- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
- Автор: Виталий Данилович Орлов
- Распечатать
- С электроприводом. Это устройство для изменения формы труб практически полностью автоматизировано и не требует силы человека для осуществления рабочего процесса. Оно позволяет, за максимально короткий отрезок времени, придавать большому количеству элементов нужных форм.
- На гидравлике. Наличие установленного пресса с гидравлическим приводом разрешает изогнуть трубу любого диаметра – сила устройства очень большая. Но огромными габаритами и невозможностью переноса с места на место они проигрывают мобильным моделям.
- Ручные. Такие вальцы имеют небольшие размеры, что упрощает транспортировку, но их работа подразумевает наличие у человека определенной силы, необходимой для изгиба профильной трубы.
- Разместить трубу на подающих вальцах устройства.
- Прижать трубу к любому из двух вальцов, наращивая силу прижима до тех пор, пока элемент не начнет изгибаться под нужным углом.
- Включить механизм передачи. Труба начнет проходить через устройство и по всей длине получиться равномерный изгиб.
- Опорная рама.
- Вальцы. В большинстве случаев их 3: 2 обводных и 1 прижимной.
- Подшипники.
- Привод.
- Направляющие кольца.
- Стопор (нужен, чтобы и фиксировать определенный уровень изгиба).
- Шток для подачи валка прижима.
- Основание должно выдерживать большие нагрузки — для его изготовления своими руками используют швеллер, а лучше – трубчатый каркас.
- Часть, которая будет отвечать за подачу усилия для изгиба, выполняют из П-образного каркаса. В его верх вваривается гайка. В этом случае используется струбцина с резьбой. В шпильку вкручивается болт подходящего диаметра и на его конец приваривается круглая металлическая пятка.
- Для изготовления механизма подачи нужно найти цепь от мотоцикла или велосипеда. На вальцы привариваются 2 звездочки: 1 на деформирующий и 1 на ведомый. Натягивается цепь и проверяется. Только после того, как убедились, что вальцы с натянутой цепью вращаются без затруднений – приваривается ручка.
- Вальцы должны иметь высокий уровень прочности, который позволит не поддаваться воздействию профильной трубы (нужно гнуть трубы, а не наоборот). Их можно изготовить из обычной стали, которая после вытачивания должна быть закалена.
- Для крепления вальцов используют подшипники качения, которые устанавливаются на станинах (расположены на стаканах).
- С электроприводом. Это устройство для изменения формы труб практически полностью автоматизировано и не требует силы человека для осуществления рабочего процесса. Оно позволяет, за максимально короткий отрезок времени, придавать большому количеству элементов нужных форм.
- На гидравлике. Наличие установленного пресса с гидравлическим приводом разрешает изогнуть трубу любого диаметра – сила устройства очень большая. Но огромными габаритами и невозможностью переноса с места на место они проигрывают мобильным моделям.
- Ручные. Такие вальцы имеют небольшие размеры, что упрощает транспортировку, но их работа подразумевает наличие у человека определенной силы, необходимой для изгиба профильной трубы.
- Разместить трубу на подающих вальцах устройства.
- Прижать трубу к любому из двух вальцов, наращивая силу прижима до тех пор, пока элемент не начнет изгибаться под нужным углом.
- Включить механизм передачи. Труба начнет проходить через устройство и по всей длине получиться равномерный изгиб.
- Опорная рама.
- Вальцы. В большинстве случаев их 3: 2 обводных и 1 прижимной.
- Подшипники.
- Привод.
- Направляющие кольца.
- Стопор (нужен, чтобы и фиксировать определенный уровень изгиба).
- Шток для подачи валка прижима.
- Основание должно выдерживать большие нагрузки — для его изготовления своими руками используют швеллер, а лучше – трубчатый каркас.
- Часть, которая будет отвечать за подачу усилия для изгиба, выполняют из П-образного каркаса. В его верх вваривается гайка. В этом случае используется струбцина с резьбой. В шпильку вкручивается болт подходящего диаметра и на его конец приваривается круглая металлическая пятка.
- Для изготовления механизма подачи нужно найти цепь от мотоцикла или велосипеда. На вальцы привариваются 2 звездочки: 1 на деформирующий и 1 на ведомый. Натягивается цепь и проверяется. Только после того, как убедились, что вальцы с натянутой цепью вращаются без затруднений – приваривается ручка.
- Вальцы должны иметь высокий уровень прочности, который позволит не поддаваться воздействию профильной трубы (нужно гнуть трубы, а не наоборот). Их можно изготовить из обычной стали, которая после вытачивания должна быть закалена.
- Для крепления вальцов используют подшипники качения, которые устанавливаются на станинах (расположены на стаканах).
- Станину лучше всего изготавливать из трубчатого каркаса, если у вас его нет, то воспользуйтесь швеллером.
- Деформирующую часть соберите из каркаса, который имеет форму буквы П, а на его верхнюю часть наварите гайку. При этом вам необходимо будет использовать струбцину, которая имеет резьбу. Далее вверните в шпильку подходящую по диаметру гайку, на ее конец приварите пятку круглой формы. Также вы можете воспользоваться гидравлическим домкратом. Если вы воспользовались таким способом, то расположите его под станиной, при этом деформация станет передаваться при помощи поступающего давления на находящиеся сверху вальцы подачи.
- Для того чтобы сделать механизм подачи, постарайтесь найти цепь, которая могла остаться у вас от использования велосипеда. Если у вас такая имеется, то одну ее звездочку прикрепите на деформирующий вал, а вторую на ведомый. Далее вам необходимо натянуть цепь, проверить ее и только потом приваривать ручку.
- Чтобы выточить сами вальцы, воспользуйтесь самой обычной сталью, правда, после вам необходимо будет ее закалить.
- Чтобы закрепить элементы, вам необходимо будет приобрести или найти подшипники качения, которые нужно прикрепить к станинам расположенным на стаканах.
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
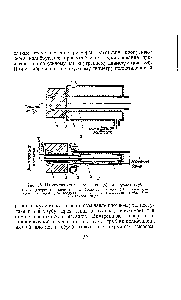
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
- Виды механизмов
- Вальцы сборки
- Порядок
- Видео
- вальцы типа;
- электрические
- валковые механизмы, гидравлическим приводом.
- Массивное основание
- Подающие и вальцы, соединённые собой посредством передачи.
- Комплект струбцин.
- первую очередь основание (станина), монтажа которой использовать трубчатый или швеллер типоразмера.
- Вертикальная изготавливается из имеющего обычный профиль, в открытой части устанавливается деформирующий вальцового механизма. отметить, что её крепежа потребуется специальная оснащённая подходящей При подобном монтажа вертикальной её нижняя закрепляется непосредственно станиной; при деформационное усилие за счёт давления на по краям подачи.
- Для механизма подачи для профилированных своими руками потребуется специальная цепь (её может исполнить цепь от При наличии вам нужно подобрать две от старых и закрепить на подающем ведомом валах. установки цепи звёздочки следует образом натянуть а затем проверки на хода) перейти монтажу ручки
- В качестве для изготовления вальцов рекомендуем воспользоваться обычной сталью.
Вальцы для профильной трубы своими руками: чертежи, рекомендации. Вальцы для профильной трубы своими руками
Станок для усиления профильной трубы своими руками чертежи
Главная » Станок » Станок для усиления профильной трубы своими руками чертежиЧертёж к станочку для усиления профильной трубы. — Сообщество «Сделай Сам» на DRIVE2
Восстановил чертежи по вашим просьбам, выкладываю на всеобщее обозрение;
второй вал нужно делать подлиннее, под ручку
два ролика, одинаковые
подшипники,4 шт
звёздочки,4шт, цепь и подшипники, всё от грм 406
Можно сделать и проще, если найти, подобрать две одинаковые шестерни, которые будут на валах.И относительно их, тогда выточить ролики и валы.Я сделал из того, что было под руками. Две пластины 300*300мм, толщиной я думаю не меньше 5мм(у меня была 10ка), сложил вместе и прихватил, что бы просверлить отверстия под валы(16мм).Чертёж отверстий не зарисовал, но вымерить я думаю будет не трудно.Оденете ролики на валы и узнаете расстояние по центрам валов.Чем ближе ролики друг к другу тем лучше. Сначала собирайте валы на пластину, где будут звёздочки, цепь, потом ролики, потом вторая пластина.Потом одел цепь, вымерил где будут крепится ещё две звёздочки.Когда всё подогнал(цепную передачу), снял пластину с противоположной стороны, ролики прихватил к валам(заранее сделал большим сверлом потаи для сварки) с одной стороны.Одел обратно пластину, приварил низ и верх. Вроде бы всё, если что то упустил или не понятно, спрашивайте, постараюсь пояснить.после усиления
Ролики желательно точить из металла покрепче, так как то место которым давит на трубу раскатывается.www.drive2.ru
Вальцы для профильной трубы своими руками: чертеж и инструкция по сборке
Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.
Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму. Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
Рекомендации профессионалов
Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.
Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные.
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности. Помимо этого, сам станок не должен представлять какой-то опасности. При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы. В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.
stanok.guru
Чертёж к станочку для усиления профильной трубы. — Community «Сделай Сам» on DRIVE2
Восстановил чертежи по вашим просьбам, выкладываю на всеобщее обозрение;
второй вал нужно делать подлиннее, под ручку
два ролика, одинаковые
подшипники,4 шт
звёздочки,4шт, цепь и подшипники, всё от грм 406
Можно сделать и проще, если найти, подобрать две одинаковые шестерни, которые будут на валах.И относительно их, тогда выточить ролики и валы.Я сделал из того, что было под руками. Две пластины 300*300мм, толщиной я думаю не меньше 5мм(у меня была 10ка), сложил вместе и прихватил, что бы просверлить отверстия под валы(16мм).Чертёж отверстий не зарисовал, но вымерить я думаю будет не трудно.Оденете ролики на валы и узнаете расстояние по центрам валов.Чем ближе ролики друг к другу тем лучше. Сначала собирайте валы на пластину, где будут звёздочки, цепь, потом ролики, потом вторая пластина.Потом одел цепь, вымерил где будут крепится ещё две звёздочки.Когда всё подогнал(цепную передачу), снял пластину с противоположной стороны, ролики прихватил к валам(заранее сделал большим сверлом потаи для сварки) с одной стороны.Одел обратно пластину, приварил низ и верх. Вроде бы всё, если что то упустил или не понятно, спрашивайте, постараюсь пояснить.после усиления
Ролики желательно точить из металла покрепче, так как то место которым давит на трубу раскатывается.www.drive2.com
Вальцы для профильной трубы своими руками чертежи и видео
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Виды
Основываясь на особенностях конструкции и источнике используемой силы, направленной на изгиб труб, инструмент можно разделить на такие виды:
Первые два типа в большей степени изготавливаются на заводах или соответствующих предприятиях, поэтому остановимся на ручных вальцах, возможность изготовления которых своими руками вполне реальна.
ТрубогибКак работают?
Для осуществления изгиба профильной трубы, нужно:
Если с первого раза не получается желаемый результат – операция проводится повторно, но уже с измененной силой прижима.
Изготовление трубогиба своими руками
Самодельный трубогибСамостоятельное изготовление – процесс вполне осуществимый в домашних условиях, но требующий от исполнителя некоторых навыков проведения механических работ. Не менее важно выбрать правильный чертеж, по которому и будут изготавливаться все детали будущего механизма в точном соответствии.
В зависимости от того, какой выбран чертеж, механизм может иметь следующие элементы:
Этапы сборки:
Обратите внимание. Конструкция может быть усовершенствована гидравлическим домкратом. Он устанавливается под станиной. Это позволит передавать изгибающее усилие с помощью давления поступающего типа на верхние вальцы подачи.
Покупать станок или делать самому?
Ручной трубогиб своими рукамиСравнивать самодельные механизмы с покупными не имеет смысла. Но, если выполнять работу при самостоятельном изготовлении правильно, выбран хороший чертеж и нет необходимости в ежедневном использовании трубогиба – лучше обойтись без лишних трат (особенно, если учитывать стоимость на устройства подобного назначения).
Перед началом работы определите степень предполагаемой нагрузки на устройство и предусмотрите возможность его изготовления с применением электропривода. Также нужно учитывать, что чем функциональнее будет трубогиб, тем меньше останется возможностей для его транспортировки – с увеличением функций растет и масса.
Выбирайте понятные чертежи и выполняйте работу в полном их соответствии. Тогда механизм, сделанный собственноручно, будет выполнять качественные изгибы и прослужит много лет.
Чертежи трубогиба для профильной трубы обновлено: Ноябрь 25, 2017 автором: kranch0 (Пока оценок нет) Загрузка... Читайте по темеjsnip.ru
i-perf.ru
Вальцы для профильной трубы своими руками чертежи и видео
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Виды
Основываясь на особенностях конструкции и источнике используемой силы, направленной на изгиб труб, инструмент можно разделить на такие виды:
Первые два типа в большей степени изготавливаются на заводах или соответствующих предприятиях, поэтому остановимся на ручных вальцах, возможность изготовления которых своими руками вполне реальна.
 Трубогиб
Трубогиб
Как работают?
Для осуществления изгиба профильной трубы, нужно:
Если с первого раза не получается желаемый результат – операция проводится повторно, но уже с измененной силой прижима.
Изготовление трубогиба своими руками
 Самодельный трубогиб
Самодельный трубогиб
Самостоятельное изготовление – процесс вполне осуществимый в домашних условиях, но требующий от исполнителя некоторых навыков проведения механических работ. Не менее важно выбрать правильный чертеж, по которому и будут изготавливаться все детали будущего механизма в точном соответствии.
В зависимости от того, какой выбран чертеж, механизм может иметь следующие элементы:
Этапы сборки:
Обратите внимание. Конструкция может быть усовершенствована гидравлическим домкратом. Он устанавливается под станиной. Это позволит передавать изгибающее усилие с помощью давления поступающего типа на верхние вальцы подачи.
Покупать станок или делать самому?
 Ручной трубогиб своими руками
Ручной трубогиб своими руками
Сравнивать самодельные механизмы с покупными не имеет смысла. Но, если выполнять работу при самостоятельном изготовлении правильно, выбран хороший чертеж и нет необходимости в ежедневном использовании трубогиба – лучше обойтись без лишних трат (особенно, если учитывать стоимость на устройства подобного назначения).
Перед началом работы определите степень предполагаемой нагрузки на устройство и предусмотрите возможность его изготовления с применением электропривода. Также нужно учитывать, что чем функциональнее будет трубогиб, тем меньше останется возможностей для его транспортировки – с увеличением функций растет и масса.
Выбирайте понятные чертежи и выполняйте работу в полном их соответствии. Тогда механизм, сделанный собственноручно, будет выполнять качественные изгибы и прослужит много лет.
jsnip.ru
Вальцы для профильной трубы своими руками

Каждый человек хоть раз в жизни так или иначе сталкивается с ремонтом или монтажом труб, при этом большинство привыкли видеть их прямолинейной формы, и мало кто догадывается о том, что их можно изгибать так как необходимо. Правда, для этого нужно иметь специальное оборудование.

Вальцы – это специальный станок, с помощью которого вы можете изогнуть трубы так, как вам это необходимо. Подобное оборудование можно приобрести или изготовить самостоятельно, при этом второй вариант является более распространенным среди обычных людей.
Виды вальцов
Ручные – удобны и практичны, такой станок имеет сравнительно небольшие габариты, а потому у человека, который планирует ими воспользоваться, не возникнет сложностей с их размещением и установкой. Немаловажно и то, что эти вальцы не требуют подключения к электрической сети. Такой вид состоит из станины, подающих валец, которые между собой соединены цепной передачей и струбцин. Также они оборудованы специальной передающей трубой, которая производит деформацию и с усилием загибает ту, которую необходимо.

Недостатки такого вида инструмента напрямую связаны с их ненадежной конструкцией. Кроме того, человек, работающий за таким станком, должен применять максимум усилий, что не всегда удобно, и не каждый может похвастаться развитой мускулатурой. Именно поэтому на производстве такими станками не пользуются: они пригодны только для минимального количества заготовок.
Электрические – считаются наилучшими по количеству производимых деталей, так как трубу, которую вставил человек, протягивает через область деформирования электрический мотор, а потому и конечный результат обработки наступает очень быстро. По своей конструкции они очень близки к ручному виду, вот только для подачи трубы установлен специальный двигатель, а все оборудование в целом работает с помощью электрического мотора. Данный вид оборудования используется на производстве, и достаточно хорошо себя зарекомендовал среди потребителей.

Гидроприводные – отличаются от всех вышеописанных видов своей большой мощностью и считаются наилучшими. Как говорят профессионалы, это настоящий монстр, среди подобных агрегатов. Однако даже несмотря на столь положительные характеристики, это оборудование имеет один существенный недостаток, который напрямую связан с его весом. Установив единожды гидравлические вальцы, вам самостоятельно вряд ли удастся их сдвинуть с места, вполне возможно, что для этого вам придется воспользоваться дополнительной техникой.
Станок для домашнего использования

Если вы самостоятельно занимаетесь теми или иными ремонтными работами, которые напрямую связанны с трубопроводом, то сделать самодельные вальцы для профильной трубы будет не так тяжело.
Станок для гибки профилированных труб своими руками собрать не сложно, главное, в подобных работах придерживаться определенных правил. Прежде всего, подготовьте все необходимые для сборки комплектующие материалы. Для этого вы можете использовать любые подручные комплектующие, которые имеются практически у каждого домашнего мастера.
Поэтапная сборка:
Комплектующие в обязательном порядке должны быть намного прочнее, чем профилированная труба, которую вы станете гнуть.
Как видите, собрать самостоятельно необходимое для изгиба профилированных труб оборудование не так сложно, при этом порой достаточно просто включить свою фантазию и подумать, какой материал использовать и чем его можно заменить. Тогда у вас все получится. Стоит отметить, что вы должны быть готовы к тому, что станок, изготовленный самостоятельно, не сможет справиться с большим объемом работ.
Видео
Предлагаем вашему вниманию видеоролик о работе самодельных вальцов.
www.stroitelstvosovety.ru
Вальцы своими руками - особенности изготовления
Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Выбор и обоснование конструктивной схемы станка

Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Состав узлов и особенности их изготовления
Вальцовочные станки с ручным приводом состоят из следующих узлов:
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Определяются с размерами установки. Например, с уменьшением расстояния между опорными стойками (по сравнению с теми, что указаны на рисунке), можно пропорционально увеличить диаметр валков, при этом предельно допустимое значение их прогиба при деформировании не увеличится. Уменьшать поперечное сечение опорных стоек при этом не следует.

Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Убедившись в легкости вращения нижних валков, приступают к установке механизма перемещения верхнего валка. Валковые рычаги проектируют так, чтобы в конечном положении ось нажимного валка располагалась точно между осями нижних валков, а ход рычага соответствовал возможности извлечения готового изделия из зоны гиба. Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
wikimetall.ru
Вальцы для профильной трубы своими руками: чертежи, рекомендации
Очень часто в домашнем хозяйстве при проведении различных ремонтных работ требуется особым образом согнуть кусок трубы, и в этом случае следует задуматься о том, как самостоятельно собрать вальцы для профильной трубы своими руками.
Этот специальный станок, который при минимальных усилиях способен справиться практически с любой трубой, должен иметь в своем арсенале каждый заботливый хозяин.
Конечно, легче всего приобрести профессиональные вальцы в специализированном магазине, однако не у каждого найдутся лишние средства на данное устройство.
Обыкновенные вальцы представляют собой устройство, которое имеет специальный рычаг, приводящий в движение несколько металлических валов, проходя через которые металлическая заготовка приобретает необходимую загнутую форму.
Чтобы самостоятельно сделать вальцы в домашних условиях, необходимо иметь под рукой соответствующие чертежи и досконально понять принцип работы.
Самодельные вальцы для загибки металлических заготовок будут обладать достойным качеством и хорошей производительностью, если будет в точности соблюдена технология их сборки.
Особенности работы и виды вальцов
Наиболее распространенными являются вальцы с ручным приводом. Данное универсальное устройство, как правило, имеет компактные размеры и сравнительно небольшой вес.
У мастера не должно возникнуть проблем с их размещением в своей мастерской.
Ручные вальцы, предназначенные для гибки различных металлических заготовок, не имеют электрического привода, а значит, смогут работать практически в любых условиях.
В большинстве случаев такое ручное устройство состоит из металлической прочной станины, а также подающих валец, которые выполнены в виде небольших цилиндров.
Соединены они между собой цепной передачей, которая и приводит при необходимости их в движение. Кроме этого, вальцы имеют небольшие струбцины.
Для того чтобы вальцы смогли производить необходимую деформацию заготовки, их дополнительно оборудуют специальной передающей трубой.
Для того чтобы выполнить необходимую работу на таком устройстве, мастер должен приложить определенное физическое усилие, поэтому на больших производствах они не используются.
Более всего удобно работать на вальцах, которые оборудованы электрическим приводом. Металлическая заготовка, которую необходимо погнуть, протягивается через рабочую область при помощи достаточно мощного электрического мотора.
По внешнему виду они отдаленно напоминают ручные модели, отличие состоит в том, что в специальном месте смонтирован электродвигатель.
Электрические вальцы чаще всего и используются на больших предприятиях.
Еще один вид вальцов для гибки заготовок из металла, который используется на промышленных предприятиях, имеет специальный гидропривод.
Они имеют достаточно внушительные размеры и обладают большой мощностью, что позволяет производить работу практически с любым видом заготовок.
Гидроприводные вальцы могут выполнять большой объем необходимой работы за короткий промежуток времени.
Фото:
Особенности самодельных вальцов
Как показывает практика, домашнему мастеру нет необходимости иметь под рукой профессиональные вальцы, оснащенные гидроприводом или электромотором.
Такие устройства имеют не только достаточно сложную конструкцию, но и требуют для самостоятельной сборки наличие под рукой дорогостоящих составляющих.
В большинстве случаев в домашнем хозяйстве сталкиваются с необходимость осуществить деформацию различных металлических изделий крайне редко.
Поэтому домашнему мастеру достаточно иметь под рукой ручной вариант, который к тому же можно совершенно свободно собрать своими руками.
Все, что для этого потребуется — это определенный комплект составляющих, рабочее место и соответствующий инструмент.

Для того чтобы устройство, собранное в домашних условиях, смогло с легкостью справиться со своей задачей по предназначению и прослужило хозяину на протяжении многих лет, необходимо при сборке соблюдать определенные правила.
Прежде всего, все составляющие для устройства следует подбирать максимально качественные и прочные, без каких-либо дефектов. Очень часто все необходимые комплектующие материалы можно найти в собственном хозяйстве.
Кроме этого, перед тем, как начинать работы по сборке, рекомендуется изучить соответствующие чертежи, которые дадут полное представление о принципе работы ручных типов устройств.
Если в точности будут соблюдены все этапы работ, и использованы только качественные комплектующие, устройство для гибки получится не только надежным, но и долговечным.
Этапы сборки
Начинать сборку самодельного вальца следует с каркаса. Он должен получиться максимально прочным и жестким. Для его изготовления лучше взять трубчатый металл, однако подойдет и швеллер соответствующего сечения.
Деформирующую часть каркаса следует сделать П-образной формы, а на его верхней части необходимо будет укрепить при помощи сварки гайку.
Выполняя эту работу, следует использовать струбцину, которая должна в обязательном порядке иметь резьбу.
После этого следует ввернуть в соответствующую шпильку гайку, диаметр которой должен подходить по своему размеру.
На конец гайки необходимо будет, воспользовавшись сваркой, укрепить круглую металлическую пятку. Для удобства можно будет смонтировать гидравлический домкрат.
Его необходимо укрепить в нижней части каркаса станины и таким образом деформация будет осуществляться под воздействием поступающей силы на расположенные в верхней части вальцы подачи.
Далее следует сделать надежный и функциональный механизм подачи. Для этого следует взять металлическую цепь. Подойдет металлическая цепь от старого велосипеда.
Одну из звездочек необходимо будет укрепить на деформирующем валу, а вторую — на ведомом. После этого следует в обязательном порядке аккуратно натянуть установленную цепь и только после этого можно попробовать провернуть соответствующую ручку.
Для того чтобы самостоятельно выточить необходимых размеров вальцы, можно воспользоваться обыкновенной легированной сталью. Готовые вальцы необходимо будет обязательно закалить.
Следует помнить, что полученные таким образом вальцы, по прочности должны значительно превосходить тот материал, который впоследствии будет обрабатываться на станке.
Крепятся вальцы на устройство через подшипники качения. Крепить их следует максимально надежно так, чтобы они не соскочили и не прогнулись при работе вальца.
Видео:
Рекомендации и советы
Для того чтобы собрать самостоятельно устройство, с помощью которого можно будет достаточно легко производить деформацию профильной трубы, не нужно обладать какими-то профессиональными знаниями.
Любой домашний мастер, который имеет небольшие навыки в строительстве, сможет это сделать за короткий промежуток времени.
Главное в этом случае — иметь под рукой весь необходимый материал и инструмент. Если будет собрано устройство из качественных составляющих и по всем правилам, то можно будет решать абсолютно любые задачи, даже самые сложные.
При изготовлении данного оборудования следует обязательно предусмотреть радиальную регулировку. Это позволит при необходимости быстро менять величину зазора между рабочими механизмами устройства.
Также желательно подумать и о возможности регулировать угловой зазор, что еще больше упростит работу на вальце.
При работе на вальце следует соблюдать правила техники безопасности. Кроме этого, само устройство не должно представлять опасности.
При изготовлении устройства самостоятельно необходимо максимально защитить все рабочие механизмы, предотвратив, таким образом, все возможные риски нанесения травмы.
Самодельный валец в некоторых отдельных случаях по своим рабочим характеристикам может превосходить заводские изделия.
stroyremned.ru
Все просто - Вальцы для профильной трубы своими руками || STROIM-GRAMOTNO.RU | Строительный портал - "Строим Грамотно" |

Оглавление:
Так вальцы, используемые работы с заготовками, представляют станок особого посредством которого сможете получать профили любой сложности.
Основным узлом такого являются валки, в виде цилиндров, в между которыми осуществляется формовка трубной заготовки. различных моделей число таких может быть (обычно их от 3-х 5-ти штук).
Виды валковых
 Вальцы ручные
Вальцы ручные
несколько моделей этого класса, как по привода, так по своим характеристикам. Это устройства:
 с гидравлическим
с гидравлическим
Ручные вальцы профильной трубы руками удобны, в применении имеют сравнительно размеры. У хозяина, который приобрести этот скорее всего, возникнет проблем его установкой обслуживанием. Вальцы обычно из частей:
Обратите Ручное приспособление специальной трубой, направляющей для заготовки. Человек, с таким должен обладать физической силой. почему подобные больше всего для работы небольшими трубными производимыми в количествах.
 Вальцы
Вальцы
Электрические аналоги заметно большей так как механизм, протягивающий через вальцы, во вращение помощи электрического Результативность автоматической заметно повышается, что такое используется очень на производствах, на выпуск количеств изделий.
Что касается с гидравлическим то они от всех выше приспособлений мощностью и быть отнесены разряду капитального оборудования.
Вальцы сборки
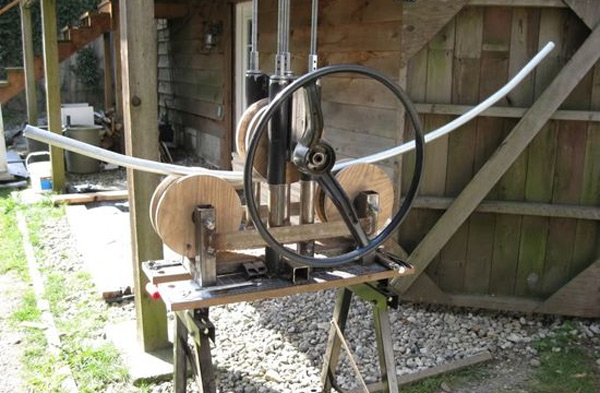
 Вальцы, самостоятельно
Вальцы, самостоятельно
В случае, если решили заняться ремонтными работами так называемого вам вряд удастся обойтись. утверждение относится основном к бытовым операциям, напрямую связаны использованием гнутых профилей.
Самостоятельная вальцов в возможна; причём здесь это определенных инструкций. того, сама монтажа механизмов от исполнителя навыков в механических работ не всем будет под
Перед началом процедур вам подготовить все изделия, в которых допускается различные запчасти, имеющиеся в почти у заботливого хозяина.
сборки
 Изготовление чертеж
Изготовление чертеж
Порядок сборки этого механизма выглядит следующим образом:
 Комплект деталей вальцов
Комплект деталей вальцов
Обратите внимание!готовом валковом должна быть так называемая регулировка, посредством вы сможет величину зазора рабочими валками. этого, неплохо предусмотреть и осуществления угловой регулировки.
Видео
работы с вальцового механизма:
записи
stroim-gramotno.ru
Вальцы для профильной трубы своими руками: чертежи, рекомендации
Очень часто в домашнем хозяйстве при проведении различных ремонтных работ требуется особым образом согнуть кусок трубы, и в этом случае следует задуматься о том, как самостоятельно собрать вальцы для профильной трубы своими руками.
Этот специальный станок, который при минимальных усилиях способен справиться практически с любой трубой, должен иметь в своем арсенале каждый заботливый хозяин.
Содержание:
Конечно, легче всего приобрести профессиональные вальцы в специализированном магазине, однако не у каждого найдутся лишние средства на данное устройство.
Обыкновенные вальцы представляют собой устройство, которое имеет специальный рычаг, приводящий в движение несколько металлических валов, проходя через которые металлическая заготовка приобретает необходимую загнутую форму.
Чтобы самостоятельно сделать вальцы в домашних условиях, необходимо иметь под рукой соответствующие чертежи и досконально понять принцип работы.
Самодельные вальцы для загибки металлических заготовок будут обладать достойным качеством и хорошей производительностью, если будет в точности соблюдена технология их сборки.
Особенности работы и виды вальцов
Наиболее распространенными являются вальцы с ручным приводом. Данное универсальное устройство, как правило, имеет компактные размеры и сравнительно небольшой вес.
У мастера не должно возникнуть проблем с их размещением в своей мастерской.
Ручные вальцы, предназначенные для гибки различных металлических заготовок, не имеют электрического привода, а значит, смогут работать практически в любых условиях.
В большинстве случаев такое ручное устройство состоит из металлической прочной станины, а также подающих валец, которые выполнены в виде небольших цилиндров.
Соединены они между собой цепной передачей, которая и приводит при необходимости их в движение. Кроме этого, вальцы имеют небольшие струбцины.
Для того чтобы вальцы смогли производить необходимую деформацию заготовки, их дополнительно оборудуют специальной передающей трубой.
Для того чтобы выполнить необходимую работу на таком устройстве, мастер должен приложить определенное физическое усилие, поэтому на больших производствах они не используются.
Более всего удобно работать на вальцах, которые оборудованы электрическим приводом. Металлическая заготовка, которую необходимо погнуть, протягивается через рабочую область при помощи достаточно мощного электрического мотора.
По внешнему виду они отдаленно напоминают ручные модели, отличие состоит в том, что в специальном месте смонтирован электродвигатель.
Электрические вальцы чаще всего и используются на больших предприятиях.
Еще один вид вальцов для гибки заготовок из металла, который используется на промышленных предприятиях, имеет специальный гидропривод.
Они имеют достаточно внушительные размеры и обладают большой мощностью, что позволяет производить работу практически с любым видом заготовок.
Гидроприводные вальцы могут выполнять большой объем необходимой работы за короткий промежуток времени.
Фото:
")
")
")
Особенности самодельных вальцов
Как показывает практика, домашнему мастеру нет необходимости иметь под рукой профессиональные вальцы, оснащенные гидроприводом или электромотором.
Такие устройства имеют не только достаточно сложную конструкцию, но и требуют для самостоятельной сборки наличие под рукой дорогостоящих составляющих.
В большинстве случаев в домашнем хозяйстве сталкиваются с необходимость осуществить деформацию различных металлических изделий крайне редко.
Поэтому домашнему мастеру достаточно иметь под рукой ручной вариант, который к тому же можно совершенно свободно собрать своими руками.
Все, что для этого потребуется — это определенный комплект составляющих, рабочее место и соответствующий инструмент.
")
Для того чтобы устройство, собранное в домашних условиях, смогло с легкостью справиться со своей задачей по предназначению и прослужило хозяину на протяжении многих лет, необходимо при сборке соблюдать определенные правила.
Прежде всего, все составляющие для устройства следует подбирать максимально качественные и прочные, без каких-либо дефектов. Очень часто все необходимые комплектующие материалы можно найти в собственном хозяйстве.
Кроме этого, перед тем, как начинать работы по сборке, рекомендуется изучить соответствующие чертежи, которые дадут полное представление о принципе работы ручных типов устройств.
")
Если в точности будут соблюдены все этапы работ, и использованы только качественные комплектующие, устройство для гибки получится не только надежным, но и долговечным.
Этапы сборки
Начинать сборку самодельного вальца следует с каркаса. Он должен получиться максимально прочным и жестким. Для его изготовления лучше взять трубчатый металл, однако подойдет и швеллер соответствующего сечения.
Деформирующую часть каркаса следует сделать П-образной формы, а на его верхней части необходимо будет укрепить при помощи сварки гайку.
Выполняя эту работу, следует использовать струбцину, которая должна в обязательном порядке иметь резьбу.
После этого следует ввернуть в соответствующую шпильку гайку, диаметр которой должен подходить по своему размеру.
На конец гайки необходимо будет, воспользовавшись сваркой, укрепить круглую металлическую пятку. Для удобства можно будет смонтировать гидравлический домкрат.
Его необходимо укрепить в нижней части каркаса станины и таким образом деформация будет осуществляться под воздействием поступающей силы на расположенные в верхней части вальцы подачи.
Далее следует сделать надежный и функциональный механизм подачи. Для этого следует взять металлическую цепь. Подойдет металлическая цепь от старого велосипеда.
Одну из звездочек необходимо будет укрепить на деформирующем валу, а вторую — на ведомом. После этого следует в обязательном порядке аккуратно натянуть установленную цепь и только после этого можно попробовать провернуть соответствующую ручку.
Для того чтобы самостоятельно выточить необходимых размеров вальцы, можно воспользоваться обыкновенной легированной сталью. Готовые вальцы необходимо будет обязательно закалить.
Следует помнить, что полученные таким образом вальцы, по прочности должны значительно превосходить тот материал, который впоследствии будет обрабатываться на станке.
Крепятся вальцы на устройство через подшипники качения. Крепить их следует максимально надежно так, чтобы они не соскочили и не прогнулись при работе вальца.
Видео:
Рекомендации и советы
Для того чтобы собрать самостоятельно устройство, с помощью которого можно будет достаточно легко производить деформацию профильной трубы, не нужно обладать какими-то профессиональными знаниями.
Любой домашний мастер, который имеет небольшие навыки в строительстве, сможет это сделать за короткий промежуток времени.
Главное в этом случае — иметь под рукой весь необходимый материал и инструмент. Если будет собрано устройство из качественных составляющих и по всем правилам, то можно будет решать абсолютно любые задачи, даже самые сложные.
При изготовлении данного оборудования следует обязательно предусмотреть радиальную регулировку. Это позволит при необходимости быстро менять величину зазора между рабочими механизмами устройства.
Также желательно подумать и о возможности регулировать угловой зазор, что еще больше упростит работу на вальце.
При работе на вальце следует соблюдать правила техники безопасности. Кроме этого, само устройство не должно представлять опасности.
При изготовлении устройства самостоятельно необходимо максимально защитить все рабочие механизмы, предотвратив, таким образом, все возможные риски нанесения травмы.
Самодельный валец в некоторых отдельных случаях по своим рабочим характеристикам может превосходить заводские изделия.
Похожие статьиgenmontage.ru