожие статьиgoodsvarka.ru
GardenWeb
Категория: Сварочные работы
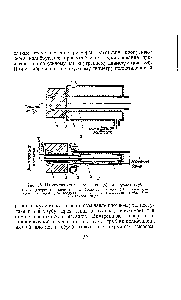
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (рис. 1, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце, как показано на рис. 1, б.
Рис. 1. Виды приварки фланцев к трубам: а — при давлении в трубопроводе до 10 кгс/см2, б — при давлении в трубопроводе 16 и 25 кгс/см
Высота шва принимается от 5 до 10 мм, в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
Приваривать фланцы к патрубкам рекомендуется в приспособлении (рис. 2), предложенном инж. С. Н. Лисициным и А. Д. Бон-даренко. Приспособление состоит из нижнего неподвижного фланца 1 и верхнего 2, поворачивающегося на шарикоподшипнике.
Патрубок с прихваченным фланцем устанавливают на приспособлении, и сварщик начинает сварку. При образовании кратера он плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40—45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов обрадуется при поворачивании свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
Рис. 2. Приспособление для приварки фланцев: а — приварка наружного шва, б — приварка внутреннего шва; 1 — патрубок С нижним неподвижным фланцем, 2 — верхний вращающийся на шарикоподшипнике фланец
Сварочные работы - Приварка фланцевgardenweb.ru
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.
Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
Сварка фланцев
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
trubygid.ru
www.samsvar.ru
Как приварить трубу к плоскости
На любом трубопроводе, который является магистральной конструкцией из скрепленных между собой труб при помощи соединительных элементов, так называемых фланцевых соединений, имеется как минимум два конца и каждый из них должен иметь фланцевую заглушку. Фланцевые заглушки, так же как и фланцевые соединения, имеют вид плоскости и крепятся к трубе в большинстве случаев при помощи сварки.

Для обеспечения герметичности трубопроводной системы необходимо произвести качественный сварочный процесс при выполнении работ по креплению фланцев и заглушек к трубе, который в итоге сводится к вопросу: как приварить трубу к плоскости.
Способы сваривания трубы с плоскостью
При этом для выполнения качественного соединения от сварщика требуется наличие довольно высокой квалификации.

kovka-svarka.net
PORCHY, MAY WAVE$, JEEMBO, LOQIEMEAN, THOMAS MRAZ, TVETH, SOULOUD, MARKUL, OXXXYMIRON
[Куплет 5: Thomas Mraz] Мы пожиратели смерти Суки сами лезут нам в сети Вот вам наши черные метки Мы просочились сквозь клетки Здесь у каждого свой интерес Я снимаю кэш, она снимает мой стресс Поднимаю бабки - вырастает пресс На моем счету зарплата шесть нулей Моя команда - Акацуки Мы пилим долю по-братски Большие залы оваций Я заказал лёд по рации Мы в дороге под Аяваской Турим больше, чем Бонифаций Мой бак потек, я наклею пластырь Секи сюда, это BM паства Этот Томми Паста [Куплет 6: Tveth] (Брра, kyo, ё, е, kyo, е-е, хоу) Еду через город на дело, а В голове triple six девять Заливаю бак на останки своих денег Потом к моей boo - она показывает, что умеет (хей, нет-нет) Я брожу за зеркалами И сзади стоят тени, но что же с ними стало? И все мои враги вдруг оказались истуканами Час назад он был живой, теперь как будто каменный Хей, Твет, как можно жить с таким названием Когда его каждый второй не выговаривает? (нет-нет) Я буду делать, чтобы знали Ты помни мое имя и пиши его заглавными Я хочу, чтоб на моей семье сияли камни (нет-нет) Чтобы близкие не нуждались И сохранять суть, но оттачивая стамину Доставать АК из багажника Гелендвагена (нет-нет) Вы меня поняли неправильно Это те проблемы, от которых голова болит Просто-напросто я не хочу быть тут заваленным Из горячих точек, стволом, может даже табельным (нет-нет) Вы меня поняли неправильно Это те вопросы, от которых вся душа болит Просто-напросто не хотел бы быть отравленным Вашими словами или же другими ядами Йе [Куплет 7: Souloud] Съем слиток золота, слиток золота Посолю, поперчу, абсолютно без чувств Съем слиток золота, слиток золота Посолю, поперчу, абсолютно без чувств Я хожу в одном и том же каждый день Ну давай, найди кого-нибудь свежей Да мне похуй: охладить или поджечь Да, я ем твою мечту на обед Только по рецепту, дом - одновременно кухня и аптека Я богаче всех, пока за мной ни цента Пока бьётся сердце, буду просто делать, и делать, и делать (что я умею) Я готовлю треки каждый новый, сука, вечер Да, я Аватар гор, воды, земли и веры Я тот самый тип, что смеётся последним [Куплет 8: Markul] Где-то говорили, что я сделал проще тон: «Его треки для ротации, его тексты ни о чем» «К нему просто доебаться, сразу видно, что мажор» «Без чужих рекомендаций он сюда бы не прошел» «И нам похуй на таких, как этот» «За ним - большие дяди и вагон запретов» «Это проект, который прогорит за лето» «Я на его концерт не подойду на метр» Именно поэтому мне предлагали три контракта Но я выкинул их все, ведь так нужна команда Это все происходило за полгода до BM И я с ними, потому что не хотел двигать ни с кем (Чё ты знаешь?) Захочу, я буду петь фальцетом Суки, трек за треком - весь текст об этом Даже при таких во мне больше рэпа Только вспомни, где я был ещё прошлым летом (Марк) [Куплет 9: Oxxxymiron] Перебив охрану Влезть на территорию Богемской рощи Или увидеть церемонию иллюминатов Приоткрыв Букингемский дворец на ощупь (эй, эй) Или, купив гранату, с ней в клуб завалиться Бильдербергский ночью - поебать Всё это заведомо проще, чем Вашим попасть на BM сыночкам Ведь мы - закрытый круг, как Римский клуб и Сити Грув Сосите хуй! Я был GQ, когда Soul и May ходили на труд Дни бегут, нынче их лица в crew - Столица, Юг Санкт-Петербург плюс Уфимский грув из глубин Сибирских руд Самый странный рэп-игрок, ведь (а) Были популярны KRec и ГРОТ, но (оу) Вылез аутсайдер, червь, микроб Интернет-герой, гид секретных троп Я - ветеран, а ты - вор Ты купил себе медали, но попса - не хип-хоп Сегодня каждый дохуя гомофоб Но олдфаги знают, кто кому клал ягоды в рот Слышь? Эмигрант, как Беллик (оу) На столе - «Государь» Макиавелли (оу) У нас разные цели: Твой рэп - это рамс на фене Максимум декаданс с R. Kelly Я в Марракеше в поисках откровений Booking как отели, Machine как Gun Kelly (почему?) Вдохновения, psychedelic Я пример преемственности поколений (Оу) [Аутро: Oxxxymiron] Внизу будь начеку, наверху смотри в оба Протянешь сукам руку - откусят по локоть И чтоб не быть закуской, как льву антилопа Найди верную crew - наверху одиноко Внизу будь начеку, наверху смотри в оба Протянешь сукам руку - откусят по локоть И чтоб не быть закуской, как льву антилопа Найди верную crew - наверху одиноко
frvid.com
PORCHY, MAY WAVE$, JEEMBO, LOQIEMEAN, THOMAS MRAZ, TVETH, SOULOUD, MARKUL, OXXXYMIRON
[Куплет 5: Thomas Mraz] Мы пожиратели смерти Суки сами лезут нам в сети Вот вам наши черные метки Мы просочились сквозь клетки Здесь у каждого свой интерес Я снимаю кэш, она снимает мой стресс Поднимаю бабки — вырастает пресс На моем счету зарплата шесть нулей Моя команда — Акацуки Мы пилим долю по-братски Большие залы оваций Я заказал лёд по рации Мы в дороге под Аяваской Турим больше, чем Бонифаций Мой бак потек, я наклею пластырь Секи сюда, это BM паства Этот Томми Паста [Куплет 6: Tveth] (Брра, kyo, ё, е, kyo, е-е, хоу) Еду через город на дело, а В голове triple six девять Заливаю бак на останки своих денег Потом к моей boo — она показывает, что умеет (хей, нет-нет) Я брожу за зеркалами И сзади стоят тени, но что же с ними стало? И все мои враги вдруг оказались истуканами Час назад он был живой, теперь как будто каменный Хей, Твет, как можно жить с таким названием Когда его каждый второй не выговаривает? (нет-нет) Я буду делать, чтобы знали Ты помни мое имя и пиши его заглавными Я хочу, чтоб на моей семье сияли камни (нет-нет) Чтобы близкие не нуждались И сохранять суть, но оттачивая стамину Доставать АК из багажника Гелендвагена (нет-нет) Вы меня поняли неправильно Это те проблемы, от которых голова болит Просто-напросто я не хочу быть тут заваленным Из горячих точек, стволом, может даже табельным (нет-нет) Вы меня поняли неправильно Это те вопросы, от которых вся душа болит Просто-напросто не хотел бы быть отравленным Вашими словами или же другими ядами Йе [Куплет 7: Souloud] Съем слиток золота, слиток золота Посолю, поперчу, абсолютно без чувств Съем слиток золота, слиток золота Посолю, поперчу, абсолютно без чувств Я хожу в одном и том же каждый день Ну давай, найди кого-нибудь свежей Да мне похуй: охладить или поджечь Да, я ем твою мечту на обед Только по рецепту, дом — одновременно кухня и аптека Я богаче всех, пока за мной ни цента Пока бьётся сердце, буду просто делать, и делать, и делать (что я умею) Я готовлю треки каждый новый, сука, вечер Да, я Аватар гор, воды, земли и веры Я тот самый тип, что смеётся последним [Куплет 8: Markul] Где-то говорили, что я сделал проще тон: «Его треки для ротации, его тексты ни о чем» «К нему просто доебаться, сразу видно, что мажор» «Без чужих рекомендаций он сюда бы не прошел» «И нам похуй на таких, как этот» «За ним - большие дяди и вагон запретов» «Это проект, который прогорит за лето» «Я на его концерт не подойду на метр» Именно поэтому мне предлагали три контракта Но я выкинул их все, ведь так нужна команда Это все происходило за полгода до BM И я с ними, потому что не хотел двигать ни с кем (Чё ты знаешь?) Захочу, я буду петь фальцетом Суки, трек за треком — весь текст об этом Даже при таких во мне больше рэпа Только вспомни, где я был ещё прошлым летом (Марк) [Куплет 9: Oxxxymiron] Перебив охрану Влезть на территорию Богемской рощи Или увидеть церемонию иллюминатов Приоткрыв Букингемский дворец на ощупь (эй, эй) Или, купив гранату, с ней в клуб завалиться Бильдербергский ночью — поебать Всё это заведомо проще, чем Вашим попасть на BM сыночкам Ведь мы — закрытый круг, как Римский клуб и Сити Грув Сосите хуй! Я был GQ, когда Soul и May ходили на труд Дни бегут, нынче их лица в crew — Столица, Юг Санкт-Петербург плюс Уфимский грув из глубин Сибирских руд Самый странный рэп-игрок, ведь (а) Были популярны KRec и ГРОТ, но (оу) Вылез аутсайдер, червь, микроб Интернет-герой, гид секретных троп Я — ветеран, а ты — вор Ты купил себе медали, но попса — не хип-хоп Сегодня каждый дохуя гомофоб Но олдфаги знают, кто кому клал ягоды в рот Слышь? Эмигрант, как Беллик (оу) На столе — «Государь» Макиавелли (оу) У нас разные цели: Твой рэп — это рамс на фене Максимум декаданс с R. Kelly Я в Марракеше в поисках откровений Booking как отели, Machine как Gun Kelly (почему?) Вдохновения, psychedelic Я пример преемственности поколений (Оу) [Аутро: Oxxxymiron] Внизу будь начеку, наверху смотри в оба Протянешь сукам руку — откусят по локоть И чтоб не быть закуской, как льву антилопа Найди верную crew — наверху одиноко Внизу будь начеку, наверху смотри в оба Протянешь сукам руку — откусят по локоть И чтоб не быть закуской, как льву антилопа Найди верную crew — наверху одиноко
3 시간 전krfilms.net
Сборка и сварка фланца
Введение
Сварке подвергаются практически любые металлы и неметаллы в любых условиях на земле, в воде и космосе. Соединения, получаемые сваркой, характеризуются высокими механическими свойствами, небольшим расходом металла, низкой трудоемкостью и невысокой себестоимостью. Надежность соединений, выполняемых сваркой, позволяет применять ее при сборке самых ответственных конструкций.
Научно-технические, экспериментальные и практические работы, выполняемые в последнее время (примерно с 1970-х годов) в области сварки, позволили создать принципиально новые конструкции машин.
Главное требование- это соответствие эксплуатационному назначению.
Конструкции должны быть прочными, жесткими и надёжными, а так же экономичными и минимально трудоемкими при изготовлении и монтаже.
Каждая конструкция проходит 3 этапа: проектирование, изготовление и сборка или монтаж.
Основоположниками дуговой сварки являются российские ученые и инженеры- В.В.Петров, Н.Н.Бенардос, и Н.Г.Славянов.
В дуговой электросварке источником тепла является электрическая дуга, которая возникает между электродом и металлом. Сущность электродуговой сварки в том, что свариваемый металл плавится теплом дуги.
При дуговой сварке плавящимся электродом шов образуется за счет расплавления электрода и свариваемого металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей, но иногда присадочным металлом, подаваемым в зону дуги со стороны.
Темой данного проекта является сборка и сварка фланца.
1. Описание конструкции с анализом ее технологичности
Понятие технологичности сварной конструкции- это возможность изготовления всех деталей конструкции и с ее наименьшими трудовыми затратами удобными способами и с применением самого производственного оборудования, например штамповка деталей вместо кислородной резки.
Фланцы могут быть элементами трубы, фитинга, вала, корпусной детали и т.д. Фланец в виде отдельных деталей чаще всего приваривают или привинчивают к концам соединяемых деталей. Фланцы применяются для соединения изделий арматуры с трубопроводами, соединения отдельных участков трубопроводов между собой и для присоединения трубопроводов к различному оборудованию. Фланцевые соединения обеспечивают герметичность и прочность конструкций, а также простоту изготовления, разборки и сборки.
При проектировании, а так же при изготовлении сварных конструкций необходимо помнить, что очень больше внутренние напряжения (иногда- до частичного саморазрушения) возможны при сварке электрозаклепками, поэтому следует избегать таких соединений, применяя нахлесточную сварку либо в широких прорезях.
Конструкция технологична, т.к. ее можно сваривать ручной, полуавтоматической и автоматической сваркой.
2. Характеристики свариваемого материала
Свариваемость-это способность металлов и сплавов образовывать соединение с помощью сварки без трещин, пор и других дефектов.
Низколегированные стали содержат до 0,23% углерода, имеют легирующие добавки и иногда называются сталями повышенной прочности.
Особенности сварки низколегированных сталей: они ведут себя при сварке так же, как и низкоуглеродистая стал, но имеются отличия при действии термических циклов.
1. Больше склонность к росту зерен в околошовной зоне, особенно при перегреве.
2. Более склонны к подкладке при повышенных скоростях остывания.
3. Стойкость металла шва против образования горячих трещин ниже из-за легирующих элементов.
4. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
Химический состав стали
Механические свойства стали
3. Определение свариваемости материала конструкции
Сэкв.=С + Mn/6+Cr/6+Si/5+P/2+Ni/12+S/5
Cэкв.=0,2+0,48/6+0,25/5+0,04/2+0,30/12=0,37
Если Сэкв.=0,46…0,59%, то сталь хорошо сваривается
Если Сэкв.
 0,6%, то сталь плохо сваривается
0,6%, то сталь плохо сваривается Вывод: Свариваемость металла хорошая, т.к. Сэкв.≤0,45
4. Разработка технологического процесса изготовления сварной конструкции
Способ изготовления заготовки и подготовка кромок.
Изготовление заготовки фланца можно разбить на следующие этапы:
1)правка листа
2)зачистка листа и подготовка поверхности
3)подготовка кромок под сварку
1)правка листа
Листа правильные многовалковые машины предназначены для правки листового проката и листовых заготовок. Правкой осуществляет между рядами вращающихся валков, расположенных в шахматном порядке расстояния между нижним и верхнем рядами валков регулируют и устанавливают в зависимости от толщины выправленного листа .При прохождением между валками каждый участок листа получает многократный изгиб в противоположены стороны и выправляется. В зависимости от величины искривления листа правка производится за один или несколько проходов листа правильные многовалковые машины имеют 23 валка. Заготовка проходит между двумя рядами правильных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется. Ролики выполняют сменными в зависимости от конфигурации сечения выпрямляемого материала, что позволяет править на одно машин различные профилями.
2)зачистка листа и подготовка поверхности
Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалин, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению. Для очистки проката, деталей и сварных узлов применяют механические и химические методы. К механическим методам относятся способом очистки: дробеструйная, дробеметная, на зачистных станках, в галтовочных барабанах, с помощью ручных пневматических и электрических машин. К химическим- обезжиривание и травление, выполняемые ванным или струйным способами.
Дробеструйный и дробеметный способы применяют для очистки листов и профильного проката и сварных узлов от окалины, ржавчины и загрязнений при толщине металла 3мм и более. При дробеструйном и дробеметном способах очистки дробь выбрасывается с большой скоростью на очищаемый металл и ударяясь, удаляет имеющиеся на нем загрязнения, ржавчину и окалину.
Дробеструйная очистка осуществляется дробеструйными аппаратами, которые выбрасывают дробь на очищаемую поверхность через сопло с помощью сжатого воздуха.
В дробеметных аппаратах дробь выбрасывается лопатками ротора в результате центробежной силы. Дробеметную и дробеструйную очистку производят в камерах, в которых установлены очистные аппараты, оборудованные для размещения и транспортировки очищаемых изделий, устройства для сбора, сепарации (очистки), возврата дроби и для вытяжки загрязненного воздуха.
3)подготовка кромок под сварку
При назначении форм подготовки кромок учитывают прежде всего глубину провара, технологические и экономические условия процесса. Так например, стыковые соединения с V-образной подготовкой кромок рекомендуется применять для металла толщиной 3-26мм. При возможности кантовки стыкового соединения, при доступе с двух сторон, для металла толщиной 12-40мм выполняется К-образная подготовка кромок, при толщине до 60мм Х-образная разделка. В данном курсовом проекте применяется именно Х-образная разделка кромок.
Выбор сварочных материалов.
Выбор сварочных материалов осуществляется с учетом химических и механических свойств сварочного металла. Кроме того, нужно учитывать технологические особенности сварочной конструкции и состав сварки. В данном случае для автоматической сварки фланца выбирается следующие сварочные материалы:
1)сварочная проволока Св-08А
2)флюс ФЦ-16
Электродная проволока при автоматической сварке под флюсом является одним из основных элементов, определяющих качество сварного соединения. Ее выбирают в соответствии с химическим составом сварного материала и флюса. Механические свойства наплавленного металла должны быть не менее нижнего предела механических свойств сварного металла.
Флюс является одним из важнейших элементов для успешного проведения сварки, и во многом определяет качество металла шва. Основные требования:
-обеспечение устойчивого процесса сварки
-обеспечение отсутствия трещин и пор в металле шва
-обеспечение требуемых механических свойств металла шва
-обеспечение хорошего формирования шва с легкой отделяемостью шлака
-минимальное выделение вредных газов при сварке
-сварка с их применением должна быть экономически выгодной
Выбранный флюс должен соответствовать требованиям ГОСТа и ТУ на данную марку.
Химический состав флюса ФЦ-16,% ОСТ 24.948.02-99
Сварочная проволока Св-08А ГОСТ 2246-70
Выбор способов сборки и сварки.
Для изготовления сварных конструкций высокого качества требуется правильная сборка деталей свариваемого изделия, т.е. правильная взаимная установка и закрепление.
Процесс сборки свариваемого изделия из ряда последовательных операций. Сначала детали подаются на рабочее место, затем собирается изделие или сварной узел. Для этого необходимо установить детали в сборочном устройстве в определенном положении. В этих положениях детали должны быть закреплены, после чего их сваривают. Подача деталей к месту сборки и установка их в требуемом положении осуществляется универсальным или специальным подъемно-транспортным оборудованием. Положение деталей во время сборки определяется установочными элементами приспособления или другими смежными деталями.
mirznanii.com
Приварка - фланец - Большая Энциклопедия Нефти и Газа, статья, страница 4
Приварка - фланец
Cтраница 4
Какие применяются способы приварки фланцев к трубам. [46]
Выверка - правильности приварки фланца ведется при прихватке угольником 90 или специальными угольниками-шаблонами. [47]
Фланцевое соединение с приваркой фланца к кольцу, наклеенному на трубу; кольцо надевают в горячем состоянии на трубу, предварительно промазанную клеем. Состав клеев приведен ниже. [48]
Помимо специализированных станков для приварки фланцев к патрубкам, применяют манипуляторы различных конструкций, предназначенные для сварки узлов трубопроводов. На рис. 96 показана конструкция универсального манипулятора Т-25, позволяющего выполнять автоматическую и полуавтоматическую сварку труб, приварку отводов, фланцев, заглушек, патрубков, сварку секционных отводов диаметром от 150 до 600 мм. [49]
Если пайка труб и приварка фланцев медно-цинковым припоем или медью производится на горне, последний должен быть оборудован вытяжной вентиляцией. [50]
Внутренняя поверхность грундбуксы после приварки фланца и упорного кольца протачивается на токарном станке, производится также обточка наружной и внутренней поверхности кольца и фланца грундбуксы. [51]
Держатели ДШ-16 служат для приварки фланцев к трубам диаметром 32 - 76 мм, а ДШ-17 - к трубам диаметром 76 - 160 мм. [52]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. У труб с толщиной стенок более 5 мм срезают фаски под углом 30 - 40, причем толщина не скошенной части должна быть не меньше 1 5 - 2 мм. Зазор между свариваемыми торцами выдерживается одинаковым по всей окружности и составляет 1 - 1 5 мм ( фиг. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, то это может привести к образованию наплыва металла внутри трубы, что вызовет сужение ее проходного сечения. [53]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. [54]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится встык. У труб с толщиной стенок более 5 мм срезают фаски под углом 30 - 40, причем толщина на скошенной части должна быть не меньше 1 5 - 2 мм. Зазор между свариваемыми торцами выдерживают одинаковым по всей окружности и он должен быть 1 - 1 5 мм ( рис. XIII. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, то исправлять этот дефект нагревом и вытяжкой одного из концов труб, либо вытягиванием всего трубопровода запрещается. В этом случае один из концов труб обрезают и в трубопровод вваривают вставку, длина которой должна быть не менее 100 мм для труб диаметром до 150 и 200 мм - при большем диаметре. [55]
Сварка трубопроводов между собой, приварка фланцев к трубам обычно производится в стык ( фиг. У труб с толщиной стенок более 5 мм сре-ают фаски под углом 30 - 40, причем толщина не скошенной части должна быть не меньше 1 5 - 2 мм. Зазор между свариваемыми торцами выдерживается одинаковым по всей окружности и составляет 1 - 1 5 мм ( фиг. Если неправильно подогнаны свариваемые торцы или слишком велик зазор между ними, тс это может привести к образованию наплыва металла внутри трубы, что вызовет сужение ее проходного сечения. [56]
Контроль сварных швов осуществляется после приварки фланцев, штуцеров, люков, укрепляющих колец и других деталей к корпусу аппарата при помощи ультразвукового дефектоскопа УДМ-1М и просвечиванием в специальной рентгенокамере. Аппараты закатываются в камеру на тележке - кантователе. [57]
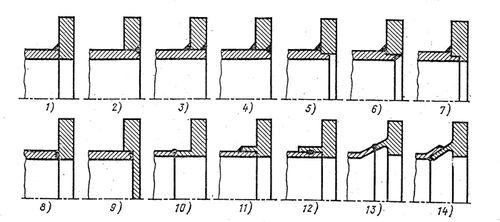
На рис. 190 изображены способы приварки фланцев к трубам. Недостаток конструкции 1 состоит в том, что фланец не зафиксирован в радиальном направлении. [59]
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. [60]
Страницы: 1 2 3 4 5
www.ngpedia.ru