- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
- Черновые;
- Чистовые.
- Левосторонние;
- Правосторонние.
- Для трубной резьбы;
- Гаечный;
- Метрический;
- Машинный.
- Готовим инструмент к работе.
- Смазываем грани метчика.
- Нарезаем черновую резьбу.
- Меняем метчик на чистовой и выполняем чистовой проход.
- Проверяем качество резьбы.
- При необходимости повторяем четвертый шаг.
- механической;
- трубной.
- ручные;
- машинные.
- Подготавливаем все инструменты.
- Смазываем метчик салом или маслом.
- Фиксируем заготовку в тисках. Желательно смонтировать ее либо вертикально, либо горизонтально.
- Монтируем метчик в вороток либо держалку.
- Вращаем черновой инструмент несколько раз под давлением.
- Проверяем качество резьбы, продолжаем нарезку, пока не углубимся на нужное расстояние.
- Аккуратно вынимаем черновой метчик, меняем его на чистовой.
- Проделываем аналогичные действия.
- Еще раз смотрим на качество резьбы, если все устраивает – снимаем деталь.
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Метчики для трубной цилиндрической резьбы машинно-ручные ГОСТ 3266-81. Метчик для трубной резьбы
Метчики для нарезания резьбы. Таблица размеров
 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:

Виды метчиков
По назначению

Конструктивные исполнения
По виду нарезаемой резьбы
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
proinstrumentinfo.ru
Метчики для нарезания резьбы вручную
Резьба – универсальное изобретение человека. С ее помощью нам удается соединять различные детали, собирать целые механизмы и в то же время оставлять их в разборном виде, пригодными к оперативному ремонту или модифицированию.

Стандартные метчики для нарезки резьбы
Часто перед человеком встает необходимость вручную выполнить резьбу на том или ином предмете. Это может быть что угодно, от мелкой гайки, до трубы для отопления.
Для выполнения работ по нарезке резьбы используют метчики. Однако вас наверняка заинтересует вопрос, как нарезать резьбу метчиком и сделать это правильно, а также какой метчик лучше использовать?
В этой статье мы постараемся разобраться со всеми вышеназванными пунктами.
Cодержание статьи
Назначение инструмента
Для начала разберемся с тем, что же собой представляет нарезка резьбы. Ведь этот процесс только кажется очень простым и легким. На самом деле необходимо приложить определенные усилия, чтобы в итоге получить качественный результат.
Особенно трудоемким считается вариант, когда резьбу выполняют вручную, так как от человека тут требуется не только точность в измерениях, но и приложение реальных физических усилий.
Итак, процесс создания резьбы на трубе или любом другом подходящем предмете, по сути, являет собой обработку металла вращательными движениями с помощью специальных инструментов
Металл, каким бы прочным он ни являлся, все же поддается даже ручной обработке. В особенности если на него воздействуют инструментами из более крепких сплавов.
Таким инструментом и является метчик. Метчик способен нарезать исключительно внутреннюю резьбу. Он имеет продолговатую, иногда конусообразную или срезанную форму. На его краях находятся фигурные резцы с проемами. Их количество, форма и угол наклона зависит от типа инструмента.
Например, если рассматривается метчик для трубной резьбы по цветным металлам, то он будет иметь более широкий профиль и небольшой наклон. Хотя и тут все зависит от конкретной модели.
Принцип работы
Резцы метчик имеет только на одной из сторон. Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.
Например, простейший инструмент для трубной резьбы может иметь обычные квадратные грани на тыльной стороне. Подобная форма упрощает фиксацию насадки любыми инструментами, вплоть до обычного ключа.

Метчики для станков
Более продвинутые модели продаются в комплекте с вращательными ручками. Здесь уже метчик является своего рода насадкой для специального ключа с большим плечом приложения усилий. Таким образом, работа сильно упрощается, человеку приходится прикладывать меньше сил, а процесс нарезки резьбы становится эффективнее.
Если в качестве рабочего инструмента применяется станок, то обратная часть метчика будет выполнена в форме, что подходит для крепления в патрон конкретного промышленного оборудования.
Метчик вставляется внутрь необработанного отверстия рабочей стороной и проворачивается определенное количество раз. Количество оборотов четко нормируется.
Например, если используется обычные модели для трубной резьбы, то хватает порядка 2-3 минут вращения в интенсивном темпе, чтобы подготовить качественную и надежную резьбу. Однако более дорогие инструменты помогут вам завершить работу быстрее.
Во время вращения метчик постепенно срезает металлическую стружку и удаляет ее из отверстия. Каждый оборот понемногу продвигает его внутрь, пока вы не определите нужные размеры на трубе или гайке.
С одного прохода метчиком создать качественную резьбу вам вряд ли удастся. Для нормального результата понадобится сделать несколько проходов. И правильно будет применять для этого специализированные разновидности метчиков.
Типы и размеры
Метчиков на современном рынке хватает с лихвой. В работе можно применить огромное количество самых разнообразных вариаций.
Однако правильно будет в первую очередь обратить внимание на их деление по рабочему признаку.
Так метчики бывают:
 Использование миниатюрного ручного метчика
Использование миниатюрного ручного метчика Черновой метчик – это инструмент, что применяется при первичной обработке трубы. То есть выполняет проход по полностью гладкой поверхности. Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Черновой инструмент просто прорезает канавки определенных размеров, которые потом необходимо будет доработать. Если нарезку предполагают вести вручную, то без него просто не обойтись.
Второй представленный вид – насадки для выполнения чистовой резьбы. Они предназначаются для прохода по уже нарезанной черновой резьбе.
Старайтесь всегда пользоваться и черновым и чистовым инструментом. Экономить на метчиках, применяя что-то одно – дурная практика. Черновой метчик не даст вам возможности выполнить работу достаточно качественно, так как готовая резьба будет нуждаться в основательной доработке.
Использование же исключительно чистового метчика приведет к его скорейшему выходу из строя. Резцы просто затупятся из-за чрезмерных нагрузок.
Это касается практически всех инструментов такого типа. Не имеет значения, подразумеваете вы метчик для трубной резьбы, или промышленный гаечный образец. Редкие исключения составляют только модели, что выполняют функции насадки на станок. Но в быту они практически не встречаются.
По типу резьбы метчики делят на:
Большинство метчиков нарезают правостороннюю резьбу. Это своеобразный стандарт. Вот почему если вы выбираете модель для трубной резьбы, то рекомендуется покупать именно правосторонний метчик.

Метчики для нарезки резьбы на трубах
Однако случаются ситуации, когда необходимо выполнить левую резьбу. Ярким примером является станок. Гайки для фиксации патрона на нем имеют левую резьбу. Такое конструктивное решение является необходимостью.
Дело в том, что патрон на станке тоже вращается в правую сторону, и при длительной эксплуатации крепежные гайки или болты, будь они зафиксированы с помощью правосторонней резьбы, могли бы ослабиться.
Если же на них оборудована левая резьба, то крепеж с такими проблемами не сталкивается. А это, как вы сами понимаете, положительно сказывается на безопасности во время эксплуатации агрегата.
Что же до конкретных размеров, то тут у вас есть масса вариантов. Один только агрегат для трубной резьбы представлен десятками различных моделей.
Учитывается тип резьбы, ее размер, ширина, глубина, шаг резьбы и т.д. Причем марки насадок тоже имеют определенные различия. Так, размеры резьбы могут изменяться в зависимости от выбранной величины измерения: дюймов, миллиметров и т.д.
Заточка метчика своими руками (видео)
Известные разновидности
Также обратим внимание на виды метчиков в зависимости от рабочего направления. Встречается метчик:
Первый образец – самый распространенный. И неудивительно, ведь именно его применяют, когда необходимо выполнение трубной резьбы, в том числе и для бытовых целей.
Любое резьбовое соединение в сантехнике выполняется метчиками для трубной обработки. Конечно, если вас интересует именно внутренняя резьба, в противном случае задействуют инструменты для формирования наружной резьбы – плашки.
Такой метчик формирует резьбу с увеличенным шагом и представлен в самом большом количестве разновидностей. На рынке встречаются решения в любом ценовом диапазоне.
Гаечный образец, как уже понятно из названия, нарезает резьбу на гайках, рабочих шайбах, зажимах и других подобных деталях.
Метрический применяется для нарезки резьбы с уплощенным срезом. Этот вид встречается преимущественно в промышленности или капитальном строительстве.
Машинный метчик подразумевает использование в качестве насадки для станка. У него улучшенная уникальная геометрия, более надежный сплав и множество других уникальных особенностей. Равно как и цена.
Процесс нарезки
Так как нарезать резьбу метчиком? Да очень просто. Вам необходимо выполнить всего несколько стандартных действий.
В первую очередь подбирают рабочий инструмент. Здесь ошибки быть не может. Четко определитесь с размерами, шагом резьбы, ее направлением. Затем приступайте к работе.
Этапы работы:

Процесс формирования резьбы метчиком
Сам процесс нарезки заключается во вращении метчика в определенном направлении. Если резьба правосторонняя, то вращаем вправо. После каждых 3-4 оборотов необходимо повернуть метчик в обратную сторону примерно на половину оборота, это улучшит качество резьбы.
Старайтесь работать исключительно со смазкой, так как в таком случае процесс пойдет легче, да и инструменты будут изнашиваться медленнее.
Другие похожие статьи по теме:
trubypro.ru
Метчики для дюймовой, конической и трубной резьбы
Метчик-это инструмент для нарезания внутренней резьбы. Метчики имеют разную конструкцию в зависимости от которой бывают цилиндрической конструкции и конической. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, которые имеют разные диаметры и снимают разное количество металла (стружки). Черновой – до 60% металла; средний метчик до 30% металла; чистовой метчик ещё до 10%, после него резьба имеет полный профиль.
Метчик для трубной цилиндрической резьбы ГОСТ 3266-81
| Номинальные размеры в мм | Штучные | Комплект | ||||
| Номинальный диаметр | Число ниток на дюйм | L | Сквозные | Черновые | Чистовые | |
| дюймы | mm | |||||
| Метчик м/р G 1/8 | 9,728 | 28 | 80 | 2625-0001 | 2625-0007 | 2625-0005 |
| Метчик м/р G 1/4 | 13,157 | 19 | 90 | 2625-0009 | 2625-0015 | 2625-0013 |
| Метчик м/р G 3/8 | 16,662 | 100 | 2625-0017 | 2625-0023 | 2625-0021 | |
| Метчик м/р G 1/2 | 20,955 | 14 | 125 | 2625-0025 | 2625-0031 | 2625-0029 |
| Метчик м/р G 5/8 | 22,911 | 2625-0033 | 2625-0039 | 2625-0037 | ||
| Метчик м/р G 3/4 | 26,441 | 135 | 2625-0041 | 2625-0047 | 2625-0045 | |
| Метчик м/р G 7/8 | 30,201 | 14 | 2625-0049 | 2625-0055 | 2625-0053 | |
| Метчик м/р G 1 | 33,249 | 11 | 140 | 2625-0057 | 2625-0063 | 2625-0061 |
| Метчик м/р G 1 1/8 | 37,897 | 2625-0065 | 2625-0071 | 2625-0069 | ||
| Метчик м/р G 1 1/4 | 41,91 | 160 | 2625-0073 | 2625-0079 | 2625-0077 | |
| Метчик м/р G 1 3/8 | 44,323 | 2625-0081 | 2625-0087 | 2625-0085 | ||
| Метчик м/р G 1 1/2 | 47,805 | 2625-0089 | 2624-0095 | 2624-0093 | ||
| Метчик м/р G 1 3/4 | 53,746 | 195 | 2624-0097 | 2625-0103 | 2625-0101 | |
| Метчик м/р G 2 | 59,614 | 2625-0105 | 2625-0111 | 2625-010 | ||
www.vladpm.ru
Метчики для нарезания трубной резьбы: виды, набор |
Метчик – специальная деталь для нарезания резьбы внутри отверстий. Метчик полезен своей исключительной простотой, эффективностью и незамысловатостью.
С ним вам нет нужды обращаться к слесарям или мастерам, а также закупать целую кучу дополнительного оборудования. Простейшие модели метчиков легко используются вручную.
Для мелких строительных и сантехнических работ такой инструмент подходит как нельзя лучше. Да и в промышленности от метчиков до сих пор в восторге каждый, кому хоть раз приходилось сталкиваться с подобными работами.
Что же собой являет метчик, как он работает и каким бывает? Сейчас узнаете.
Назначение метчиков
Метчик выполняет простую, но крайне полезную работу. Он нарезает внутреннюю резьбу. Резьба метчиками выполняется за счет вращения внутри заготовки. То есть она формируется внутри уже проделанного отверстия.
Для сравнения, простейшая внутренняя резьба встречается на гайке, а внешняя резьба — на гранях болта.
Внешняя нарезка резьбовых заготовок осуществляется родственницей метчика – плашкой. Она во многом схода с рассматриваемым в данной статье инструментом, но так как тема у нас не о плашках, то и обсуждать их не будем.
Метчики востребованы практически везде. Популярность их столь высока, что вы вряд ли найдете хоть одного домашнего мастера, у которого не нашлось бы парочки советских метчиков. К слову сказать, до сих пор отлично работающих, потому что сталь тогда была что надо.
Эти инструменты можно с успехом использовать для самых разнообразных задач. Начиная от машинной нарезки резьбы на соединительных гайках, и заканчивая формированием трубной резьбы в крупных трубопроводах.
Для трубной нарезки используют особенный класс оборудования. Форма таких метчиков отличается от стандартной. Резьба тоже немного иная. Она получается крупнее, шаг у нее больше.
Преимущественно обработка труб нужна сантехникам, чтобы затем накрутить на готовую резьбу компрессионные фитинги. Без возможности самостоятельно нарезать ее, работенки сантехникам бы добавилось прилично. Не говоря уже о количестве затраченных нервов.
Читайте также: основные характеристики и виды резьбовых фитингов для труб
Конструкция метчика
Рассмотрим особенности формы метчиков, их принцип действия и еще несколько интересных деталей.
Форма у инструмента довольно простая, можно даже сказать – незамысловатая. Это обычный винтовой стержень с зубцами на краях, сильно напоминающий насадку на станок.

Машинный метчик для создания резьбы
По большому счету, ручной метчик и произошел от насадок для станков. Но не будем вдаваться в исторические подробности. Вам важно только знать, что его форма практически идеально подходит для нарезки резьбовых заготовок любого типа. Причем как вручную, так и машинным способом.
На внешней части метчика нарезаны зубцы с определенным шагом. Если инструмент продвинутый, то по его вертикальной оси будут расположены глубокие каналы, своего рода отводы для стружки.
Они, как правило, необходимы для деталей машинного типа. Так как станок осуществляет вращение насадки со скорость в несколько тысяч оборотов, и по-другому удалять стружку работнику не получится.
Впрочем, и ручные модели теперь выпускаются со схожей формой. Особенно после расцвета электротехнической промышленности, когда рынок наводнили мелкие шустрые дрели, способные выдавать все те же пару тысяч оборотов, но при этом мобильные.
Читайте также: почему металлопластиковые трубы так хороши для систем водопровода?
Принцип действия
Стандартный метчик работает за счет своего вращения. Вращают его в определенном направлении, чаще всего в правую сторону. Направление вращения менять нельзя. Если вам нужна левосторонняя резьба, тогда надо покупать левосторонний метчик.
При вращении зубцы на краях срезают металл внутри заготовки, постепенно продвигаясь внутрь. Каждый последующий ряд зубов все больше прорезает канавку, пока полностью не выполнит поставленную задачу.

Измерение шага резьбы метчика
Отметим, что существуют метчики чернового и чистового типа. Перед тем как нарезать резьбу метчиком, надо правильно подобрать инструмент. Выбор между черновыми и чистовыми деталями относится к этому процессу в первую очередь.
Черновой образец – своего рода первопроходец. Он прочнее, грубее, и дешевле. Черновыми метчиками проходятся по неподготовленному отверстию, формируя канавки под будущую резьбу.
Бывают черновые и получерновые разновидности. Черновые образцы есть как ручные, так и машинные. Получерновые встречаются только в комплекте с черновыми и чистовыми, а использовать их допустимо только на станках.
Задача получерновой модели – последующая доработка черновой резьбы до почти готового (но все еще незавершенного) состояния.
Чистовой же метчик проходится по предварительной нарезанной канавке, убирает остатки металлической стружки, дотачивает глубину, делает более точный шаг. В общем, оформляет резьбу так, чтобы потом ею можно было пользоваться.
Нельзя менять черновой и чистовой инструменты местами. Это касается как формирования трубной, так и механической резьбы. Сначала проходимся черновым инструментом, затем используем чистовой. Только так будет правильно.
Виды и отличия
Метчики выпускают в разных вариациях. Их разновидностей хватает с излишком. Постараемся описать основные группы, чтобы вам было проще делать свой выбор.
В первую очередь следует разделять инструменты для создания резьбы:
Под механической резьбой мы подразумеваем заготовку, что предназначается для последующей сборки в какой-то из деталей. Это может быть как мелкая гайка, так и резьба на корпусе двигателя автомобиля.
Для трубной резьбы используют трубной метчик. Причина, по которой разделяют две группы инструментов – различия в размерах.
Размеры трубной резьбы крупнее. Она предназначена для быстрого формирования сантехнических соединений, легкой их модификации и т.д. В то время как изделия из первой группы предназначаются для других задач, они оборудованы резцами с куда меньшим шагом, другой глубиной и даже уровнем наклона.
Читайте также: в чем преимущества использования американки для труб?

Метчик с креплением под станочный патрон
Немаловажную роль играют непосредственные размеры. Причем учитываются не только общие размеры. Но также и размеры между резцами, их шаг и т.д. Тут есть несколько нюансов. Дело в том, что в разных странах используют разные системы исчисления.
В Европе и на постсоветском пространстве распространена метрическая система с упором на метры, миллиметры, сантиметры и т.д.
В странах Северной Америки, а также Великобритании используют дюймовую систему. Каждая система подразумевает свою маркировку. Соответственно и метчики выпускаются с ориентацией на те или иные размерные единицы.
По типу приложения усилий их делят на:
Первая рассматриваемая группа позволяет сформировать внутреннюю резьбу вообще без применения посторонних инструментов. Максимум что вам потребуется – дополнительный фиксатор с ручками или вороток.
С ручным изделием придется попотеть, желательно иметь некоторый опыт, или хотя бы понимать, о чем идет речь, но все это осуществимо. Самый популярный ручной образец – трубной метчик.
Дело в том, что трубы преимущественно выпускают в готовом виде. Резьба на них делается уже после выпуска, вручную и только если в этом действительно есть необходимость. Станки для таких задач почти не используются, вследствие их дороговизны и громоздкости.
Машинные метчики монтируются на станок. Они куда прочнее своих ручных собратьев. И неудивительно, ведь интенсивность их применения куда выше.
Заточка метчика для нарезания резьбы (видео)
Технология нарезки резьбы
Мало просто знать, как нарезать резьбу метчиком, нужно еще и уметь делать это правильно.
И вот тут есть несколько деталей. С метчиком следует вести себя крайне осторожно. В отличие от плашки, он не приспособлен к самозатягиванию на заготовке. Вам надо четко контролировать силу и направления приложения усилий, чтобы не испортить результат.
Этапы работы:
Различия между инструментами практически не влияют на сам рабочий процесс. Трубной метчик используют точно так же, как и любой другой образец.
Всегда старайтесь смазывать внутренность изделия и сам инструмент маслом. Если нет масла, используйте технический жир или сало. Для ручной обработки трюк с маслом – настоящее спасение. Потому что работать по сухому металлу очень сложно. От трения он быстро нагревается, шаг резьбы сбивается, появляется лишняя стружка.
homebuild2.ru
Метчики для трубной резьбы от производителя
Метчики для трубной резьбы
Данные метчики применяются для нарезания трубной циллиндрической резьбы, для нарезания сквозных и глухих резьб. Мы производим машинно-ручные метчики, т.е. возможно как ручное применение метчиков, так и на сверлильных станках и токарных автоматических центрах.
Метчики для трубной резьбы подходят для нарезания резьбы в трубах, двигателях, в изделиях из легированной стали и цветных металлов (сталь, чугун, латунь).
При маркировке трубные метчики обозначаются буквой “G”, изготавливаются из стали Р6К5.
Преимущества метчиков для трубной резьбы: благодаря свойствам стали Р6К5, трубные метчики обладают высокой износостойкостью и теплостойкостью, что позволяет нарезать резьбу в вязких материалах.
Наша компания производит трубные метчики размером от G 1/8 до G1/2. Изделия изготовлены по ГОСТу 3266-81.
Приобретайте трубные метчики на сайте нашего интернет-магазина «Инреко». Покупайте металлообрабатывающие инструменты с гарантией производителя. Гарантия защиты наших изделий от подделок – наличие фирменного логотипа на наших изделиях (вставить логотип букву «И» и фото с метчиком, где видно клеймо «И»).
Всегда поддерживаем достаточное количество инструментов на складе. Изготавливаем метчики в сжатые сроки под заказ.
Наша компания предоставляет:
- гибкую систему оплаты
- отсрочку платежа постоянным клиентам
- доставку товаров по всей России. Сотрудничаем с компаниями «Авторейдинг», «Деловые линии».
- гарантии производителя
У вас остались вопросы относительно выбора метчика?
Свяжитесь с нами по телефонам: (8362) 42-94-95, 42-58-48
Или электронной почте: [email protected], [email protected]
Справочная информация
Как происходит процесс нарезания внутренней резьбы с помощью метчиков?
Первоначально берется черновой метчик, который закрепляют в воротке и смазывают его маслом. Затем черновой метчик вставляют в отверстие, где необходимо сделать отверстие. Далее начинают вращать инструмент.
Для получения правой резьбы используются правые метчики, вращение происходит по часовой стрелке. Если требуется левая резьба — применяют левые метчики, а вороток с метчиком вращают против часовой стрелки.
Заключительный этап нарезания резьбы осуществляется чистовым метчиком.
inreko.ru
Метчик для нарезки резьбы: виды, конструктивные особенности
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
 Разновидности метчиков
Разновидности метчиков  Метчик для нарезки резьбы
Метчик для нарезки резьбы Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.

Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:

Разновидности канавок метчика
Кроме того, канавки делятся на:
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
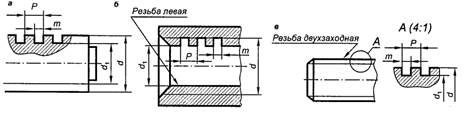
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
 Конический метчик для нарезки резьбы
Конический метчик для нарезки резьбы  Цилиндрический метчик для нарезки резьбы
Цилиндрический метчик для нарезки резьбы Оновные размеры метчиков:
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
 Гаечный метчик
Гаечный метчик  Слесарные метчики
Слесарные метчики Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
Метчики сильно различаются по своей конструкции:

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:

Виды резьбы
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.

Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:

Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.

Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
Скачать ГОСТ 3266-81
Отдельно стандартизованы:
Скачать ГОСТ 1604-71
Скачать ГОСТ 6951-71
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Виды метчиков для нарезания резьбы: размеры, особенности и характеристики
Метчик – это резьбонарезной инструмент представляющий собой винт со специальными канавками. В зависимости от способа применения и формы резьбы существуют различные виды метчиков для нарезания резьбы - цилиндрические, конические, машинно-ручные, метрические, дюймовые, трубные, трапецеидальные и т. д. Рассмотрим основные типы метчиков для нарезания резьбы, их особенности и характеристики.
Метчики ручные – основной резьбонарезной инструмент при проведении слесарных работ. Отличается от машинного квадратной хвостовой частью для фиксации в ручном воротке. Предназначены для ручного нарезания любого типа резьбы в глухих и сквозных отверстиях, в соответствии с назначением. Выпускаются двух- и трехкомплектными. Наиболее часто используются 2-комплектные метчики. Трехкомплектные метчики, как правило, используются для нарезания резьб с крупным шагом при диаметре более 24 мм. Ниже приведены основные метрические шаги и размеры метчиков, таблица:
| Размер резьбы | Основной шаг, мм |
| 1 | 0.25 |
| 1.1 | 0.25 |
| 1.2 | 0.25 |
| 1.4 | 0.3 |
| 1.6 | 0.35 |
| 1.8 | 0.35 |
| 2 | 0.4 |
| 2.2 | 0.45 |
| 2.5 | 0.45 |
| 3 | 0.5 |
| 3.5 | 0.6 |
| 4 | 0.7 |
| 4.5 | 0.75 |
| 5 | 0.8 |
| 5.5 | 0.5 |
| 6 | 1 |
| 7 | 1 |
| 8 | 1.25 |
| 9 | 1.25 |
| 10 | 1.5 |
| 11 | 1.5 |
| 12 | 1.75 |
| 14 | 2 |
| 16 | 2 |
| 18 | 2.5 |
| 20 | 2.5 |
| 22 | 2.5 |
| 24 | 3 |
| 27 | 3 |
| 30 | 3.5 |
| 33 | 3.5 |
| 36 | 4 |
| 39 | 4 |
| 42 | 4.5 |
| 45 | 4.5 |
| 48 | 5 |
| 52 | 5 |
| 56 | 5.5 |
| 60 | 5.5 |
| 64 | 6 |
Это универсальный тип метчиков для нарезания резьбы рассчитанный и на ручное использование, и на установку в патрон металлорежущего оборудования. При ручной нарезке возможно нарезание резьбы с шагом до 3 мм. включительно. Метчики одинарные выпускаются в двух исполнениях – для нарезания резьбы в сквозных отверстиях, для чего имеется 6 ниток на рабочей части инструмента. Для нарезания резьбы в глухих отверстиях используются метчики с 3-мя нитками на заборном конусе. Отдельно выпускаются машинные метчики с винтовыми и укороченными канавками, рассчитанные исключительно под крепление в патрон станка.
Метчики гаечные – это специальный вид метчиков для нарезания резьбы с более длинной хвостовой частью. Данный вид инструмента предназначен для установки в токарный станок или обрабатывающий центр и благодаря увеличенной длине хвостовика позволяют нарезать резьбы на нескольких гайках без выворачивания метчика из отверстия. По мере нарезания гайки нанизываются на хвостовик, тем самым увеличивая производительность операций. Гаечные метчики выпускаются одинарными и имеют 12 витков на рабочей части. Инструмент используемый в гайконарезных автоматах имеют изогнутый хвостовик, с которого гайки автоматически сбрасываются по мере нарезания.
Это резьбонарезной инструмент для нарезки левой резьбы – резьбы, у которой выступ при вращении против часовой стрелки отдаляется вдоль оси от точки наблюдения. Соответственно деталь ввинчивается или навинчивается против часовой стрелки. Имеют тот же шаг и диаметры что метрические резьбы, маркируются буквами LH. Используются гораздо реже, чем метчики с правой резьбой, но незаменимы при создании многих конструктивных элементов, в первую очередь там, где необходимо исключить ослабление резьбового крепления при правом вращении. Метчики левые подразделяются на подвиды в зависимости от типа резьбы (коническая, цилиндрическая), могут быть прямыми или винтовыми с канавками для отвода стружки из зоны нарезки, выпускаются в диапазоне от М4 до М42.
Это инструмент для нарезки резьбы в дюймовой системе измерений, принятой в США, Великобритании и некоторых др. странах. Применяются для нарезки глухих и сквозных резьбовых каналов в стальных и чугунных изделиях. Изготавливаются двух- и трехкомплектными, имеют 3 класса точности. Метчики дюймовые подразделяются, в зависимости от стандарта, на метчики с резьбой BSW (основная британская крупная резьба с углом при вершине 55°), с резьбами UNC и UNF – широко используемые унифицированные типы с углом при вершине 60°, а также метчики UNS (Unified Special), 8UN, UNEF и т. д. Ниже приведены дюймовые размеры метчиков, таблицы некоторых основных стандартов.
|
Номинальный диаметр, дюйм |
BSW (W) | UNC | UNF | UNEF | BSF | Диаметр резьбы, мм |
| Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | Виток/Дюйм | ||
| Нр. 0 | -- | -- | 80 | -- | -- | 1,520 |
| Нр. 1 | -- | 64 | 72 | -- | -- | 1,850 |
| Нр. 2 | -- | 56 | 64 | -- | -- | 2,180 |
| Нр. 3 | -- | 48 | 56 | -- | -- | 2,520 |
| Нр. 4 | -- | 40 | 48 | -- | -- | 2,850 |
| Нр. 5 | -- | 40 | 44 | -- | -- | 3,170 |
| Нр. 6 | -- | 32 | 40 | -- | -- | 3,500 |
| Нр. 8 | -- | 32 | 36 | -- | -- | 4,160 |
| Нр. 10 | -- | 24 | 32 | -- | -- | 4,830 |
| Нр. 12 | -- | 24 | 28 | 32 | -- | 5,490 |
| 1/16" | 60 | -- | -- | -- | -- | 1,587 |
| 3/32" | 48 | -- | -- | -- | -- | 2,381 |
| 1/8" | 40 | -- | -- | -- | -- | 3,175 |
| 5/32" | 32 | -- | -- | -- | -- | 3,969 |
| 3/16" | 24 | -- | -- | -- | 32 | 4,762 |
| 7/32" | 24 | -- | -- | -- | 28 | 5,556 |
| 1/4" | 20 | 20 | 28 | 32 | 26 | 6,350 |
| 5/16" | 18 | 18 | 24 | 32 | 22 | 7,938 |
| 3/8" | 16 | 16 | 24 | 32 | 20 | 9,525 |
| 7/16" | 14 | 14 | 20 | 28 | 18 | 11,113 |
| 1/2" | 12 | 13 | 20 | 28 | 16 | 12,700 |
| 9/16" | 12 | 12 | 18 | 24 | 16 | 14,288 |
| 5/8" | 11 | 11 | 18 | 24 | 14 | 15,876 |
| 11/16" | -- | -- | -- | 24 | 14 | 17,463 |
| 3/4" | 10 | 10 | 16 | 20 | 12 | 19,051 |
| 13/16" | -- | -- | -- | 20 | 12 | 20,638 |
| 7/8" | 9 | 9 | 14 | 20 | 11 | 22,226 |
| 15/16" | -- | -- | -- | 20 | 11 | 23,813 |
| 1" | 8 | 8 | 12 | 20 | 10 | 25,401 |
| 1 1/16" | -- | -- | -- | 18 | -- | 26,988 |
| 1 1/8" | 7 | 7 | 12 | 18 | 9 | 28,576 |
| 1 3/16" | -- | -- | -- | 18 | -- | 30,163 |
| 1 1/4" | 7 | 7 | 12 | 18 | 9 | 31,751 |
| 1 5/16" | -- | -- | -- | 18 | -- | 33,338 |
| 1 3/8" | 6 | 6 | 12 | 18 | 8 | 34,926 |
| 1 7/16" | -- | -- | -- | 18 | -- | 36,512 |
| 1 1/2" | 6 | 6 | 12 | 18 | 8 | 38,101 |
| 1 5/8" | 5 | 5 | 18 | 8 | 41,277 | |
| 1 3/4" | 5 | 5 | 18 | 7 | 44,452 | |
| 1 7/8" | 4,5 | 4,5 | 18 | -- | 47,627 | |
| 2” | 4,5 | 4,5 | 18 | 7 | 50,802 |
Предназначены для нарезания трубных резьб с дюймовой системой измерения, маркируются буквой G. Выпускаются в диапазоне размеров от 1/8 до 2 дюймов, наиболее широко используемые - ½, 3/4 и 1 дюйм, более редкие 5/8, 7/8, 5/6 и 3/8 используются, как правило, в гидравлике. Метчики трубные выпускаются в ручном и машинно-ручном исполнении, используются для нарезания резьб в контргайках и др. элементах систем водоснабжения. Имеют, как правило, двухкомплектное исполнение, с острым и тупым заходом.
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Данная категория метчиков используется для нарезки трапецеидальной резьбы используемой для передачи движения с большим усилием – суппорты станков, винтовые пары и т. д. Резьба трапецеидальная способна выдерживать значительные нагрузки, метчик для её нарезки может быть одинарным или комплектным, применяемыми для подготовки резьбы в глухих и сквозных отверстиях. Метчики создают однозаходную резьбу, изготавливаются из быстрорежущей стали Р6М5.
mekkain.ru