- DIN
- ANSI
- Det Norske Veritas (DNV)
- Москва
- Санкт-Петербург
- Актау и Мангистау
- Актобе и область
- Алматы
- Архангельск
- Астана
- Астрахань и область
- Атырау и область
- Баку
- Барнаул
- Белгород
- Брест и область
- Брянск и область
- Буйнакск
- Владивосток
- Владикавказ и область
- Владимир
- Волгоград
- Вологда
- Воронеж и область
- Горно Алтайск
- Грозный
- Гудермес
- Екатеринбург
- Ереван
- Ессентуки
- Железнодорожный
- Иваново и область
- Ижевск
- Иркутск
- Казань
- Калининград и область
- Калуга
- Караганда и область
- Кемерово
- Киев и область
- Киров и область
- Кировоград и область
- Китай
- Костанай и область
- Кострома и область
- Краснодар
- Красноярск
- Крым
- Курск
- Липецк и область
- Магадан и область
- Магнитогорск
- Махачкала
- Минск и область
- Москва
- Мурманск
- Набережные Челны
- Назрань
- Нальчик
- Нефтекамск
- Нижневартовск
- Нижний Новгород
- Нижний Тагил
- Новокузнецк
- Новороссийск
- Новосибирск и область
- Новочеркасск
- Омск и область
- Орел и область
- Оренбург
- Павлодар и область
- Пенза и область
- Пермь
- Петропавл. Камчатский
- Петропавловск
- Псков
- Пятигорск
- Ростов на Дону
- Рязань и область
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Семей
- Сергиев Посад
- Смоленск и область
- Сочи
- Ставрополь
- Сургут
- Сызрань
- Сыктывкар
- Таганрог
- Тамбов и область
- Ташкент
- Тверь и область
- Тольятти
- Томск
- Тула
- Тюмень
- Узбекистан
- Улан Удэ
- Ульяновск
- Уральск
- Уфа
- Ухта
- Хабаровск
- Ханты Мансийск
- Чебоксары
- Челябинск
- Череповец
- Чехов
- Шымкент
- Электроугли
- Элиста
- Южно Сахалинск
- Якутск
- Ярославль
- высокая точность размеров, соответствующая допускам по DIN 10305-4;
- износоустойчивость;
- большой эксплуатационный ресурс;
- механическая прочность;
- возможность монтажа при помощи сварки стандартными методами либо с использованием врезных колец.
Большая Энциклопедия Нефти и Газа. Калиброванная труба
Гидравлические прецизионные (калиброванные) трубы | GS-Hydro Russia
GS-Hydro поддерживает большой склад прецизионных (калиброванных) труб из углеродистой и нержавеющей стали для применения как в гидравлических, так и в других системах трубопроводов.
| Материал | Внешний диаметр x толщина стенки |
| Нержавеющая сталь ASTM 269 TP316L / DIN 2391 AST A312 / A530 Grade TP316L |
6 x 1,0 - 80 x 10 (мм) 1/2" x SCh20 - 24" x SCh260 21,34 x 2,11 - 609 x 59,51 |
| Углеродистая сталь DIN 2391C / DIN 2445 ST37.4 (E 235N) DIN 2391C / DIN 2445 ST52.4 (E 355N) |
4 x 1,0 - 273 x 6,0 (мм) 6 x 1,0 - 250 x 25,0 (мм) |
| Примечание: Трубы больших размеров, а также из других материалов, таких как дуплекс, супердуплекс, тунгум, могут быть поставлены под заказ. | |
Прочие характеристики
GS-Hydro рекомендует использовать холоднотянутые трубы по причинам, как высокого качества (точность формы и размеров), так и чистоты (отсутствие окалины и заусенцев). Трубы горячего проката всегда содержат окалину и прочие загрязнения внутренней поверхности, как следствие процесса производства
Все прецизионные стальные трубы маркируются индивидуальными номерами. Трубы для высокого давления, поставляемые GS-Hydro, также можно узнать по дополнительной маркировке GS-Piping.
В подтверждение качества и для отслеживания партии происхождения труб GS-Hydro сопровождает поставку труб сертификатами EN-10204.3.1. или EN-10204.3.2. (в соответствии со стандартом Европейского Союза (EU) EN 10204:2006 - DIN 50049). Необходимость тех или иных сертификатов всегда должна быть уточнена клиентом перед заказом.
Требуемая толщина стенки трубы и (или) максимально допустимое рабочее давление рассчитывается в соответствии со стандартами:
Узнайте из соответствующего раздела Каталога продукции больше о трубах, которые мы поставляем.
www.gshydro.com
Калибровка - труба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Калибровка - труба
Cтраница 1
Калибровка труб и деталей с условным проходом до 50 мм может быть произведена вручную, а при условном проходе более 50 мм-на том же станке, на котором производится отбортовка футерующего слоя. [2]
Калибровку труб, т.е. доводку их размера и формы, осуществляют экспандированием - расширением трубы внутренним гидравлическим давлением, превышающим испытательное. Экспандирование труб проводят на прессах-расширителях в специальной разъемной цилиндрической секционной обойме-штампах общей длиной, равной длине трубы. С обеих сторон обоймы располагают силовые головки, закрывающие трубу с концов. Работой пресса-расширителя управляют при помощи гидравлической системы. [3]
Для калибровки труб по наружному диаметру их направляют на многоклетевой ( 3 - 7 клети) калибровочный стан 4, рабочие клети которого наклонены относительно друг друга под углом 90Э, а относительно горизонтальной оси - под углом 45, и расположены непрерывно. В результате такого расположения клетей труба при прокатке деформируется в двух взаимно-перпендикулярных направлениях. Выходя из последней клети калибровочного стана, труба получает правильную круглую форму и заданный наружный диаметр. [4]
Для калибровки труб по наружному диаметру их направляют на многоклетевой ( 3 - 7 клети) калибровочный стан 4, рабочие клети которого наклонены относительно друг друга под углом 90, а относительно горизонтальной оси - под углом 45е, и расположены непрерывно. В результате такого расположения клетей труба при прокатке деформируется в двух взаимно-перпендикулярных направлениях. Выходя из последней клети калибровочного стана, труба получает правильную круглую форму и заданный наружный диаметр. [5]
Для калибровки труб различных диаметров необходимо иметь набор колец и пробок соответствующих диаметров. [7]
Трудности калибровки труб малого диаметра определяются свойствами перерабатываемого полимера. Так, например, изделия из жесткого поливинилхлорида можно калибровать по наружной поверхности вплоть до самых малых диаметров, изделия же из полиолефим-i, и других мягких материалов не поддаются калибровке обычными методами. [8]
При калибровке труб на пятиклетевом калибровочном стане исчезающий упор на транспортном рольганге опускается и при помощи своего путевого выключателя исключает из схемы управления рольгангом флажковый выключатель 49, подключая одновременно третью секцию транспортного рольганга. [9]
При калибровке трубы по внутреннему диаметру применяют охлаждаемый водой калибрующий дорн, который крепится к дорнодержателю головки. Дорн охлаждается водой, подаваемой в него через каналы в трубной головке. [10]
Перед калибровкой трубы подогревают в специальной подогревательной печи. [11]
Длина насадки для калибровки труб небольшого диаметра обычно составляет десятикратный диаметр трубы, но также зависит от толщины стенок трубы и скорости ее прохождения, что в свою очередь определяется интенсивностью охлаждения насадки. [12]
Наиболее распространенный способ калибровки труб малого диаметра заключается в следующем. [13]
Особое внимание при калибровке труб следует обращать на состояние рабочей поверхности валков. [14]
Раскрывающийся штамп предназначен для калибровки трубы, размещен между силовыми головками и состоит из шести секций. Каждая половина секции приводится в движение своим цилиндром. Снизу половины секций соединяются между собой шарниром, сверху каждые три секции раскрывающегося штампа запираются одним общим замком. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Калибровка труб - Справочник химика 21
| Рис. 28. Наружная (а) и внутренняя (б) калибровка труб | 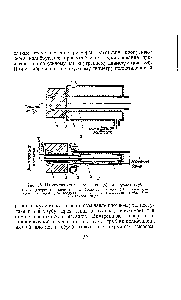 |
| Рис. 98. Устройство для калибровки труб малого диаметра |  |
Трубы, откалиброванные по внутреннему диаметру, лучше в работе, так как внутренняя поверхность их не имеет дефектов, которые влияли бы на ноток жидкости внутри трубы. Калибровка труб по наружному диаметру обеспечивает лучший внешний вид изделия. [c.194]
Механическая обработка металлов, раскатка внутренних поверхностей тормозных цилиндров автомобилей Калибровка труб экспандерами [c.408]
При таком подходе в ряде случаев занижаются запасы прочности, например, труб из сталей с высоким отношением предела текучести к временному сопротивлению Кгв (К в - предпосылки создания и применения сталей с повышенным пределом текучести без улучшения вязкопластических характеристик. Примером этому может явиться способ повышения предела текучести путем предварительной холодной пластической деформации, например, при калибровке труб, гидравлических испытаниях и др. Заметим, что холодная деформация металла приводит к деформационному старению, способствующему увеличению параметра К в и снижению его вязкопластических характеристик. За допускаемые напряжения обычно принимается наименьшее значение из двух, рассчитанных по пределу текучести и временному сопротивлению [c.25]Калибровка труб малого диаметра [c.194]
Имеются две основные системы калибровки труб по наружному диаметру (с помощью калибрующей втулки с внешней водяной рубашкой в соединении с подачей воздуха под давлением внутрь трубы) к по внутреннему диа.метру (с помощью длинного мундштука с [c.188]
Калибровка труб по наружному диаметру [c.189]
Анализ процесса охлаждения с позиции теории теплопередач показывает, что длина калибрующей втулки при калибровке тонкостенных труб прямо пропорциональна отношению d D и производительности G. Для труб с толстой стенкой d/D O, приходится вводить поправочный коэффициент, равный 1 --d/D. Исходные значения длины калибрующей втулки, дающие хорошие результаты при калибровке труб из полиэтилена и поливинилхлорида, приведены на диаграммах рис. 33 и рис. 34, которые характеризуют зависимость между G и d/D. [c.49]Трудности калибровки труб малого диаметра определяются свойствами перерабатываемого полимера. Так, например, изделия из жесткого поливинилхлорида можно калибровать по наружной поверхности вплоть до самых малых диаметров, изделия же из полиолефин-1>- н других мягких материалов не поддаются калибровке обычными методами. [c.194]
Наиболее распространенный способ калибровки труб малого диаметра заключается в следующем. Для экструзии применяют головку большего диаметра, чем требуемый диаметр трубы, а выходящую трубу последователь- [c.194] В США применяется немного иная система для калибровки труб по наружному диаметру, состоящая из нескольких калибрующих колец (например, из 6), диаметр отверстия которых постепенно уменьшается до желаемого наружного диаметра устанавливаются [c.179]При калибровке трубы по внутреннему диаметру при.меняют охлаждаемый водой калибрующий дорн, который крепится к дорнодержателю головки. Дорн охлаждается водой, подаваемой в него через каналы в трубной головке. Внутренней калибровкой можно получать трубы квадратного, треугольного, овального и другого сечения. Наружную калибровку труб с помощью калибровочных плит осуществляют протягиванием труб через последовательно уменьшающиеся отверстия в плитах толщиной до 6,25 мм, выполненных из латуни или коррозионностойкой стали отверстия имеют фаску под углом 45° со стороны ввода в них трубы. Расстояние между плитами, их число, а также внутренний диаметр определяют опытным путем. [c.155]
На рис. 16-V приведена схема калибровки трубы с применением внутреннего давления (стрелкой показано направление отвода трубы). [c.157]
Дорн закреплен в корпусе головки с помощью установочного кольца 5. В кольце и дорне имеются каналы 10 и 12 для подвода сжатого воздуха через штуцер 11 (с целью калибровки трубы), [c.295]
В давно известных процессах экструзии (покрытие кабелей, изготовление труб и листов и т. п.) это явление вызывало главным образом научный интерес. Как правило, по выходе из оформляющего канала экструдированное изделие подвергалось еще в незатвердевшем состоянии дополнительным деформациям (калибровка труб, каландрирование листов, вытяжка и т. п.), снимавшим всякое изменение размеров. [c.62]
СПОСОБЫ КАЛИБРОВКИ ТРУБ И ШЛАНГОВ [c.134]
При экструзии труб диаметр калибратора должен быть ва 0,6—1,4% больше заданного диаметра трубы. Он должен равномерно охлаждаться по всей окружности, а поверхность его соприкосновения с экструзионной головкой должна быть минимальной. В случае калибровки труб сжатым воздухом диаметр выходного отверстия матрицы должен быть на 8—10% меньше диаметра калибратора. Возможна также калибровка вакуумом. [c.437]
Применяются два основных метода. По первому из них дорн поддерживается двумя или больше радиальными стержнями, жестко закрепленными, в корпусе головки. В последнее время стали чаще использовать угловые головки, в которых дорн проходит прямо через корпус головки, в то время как материал поступает сбоку и поворачивается под углом 90°. Основное различие между двумя головками практически состоит в том, что угловые головки больше подходят для применения метода калибровки труб по внутреннему диаметру и охлаждения трубы при выходе ее из головки. [c.133]
Другим популярным в настоящее время методом является калибрование при помощи вакуума. Этот метод был значительно усовершенствован в Европе и широко применяется в США. При изготовлении труб по этому методу горячая труба, выходя из головки, поступает в охлаждаемый водой металлический цилиндр, в центре которого имеется перфорированный участок, сообщающийся с каналом, который можно присоединить к вакууму. При включении вакуума мягкая труба плотно прижимается к стенкам цилиндра. По этому методу фиксируется наружный диаметр трубы, а охлаждается она до такого состояния, при котором ее можно подвергать дальнейшей обработке. Имеются также и другие способы поддержки и калибровки труб, но указанные выше методы наиболее распространены. [c.134]
Калибровка труб и деталей с условным проходом до 50 мм может быть произведена вручную, а при условном проходе более 50 мм—яа том же станке, на котором производится отбортовка футерующего слоя. [c.403]
Предварительное охлаждение и калибровка труб [c.45]
Для калибровки труб различных диаметров необходимо иметь набор колец и пробок соответствующих диаметров. [c.134]
В некоторых случаях осуществляют вакуумную калибровку трубы, соединяя полости калибрующей насадки с вакуумной линией. В этом случае необходимость в герметизации трубы отпадает. При изготовлении толстостенных труб их калибруют, создавая внутреннее избыточное давления сжатого воздуха и наружный вакуум. При изготовлении шлангов и наматываемых в бухту труб свободный их конец закрывают пробкой, вращающейся вместе [c.701]
Однозременкая калибровка труб по внутре.чнему н наружному диаметрам [c.193]
Относительно калибровки профилей имеется мало информации, так как калибровка каждой формы профиля имеет свои труди остц и требует индивидуального изучения. Такие факторы, как свойства расплава материала, размеры и форма поперечного сечения изделия, степень вытяжки, влияют на л1етод калибровки. Обычно применяемые методы и оборудование очень похожи на те, которые используют для калибровки труб малого диаметра. Профиль экструдируется из головки заведомо большего размера, а затем протягивается через ряд пластин, придающих ему окончательную форму и размеры. Однако прежде, чем изделие войдет в соприкосновение с первой пластиной, необходимо, чтобы оно по выходе из головки было тщательно охлаждено воздухом в воздущиом зазоре. Это предварительное охлаждение обычно осуществляется в трубе, через которую проходит изделие, причем одновременно в нее подается с очень малой скоростью холодный воздух, движущийся в лправлении движения изделия. Для предварительного охла дения применяют и разбрызгивающие устройства. [c.196]
В области вспомогательного оборудования, используемого при экструзии, значительный интерес представляет устройство для калибровки труб большого диаметра (фирма Haynes and Haynes). Принцип действия этого устройства основан на разработанных ранее образцах оборудования, предназначенных не только для измерения и контроля толщины стенок, но и для контроля правильности формы труб. Первые образцы этого оборудования, снабженные тремя сменными головками, были предназначены для контроля труб диаметром 115— 165 мм. Новое оборудование, хотя и работает на том же самом принципе, но имеет две сменные головки — одну для труб диаметром 71 —170 лгл и вторую— 160—420 мм. Как и в первых небольших образцах оборудования, все головки снабжены противовесами, поэтому несмотря на значительный размер и вес они создают нагрузку на трубу в вертикальном и горизонтальном направлениях не более 340 г. Конструкция роторного узла позволяет контролирующей головке занимать требуемое положение на трубе, причем для определения отклонений как в осевом направлении, так и по окружности можно проводить измерения с интервалом 5 или 10 мин. [c.226]
Неразъемные соединения в узлах из поливинилхлоридных труб (ПВХ), обладающих хорошей адгезией (сцеплением) ко многим клеевым составам, выполняют преимущественно на клею. Применяют клеи, содержащие растворители перхлорвини-ловой смолы — метиленхлорид, дихлорэтан, трихлорэтан, ацетон (так называемые слабые растворители), и клеи, содержащие растворители ПВХ — тетрагидрофуран и циклогексанон (сильные растворители). При использаванви клеев на слабых растворителях для обеспечения плотного соединения трубы и фасонной части производят калибровку труб при помощи специальной гильзы, в которую вдвигают нагретый до ПО—130°С конец трубы и затем охлаждают его холодной водой. Однако такой способ подгонки соединения пребует дополнительных затрат времени. С помощью клеев на сильных растворителях достигается надежное оклеивание деталей без калибровки их концов с зазором 0,3— 0,5 мм. [c.93]
Ряс. 16-У. Схема калибровки трубы с при-мененнем внутреннего давления [c.157]
Метод огневой труби — стандартный метод испытания горючести материалов (А5ТМ Е84-61). Стандартный метод испытания характеристик поверхностной горючести строительных материалов). Этот метод обеспечивает получение корректных результатов только при частой и тщательной калибровке трубы. Например, значение [c.165]
В некоторых случаях требуется чистая вода, содержащая тяжелых взвешенных веществ не более 5—10 мг л. Например, чистая вода необходима на гидросбив окалины при изготовлении тонкого листа или белой жести во избежание образования вмятин и царапин на поверхности, для испытания и калибровки труб, поскольку вода подается здесь плунжерными насосами. [c.217]
chem21.info
|
|
metal100.ru
Калиброванная трубка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Калиброванная трубка
Cтраница 1
Калиброванная трубка 5 вискозиметра помещена в толстостенную втулку 11, соединенную с выводными штуцерами. [1]
Калиброванную трубку оттягивают с одного из концов на пламени горелки, получая державу. На расстоянии 60 - 70 мм от основания державы раздувают небольшой шарик диаметром, превышающим диаметр исходной трубки на 8 - 10 мм. Раздувать следует при постоянном вращении трубки, усиливая дутье по мере остывания размягченного стекла вплоть до полного затвердевания. Такое дутье позволяет сохранить калиброванную поверхность трубки, что необходимо при прохождении поршня в нижнюю часть насоса. [2]
В калиброванной трубке оставляют свободное пространство глубиной 5 мм, в которое наливают испытуемый пек. [3]
При отсутствии калиброванных трубок лучше одну ветвь делать значительно большего диаметра ( например, 7 и 70 мм) и отсчет вести только по тонкой ветви, прибавляя к нему 1 % отсчитанной величины. Вследствие малости поправки погрешность будет пренебрежимо малой. [4]
Изготовление из калиброванных трубок простейших изделий, например колб для ртутно-кварцевых ламп, механизировано и осуществляется на автоматах. [5]
Так, калиброванную трубку иногда делают наклонной. [6]
Определить диаметр d калиброванной трубки так, чтобы при подаче насоса Q 0 39 л сек ( что соответствует рабочему числу оборотов турбины) сжатле пружины было s0 - 60 мм. [7]
Определить диаметр d калиброванной трубки, при котором при подаче насоса Q 0 39 л / с ( что соответствует рабочей частоте вращения турбины) сжатие пружины s0 60 мм. [8]
Определить диаметр d калиброванной трубки, при котором при подаче насоса Q 0 39 л / с ( что соответствует рабочей частоте вращения турбины) сжатие пружины s ( l 60 мм. [9]
По другому методу калиброванную трубку, запаянную с одного конца и содержащую известные количества компонентов, присоединяют другим концом через ртутный затвор к устройству, создающему давление. [10]
По другому методу калиброванную трубку, запаянную с одного конца и содержащую известное количество компонентов, присоединяют другим концом через ртутный затвор к устройству, создающему давление. [12]
Бюретка представляет собой калиброванную трубку с клапанным устройством для контроля потока жидкости, вытекающей из кончика. Принципиальное различие между бюретками состоит в типе применяемого клапана. Простейший из них представляет собой стеклянную бусину, плотно сидящую внутри короткого отрезка резиновой трубки. Мимо бусины жидкость может протекать только при деформации трубки. [14]
По окончании обжатия остывание калиброванной трубки должно проходить под вакуумом: или при работающем форвакуум-ном насосе, или ( что удобнее) при перепаянной герметично под вакуумом стеклянной перетяжке, соединяющей насос с трубкой. Это необходимо во избежание окисления калибра. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Труба калиброванная нержавеющая DIN 2391 бесшовная

Качество поверхностей и размерная точность горячекатаных труб не всегда соответствуют требованиям, предъявляемых регламентами ответственных технологических процессов. В таких ситуациях применяют прецизионные бесшовные калиброванные трубы, изготовленные в соответствии со стандартной спецификацией DIN 2391. Их развернутый ассортимент представлен в каталоге компании «ПАТ-Сервис».
Оставить заявку
Характеристики и свойства
Наиболее распространенные марки стали, используемые в производстве прецизионных труб DIN 2391 – St35(37.4; 52.4), Е 235(355). Если рабочая среда отличается высокими корродирующими свойствами и химической активностью, оптимальным выбором станет применение труб из нержавеющей стали.
Калибровку труб обеспечивает их прокатка на высокоточном современном оборудовании. Заключительные этапы производственного цикла – нормализация труб, шлифовка, полировка, цинкование или фосфатирование поверхностей, проведение токовихревого контроля.
Прочность готовых изделий варьирует в пределах К 235-355 (Н/мм2) с коэффициентом запаса S 1,5. Ключевые свойства труб калиброванных нержавеющих или из углеродистых сталей:
Сборка трубопроводов при помощи врезных колец позволяет сохранить целостность структуры конструкционного материала и минимизирует затраты времени на монтажные операции.
Область применения
Гидравлические трубы с особой точностью размерных параметров используют в составе гидравлических и пневматических систем различных механизмов и производственных линий в машиностроении, в космической и авиационной промышленности, в автомобильной и спецтехнике различного назначения, в энергетике и многих иных индустриальных отраслях.
Ассортимент калиброванной трубы
| 4 | 1 | 522 | 2850 | 0,074 |
| 5 | 1,5 | - | 0,123 | |
| 5 | 1 | 431 | 2120 | 0,099 |
| 6 | 2 | - | 0,197 | |
| 6 | 1,5 | 825 | 2250 | 0,166 |
| 6 | 1 | 509 | 1385 | 0,123 |
| 8 | 2 | 825 | 2250 | 0,296 |
| 8 | 1,5 | 583 | 1589 | 0,240 |
| 8 | 1 | 367 | 1000 | 0,173 |
| 10 | 2 | 630 | 1714 | 0,395 |
| 10 | 1,5 | 450 | 1229 | 0,314 |
| 10 | 1 | 287 | 783 | 0,222 |
| 12 | 2,5 | 660 | 1800 | 0,586 |
| 12 | 2 | 508 | 1385 | 0,493 |
| 12 | 1,5 | 367 | 1000 | 0,388 |
| 12 | 1 | 235 | 760 | 0,271 |
| 14 | 3 | 684 | 1865 | 0,814 |
| 14 | 2,5 | 434 | 1760 | 0,709 |
| 14 | 2 | 426 | 1161 | 0,592 |
| 14 | 1,5 | 302 | 940 | 0,462 |
| 14 | 1 | - | - | 0,321 |
| 15 | 2,5 | 409 | - | 0,771 |
| 15 | 2 | 394 | 1075 | 0,641 |
| 15 | 1,5 | 287 | 783 | 0,499 |
| 15 | 1 | 188 | 590 | 0,345 |
| 16 | 2,5 | 471 | 1286 | 0,832 |
| 16 | 2 | 367 | 1000 | 0,691 |
| 16 | 1,5 | 264 | 820 | 0,536 |
| 16 | 1 | 176 | - | 0,370 |
| 18 | 2,5 | 392 | 1320 | 0,956 |
| 18 | 2 | 322 | 878 | 0,789 |
| 18 | 1,5 | 236 | 643 | 0,610 |
| 18 | 1 | 157 | 510 | 0,419 |
| 20 | 3 | 451 | 1229 | 1,260 |
| 20 | 2,5 | 367 | 1000 | 1,080 |
| 20 | 2 | 282 | 920 | 0,888 |
| 20 | 1,5 | 212 | 570 | 0,684 |
| 20 | 1 | - | - | 0,469 |
| 22 | 2,5 | 320 | 1040 | 1,202 |
| 22 | 2 | 259 | 706 | 0,986 |
| 22 | 1,5 | 192 | 590 | 0,758 |
| 22 | 1 | 128 | - | 0,518 |
| 24 | 2,5 | - | - | 1,326 |
| 24 | 2 | - | - | 1,085 |
| 24 | 1,5 | - | - | 0,832 |
| 24 | 1 | - | - | 0,567 |
| 25 | 4 | 484 | 1321 | 2,070 |
| 25 | 3 | 338 | 1050 | 1,628 |
| 25 | 2,5 | 287 | 783 | 1,390 |
| 25 | 2 | 226 | 670 | 1,134 |
| 25 | 1,5 | - | - | 0,869 |
| 25 | 1 | - | - | 0,592 |
| 26 | 2,5 | - | - | 1,449 |
| 26 | 2 | - | - | 1,184 |
| 26 | 1,5 | - | - | 0,906 |
| 26 | 1 | - | - | 0,617 |
| 28 | 2,5 | 252 | 770 | 1,572 |
| 28 | 2 | 200 | 545 | 1,282 |
| 28 | 1,5 | 151 | 450 | 0,980 |
| 28 | 1 | - | - | 0,666 |
| 30 | 4 | 400 | 1075 | 2,560 |
| 30 | 3 | 287 | 783 | 2,000 |
| 30 | 2,5 | 235 | 770 | 1,695 |
| 32 | 2,5 | - | - | 1,819 |
| 35 | 4 | 322 | 960 | 3,058 |
| 35 | 3 | 243 | 663 | 2,370 |
| 35 | 2 | 161 | 470 | 1,628 |
| 38 | 6 | 390 | - | 4,735 |
| 38 | 5 | 388 | 1059 | 4,070 |
| 38 | 4 | 297 | 970 | 3,354 |
| 38 | 3 | 223 | 660 | 2,589 |
| 38 | 2,5 | 186 | 550 | 2,189 |
| 42 | 3 | 200 | 545 | 2,890 |
| 42 | 2 | 134 | 390 | 1,973 |
Доставка и оплатаНаши контакты
Купить калиброванные трубы требуемого размера в необходимом количестве по конкурентной цене в компании «ПАТ-Сервис» вы можете, оставив заявку на сайте или перезвонив по номеру +7 (812) 611-00-99.
patspb.ru
калиброванная труба — с русского на английский
Все языкиАбхазскийАдыгейскийАзербайджанскийАймараАйнский языкАканАлбанскийАлтайскийАнглийскийАрабскийАрагонскийАрмянскийАрумынскийАстурийскийАфрикаансБагобоБаскскийБашкирскийБелорусскийБолгарскийБурятскийВаллийскийВарайскийВенгерскийВепсскийВерхнелужицкийВьетнамскийГаитянскийГреческийГрузинскийГуараниГэльскийДатскийДолганскийДревнерусский языкИвритИдишИнгушскийИндонезийскийИнупиакИрландскийИсландскийИспанскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКиргизскийКитайскийКлингонскийКомиКорейскийКриКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛюксембургскийМайяМакедонскийМалайскийМаньчжурскийМаориМарийскийМикенскийМокшанскийМонгольскийНауатльНемецкийНидерландскийНогайскийНорвежскийОрокскийОсетинскийОсманскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийРумынский, МолдавскийРусскийСанскритСеверносаамскийСербскийСефардскийСилезскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТатарскийТвиТибетскийТофаларскийТувинскийТурецкийТуркменскийУдмурдскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧеркесскийЧерокиЧеченскийЧешскийЧувашскийШайенскогоШведскийШорскийШумерскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЮпийскийЯкутскийЯпонский
Все языкиАварскийАдыгейскийАзербайджанскийАйнский языкАлтайскийАнглийскийАрабскийАрмянскийБаскскийБашкирскийБелорусскийВенгерскийВепсскийВодскийГреческийДатскийИвритИдишИжорскийИнгушскийИндонезийскийИсландскийИспанскийИтальянскийКазахскийКарачаевскийКитайскийКорейскийКрымскотатарскийКумыкскийЛатинскийЛатышскийЛитовскийМарийскийМокшанскийМонгольскийНемецкийНидерландскийНорвежскийОсетинскийПерсидскийПольскийПортугальскийРусскийСловацкийСловенскийСуахилиТаджикскийТайскийТатарскийТурецкийТуркменскийУдмурдскийУзбекскийУйгурскийУкраинскийУрумскийФинскийФранцузскийЦерковнославянский (Старославянский)ЧеченскийЧешскийЧувашскийШведскийШорскийЭвенкийскийЭрзянскийЭсперантоЭстонскийЯкутскийЯпонский
translate.academic.ru