Производство изоляция труб ппу: Производство труб в ППУ изоляции от завода изготовителя ПСК «Полистрой»
Содержание
Технологии | Завод «СТИ»
Завод «Современные технологии изоляции» — высокотехнологичное современное предприятие.
В компании имеется все необходимое оборудование для производства труб, изолированных ППУ в ПЭ и оцинкованной оболочках, диаметром от 160 до 1200 мм. Кроме того, наше производство располагает необходимыми пресс-формами для фасонных частей ППУ изоляции соединительных деталей трубопровода.
Высокая производительность обеспечивается сбалансированным набором оборудования, исключающим нехватку мощностей или их простой.
Мы используем станки известных производителей-специалистов.
Friend Technology Co., Китай занимает ведущие позиции в области проектирования и производства высококачественного экструзионного оборудования для изготовления различных изделий из полимерных материалов.
Sente Makina, Турция производит спирально-навивные и фальцепрокатные станки, станки плазменной резки. Компания является единственным производителем в Европе, способным производить спирально-навивные станки, обеспечивая высокое качество продукции и сервиса.
Спирально-навивные станки
для производства оцинкованной
оболочки диаметром 100 — 1250 мм
Экструзионная линия
для производства ПЭ-оболочки труб
диаметром 630 — 1200 мм
Заливочные установки
для производства ППУ изоляции труб
Экструзионные линии
для производства ПЭ-оболочки труб
диаметром 160 — 560 мм
Технология
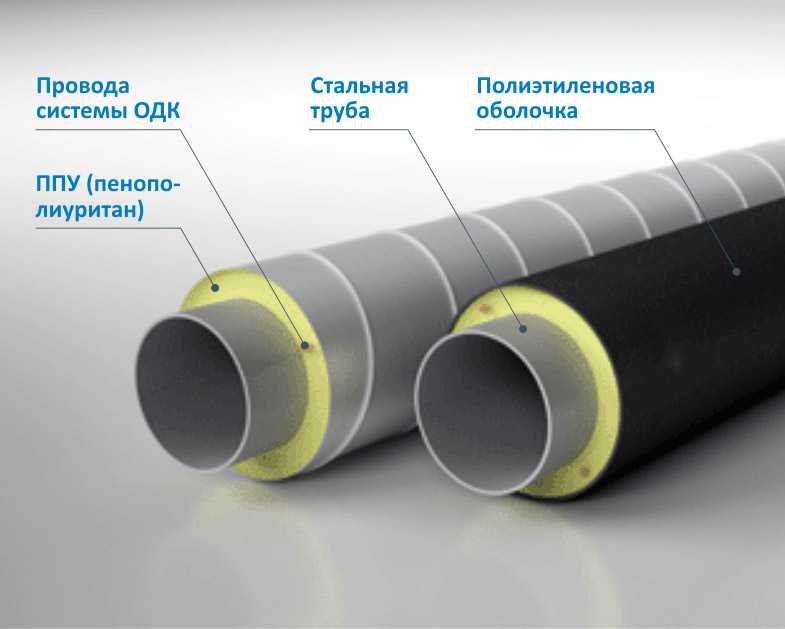
Производство трубы в ППУ изоляции предусматривает получения изделия по технологии «труба в трубе». Стальная труба требуемого диаметра помещается на центрирующих опорах из полипропилена во внешнюю оболочку.
При подземной прокладке применяется полиэтиленовая труба-оболочка, которая несет в себе гидроизолирующие свойства. Для воздушной прокладки применяется спирально-навивная труба из оцинкованной стали. Межтрубное пространство заполняется компонентами ППУ, которые вспениваются и отвердевают, образуя единое монолитное изделие.
Для лучшей адгезии пенополиуретана стальные трубы проходят предварительную подготовку, которая состоит из предварительного нагрева, сушки и дробеструйной обработки.
Технология жидкостного заполнения компонентов ППУ обеспечивает лучшие антикоррозионные свойства
и теплоизоляцию, более длительный срок службы теплоизоляционного слоя и прочность всей конструкции.
Адгезия обеспечивает высокопрочное сцепление между следующими разнородными поверхностями: сталь трубы — ППУ — полиэтилен наружной оболочки. Высокая адгезия этих поверхностей является необходимым условием для длительной эксплуатации трубопроводов и сокращения потерь тепла в процессе транспортировки. Альтернативные способы теплоизоляции (скорлупа ППУ, стекловолокно, вспененный каучук, гели и т.д.) не имеют таких показателей адгезии.
При производстве трубы в ППУ изоляции с системой ОДК (система оперативного дистанционного контроля), в межтрубное пространство дополнительно размещается сигнальный медный провод.
Заполненяемая ППУ изоляция имеет встроенную систему оперативного дистанционного контроля (ОДК).
Система ОДК позволяет постоянно следить за состоянием (увлажнением) изоляции, и устанавливать место повреждения стальной трубы или гидроизоляционного покрытия с точностью до одного метра. Ни один аналог теплоизоляции трубопроводов аналогичной функциональной системы не имеет.
Ни один аналог теплоизоляции трубопроводов аналогичной функциональной системы не имеет.
Материал
Основной материал, обеспечивающий изолированным трубам исключительные качества, — это пенополиуретан.
Пенополиуретан имеет более привычное название «поролон» и представляет собой газонаполненную пластмассу. Именно пористая структура и обеспечивает ему такие высокие теплоизолирующие характеристики.
Он обладает такими характеристиками:
- легкостью;
- высокой ударной прочностью;
- повышенной износостойкостью;
- допускает различные способы обработки;
- низкой теплопроводностью;
- устойчивостью к плесени и гниению;
- способностью «работы» в грунте.
Пенополиуретан
- Служит в 2-3 раза дольше других утеплителей
- Экологически полностью нейтрален
- Работает в большом диапазоне температур: от –150 до +145 °С
- Не имеет швов и принимает любую необходимую форму
- Современный ППУ практически не горит (группа горения Г1)
Благодаря своим свойствам ППУ изоляция используется в широком спектре отраслей. Его применение для изоляции трубопроводов особенно важно для нашей страны, поскольку в зимнее время такая теплоизоляция пластиковых и стальных труб позволяет сокращать тепловые потери подаче горячей воды и предотвращать от замерзания холодную воду, проходящую по трубопроводам.
Его применение для изоляции трубопроводов особенно важно для нашей страны, поскольку в зимнее время такая теплоизоляция пластиковых и стальных труб позволяет сокращать тепловые потери подаче горячей воды и предотвращать от замерзания холодную воду, проходящую по трубопроводам.
Использование пенополиуретана обеспечивает:
- увеличение срока эксплуатации предизолированного трубопровода без ремонта или замены;
- увеличение интервала обслуживания трубопровода и снятия контрольных замеров;
- быстрый доступ к поврежденным участкам и доступный локальный ремонт повреждений;
- надежную теплоизоляцию труб на протяжении всего срока службы трубопровода;
- существенное сокращение периода ввода в действие строительных объектов;
- высокую сопротивляемость трубопровода в отношении химических соединений
(исключение составляют некоторые растворители и концентрированные кислоты).
О заводе
- Доставка
- Качество
- Технологии
- Документация
- Компания
Производство труб в ППУ изоляции в Казани «Альфа-Тех»
Производство труб в ППУ изоляции в Казани осуществляет завод Альфа-Тех. Профессионализм наших сотрудников, высокотехнологичное оснащение позволяют выполнять заказы различной сложности. На сайте вы можете ознакомиться с широким ассортиментом сертифицированной продукции, которая полностью соответствует ГОСТ. Осуществляем создание как стандартных труб ППУ, а также выполняем проекты по индивидуальным требованиям.
Профессионализм наших сотрудников, высокотехнологичное оснащение позволяют выполнять заказы различной сложности. На сайте вы можете ознакомиться с широким ассортиментом сертифицированной продукции, которая полностью соответствует ГОСТ. Осуществляем создание как стандартных труб ППУ, а также выполняем проекты по индивидуальным требованиям.
Требования к производству труб ППУ
Производство труб ППУ осуществляется в промышленных условиях. Оно включает в себя ряд сложных технологических процессов, таких как напыление на стальной каркас трубы пенополиуретана. После этого труба покрывается оцинкованной стал или полиэтиленом в зависимости от типа оболочки. В ходе работы завод по производству труб в ППУ изоляции Альфа-Тех руководствуется ГОСТом 30732-2001.
Стандартизации регулирует только производство труб ППУ ПЭ, то есть моделей в полиэтиленовой оболочке. Трубы, заключённые в каркас из оцинкованной стали не имеют законодательно закрепленных требований.
Цена производства трубы ППУ зависит от особенностей изоляции. Некоторые модели принято утеплять, чтобы расширить сферу эксплуатации и устойчивость трубопровода к низким температурам. Чтобы ее использовать сложное оборудование для производства труб ППУ, которое позволяет осуществить напыление пенополиуретана, скорлупу создают отдельно, после чего монтируют на уже готовой трубе при помощи специальных стяжек.
Технология производства труб ППУ
Завод по производству труб ППУ соблюдает все технические нормы и требования безопасности при создании продукции. Изготовление каждой модели включает в себя следующие этапы работ:
- Получение сырья. Сырье, полученное от поставщиков, проходит специальный контроль качества. Все его компоненты должны соответствовать заявленным требованиям.
 К сырью относят сталь, полиэтилен, пенополиуретан, различные датчики и др.
К сырью относят сталь, полиэтилен, пенополиуретан, различные датчики и др. - Создание скорлупы. На этом этапе изготавливается форма пенополиуретановой оболочки будущей конструкции.
- Монтаж трубы в стальную оболочку, установка проводников и датчиков.
- Залив пенополиуретана. Жидкая смесь заливается в форму для получения нужного размера.
- Создание внешнего слоя. Когда конструкция готова, по ее периметру создают внешнюю оболочку: наваривают оцинкованную сталь или натягивают полиэтилен.
Производство труб в ППУ изоляции завершается контролем качества. Все модели проходят испытания на запас прочности и соответствие требованиям безопасности.
Изготовление теплоизоляционных скорлуп
Существует большое количество различных видов пенополиуретана. Для изготовления скорлупы труб используют бесфреоновые рецептуры жесткого пенополиуретана. Такой тип материала можно заливать в форму в жидком виде. К тому же, он полностью отвечает требованиям экологической безопасности.
Для заливки материала используется пресс-форма. После проведения подготовительной работы, жидкий пенополиуретан заливают в форму. При этом важно правильно рассчитать количество материала, залитого на дно формы. Также перед заливкой жидкой массы необходимо смазать стенки формы. Для этого их очищают от остатков прошлого материала и покрывают антиадгезионным раствором.
После этого закрывается крышка пресс-формы. Вместе с содержимым ее держат в закрытом состоянии до 10-15 минут. Точное время зависит от индивидуальных параметров, таких как толщина и диаметр скорлупы. За это время пенополиуретан застывает. Если при раскрытии формы дефектов на поверхности не обнаружено, скорлупу вводят в эксплуатацию.
При осмотре поверхности готового изделия его края очищают от лишнего пенополиуретана. Часть покрытия при этом может осыпаться, поэтому выполнять рихтовку должен специалист, прошедший профессиональное обучение. В штате завода полиэтиленовых труб Альфа-Тех опытные специалисты, которые без труда смогут выявить любые несоответствия продукции требованиям к качеству товара. По завершению производства скорлупа устанавливается на трубе ППУ и покрывается верхним слоем из оцинкованной стали или полиэтилена.
По завершению производства скорлупа устанавливается на трубе ППУ и покрывается верхним слоем из оцинкованной стали или полиэтилена.
Нюансы изготовления труб ППУ от завода Альфа-Тех
Осуществляем производство труб в ППУ изоляции с 2004 года. За это время мы получили бесценный опыт, который сегодня помогает нам выполнять проекты для различных сфер деятельности. Существует несколько ключевых моментов ведения деятельности нашего завода:
- Применение современного оборудования позволяет не только гарантировать качество, но и выпускать большое количество изделий за короткие сроки без потери свойств.
- Каждый этап изготовления труб ППУ сопровождается тщательным контролем, поэтому исключается вероятность поставок бракованной продукции.
- При производстве строго соблюдаются действующие нормы и ГОСТ.
- Наши клиенты могут рассчитывать на подробную консультацию по всем интересующим вопросам.
- Мы всегда строго соблюдаем сроки и договоренности.

Осуществляем своевременную доставку до места установки, объекта заказчика. Логистический отдел подберет оптимальный вариант, который будет отвечать вашим запросам.
На сайте вы можете ознакомиться с полным каталогом, а также с реализованными проектами. Если вам требуется точный расчет, то воспользуйтесь формой обратной связи. Мы предоставим все необходимые сведения.
Заказать изготовление труб ППУ в изоляции в Казани
Если вам требуется современное производство труб ППУ высокого качества, то смело обращайтесь за помощью в нашу компанию. Имеем большой опыт успешного решения проектов любой сложности. Получить дополнительную информацию можно по телефону: 8 (800) 700-43-11 или по электронной почте: [email protected].
Завод по производству труб ППУ и фасонных изделий Альфа-Тех гарантирует высокое качество продукции и строгое соблюдение сроков.
Изоляция труб ППУ в Новосибирске – НЗИТ
Главным фактором безаварийной эксплуатации трубопроводов в зимнее время является их эффективная защита от воздействия минусовых температур. На сегодня самый надёжный способ защиты всех типов стальных труб, используемых для прокладки коммуникаций, – применение пенополиуретана (ППУ) в качестве теплоизоляционного материала. Изоляция труб ППУ позволяет решить целый комплекс задач, связанных с эксплуатацией бытовых и промышленных коммунальных систем.
На сегодня самый надёжный способ защиты всех типов стальных труб, используемых для прокладки коммуникаций, – применение пенополиуретана (ППУ) в качестве теплоизоляционного материала. Изоляция труб ППУ позволяет решить целый комплекс задач, связанных с эксплуатацией бытовых и промышленных коммунальных систем.
Преимущества
Необходимость теплоизоляции водопроводных и отопительных коммуникаций особо актуальна для наших климатических условий с их низкими зимними температурами. Это позволяет предотвратить перемерзание труб в морозы, а также свести к минимуму теплопотери на этапе доставки теплоносителя к конечному потребителю.
Использовавшиеся ранее теплоизоляционные материалы, к сожалению, не давали нужного эффекта. Основными их недостатками был низкий уровень защиты, недолговечность и неудобство в эксплуатации. Основные нарекания со стороны поставщиков коммунальных услуг и обслуживающих организаций вызывали высокие потери тепла и необходимость регулярного профилактического ремонта термозащитного слоя.
Кардинально решить данную проблему позволила разработка технологий нового поколения, в основе которых лежала изоляция труб ППУ. Среди основных достоинств использования пенополиуретана, по сравнению с теми же рулонными материалами, следует отметить:
- Высокие термоизоляционные показатели пенополиуретана. Это позволяет достичь значительного, подчас десятикратного, снижения теплопотерь в трубопроводах горячего водоснабжения.
- Снижение временных затрат на монтаж коммуникаций при использовании готовой изоляции труб ППУ. Связано это с отсутствием необходимости производить обмотку теплоизоляционными материалами непосредственно на месте произведения работ.
- Возможность применения технологии бесканальной прокладки трубопроводов. Это особенно актуально в ситуациях, когда возникает необходимость пересечения автомобильных и железнодорожных магистралей, ранее проложенных коммуникационных линий.
- Изоляция труб ППУ даёт возможность на треть снизить сметные расходы на обустройство трубопровода.
 Это достигается благодаря более рациональному использованию оборудования и техники, людских ресурсов, большей скоростью произведения монтажных работ.
Это достигается благодаря более рациональному использованию оборудования и техники, людских ресурсов, большей скоростью произведения монтажных работ. - Герметичная пенополиуретановая оболочка позволяет обеспечить защиту стальных труб от воздействия сырости и вызываемой ею коррозии. В результате значительно повышаются сроки эксплуатации трубопровода, уменьшаются расходы на его текущее обслуживание и ремонт.
- Изоляция труб ППУ позволяет применять в комплексе с ней элементы дистанционного контроля над возможными протечками. Система аварийной диагностики СОДК своевременно подаёт сигнал о проникновении жидкости во внутренний слой теплоизоляции, что позволяет оперативно обнаружить место утечки и локализовать последствия аварии.
Наличие большого количества неоспоримых достоинств изоляции труб ППУ, делает эту технологию наиболее эффективной из всех используемых сегодня вариантов теплозащиты водопроводных коммуникаций и теплотрасс.
Технологические особенности
Изоляция труб ППУ – сравнительно молодая технология, продолжающая интенсивно развиваться, используя новейшие разработки и достижения технического прогресса. Ещё недавно для теплоизоляции использовались лишь готовые оболочки-«скорлупы» определённого диаметра. Сегодня разработан более эффективный способ изоляции труб ППУ – так называемая технология «труба в трубе».
Ещё недавно для теплоизоляции использовались лишь готовые оболочки-«скорлупы» определённого диаметра. Сегодня разработан более эффективный способ изоляции труб ППУ – так называемая технология «труба в трубе».
Она представляет собой сложную конструкцию, состоящую из трёх слоёв материала. Внутри располагается стальная труба, по которой осуществляется транспортировка теплоносителя. Наружный слой представляет собой полиэтиленовую трубу большего диаметра, исполняющую защитную функцию от механических повреждений. Пространство между этими двумя трубами заполняется вспененным полиуретаном. В результате получается уже готовый к укладке в грунт, утеплённый элемент трубопровода. Изоляция стыков труб производится с помощью специальных муфт, обеспечивающих герметичность мест соединения.
Услуги по изоляции труб ППУ
Наша компания осуществляет высококачественную изоляцию труб ППУ с соблюдением всех технологических требований и производственных стандартов. Весь процесс изготовления осуществляется в заводских условиях, с применением самого современного оборудования. Мы обладаем штатом высокопрофессиональных сотрудников, имеющих многолетний опыт работы. Поэтапно вся процедура изоляции труб с помощью ППУ выглядит следующим образом:
Мы обладаем штатом высокопрофессиональных сотрудников, имеющих многолетний опыт работы. Поэтапно вся процедура изоляции труб с помощью ППУ выглядит следующим образом:
- Заказчик после заключения договора, привозит свои трубы, которые необходимо утеплить при помощи пенополиуретана.
- В производственном цехе нашими сотрудниками осуществляется зачистка поверхности трубы при помощи высокотемпературных горелок, пескоструйных аппаратов, и, при необходимости, химических реактивов.
- Далее производится оценка труб на наличие дефектов – свищей, трещин, коррозионных повреждений.
- По внешней поверхности трубы устанавливаются полимерные кольца-центраторы и прокладываются проводники аварийной сигнализации протечек — системы ОДК.
- Подготовленные таким образом стальные трубы заказчика помещаются во внешнюю полиэтиленовую трубу-оболочку или оболочку из оцинкованной стали. На торцах устанавливаются заглушки для герметизации межтрубного пространства и предотвращения попадания пенополиуретана внутрь стальной трубы.

- Внутренняя полость между труб заполняется химическими компонентами, которые при взаимодействии вспениваются, заполняя всё внутреннее пространство.
- После этого, при помощи приборов, производится оценка качества изоляции труб ППУ, а также прозванивается провод сигнальной аварийной системы на целостность.
- Готовое изделие маркируется и отправляется на склад, откуда заказчик может забрать его в любое удобное для себя время.
В итоге, благодаря тщательному контролю над качеством произведения изоляции труб ППУ, достигается максимальная эффективность термозащиты коммуникаций. Данная технология применима к трубам различных диаметров – от 32 мм до 1020 мм. Экономия на уменьшении теплопотерь, своевременном обнаружении протечек и снижении сметной стоимости монтажных работ, с лихвой окупают все расходы на проведение изоляции труб ППУ.
Технические характеристики
| Показатель | Значение |
|---|---|
| Плотность* | не менее 60 кг/м3 |
| Прочность при сжатии при 10%-ой деформации в радиальном направлении | не менее 0,3 МПа |
| Теплопроводность при средней температуре 50°C | не более 0,033 Вт/м°C |
| Водопоглощение при кипячении в течение 90 минут (для труб с ПЭ оболочкой) | |
| при температуре 23±2°C при температуре 140±2°C** | не менее 0,12 МПа не менее 0,08 МПа |
| Прочность на сдвиг в тангенциальном направлении | |
| при температуре 23±2°C при температуре 140±2°C | не менее 0,2 МПа не менее 0,13 МПа |
| Радиальная ползучесть теплоизоляции при температуре испытания 140°C | |
| в течение 100 часов в течение 1000 часов | не более 2,5 мм не более 4,6 мм |
* Плотность среднего слоя изоляции
** Определяется по требованию заказчика
| Размеры труб ППУ в ПЭ оболочке | ||||||
|---|---|---|---|---|---|---|
| Наружный диаметр и минимальная толщина стенки стальных труб * | Тип 1 | Тип 2 | ||||
| Средний наружный диаметр изолированных труб с ПЭ оболочкой | Расчётная толщина слоя ППУ | Средний наружный диаметр изолированных труб с ПЭ оболочкой | Расчётная толщина ППУ | |||
| Номинальный | Предельное отклонение (+) | Номинальный | Предельное отклонение (+) | |||
| 32 x 3,0 | 90; 110; 125 | 2,7; 3,5; 3,7 | 26,0; 36,5; 43,5 | – | – | – |
| 38 x 3,0 | 110; 125 | 3,2; 3,7 | 33,0; 40,5 | – | – | – |
| 45 x 3,0 | 125 | 3,7 | 37,0 | – | – | – |
| 57 x 3,0 | 125 | 3,7 | 31,5 | 140 | 4,1 | 38,5 |
| 76 x 3,0 | 140 | 4,1 | 29,0 | 160 | 4,7 | 39,0 |
| 89 x 4,0 | 160 | 4,7 | 32,5 | 180 | 5,4 | 42,5 |
| 108 x 4,0 | 180 | 5,4 | 33,0 | 200 | 5,9 | 43,0 |
| 133 x 4,0 | 225 | 6,6 | 42,5 | 250 | 7,4 | 54,5 |
| 159 x 4,5 | 250 | 7,4 | 41,5 | 280 | 8,3 | 55,5 |
| 219 x 6,0 | 315 | 9,8 | 42,0 | 355 | 10,4 | 62,0 |
| 273 x 7,0 | 400 | 11,7 | 57,0 | 450 | 13,2 | 81,5 |
| 325 x 7,0 | 450 | 13,2 | 55,5 | 500 | 14,6 | 79,5 |
| 426 x 7,0 | 560 | 16,3 | 58,2 | 600; 630 | 16,3 | 77,6; 92,5 |
| 530 x 7,0 | 710 | 20,4 | 78,9 | – | – | – |
| 630 x 8,0 | 800 | 23,4 | 72,5 | – | – | – |
| 720 x 8,0 | 900 | 26,3 | 76,0 | – | – | – |
| 820 x 9,0 | 1000 | 29,2 | 72,4 | 1100 | 32,1 | 122,5 |
| 920 x 10,0 | 1100 | 32,1 | 74,4 | 1200 | 35,1 | 120,5 |
| 1020 x 11,0 | 1200 | 35,1 | 70,4 | – | – | – |
| 1220 x 11,0 | 1425 | 38,2 | 79,0 | – | – | – |
| 1420 x 12,0 | 1600 | 41,2 | 90,0 | – | – | – |
* Толщину стенки стальной трубы устанавливают в проекте. По согласованию с проектной организацией допускается также применение труб других диаметров.
По согласованию с проектной организацией допускается также применение труб других диаметров.
| Размеры труб ППУ в ОЦ оболочке | |||
|---|---|---|---|
| Наружный диаметр и минимальная толщина стенки стальных труб * | Размеры оболочки из тонколистовой оцинкованной стали | Расчётная толщина слоя ППУ ** | |
| Номинальный диаметр | Минимальная толщина | ||
| 32 x 3,0 | 100; 125; 140 | 0,55 | 46,0; 53,5 |
| 38 x 3,0 | 125; 140 | 0,55 | 43,0; 50,5 |
| 45 x 3,0 | 125; 140 | 0,55 | 39,5; 47,0 |
| 57 x 3,0 | 140 | 0,55 | 40,9 |
| 76 x 3,0 | 160 | 0,55 | 41,4 |
| 89 x 4,0 | 180 | 0,6 | 44,9 |
| 108 x 4,0 | 200 | 0,6 | 45,4 |
| 133 x 4,0 | 225 | 0,6 | 45,4 |
| 159 x 4,5 | 250 | 0,7 | 44,8 |
| 219 x 6,0 | 315 | 0,7 | 47,3 |
| 273 x 7,0 | 400 | 0,8 | 62,7 |
| 325 x 7,0 | 450 | 0,8 | 61,7 |
| 426 x 7,0 | 560 | 1,0 | 66,2 |
| 530 x 7,0 | 675; 710 | 1,0 | 71,5; 89,0 |
| 630 x 8,0 | 775; 800 | 1,0 | 71,5; 84,0 |
| 720 x 8,0 | 875; 900 | 1,0 | 76,5; 89,0 |
| 820 x 9,0 | 975; 1000 | 1,0 | 76,5; 89,0 |
| 920 x 10,0 | 1075; 1100 | 1,0 | 76,5; 89,0 |
| 1020 x 11,0 | 1175; 1200 | 1,0 | 76,7; 89,2 |
| 1220 x 11,0 | 1375; 1425 | 1,0 | 79,0; 91,5 |
| 1420 x 12,0 | 1575; 1600 | 1,0 | 77,0; 89,5 |
* Толщина стенки стальной трубы определяется проектом..jpg)
** Величина справочная.
Изготовление ППУ труб
Нанесение теплоизоляции труб и установка оболочки осуществляется исключительно в заводских условиях. На первом этапе отбирают стальную трубу и изготавливают ПЭ или ОЦ кожух, проверяют компоненты пенополиуретана и комплектующие системы СОДК, которая будет отслеживать целостность трубопровода во время его работы. Стальная поверхность трубы зачищается и обезжиривается
После этого стальная труба устанавливается в оболочку, а в пространство между ними монтируются провода СОДК. Торцы закрываются специальными заглушками, и полость под оболочкой заполняется готовой смесью ППУ. На завершающем этапе теплоизоляции труб изделие проверяют на соответствие нормам и целостность оболочки.
Новосибирский завод изолированного трубопровода реализует готовые трубы в ППУ всех типоразмеров. Кроме того, мы производим изоляцию труб заказчика, доставленных к нам на завод. Чтобы договориться о теплоизоляции труб или заказать готовую партию, оставьте заявку на нашем сайте..jpg)
Статьи по теме:
Производство и применение фасонных изделий в ППУ изоляции
Сложно представить прокладку труб в ППУ изоляции без использования фасонных изделий, которые необходимы в процессе монтажа и объединения прямых участков, создания разветвлений, поворотов разных диаметров и сечений.
Фасонные части в ППУ (фитинги) – это соединительные части трубопровода, предварительно теплоизолированные вспененным полиуретаном, которые предназначены для непроницаемого перекрытия трубопровода, а также других вспомогательных целей.
Используются фасонные части в различных системах трубопроводов: как во внутренних, так и во внешних. Производство фасонных компонентов может осуществляться по 1-му (обычному) и 2-му (усиленному) способу изоляции с разной толщиной слоя теплоизоляции.
Компоненты ППУ
Фасонные изделия могут иметь оцинкованную либо полиэтиленовую оболочку, основной функцией каждой из которых является гидрозащита. Изделия с оболочкой из полиэтилена являются наиболее подходящим вариантом для бесканального способа прокладки трубопровода в грунте, а изделия с оцинкованной оболочкой – для надземной прокладки теплоэнергетических инженерных коммуникаций. Фасонные изделия, относящиеся к частям трубопроводной системы, часто можно контролировать дистанционно.
Фасонные изделия, относящиеся к частям трубопроводной системы, часто можно контролировать дистанционно.
Сейчас на рынке металлопроката существуют следующие категории фасонных частей:
- Z-образные элементы;
- отводы;
- тройники для труб;
- неподвижные опоры;
- скользящие опоры;
- переходы и прочие.
Отводы ППУ
Отвод ППУ – соединяющая стальная деталь, которая необходима для плавного изменения ориентации трубопровода. Главной отличительной особенностью отводов является возможность огибания преград на неровных местах.
Отводы сварные секторные включают в себя несколько секторов труб, которые объединены между собой при помощи сварки. Цельнотянутые отводы ППУ производятся способом нагрева метала, сгибаются по шаблону. И первый, и второй вид отводов считаются надёжными и соответствуют прямому назначению. 3 самые распространённые виды отводов – с радиусами 90, 60, 45 градусов.
Поскольку крутоизогнутые отводы ППУ обладают незначительным углом поворота, монтаж трубопровода может быть значительно облегчён. Тип покрытия выбирается с учётом условий дальнейшего применения и назначения.
Тип покрытия выбирается с учётом условий дальнейшего применения и назначения.
1 — стальная труба; 2 — теплоизоляция из пенополиуретана; 3 — оцинкованная оболочка; 4 — кабель системы ОДК.
Область применения отводов
- химическая промышленность;
- промысловые, распределительные нефтепроводы;
- коммунальное теплоснабжение. ГСВ и холодного водоснабжения;
- система криогенных трубопроводных систем;
- энергетика.
В качестве альтернативы вентиляционному отводу может использоваться воздушный клапан.
Тройники для труб
Тройник – это соединительная часть трубопроводной системы с 3-мя отверстиями, которые позволяют подключать к главной трубе вспомогательные ответвления. Основное назначение тройника – разветвление трубопровода.
Тройники для труб изготавливаются способом сварки 3-х частей трубы: отрезка, который продолжит прямую, примыкающих участков главной трубы и боковой горловины.
Область применения тройников широка – они применяются в магистральных, промышленных и технологических трубопроводах, канализационных системах, системах отопления и водоснабжения.
Альтернатива использования — предизолированная труба.
Переходы для труб
Переход диаметров труб — деталь трубопровода, обеспечивающая объединение труб с одного диаметра на иной для надёжного соединения части тепловой магистрали.
По технологии производства стальные переходы бывают 2-х типов:
- сварные листовые
- бесшовные
Стальные переходы для труб широко используются в трубопроводах нефтегазовой, коммунальной, химической, энергетической сфер.
Переходы, изготовленные с использованием вальцевого металла – альтернатива штампованным переходам с меньшими размерами.
Z-образные элементы
Изделие Z-образной части – это соединение части изолированной трубы и 2-х отводов. Из-за постоянной нагрузки трубопроводы ППУ попадают под воздействие внешней среды, а Z-образные элементы, которые содержит труба стальная.
ППУ с приваренными отводами, работают в системе сжатия, обеспечивая компенсацию трубопровода.
Данный элемент производится в заводских условиях компанией-производителем ООО «Теплоспецинком» предварительно обработанных пенополиуретаном трубопроводов.
Скользящие опоры ППУ
Скользящие опоры ППУ обычно используются в монтаже теплотрассы в особых каналах при бестраншейной прокладке теплопроводов. Они обеспечивают стабильную устойчивость трубы при воздействии каких-либо повреждений.
При изготовлении скользящих опор принимаются во внимание неблагоприятные факторы, в частности потенциальное влияние окружающей среды. Именно поэтому все изделия производятся способом холодно штамповки с использованием низко-углеродистой стали. Сфера применения — нефте- и газопровода, инженерные коммуникации, теплопровода АЭС и ТЭС, промышленная инфраструктура.
Неподвижная опора ППУ
Назначение неподвижных опор – надёжная фиксация трубопровода во избежание его поперечного либо продольного смещения. Производится неподвижная опора ППУ из свинца и стали, что зависит от материала трубопровода.
Производится неподвижная опора ППУ из свинца и стали, что зависит от материала трубопровода.
Область применения – подземные, наземные бесканальные коммуникации.
Услуги ППУ — Изоляции труб, цены, прайс г. Новосибирск — ПО Трубное решение
Для теплоизоляции трубопроводных контуров различных типов и конфигураций ппу изоляция задействуется сегодня все более часто. Это и неудивительно. Изготовленная из специального пенополиуретана она характеризуется отличными техническими показателями, минимизирует возможные теплопотери, а ее использование доступно в обширном температурном диапазоне без каких-либо ограничений при этом.
Компания «Трубное Решение» реализует металлопрокат с ппу изоляцией для труб в ассортименте и на выгодных для партнеров условиях. У нас налаженное производство, индивидуально формируемая при каждом обращении ценовая политика и полное соответствие имеющейся продукции отраслевым стандартам. Доверьтесь профессионалам. Наш прокат вас не разочарует.
ППУ изоляция труб и ее особенности
Говоря о трубах ППУ подразумевают трубный прокат, прошедший предварительное изолирование с помощью специальной прослойки из пенополиуретана. Сверху размещается защитный контур, оберегающий теплоизолятор от негативных сторонних воздействий и климатических проявлений.
Регламентирует технологический процесс и общие производственные аспекты создания ппу изоляции ГОСТ 30732-2020. При этом типовой прокат ППУ имеет такое конструктивное исполнение:
- Стальная труба. Главный модуль, прошедший предварительную обработку с применением термического метода и механического воздействия. За счет этого основание очищается от органики и следов коррозии с получением требуемых адгезионных показателей;
- Изолирующая прослойка. Основа из вспененного полиуретана характеризуется отличными теплоизоляционными показателями и демонстрирует высокую эффективность вне зависимости от эксплуатационных условий;
- Сигнальный кабель. Его укладка проходит в слое ППУ.
 На его основе формируется комплекс операционно-дистанционного мониторинга что позволяет беспроблемно локализовать аварийный участок.
На его основе формируется комплекс операционно-дистанционного мониторинга что позволяет беспроблемно локализовать аварийный участок.
Сверху все закрывает скорлупа ппу для изоляции, представленная полиэтиленом низкого давления или специальным сплавом с оцинкованным напылением. Нанесенная на поверхность маркировка указывает на категорию трубы и ее характеристики.
Задействование труб ППУ актуально при размещении тепловых сетей, систем подачи воды и газа, монтаже контуров промышленной предназначенности. Столь же актуальны они на газодобывающем направлении и в нефтеперерабатывающем секторе. Причем не только на участках поставки добытой нефти, но и в местах ее переработки.
Достоинства ППУ изоляции
Реализуемая в ассортименте тепловая изоляция ппу предлагает потребителям такие преимущества:
- Значительное снижение возможных потерь тепла с предельным показателем не более 4 %;
- Беспроблемная эксплуатация в различных температурных режимах с предельно допустимым расхождением от -80 до +130 градусов;
- Отличная сопротивляемость влиянию влаги, гниению, контактам химического и биологического характера;
- Отсутствие колебания теплопотерь вне зависимости от уровня влажности, температурного режима и прочих сопутствующих факторов;
- Высокая сопротивляемость магистрали коррозионным процессам без потребности ее дополнительной обработки;
- Беспроблемная укладка труб с возможностью их наземного или подземного размещения;
- Оперативный контроль за состоянием трубопровода посредством использования комплекса дистанционного мониторинга;
- Длительный период эксплуатации выполненной из труб ППУ магистрали без утраты первоначальной надежности и функциональности.

При этом цена ппу изоляции остается на весьма демократичном уровне что делает выбор в ее пользу полностью оправданным и целесообразным. При расчете стоимости учитываются габариты задействуемых труб, толщина теплоизоляционной прослойки и ее диаметр, конфигурация защитного контура и объем приобретаемой партии.
Тепловая изоляция ППУ и ее вариации
Исходя из задействованного для наружного контура материала различают прокат ППУ с покрытием из полиэтилена и оцинкованного сплава. В трубах ППУ ПЭ за защиту теплоизолятора отвечает полиэтиленовая лента. Размещение труб с таким покрытием целесообразно в подземных трубопроводных контурах, имеющих канальный и бесканальный формат.
Конструктивно типовой продукт представлен в виде таких элементов:
- Внутренняя рабочая труба;
- Утеплитель на основе пенополиуретана;
- Комплекс СОДК;
- Внешний контур из упрочненного полиэтилена.
Возможность укладки труб без предварительной подготовки дренажных лотков не только упрощает монтаж ппу изоляции такого типа, но и сокращает связанные с размещением временные и финансовые затраты.
Трубы ППУ ОЦ для сохранности пенополиуретановой прослойки имеют оцинкованный контур. С конструктивной точки зрения продукт в полной мере идентичен изоляции ППУ ПЭ. Отличие заключается лишь в наружном, последнем, слое. Здесь задействуется сталь с оцинкованным напылением что обеспечивает дополнительную защиту от коррозии, климатических проявлений, контактов с влагой и окружающей средой. Укладка таких труб осуществляется по надземной (воздушной) технологии.
Исходя из толщины изоляции трубы ппу классифицируют следующим образом:
- Типовые. Задействуются при размещении трубопроводных контуров в условиях умеренного климата. Исходя из типа выбранного защитного контура применяются маркера 1 ППУ ПЭ и 1 ППУ ОЦ для ПНД и оцинкованного каркаса соответственно;
- Усиленные. Размещение таких труб целесообразно в регионах с более суровым и холодным климатом. Маркирование 2 ППУ ПЭ и 2 ППУ ОЦ свидетельствует о наличии пленки из полиэтилена или оцинкованной оболочки соответственно.

Технология подготовки ППУ изоляции
Изготовление продукции предполагает задействование специальных агрегатов и приспособлений. Сам процесс проходит в несколько этапов. Работа начинается с тщательной подготовки основания, которая заключается в обработке поверхности пламенем и выполнении ее механической чистки.
Далее на трубы одеваются специальные центраторы, обеспечивающие равномерный диаметр ппу изоляции по всей длине трубы. Они имеют равный шаг и придают конструкции дополнительную жесткость что немаловажно для последующей беспроблемной эксплуатации.
Обязательным этапом является размещение вдоль насадок сигнализационной линии, позволяющей быстро и точно определить место повреждения внешней защитной прослойки. Перед заливкой пенополиуретана труба с центраторами и комплексом СОДК вставляется внутрь подготовленного кожуха с индивидуально подобранной длиной. Специальные заглушки обеспечивают плотное закрытие торцов конструкции. В них же обустраиваются заливочные модули для подачи пенополиуретана и откачки избыточного воздуха.
Перед заливкой заготовку размещают под небольшим уклоном. Подаваемый термоизолятор представлен мелкодисперсной эмульсионной смесью с пеностабилизаторами в составе. В процессе химической реакции раствор вспенивается, обретает равномерную структуру и полностью заполняет собой все внутреннее пространство.
Труба остается в полной неподвижности вплоть до окончательного завершения проходящих внутри процессов. Для этого требуется всего несколько часов. Малейшие механические воздействия способны снизить эксплуатационные показатели готового продукта и ухудшить его теплоизоляционные свойства.
Где можно заказать ППУ изоляцию
Выбирая «Трубное Решение», вы получаете не только качественную продукцию со всей необходимой разрешительной документацией, но и такие преимущества при каждом заказе:
- Ассортимент. В каталоге заявлен обширный выбор различных категорий металлопроката;
- Подход. Производство осуществляется нами не только по типовым, но и по предоставленным заказчиком индивидуальным размерам;
- Технологии.
 В работе используется только новейшее оборудование и современные технологические мощности;
В работе используется только новейшее оборудование и современные технологические мощности; - Комфорт. При обращении оперативно отгружаем продукцию и обеспечиваем ее быструю отправку в любой уголок РФ;
- Ответственность. Мы не раздаем лишних обещаний, но всегда вовремя и в полном объеме выполняем взятые обязательства;
- Профессионализм. В нашей команде собраны специалисты с высокой квалификацией и большим накопленным опытом;
- Доступность. Цены на продукцию рассчитываются нами индивидуально с предоставлением скидок и бонусных предложений;
- Надежность. На весь реализуемый прокат в обязательном порядке предоставляется комплексная гарантия.
Аспекты заказа изоляции ППУ
Подать запрос на приобретение продукции или дополнительную консультацию со специалистом вы можете в удобное для себя время. Сделать это можно следующим образом:
- Онлайн-форма обратной связи;
- Контактный телефон 8-800 на сайте;
- Корпоративный e-mail.
Вне зависимости от формата обращения мы гарантируем оперативное реагирование на полученную заявку и квалифицированное обслуживание при дальнейшем взаимодействии.
Ищите трубы ППУ – качественные, с гарантией и обязательной сертификацией? Тогда вы обратились по верному адресу. У нас представлен обширный ассортимент проката, все позиции отсортированы по категориям и имеют необходимую разрешительную документацию. Подбор нужного продукта вы можете осуществить самостоятельно или заручившись поддержкой опытных консультантов. Не нужно медлить. Приходите, выбирайте и оформляйте заявку на металлопрокат уже сегодня. Каталог компании «Трубное Решение» к вашим услугам.
Полиуретан — Pipe Shields Inc.
Пенополиуретан является одним из основных компонентов предизолированных опор для труб, производимых компанией Piping Technology & Products. Полиуретан отличается от большинства пластиковых материалов тем, что его можно адаптировать для удовлетворения различных требований к нагрузкам в различных областях применения. Пенополиуретаны получают реакцией ди- или полиизоциануратов в равных пропорциях с полиолами в присутствии воды, которая действует как вспенивающий агент. Полиизоцианураты образуются при смешивании с полиолом большего количества ди- или полиизоцианата. Все жесткие пены, изготовленные из полиизоцианатных систем, содержат в себе некоторую форму полиуретана и могут называться пенополиуретаном. Физические свойства очень мало отличаются при высоких плотностях. Полиизоциануратные пены используются там, где требуется стабильность размеров при температуре выше 200 градусов по Фаренгейту. Однако для криогенных применений, где изоляция трубопровода не подвергается воздействию высоких температур, ППУ является приемлемой заменой.
Пенополиуретаны получают реакцией ди- или полиизоциануратов в равных пропорциях с полиолами в присутствии воды, которая действует как вспенивающий агент. Полиизоцианураты образуются при смешивании с полиолом большего количества ди- или полиизоцианата. Все жесткие пены, изготовленные из полиизоцианатных систем, содержат в себе некоторую форму полиуретана и могут называться пенополиуретаном. Физические свойства очень мало отличаются при высоких плотностях. Полиизоциануратные пены используются там, где требуется стабильность размеров при температуре выше 200 градусов по Фаренгейту. Однако для криогенных применений, где изоляция трубопровода не подвергается воздействию высоких температур, ППУ является приемлемой заменой.
Общим методом, используемым для получения изменения грузоподъемности, является изменение плотности. В Piping Technology and Products мы предлагаем 10 фунтов. / фут 3 , 14 фунтов. / футов 3 и 20 фунтов. Плотность изменяется при изменении количества пенообразователя (содержания воды). Плотность полиуретана уменьшается с увеличением содержания воды (см. рис. 1). Это соотношение может быть показано следующим образом: Ш = 3,706 / Д 1.126 Где: W = % содержания воды Помимо плотности, на прочность жесткого пенополиуретана также влияют многие факторы, такие как катализатор, поверхностно-активное вещество, тип смешения, тип пенообразующей системы: базовый полиол и изоцианат, а также влияние каждого из них на пенопласт. клеточная структура. | ||||||||||||||||||||||||||||||||||||||||||||
Полиуретан – термореактивный материал; однако он немного размягчается при повышении температуры и несколько затвердевает при очень низких температурах. | Полиуретан анизотропен, или полиуретан прочнее в направлении подъема пены. В Piping Technology and Products анизотропный характер или направленные свойства нашего полиуретана снижаются за счет перегрузки формы, используемой для формирования полиуретана. Перегружая пресс-форму, мы можем контролировать структуру ячеек и обеспечивать однородные физические свойства. Зависимость между прочностью на сжатие и плотностью пенопласта представлена на рис. 3. | |||||||||||||||||||||||||||||||||||||||||||
Зависимости плотности пены от ее модулей упругости при сжатии, прочности на растяжение, модулей упругости при растяжении и прочности на сдвиг представлены на рис. Piping Technology & Products имеет полный производственный комплекс для производства полиуретана, необходимого для опор труб. Мы приглашаем наших клиентов посетить наш завод и понаблюдать за изготовлением изолированных трубных опор всех типов. | Жесткие пенополиуретаны имеют относительно большое количество поперечных связей по мере расширения пены. Наши поставщики химикатов контролируют степень сшивки по функциональности (чем выше функциональность, тем больше сшивок) и по молекулярной массе компонентов смеси. Жесткие ячейки придают залитой пене прочность, а внутреннее пространство обеспечивает низкую теплопроводность. Вода используется в качестве пенообразователя для пены в этом диапазоне плотности от 10 до 40 фунтов. Зависимость между температурой, теплопроводностью и плотностью пенополиуретана показана на рис. 5. | |||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
 / фут 3 плотность.
/ фут 3 плотность. Размягчение при высоких температурах влияет на полиуретан двумя способами: (а) потеря прочностных свойств и (б) изменение размеров пены (особенно пены низкой плотности). Низкие температуры, как правило, очень мало влияют на свойства полиуретана, за исключением того, что они делают его немного более твердым и хрупким. См. рис. 4 для этих эффектов.
Размягчение при высоких температурах влияет на полиуретан двумя способами: (а) потеря прочностных свойств и (б) изменение размеров пены (особенно пены низкой плотности). Низкие температуры, как правило, очень мало влияют на свойства полиуретана, за исключением того, что они делают его немного более твердым и хрупким. См. рис. 4 для этих эффектов. с 6 по 9 соответственно. Пожалуйста, смотрите ниже для соответствующих кривых.
с 6 по 9 соответственно. Пожалуйста, смотрите ниже для соответствующих кривых. 00
00 00
00Анизотропия в предварительно изолированных полиуретаном трубах
Полимеры (Базель). 2019 декабрь; 11(12): 2074.
Опубликовано в Интернете 12 декабря 2019 г. doi: 10.3390/polym11122074
Информация об авторе Примечания к статье Информация об авторских правах и лицензии Отказ от ответственности в качестве теплоизоляции и несущего элемента, так как служит связующим звеном между средней трубой и корпусом. Следовательно, знание того, как пена ведет себя при многоосных нагрузках, имеет большое значение для проектирования, а также для прогнозирования старения сети. Известно, что анизотропия формы ячеек полимерных пенопластов приводит к анизотропии их механических свойств. В этом исследовании мы оцениваем и количественно определяем микроструктурную анизотропию пенополиуретана из предварительно изолированных труб, а также его механическое поведение при сжатии в трех ортогональных направлениях. Мы охватываем жесткие и гибкие пенополиуретаны, серийное и непрерывное производство, а также различные диаметры труб. Результаты сравнивались с результатами, предсказанными доступными моделями прямоугольной формы и формы ячейки Кельвина. Мы обнаружили, что полиуретан из предварительно изолированных труб является ортотропным и имеет более сильную анизотропию, чем та, которая обычно обнаруживается в полиуретановых плитах. Аналогичным образом вели себя и рассматриваемые традиционные клееные трубы. Однако при сравнении двух гибких труб в этом исследовании, несмотря на отсутствие существенных различий в анизотропии формы ячеек, наблюдалось существенно различное поведение отношения модулей упругости. Это показывает, что, хотя производственный процесс оказывает основное влияние на анизотропию формы ячеек, для объяснения различий в поведении жесткости необходимо принимать во внимание другие факторы, такие как размер ячеек и изменчивость размеров ячеек.
Мы охватываем жесткие и гибкие пенополиуретаны, серийное и непрерывное производство, а также различные диаметры труб. Результаты сравнивались с результатами, предсказанными доступными моделями прямоугольной формы и формы ячейки Кельвина. Мы обнаружили, что полиуретан из предварительно изолированных труб является ортотропным и имеет более сильную анизотропию, чем та, которая обычно обнаруживается в полиуретановых плитах. Аналогичным образом вели себя и рассматриваемые традиционные клееные трубы. Однако при сравнении двух гибких труб в этом исследовании, несмотря на отсутствие существенных различий в анизотропии формы ячеек, наблюдалось существенно различное поведение отношения модулей упругости. Это показывает, что, хотя производственный процесс оказывает основное влияние на анизотропию формы ячеек, для объяснения различий в поведении жесткости необходимо принимать во внимание другие факторы, такие как размер ячеек и изменчивость размеров ячеек.
Ключевые слова: анизотропия ячеек , пенополиуретан, сэндвич-структура, централизованное теплоснабжение, многоосевая нагрузка
Предварительно изолированные трубы централизованного теплоснабжения (ЦТ) состоят из трубы с внутренней средой, полиуретановой (ПУ) изоляционной пены и полиэтилена ( ПЭ) корпус. Полиуретановая пена соединяет среднюю трубу и корпус. Средняя труба может быть стальной или пластиковой (например, PEX) в зависимости от рабочей температуры сети. Доступные предварительно изолированные полиуретановые трубы могут быть изготовлены с использованием различных процессов и составов полиуретана. Наибольшее распространение получили стальные трубы с жесткой связью. Они изготавливаются серийно, при этом ПУ впрыскивается между сервисной трубой и корпусом. Сервисная труба и корпус изготавливаются в отдельном процессе. Гибкие трубы, появившиеся на рынке совсем недавно, изготавливаются в непрерывном процессе, при котором полиуретан заливается в движущуюся литейную форму, а полиуретановый материал обтекает движущуюся трубу. Затем на место экструдируется внешняя полиэтиленовая оболочка [1]. Доступны предварительно изолированные гибкие трубы с различной степенью гибкости, достигаемой за счет различных составов пенополиуретана, а также с гофрированной и гладкой оболочкой. представляет поперечное сечение предварительно изолированной трубы.
Полиуретановая пена соединяет среднюю трубу и корпус. Средняя труба может быть стальной или пластиковой (например, PEX) в зависимости от рабочей температуры сети. Доступные предварительно изолированные полиуретановые трубы могут быть изготовлены с использованием различных процессов и составов полиуретана. Наибольшее распространение получили стальные трубы с жесткой связью. Они изготавливаются серийно, при этом ПУ впрыскивается между сервисной трубой и корпусом. Сервисная труба и корпус изготавливаются в отдельном процессе. Гибкие трубы, появившиеся на рынке совсем недавно, изготавливаются в непрерывном процессе, при котором полиуретан заливается в движущуюся литейную форму, а полиуретановый материал обтекает движущуюся трубу. Затем на место экструдируется внешняя полиэтиленовая оболочка [1]. Доступны предварительно изолированные гибкие трубы с различной степенью гибкости, достигаемой за счет различных составов пенополиуретана, а также с гофрированной и гладкой оболочкой. представляет поперечное сечение предварительно изолированной трубы.
Открыть в отдельном окне
Сечение предизолированной полиуретановой трубы.
Сети трубопроводов ЦО обычно прокладывают под землей. Они подвергаются многоосевой нагрузке, так как рабочая температура вызывает расширение трубы, которое частично сдерживается окружающим грунтом. Это расширение приводит к осевому сдвиговому напряжению на пене, так как осевое расширение частично уравновешивается трением грунта, а при сжатии пены в радиальном направлении из-за давления грунта. Таким образом, полиуретановая пена в этом приложении играет решающую роль как в качестве теплоизоляции, так и в качестве несущего элемента, сводя к минимуму потери тепла в сети, что имеет решающее значение для устойчивости всей системы централизованного теплоснабжения, а также служит связующим звеном между теплоносителем. труба и кожух. Поэтому знание того, как пена ведет себя при многоосевых нагрузках, имеет большое значение как для проектирования, так и для прогнозирования старения сети, что является ключевым, поскольку ожидается, что жизненный цикл этой инфраструктуры будет длиться более 30 лет. Однако сведения о микроструктуре и поведении пенополиуретана в предизолированных трубах ЦО недостаточно хорошо известны, и поэтому стандарты проектирования и методы расчета, используемые в этом секторе, относятся в основном к стальным трубам [2,3]. В то время как старение пенополиуретана в трубах централизованного теплоснабжения в последние годы было предметом исследований, основное внимание уделялось окислению и термической деструкции [4,5,6], но детали микроструктуры и ее связи с механическое поведение остается в основном неизученным. Для оптимизации структурного проектирования требуется детальное понимание механического поведения элементарных материалов. Существует потребность в более точном описании пенополиуретана, используемого в трубах ЦО, что позволило бы разработать модели материалов и численное моделирование, которые могли бы поддержать процесс проектирования.
Однако сведения о микроструктуре и поведении пенополиуретана в предизолированных трубах ЦО недостаточно хорошо известны, и поэтому стандарты проектирования и методы расчета, используемые в этом секторе, относятся в основном к стальным трубам [2,3]. В то время как старение пенополиуретана в трубах централизованного теплоснабжения в последние годы было предметом исследований, основное внимание уделялось окислению и термической деструкции [4,5,6], но детали микроструктуры и ее связи с механическое поведение остается в основном неизученным. Для оптимизации структурного проектирования требуется детальное понимание механического поведения элементарных материалов. Существует потребность в более точном описании пенополиуретана, используемого в трубах ЦО, что позволило бы разработать модели материалов и численное моделирование, которые могли бы поддержать процесс проектирования.
На механические свойства ячеистых твердых материалов большое влияние оказывает микроструктура пенопласта, а также свойства образующего его твердого материала. Ключевые конструктивные особенности [7]:
Ключевые конструктивные особенности [7]:
Относительная плотность.
Степень открытия или закрытия ячеек.
Геометрическая анизотропия пен.
Известно, что ячейки полимерных пен имеют тенденцию к удлинению в направлении подъема пены из формы из-за действующих сил вязкости во время процесса вспенивания и, следовательно, являются анизотропными. Это явление и его влияние на свойства материала хорошо описаны в [7].
Пенополиуретан, используемый для изоляции труб ЦТ, имеет закрытые ячейки. Первая модель, связывающая анизотропию формы с механическими свойствами ячеистых пен, предложена Хубером и Гибсоном [8] как расширение модели, предложенной Гибсоном и Эшби [9]. Эта модель основана на простой геометрии кубической ячейки. Соотношение размеров ячеек R будет влиять на модуль упругости пенопласта в соответствии с:
E3E2=E3E1=2R21+(1R)3,
(1)
где Е 3 — модуль упругости в направлении подъема, E 1 и E 2 — в направлении, перпендикулярном подъему пены, R — коэффициент анизотропии, определяемый как отношение от наибольшего размера клетки к наименьшему.
Это выражение предполагает осесимметричные клетки. В случае ортотропных ячеек, где все три измерения ячейки различаются, для ее характеристики необходимы разные значения R :
E1E2=(R12)2[1+(R32)31+(R31)3],
(2)
E2E3=(R23)2[1+(R13)31+(R12)3],
(3)
E3E1=(R31)2[1+(R21)31+(R23)3]
(4)
Для пен с закрытыми порами следует учитывать дополнительный термин [7]:
(1−ϕ)2R1+(1R),
(5)
где Φ — доля твердого материала, расположенного в стойках ячеек, которая для пен с открытыми порами равна φ = 1. Однако пены с закрытыми порами имеют тенденцию механически вести себя аналогично пенам с открытыми порами, когда мембраны на поверхностях ячеек тонкие в относительно краев ячейки [8]. Поскольку измерить толщину клеточных стенок сложно [10], мы предположим, что исследуемый полиуретан ведет себя механически, как пенопласт с открытыми порами.
Более поздние модели, связывающие механические свойства с анизотропией ячеек, были разработаны для пенопластов с открытыми ячейками с использованием модели удлиненного тетракаидекэдра Кельвина [11] в качестве повторяющейся элементарной ячейки, например, из Gong et. др. [12], Ридха и др. др. [13] и Салливан и соавт. [14]. Эта геометрия более точно представляет ячеистую структуру, наблюдаемую в полимерных пенопластах, чем прямоугольная ячейка. Принципиальное отличие модели Кельвина, разработанной Салливаном и др. от предыдущих авторов заключается в том, что геометрия и размер повторяющейся элементарной ячейки определяются тремя независимыми измерениями, что позволяет учитывать дополнительные вариации формы элементарной ячейки. Эквивалентное выражение для уравнения (1) с этой моделью будет следующим:
др. [12], Ридха и др. др. [13] и Салливан и соавт. [14]. Эта геометрия более точно представляет ячеистую структуру, наблюдаемую в полимерных пенопластах, чем прямоугольная ячейка. Принципиальное отличие модели Кельвина, разработанной Салливаном и др. от предыдущих авторов заключается в том, что геометрия и размер повторяющейся элементарной ячейки определяются тремя независимыми измерениями, что позволяет учитывать дополнительные вариации формы элементарной ячейки. Эквивалентное выражение для уравнения (1) с этой моделью будет следующим:
E3E1=E3E2=R4[(2Q~R2+64Q316+Q~2R2)C1+8RQ~3C2(32+4Q16+Q~2R2)(4Q+216+Q~2R2)(16+Q~2R2)( ρfρs)1+(3−π/2)+8R3Q˜5(203−11π23−π)(4Q+216+Q˜2R2)(16+Q˜2R2)(ρfρs)]
(6)
куда
Q˜=2+2Q,
ρ f = density of the foam
ρ s = density of the basis solid material
для гипоциклоиды:
C1=3−π2,
C2=203−11π23−π,
Q=b/(L cos θ),
где b , L и θ — размеры, описывающие форму ячейки. За дополнительными сведениями о геометрическом описании элементарной ячейки вытянутого тетракадекаэдра читатель может обратиться к [14]. Следует отметить, что эта элементарная ячейка осесимметрична.
За дополнительными сведениями о геометрическом описании элементарной ячейки вытянутого тетракадекаэдра читатель может обратиться к [14]. Следует отметить, что эта элементарная ячейка осесимметрична.
Анизотропия пенополиуретанов и ее влияние на их механические свойства широко изучались [8,15,16,17,18,19,20]. Тем не менее, между этими исследованиями и случаем труб с предварительной изоляцией из полиуретана ожидаются значительные различия и изменчивость пены и полученных результатов из-за:
(a)
Процесс производства пенопласта может иметь большое влияние на получаемую микроструктуру пенопласта [21]. Все предыдущие исследования проводились с плитами ПУ, вспененными в прямоугольных формах, где расстояние между стенками формы значительно больше, чем в предварительно изолированных трубах. Поскольку анизотропия ячеек в пенах вызвана действующими вязкими силами между жидкостью и стенками формы в процессе вспенивания [7], ожидается, что более узкое расстояние между стенками формы в случае предизолированных труб будет иметь более высокое значение.
 влияет на анизотропию клеток. Более того, геометрия формы, кольцевой в случае труб, может влиять на микроструктуру ячейки. Кроме того, эффекты производства в непрерывном процессе еще предстоит изучить.
влияет на анизотропию клеток. Более того, геометрия формы, кольцевой в случае труб, может влиять на микроструктуру ячейки. Кроме того, эффекты производства в непрерывном процессе еще предстоит изучить.(b)
Пенополиуретаны могут быть адаптированы путем модификации химического состава [22,23,24]. Тем не менее, подробности о химическом составе полиуретана редко документируются в исследованиях, найденных в литературе, и они могут соответствовать, а могут и не соответствовать химическим составам труб с полиуретановой изоляцией.
(c)
Не все исследования охватывают три ортогональных направления.
Этот документ направлен на решение некоторых проблем, возникающих при проектировании сети, моделировании накопления повреждений и старения для систем трубопроводов централизованного теплоснабжения путем устранения пробелов в знаниях о микроструктуре и механических анизотропных свойствах полиуретановой изоляционной пены серийного производства. клееные трубы и непрерывно производимые гибкие трубы.
клееные трубы и непрерывно производимые гибкие трубы.
В этом исследовании исследовались три различных типа труб: традиционные сварные трубы со стальной средней трубой, жестким вспененным полиуретаном и гладкой полиэтиленовой оболочкой, гибкие связанные трубы со средней трубой из PEX, гибкой вспененной полиуретановой оболочкой и гофрированной полиэтиленовой оболочкой (обозначается FC-DN40). в этом исследовании) и гибкая связанная труба со средней трубой PEX, гибким полиуретановым и гладким полиэтиленовым кожухом (обозначается FS-DN40). Для традиционной сварной трубы оценивались три номинальных диаметра: DN20 (обозначается B-DN20), DN40 (B-DN40) и DN100 (B-DN100). Номинальный диаметр гибких труб DN40. Все трубы имели изоляцию серии 1 (толщина изоляции 28,5 мм) производства «Логстор».
Традиционные клееные трубы, использованные в этом исследовании, были изготовлены в периодическом процессе путем впрыскивания полиуретановой изоляционной пены между рабочей трубой и внешней оболочкой. Корпус изготавливается в предыдущем процессе, и за один раз изготавливается одна труба [25]. Пенополиуретан вспенивается циклопентаном со свойствами, требуемыми стандартом EN 253 [26]. Дополнительная информация о составе ПУ производителем не предоставляется.
Корпус изготавливается в предыдущем процессе, и за один раз изготавливается одна труба [25]. Пенополиуретан вспенивается циклопентаном со свойствами, требуемыми стандартом EN 253 [26]. Дополнительная информация о составе ПУ производителем не предоставляется.
Гибкие трубы изготавливаются в непрерывном процессе, при котором полиуретан заливают в движущуюся литейную форму, поэтому полиуретановый материал обтекает движущуюся трубу. Затем внешняя полиэтиленовая оболочка плавится на месте в экструдерной станции [1], изготовленной в соответствии с EN 15632-1 [27] и EN 15632-2 [28]. Состав полиуретана из двух типов гибких труб, включенных в данное исследование, заметно различается, однако дополнительная информация о химическом составе не предоставляется, поскольку это собственные данные производителя. Гибкие трубы поставляются в бухтах длиной до 200 м, что делает укладку труб более быстрой и экономичной. Гибкие трубы с гладкой оболочкой обычно используются для отводов. Гибкие трубы с гофрированной оболочкой имеют малый радиус изгиба, что позволяет прокладывать трубу на труднодоступных участках и вокруг препятствий. Эта дополнительная гибкость достигается за счет геометрического дизайна гофрированного корпуса и химического состава ПУ [25].
Эта дополнительная гибкость достигается за счет геометрического дизайна гофрированного корпуса и химического состава ПУ [25].
2.1. Подготовка образцов
Образцы были изготовлены из труб, насколько это возможно, в соответствии с [26]. Трубы хранили при температуре 23 °С не менее 72 ч до снятия кожуха. После отбраковки 500 мм концов труб из изоляции трубы были вырезаны прямоугольные формы в соответствии с различными ориентациями для механических испытаний пенопласта по трем ортогональным направлениям X 1 (красный), X 2 (синий) и X 3 (зеленый). Размер образца составлял 30 × 30 × 20 мм для B-DN100 и ок. 25 × 25 × 20 мм для остальных трубок, так как меньший диаметр не позволял извлекать более крупные образцы. Однако успешные испытания образцов такого размера на одноосное сжатие можно найти в исследованиях, опубликованных в литературе [19].,29], и учитывая полученную 1000-кратную разницу между размером ячейки и размером выборки, можно предположить, что используемый размер выборки не повлияет на результаты [30]. Хотя при планировании экспериментов было предусмотрено извлечение трех образцов каждого случая, равномерно распределенных по окружности, это было невозможно, поскольку допуски на размеры труб, обусловленные производственным процессом, делали трубы слегка овальными, что не позволяло извлекать образцы одинакового размера. со всех сегментов окружности.
Хотя при планировании экспериментов было предусмотрено извлечение трех образцов каждого случая, равномерно распределенных по окружности, это было невозможно, поскольку допуски на размеры труб, обусловленные производственным процессом, делали трубы слегка овальными, что не позволяло извлекать образцы одинакового размера. со всех сегментов окружности.
Открыть в отдельном окне
Процедура извлечения пробы.
2.2. Микроструктурная характеристика
Поперечные сечения всех пяти трубных пенопластов исследовали в оптическом микроскопе (Leica DMLP, Wetzlar, Germany). Срезы пенополиуретана были вырезаны по трем исследуемым ортогональным направлениям для каждой трубы резаком (плоскости 1-2, зеленые; 1-3, синие и 2-3, красные, см. ). Чтобы облегчить просмотр клеток через микроскоп, использовали и сравнивали две процедуры подготовки образцов: первая заключалась в пропитке образцов синей эпоксидной смолой под вакуумом. После отверждения смолы образцы полировали до стенок ячеек. Вторая процедура заключалась в штриховке поверхности поролона черным фломастером. Хотя обе процедуры оказались действительными, простота второй благоприятствовала этому методу.
Вторая процедура заключалась в штриховке поверхности поролона черным фломастером. Хотя обе процедуры оказались действительными, простота второй благоприятствовала этому методу.
Затем по полученным микрофотографиям измеряли размер и форму клеток, придавая клеткам форму эллипса с помощью Fiji [31]. Анизотропия формы R затем может быть рассчитана как отношение наибольшего размера к наименьшему. Угол поворота эллипса измеряли, чтобы подтвердить преимущественное направление удлинения клеток. Было измерено около 100 ячеек на поперечное сечение и трубу.
2.3. Механические характеристики
Стандарт [32] соблюдался, насколько это было возможно. Основное отклонение заключается в использовании меньшего размера выборки, как описано и обосновано в разделе 2.1. Пять образцов каждого типа трубы и ориентации были испытаны на сжатие с использованием универсальной испытательной машины при регулируемой скорости смещения 2 мм/с. Силу измеряли тензодатчиком 20 кН, класс точности 0,5 (HBM, Дармштадт, Германия). Деформацию измеряли с помощью трехмерной корреляции цифровых изображений (DIC) [29].,33] с помощью регулируемой системы стереокамер ARAMIS 5M (GOM mbh, Брауншвейг, Германия) с разрешением 2448 × 2051 пикселей. Изображения были получены с частотой 1 Гц. Деформация, измеренная программным обеспечением оптической системы ARAMIS, основана на стохастическом анализе распознавания образов. Поэтому стохастический паттерн был нарисован с одной стороны.
Деформацию измеряли с помощью трехмерной корреляции цифровых изображений (DIC) [29].,33] с помощью регулируемой системы стереокамер ARAMIS 5M (GOM mbh, Брауншвейг, Германия) с разрешением 2448 × 2051 пикселей. Изображения были получены с частотой 1 Гц. Деформация, измеренная программным обеспечением оптической системы ARAMIS, основана на стохастическом анализе распознавания образов. Поэтому стохастический паттерн был нарисован с одной стороны.
Образцы, индивидуально точно измеренные с помощью штангенциркуля и взвешенные перед испытанием.
Технические кривые напряжения-деформации, полученные на основе полученных данных. Модуль Е получается для каждого случая из наклона начального линейного участка кривых. Учитывая, что модуль E является свойством, наиболее чувствительным к форме клетки [7], отношения E 3 / E 1 и E 3 / E 2 соотносятся с коэффициентом анизотропии формы для каждой доступной модели R. Для полноты исследования было получено сжимающее напряжение при 10% деформации (σ 10 ), так как его значение является требованием, включенным в EN 253 [26].
Для полноты исследования было получено сжимающее напряжение при 10% деформации (σ 10 ), так как его значение является требованием, включенным в EN 253 [26].
3.1. Микроструктура пенополиуретана
Микрофотографии трех участков пенополиуретана для пяти рассматриваемых труб представлены в . Полученный средний размер ячейки и коэффициент анизотропии формы R , а также полученная клеточная симметрия.
Открыть в отдельном окне
Пенные микрофотографии. Типы труб отображаются в разных строках и трех ортогональных плоскостях в столбцах.
Таблица 1
Средняя площадь ячейки и R для каждой плоскости и типа трубы и результирующая симметрия.
| Труба | Плоскость | Количество измеренных ячеек | Средняя площадь ячейки (мм 2 ) | Сотовый район Std. dev (mm 2 ) dev (mm 2 ) | Mean R | R Standard Deviation | Symmetry | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| B-DN20 | 1-2 | 103 | 0.012 | 0.009 | 1.18 | 0,15 | Orthotropic | |||||||||
| 1-3 | 108 | 0,018 | 0,010 | 2,13 | 0,46110 | . 0034 0034 | 0.020 | 0.015 | 1.58 | 0.35 | ||||||
| B-DN40 | 1-2 | 114 | 0.012 | 0.005 | 1.27 | 0.19 | axisymmetric | |||||||||
| 1-3 | 103 | 0. 018 018 | 0.013 | 1.81 | 0.38 | |||||||||||
| 2-3 | 101 | 0.018 | 0.015 | 1.75 | 0.38 | |||||||||||
| B-DN100 | 1-2 | 79 | 0.026 | 0. 013 013 | 1.39 | 0.54 | orthotropic | |||||||||
| 1-3 | 81 | 0.023 | 0.008 | 2.58 | 0.52 | |||||||||||
| 2-3 | 74 | 0,028 | 0,011 | 1,89 | 0,31 | |||||||||||
| FC-DN40 | ||||||||||||||||
| FC-DN40 | ||||||||||||||||
| FC-DN40 | ||||||||||||||||
| FC-DN40 | ||||||||||||||||
| FC-DN40 | FC-DN40 | .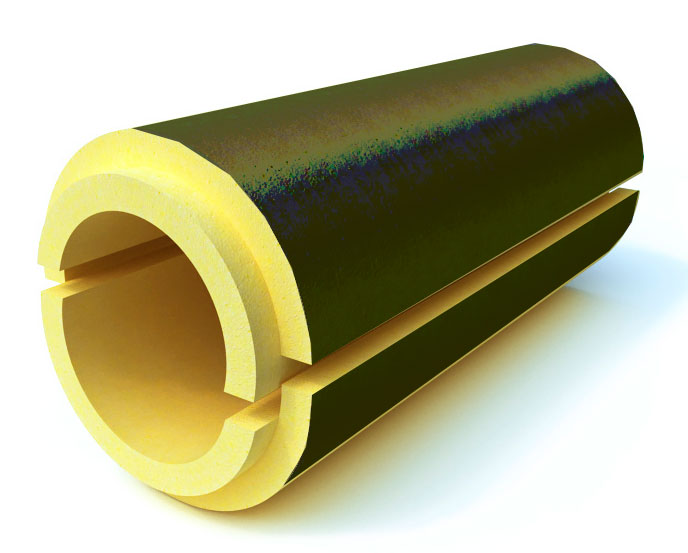 0494 1.19 0494 1.19 | 0.15 | orthotropic | ||||||||||||
| 1-3 | 107 | 0.015 | 0.008 | 1.70 | 0.35 | |||||||||||
| 2-3 | 137 | 0.012 | 0.007 | 1.37 | 0,23 | |||||||||||
| FS-DN40 | 1-2 | 100 | 0,017 | 0,010 | 1,15 | 0,12 | 1,15 | 0,12 | 1,15 | 0,12 | 1,15 | .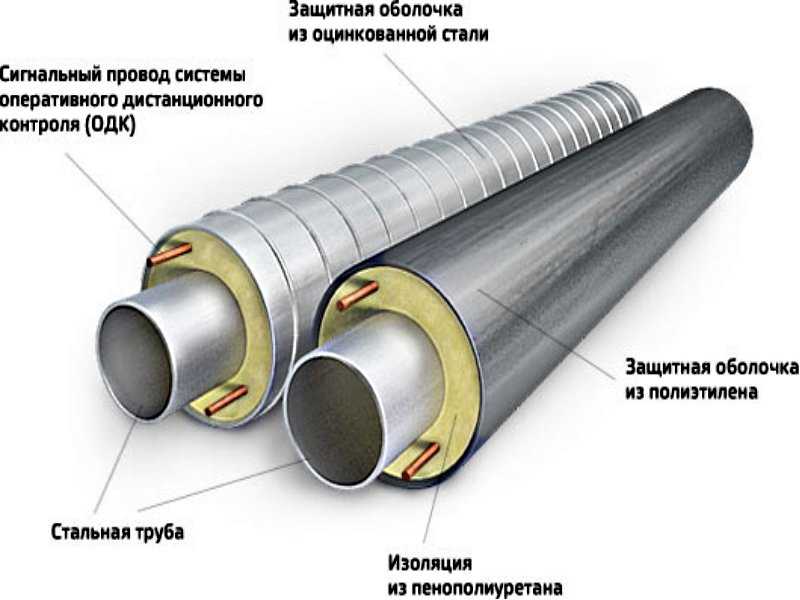 0494 100 0494 100 | 0.016 | 0.010 | 1.72 | 0.30 |
| 2-3 | 101 | 0.015 | 0.010 | 1.32 | 0.24 |
Open in a separate window
The полученное распределение R и размер ячейки для каждой плоскости нанесены на график для каждого случая.
Открыть в отдельном окне
Распределение измеренных R ( a ) и размеров ячеек ( b ) по плоскости и типу трубы.
3.2. Механические свойства пенополиуретана
Полученные значения модуля Е и σ 10 для каждого типа трубы и направления сжатия представлены в . Полученные инженерные кривые напряжения-деформации для пенополиуретанов, испытанных при одноосном сжатии в трех ортогональных направлениях, представлены на а–д. Форма полученных кривых хорошо соответствует ожидаемой для полимерных пен: начальный участок линейной упругости, который контролируется изгибом клеточных стенок ячеек, за которым следует плато, связанное с схлопыванием ячеек [7].
Открыть в отдельном окне. e ) FC-DN40.
Таблица 2
Полученные значения плотности, модуля упругости и σ 10 в зависимости от типа трубы и направления сжатия.
| Труба | (кг/м 3 ) | Направление | E (МПа) | E Std dev (МПа) 9046MPa5 | 0465 | σ10 St. dev (MPa) dev (MPa) |
|---|---|---|---|---|---|---|
| B-DN20 | 76.2 | X3 | 52.1 | 1.9 | 0.72 | 0.05 |
| X2 | 8.4 | 1.6 | 0.38 | 0.03 | ||
| X1 | 6. 1 1 | 1.5 | 0.30 | 0.03 | ||
| B-DN40 | 76.2 | X3 | 51.5 | 8.6 | 0.68 | 0.03 |
| X2 | 7.4 | 2.1 | 0. 39 39 | 0.06 | ||
| X1 | 5.5 | 0.7 | 0.28 | 0.01 | ||
| B-DN100 | 75.6 | X3 | 53.6 | 4.2 | 0.75 | 0.02 |
| X2 | 7. 7 7 | 0.8 | 0.41 | 0.11 | ||
| X1 | 5.2 | 0.8 | 0.33 | 0.06 | ||
| FS-DN40 | 67.9 | X3 | 15.7 | 1.8 | 0. 63 63 | 0.01 |
| X2 | 8.2 | 1.1 | 0.57 | 0.11 | ||
| X1 | 6.6 | 1.0 | 0.56 | 0.08 | ||
| FC-DN40 | 99.2 | X3 | 27. 4 4 | 0.8 | 0.42 | 0.05 |
| X2 | 20.5 | 5.1 | 0.35 | 0.04 | ||
| X1 | 17.9 | 5.2 | 0.24 | 0.02 |
Open in a separate window
Значительные различия могут быть обнаружены между образцами, деформированными в трех направлениях.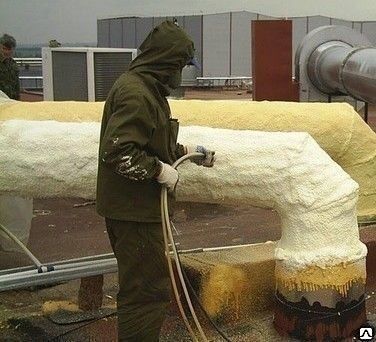 Кривые образцов, деформированных в направлении X 3 (подъем пены), демонстрируют ярко выраженный пик напряжения в начале пластической неустойчивости, за которым следует спад напряжения и плоская область плато. Кривые формы образцов, деформированных в X 9В направлениях 0283 1 и X 2 этот ярко выраженный пик отсутствует. Форма кривых для труб Б-Ду20, Б-Ду40, Б-Ду100 и ФС-Ду40 согласуется с типичными кривыми нагрузка-прогиб для жесткого пенополиуретана и ФК-Ду40 для эластомерного пенополиуретана [7]. Следовательно, пену из FS-DN40 можно классифицировать как полужесткую. На рисунках a–c видно, что три традиционно склеенные трубы ведут себя одинаково, с гораздо более высокой прочностью на сжатие в направлении X 3 , за которым следует X 2 и X 1 , в то время как FS-DN40 (d) демонстрирует менее выраженную разницу между прочностью на сжатие для разных направлений, хотя и следует той же тенденции. Сравнивая две гибкие трубы через d, e, наблюдается различное поведение.
Кривые образцов, деформированных в направлении X 3 (подъем пены), демонстрируют ярко выраженный пик напряжения в начале пластической неустойчивости, за которым следует спад напряжения и плоская область плато. Кривые формы образцов, деформированных в X 9В направлениях 0283 1 и X 2 этот ярко выраженный пик отсутствует. Форма кривых для труб Б-Ду20, Б-Ду40, Б-Ду100 и ФС-Ду40 согласуется с типичными кривыми нагрузка-прогиб для жесткого пенополиуретана и ФК-Ду40 для эластомерного пенополиуретана [7]. Следовательно, пену из FS-DN40 можно классифицировать как полужесткую. На рисунках a–c видно, что три традиционно склеенные трубы ведут себя одинаково, с гораздо более высокой прочностью на сжатие в направлении X 3 , за которым следует X 2 и X 1 , в то время как FS-DN40 (d) демонстрирует менее выраженную разницу между прочностью на сжатие для разных направлений, хотя и следует той же тенденции. Сравнивая две гибкие трубы через d, e, наблюдается различное поведение. Кривые напряжения-деформации в трех направлениях перекрываются для FC-DN40, несмотря на то, что коэффициент анизотропии формы существенно не отличается от FS-DN40.
Кривые напряжения-деформации в трех направлениях перекрываются для FC-DN40, несмотря на то, что коэффициент анизотропии формы существенно не отличается от FS-DN40.
Модуль Юнга E был получен из начального наклона кривой напряжения-деформации для каждого испытанного образца и представлен в a. Прочность на сжатие при 10% деформации представлена в b.
Открыть в отдельном окне
Распределение полученных значений модуля упругости ( a ) и σ 10 ( b ) по направлению и типу трубы.
Все трубы имеют механическую анизотропию по модулю упругости при сжатии и прочности на сжатие между направлениями X 3 и X 1 и X 2 .
4.1. Микроструктура пенополиуретана
Удлинение ячеек в направлении подъема легко наблюдается из и . Для плоскости 1-2, несмотря на отклонение от округлости (что соответствовало бы соотношению сторон 1), процент клеток, вытянутых в том же направлении, находится в пределах от 56% до 74%, в то время как в 2-3 и 1 -3 самолета они в радиусе 9от 7% до 100% в случае склеенных труб. Таким образом, видно, что соотношение сторон в плоскости 1-2 показывает неравномерность формы ячеек, а в плоскостях 2-3 и 1-2 наблюдается сильная анизотропия в направлении подъема пены, аксиальном длине трубы ( Х 3 ). Что касается гибких труб, в которых из-за непрерывного производственного процесса пена расширяется как по диаметру трубы, так и в осевом направлении по длине трубы при протягивании трубы через экструдер, мы обнаруживаем анизотропию ячеек в осевом направлении ( Х 3 ), показывая, что это преобладающее направление расширения. Однако статистическая оценка геометрии ячеек показывает, что степень анизотропии для обеих гибких труб ниже, чем для традиционных труб с клеевым соединением. Учитывая, что обе гибкие трубы имеют разные составы полиуретана, плотности и геометрию оболочки, но не имеют существенной разницы в R, можно сделать вывод, что основное влияние на наблюдаемый коэффициент анизотропии формы оказывает производственный процесс.
Таким образом, видно, что соотношение сторон в плоскости 1-2 показывает неравномерность формы ячеек, а в плоскостях 2-3 и 1-2 наблюдается сильная анизотропия в направлении подъема пены, аксиальном длине трубы ( Х 3 ). Что касается гибких труб, в которых из-за непрерывного производственного процесса пена расширяется как по диаметру трубы, так и в осевом направлении по длине трубы при протягивании трубы через экструдер, мы обнаруживаем анизотропию ячеек в осевом направлении ( Х 3 ), показывая, что это преобладающее направление расширения. Однако статистическая оценка геометрии ячеек показывает, что степень анизотропии для обеих гибких труб ниже, чем для традиционных труб с клеевым соединением. Учитывая, что обе гибкие трубы имеют разные составы полиуретана, плотности и геометрию оболочки, но не имеют существенной разницы в R, можно сделать вывод, что основное влияние на наблюдаемый коэффициент анизотропии формы оказывает производственный процесс.
В литературе сообщается о типичных R для полимерных пен около 1,3 [7]. Исследование PU, проведенное [8], дало R от 1,2 до 1,6, а исследование [20] — от 1,34 до 1,72. В нашем исследовании мы получили R от 1,31 для случая FS-DN40 до 2,58 для сварной трубы B-DN100. Это показывает, что полиуретановая пена в предварительно изолированных трубах имеет гораздо более сильную анизотропию, чем полиуретановые плиты. Это можно объяснить геометрией формы, в данном случае кольцевым сечением трубы. При вспенивании из жидкости в форме между стенками формы и вспенивающимся расплавом действуют вязкие силы, так как объемное расширение приводит к его подъему в одном направлении, провоцируя удлинение ячеек [7]. Расстояние между стенками в склеенной трубе составляет примерно 28 мм, при этом пена расширяется по длине трубы 6 м. Следовательно, действующие силы вязкости выше, чем в прямоугольной форме, где расстояние между стенками больше по отношению к направлению подъема. Это показывает важность оценки пенопластов, изготовленных в репрезентативных условиях, и то, что сэндвич-материалы могут иметь свойства и поведение, отличные от их отдельных компонентов.
Исследование PU, проведенное [8], дало R от 1,2 до 1,6, а исследование [20] — от 1,34 до 1,72. В нашем исследовании мы получили R от 1,31 для случая FS-DN40 до 2,58 для сварной трубы B-DN100. Это показывает, что полиуретановая пена в предварительно изолированных трубах имеет гораздо более сильную анизотропию, чем полиуретановые плиты. Это можно объяснить геометрией формы, в данном случае кольцевым сечением трубы. При вспенивании из жидкости в форме между стенками формы и вспенивающимся расплавом действуют вязкие силы, так как объемное расширение приводит к его подъему в одном направлении, провоцируя удлинение ячеек [7]. Расстояние между стенками в склеенной трубе составляет примерно 28 мм, при этом пена расширяется по длине трубы 6 м. Следовательно, действующие силы вязкости выше, чем в прямоугольной форме, где расстояние между стенками больше по отношению к направлению подъема. Это показывает важность оценки пенопластов, изготовленных в репрезентативных условиях, и то, что сэндвич-материалы могут иметь свойства и поведение, отличные от их отдельных компонентов.
Чтобы определить, имеют ли пены осесимметричное или ортотропное поведение, была проведена серия испытаний t с уровнем значимости 0,05 для сравнения R в плоскостях 1-3 и 2-3 для каждого типа труб. Результаты показаны в . Было обнаружено, что все трубы, за исключением B-DN40, имеют анизотропию ортотропной формы в микроструктуре. Коэффициент анизотропии формы оказался выше в плоскости 1-3, соответствующей направлению X 2 . В этом направлении расстояние между стенками пресс-формы, составляющее внешний диаметр средней трубы и внутренний диаметр полиэтиленового кожуха, меньше, чем в Х 1 направление корпуса к корпусу.
4.1.1. Влияние диаметра трубы
Влияние увеличения диаметра трубы на микроструктурную анизотропию ячеек оценивали между тремя рассматриваемыми традиционно склеенными трубами. Гипотеза состояла в том, что анизотропия будет увеличиваться с увеличением диаметра трубы при той же толщине изоляции, так как поверхность труб увеличивается с диаметром, а вместе с ним и силы трения между жидкостью и формой в процессе вспенивания, вносящие свой вклад в форму анизотропия. Три диаметра трубы сравнивались один к одному в плоскостях 1-3 и 2-3 с использованием t -критерий с уровнем значимости 0,05. R оказался значительно выше в B-DN100 по сравнению с B-DN40 и B-DN20 в обоих направлениях, в то время как B-DN40 был выше, чем B-DN20 в направлении 2-3, но не в 1-3. Одно из возможных объяснений состоит в том, что разница поверхностей труб между трубами DN20 и DN40 не будет достаточно значительной, чтобы вызвать увеличение R . Однако мы не можем сделать вывод о наличии явной корреляции между диаметром трубы и анизотропией формы ячейки для исследуемого диапазона диаметров.
Три диаметра трубы сравнивались один к одному в плоскостях 1-3 и 2-3 с использованием t -критерий с уровнем значимости 0,05. R оказался значительно выше в B-DN100 по сравнению с B-DN40 и B-DN20 в обоих направлениях, в то время как B-DN40 был выше, чем B-DN20 в направлении 2-3, но не в 1-3. Одно из возможных объяснений состоит в том, что разница поверхностей труб между трубами DN20 и DN40 не будет достаточно значительной, чтобы вызвать увеличение R . Однако мы не можем сделать вывод о наличии явной корреляции между диаметром трубы и анизотропией формы ячейки для исследуемого диапазона диаметров.
4.1.2. Сравнение гладких и гофрированных гибких труб
После выполнения теста t не было обнаружено существенной разницы между трубами FSDN40 и FCDN40 ни в одном из трех ортогональных направлений. Таким образом, мы можем заключить, что производственный процесс оказывает большее влияние на анизотропию формы ячеек, чем состав пены.
4.
 2. Механическое поведение пенополиуретана и связь с анизотропией формы ячеек
2. Механическое поведение пенополиуретана и связь с анизотропией формы ячеек
Пенополиуретан пяти исследуемых типов труб демонстрирует механическую анизотропию по модулю упругости и σ 10 под сжатием. Три изучаемые традиционные сварные трубы имеют аналогичные значения модуля упругости и соотношения модулей упругости. Три традиционные соединенные трубы и гибкая труба FS-DN40 имеют одинаковую E для направлений X 1 и X 2 , то есть X 3, , которое изменяется и увеличивается с анизотропией формы.
Интересно сравнить две гибкие трубы. Хотя они не представляют существенной разницы в анизотропии формы клеток, их механическое поведение при сжатии сильно отличается. Коэффициент модуля для FC-DN40 примерно на 50% ниже, чем у FS-DN40. В то время как разницу в модуле Е для одних и тех же направлений можно объяснить разным химическим составом, разница в соотношении не связана с коэффициентом анизотропии формы таким же образом, как у других исследуемых пенополиуретанов, показывая, что в игру вступают другие эффекты. . Одним из возможных объяснений является влияние размера клеток и изменчивости размера клеток. Было отмечено, что модуль Юнга уменьшается с увеличением вариации размеров клеток [10]. Из b и мы видим, что изменчивость размера ячейки для FC-DN40 примерно на 35% ниже, чем у FS-DN40 в плоскостях 1-2 и 2-3, что может объяснить более низкий модуль E для FS-DN40. Однако можно возразить, что, поскольку размеры клеток были определены по двумерным микрофотографиям, а клетки имеют разные размеры на разных высотах, измеренные размеры могут отличаться от реальных значений. Однако этот эффект проявлялся бы одинаково во всех измеренных плоскостях. В то время как наиболее строгим показателем размера клетки является объем клетки, как это применяется в [34], его измерение подразумевает трехмерную реконструкцию и сложную обработку изображения для получения многогранного профиля каждой клетки [10]. Двумерные микрофотографии обычно используются для определения размера клеток [8,10,19].,20], и сообщалось, что полученный размер клетки близок к размеру, измеренному с помощью 3D-реконструкции [35].
. Одним из возможных объяснений является влияние размера клеток и изменчивости размера клеток. Было отмечено, что модуль Юнга уменьшается с увеличением вариации размеров клеток [10]. Из b и мы видим, что изменчивость размера ячейки для FC-DN40 примерно на 35% ниже, чем у FS-DN40 в плоскостях 1-2 и 2-3, что может объяснить более низкий модуль E для FS-DN40. Однако можно возразить, что, поскольку размеры клеток были определены по двумерным микрофотографиям, а клетки имеют разные размеры на разных высотах, измеренные размеры могут отличаться от реальных значений. Однако этот эффект проявлялся бы одинаково во всех измеренных плоскостях. В то время как наиболее строгим показателем размера клетки является объем клетки, как это применяется в [34], его измерение подразумевает трехмерную реконструкцию и сложную обработку изображения для получения многогранного профиля каждой клетки [10]. Двумерные микрофотографии обычно используются для определения размера клеток [8,10,19].,20], и сообщалось, что полученный размер клетки близок к размеру, измеренному с помощью 3D-реконструкции [35]. Другой переменной, которая может влиять на модуль E, является вариабельность толщины клеточной стенки [10,36], которая выходит за рамки нашего исследования.
Другой переменной, которая может влиять на модуль E, является вариабельность толщины клеточной стенки [10,36], которая выходит за рамки нашего исследования.
В зависимости отношения модулей от анизотропии формы R построен для пяти исследуемых типов труб, а также значения из литературы. Модель прямоугольной ячейки [1] как для открытой ячейки, так и для закрытой ячейки (при условии Φ = 0,8), а также модель ячейки Кельвина [2] при сценариях Q = 2, Q = 2 и Q = 1 и ρ f /ρ s = 0,056 и ρ f /ρ s = 0,082 (соответствует плотности пены 67,9 кг/м 3 и 99,2 кг/м 3 и 99,2 кг/м 8 см. = 1200 кг/м 3 [3]). Поскольку литературные данные соответствуют осесимметричным пенам, а модель ячеек Кельвина предполагает осесимметричность, для облегчения сравнения на график нанесены только соотношения между X 3 /X 1 . Из этого графика видно, во-первых, что анизотропия формы и анизотропия модуля, присутствующая в традиционных сварных трубах, значительно выше, чем в случаях, о которых ранее сообщалось в литературе. Это показывает, что пеноматериалы в сэндвич-структурах имеют другую морфологию и поведение, чем отдельные пенопласты, и необходимость их индивидуальной характеристики, полученной в реальных производственных условиях. Что касается соотношения между отношением модулей и R , полученные результаты могут быть лучше всего приспособлены к модели ячейки Кельвина с использованием различных значений Q. Ячейки пены с одинаковой анизотропией формы, но разным отношением модулей можно объяснить различиями в форме ячейки. Тем не менее, катион необходимо принимать, учитывая экспериментальную изменчивость R и отношение модулей. Необходимо подчеркнуть тот факт, что ячейки в PU из труб DH являются ортотропными, и что это включает отклонение от идеализированной ячейки Кельвина. В то время как модели на основе элементарных ячеек могут дать важные результаты, реальные пены, как правило, неоднородны, демонстрируя различия в размере и форме в стойках и ячейках, что ограничивает их точность.
Это показывает, что пеноматериалы в сэндвич-структурах имеют другую морфологию и поведение, чем отдельные пенопласты, и необходимость их индивидуальной характеристики, полученной в реальных производственных условиях. Что касается соотношения между отношением модулей и R , полученные результаты могут быть лучше всего приспособлены к модели ячейки Кельвина с использованием различных значений Q. Ячейки пены с одинаковой анизотропией формы, но разным отношением модулей можно объяснить различиями в форме ячейки. Тем не менее, катион необходимо принимать, учитывая экспериментальную изменчивость R и отношение модулей. Необходимо подчеркнуть тот факт, что ячейки в PU из труб DH являются ортотропными, и что это включает отклонение от идеализированной ячейки Кельвина. В то время как модели на основе элементарных ячеек могут дать важные результаты, реальные пены, как правило, неоднородны, демонстрируя различия в размере и форме в стойках и ячейках, что ограничивает их точность.
Открыть в отдельном окне
Отношение модулей к анизотропии формы.
Пенополиуретан в предварительно изолированных клеевых трубах для систем централизованного теплоснабжения имеет прочную форму ячеек, модуль упругости и анизотропию прочности на сжатие, более высокие, чем у плит пенополиуретана, особенно для традиционных клеевых труб. Это связано с геометрией формы, кольцевым участком между средней трубой и корпусом трубы, где расстояние между стенками значительно меньше, чем у прямоугольных форм для производства плит. Это подчеркивает важность производства пенопласта для получаемой в результате микроструктуры ячеек и того, как пенопласты в сэндвич-структурах обладают другими свойствами и поведением, чем пенопластовые плиты. Было обнаружено, что клетки в основном ортотропные, с разными размерами в трех ортогональных направлениях.
Три рассматриваемые традиционные сварные трубы вели себя аналогичным образом. Однако при сравнении двух рассматриваемых гибких труб не было обнаружено существенной разницы в анизотропии формы ячеек, но было обнаружено существенное различие в поведении относительно отношения модулей упругости. Эквивалентная анизотропия формы обусловлена тем же производственным процессом. Чтобы объяснить разницу в поведении жесткости, необходимо принять во внимание другие факторы, такие как размер ячейки и изменчивость размера ячейки.
Эквивалентная анизотропия формы обусловлена тем же производственным процессом. Чтобы объяснить разницу в поведении жесткости, необходимо принять во внимание другие факторы, такие как размер ячейки и изменчивость размера ячейки.
Авторы хотели бы выразить благодарность Logstor и, в частности, Петеру Йорсалу и Тобиасу Лангеру за предоставление труб для централизованного теплоснабжения и обсуждения производственного процесса. Помощь Йенса Олендика, Йенса Эйденберга и Диего Роблеса Лары приветствуется. Выражаем благодарность Мишель Клаас за редакционную поддержку и рисование графического реферата.
Концептуализация, И.В.; методология, Л.Д.; М.И.; валидация, LD; формальный анализ, Л.Д.; расследование, Л.Д.; М.И.; ресурсы, И.В.; М.И.; курирование данных, LD; написание – черновая подготовка, Л.Д.; написание — обзор и редактирование, И.В.; М.И.; Л.Д.; визуализация, Л.Д.; надзор, И.В.; администрирование проекта, IW
Эта работа была профинансирована Университетом ХафенСити.
Авторы заявляют об отсутствии конфликта интересов.
1. Новые стандарты производства Логстор. [(по состоянию на 9 сентября 2019 г.)]; Доступно в Интернете: https://www.logstor.com/about-us/hseq/production
2. Кристенсен Р. Анализ усталости систем централизованного теплоснабжения. Нет. Агентство Energy Environment. 1999;7:8. [Google Scholar]
3. EN 13941-1: Трубы централизованного теплоснабжения. Проектирование и монтаж теплоизолированных однотрубных и двухтрубных систем для непосредственно подземных сетей горячего водоснабжения. Часть 1. Проектирование. Европейский комитет по стандартизации; Брюссель, Бельгия: 2016 г. [Google Scholar]
4. Вега А., Ярахмади Н., Якубович И. Определение долгосрочных характеристик труб централизованного теплоснабжения посредством ускоренного старения. Полим. Деград. Удар. 2018;153:15–22. doi: 10.1016/j.polymdegradstab.2018.04.003. [CrossRef] [Google Scholar]
5. Ярахмади Н., Вега А., Якубович И. Характеристики ускоренного старения и деградации жесткого пенополиуретана. Полим. Деград. Удар. 2017; 138:192–200. doi: 10.1016/j.polymdegradstab.2017.03.012. [Перекрестная ссылка] [Академия Google]
Полим. Деград. Удар. 2017; 138:192–200. doi: 10.1016/j.polymdegradstab.2017.03.012. [Перекрестная ссылка] [Академия Google]
6. Ярахмади Н., Вега А., Якубович И. Определение основных параметров, влияющих на срок службы полиуретановой изоляции в трубах централизованного теплоснабжения. Энергетическая процедура. 2017;116:320–323. doi: 10.1016/j.egypro.2017.05.078. [CrossRef] [Google Scholar]
7. Гибсон Л.Дж., Эшби М.Ф. Клеточные тела. Издательство Кембриджского университета; Cambridge, UK: 1997. [Google Scholar]
8. Хубер А. Т., Гибсон Л. Дж. Анизотропия пен. Дж. Матер. науч. 1988; 23:3031–3040. doi: 10.1007/BF00547486. [Перекрестная ссылка] [Академия Google]
9. Гибсон Л.Дж., Эшби М.Ф. Механика трехмерных сотовых материалов. проц. Р. Соц. Лонд. Математика. физ. науч. 1982; 382: 43–59. doi: 10.1098/rspa.1982.0088. [CrossRef] [Google Scholar]
10. Чен Ю., Дас Р., Баттли М. Влияние изменений размера ячеек и толщины стенок ячеек на жесткость пенопластов с закрытыми порами. Междунар. J. Структура твердых тел. 2015;52:150–164. doi: 10.1016/j.ijsolstr.2014.09.022. [CrossRef] [Google Scholar]
Междунар. J. Структура твердых тел. 2015;52:150–164. doi: 10.1016/j.ijsolstr.2014.09.022. [CrossRef] [Google Scholar]
11. Томсон В. LXIII. О разделении пространства с минимальной площадью перегородок. Лонд. Эдинб. Дублин Филос. Маг. J. Sci. 1887; 24: 503–514. doi: 10.1080/14786448708628135. [Перекрестная ссылка] [Академия Google]
12. Гонг Л., Кириакидес С., Джанг В.-Ю. Реакция на сжатие пен с открытыми порами. Часть I: Морфология и упругие свойства. Междунар. J. Структура твердых тел. 2005;42:1355–1379. doi: 10.1016/j.ijsolstr.2004.07.023. [CrossRef] [Google Scholar]
13. Ридха М., Шим В.П.В., Ян Л.М. Модель удлиненной тетракаидиекаэдрической ячейки для разрушения жесткого пенополиуретана. КЭМ. 2006; 306:43–48. doi: 10.4028/www.scientific.net/KEM.306-308.43. [CrossRef] [Google Scholar]
14. Салливан Р.М., Гон Л.Дж., Лерх Б.А. Общая модель тетракадекаэдра для пен с открытыми порами. Междунар. J. Структура твердых тел. 2008; 45: 1754–1765. doi: 10.1016/j. ijsolstr.2007.10.028. [Перекрестная ссылка] [Академия Google]
ijsolstr.2007.10.028. [Перекрестная ссылка] [Академия Google]
15. Линул Э., Марсавина Л., Войкони Т., Садовски Т. Изучение факторов, влияющих на механические свойства пенополиуретанов при динамическом сжатии. Дж. Физ. конф. сер. 2013;451:012002. doi: 10.1088/1742-6596/451/1/012002. [CrossRef] [Google Scholar]
16. Марсавина Л., Константинеску Д.М., Линул Э., Апостол Д.А., Войкони Т., Садовски Т. Уточнения по трещиностойкости пенополиуретанов. англ. Фракт. мех. 2014; 129:54–66. doi: 10.1016/j.engfracmech.2013.12.006. [Перекрестная ссылка] [Академия Google]
17. Марсавина Л., Константинеску Д.М., Линул Э., Войкони Т., Апостол Д.А. Сдвиг и разрушение по способу II пенополиуретанов. англ. Потерпеть неудачу. Анальный. 2015; 58: 465–476. doi: 10.1016/j.engfailanal.2015.05.021. [CrossRef] [Google Scholar]
18. Марсавина Л., Линул Э., Войкони Т., Садовски Т. Сравнение динамической и статической трещиностойкости пенополиуретанов. Полим. Тест. 2013; 32: 673–680. doi: 10. 1016/j.polymertesting.2013.03.013. [CrossRef] [Google Scholar]
1016/j.polymertesting.2013.03.013. [CrossRef] [Google Scholar]
19. Hamilton A.R., Thomsen O.T., Madaleno L.A.O., Jensen L.R., Rauhe JCM, Pyrz R. Оценка анизотропных механических свойств армированных пенополиуретанов. Композиции науч. Технол. 2013; 87: 210–217. doi: 10.1016/j.compscitech.2013.08.013. [Перекрестная ссылка] [Академия Google]
20. Марви-Машхади М., Лопес К.С., Л.Лорка Дж. Влияние анизотропии на механические свойства пенополиуретанов: экспериментальное и численное исследование. мех. Матер. 2018; 124:143–154. doi: 10.1016/j.mechmat.2018.06.006. [CrossRef] [Google Scholar]
21. Кураньска М., Процяк А. Пенополиуретаны на биологической основе для теплоизоляционных применений. В: Пачеко Торгал Ф., Буратти К., Калайсельвам С., Гранквист К.-Г., Иванов В., редакторы. Нано- и биотехнологические материалы для повышения энергоэффективности зданий. Международное издательство Спрингер; Чам, Швейцария: 2016. стр. 357–373. [Академия Google]
22. Акиндоё Дж. О., Бег М.Д.Х., Газали С., Ислам М.Р., Джеяратнам Н., Юварадж А.Р. Типы полиуретанов, синтез и применение. Обзор. RSC Adv. 2016;6:114453–114482. doi: 10.1039/C6RA14525F. [CrossRef] [Google Scholar]
О., Бег М.Д.Х., Газали С., Ислам М.Р., Джеяратнам Н., Юварадж А.Р. Типы полиуретанов, синтез и применение. Обзор. RSC Adv. 2016;6:114453–114482. doi: 10.1039/C6RA14525F. [CrossRef] [Google Scholar]
23. Гама Н.В., Феррейра А., Баррос-Тиммонс А. Пенополиуретаны: прошлое, настоящее и будущее. Материалы. 2018;11:3390. doi: 10.3390/ma11101841. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
24. Orzel R.A., Womble S.E., Ahmed F., Brasted H.S. Гибкая пенополиуретановая пена: обзор литературы по продуктам термического разложения и токсичности. Варенье. Сб. Токсикол. 1989;8:1139–1175. doi: 10.3109/10
25. Каталог продукции Logstor. ЛОГСТОР; Løgstør, Дания: 2019. [Google Scholar]
26. EN 253: Трубы централизованного теплоснабжения — предизолированные клееные трубопроводные системы для непосредственно подземных сетей горячего водоснабжения — трубная сборка из стальной сервисной трубы, полиуретановая теплоизоляция и наружная оболочка из полиэтилена. Европейский комитет по стандартизации; Брюссель, Бельгия: 2009 г. [Google Scholar]
Европейский комитет по стандартизации; Брюссель, Бельгия: 2009 г. [Google Scholar]
27. EN 15632-1: Трубы централизованного теплоснабжения. Предварительно изолированные гибкие трубопроводные системы. Часть 1. Классификация. Европейский комитет по стандартизации; Брюссель, Бельгия: 2015 г. [Google Scholar]
28. EN 15632-2: Трубы централизованного теплоснабжения — Предварительно изолированные системы гибких труб — Часть 2: Коммунальные трубы из клееного пластика. Европейский комитет по стандартизации; Брюссель, Бельгия: 2015. [Google Scholar]
29. Jin H., Lu W.-Y., Scheffel S., Hinnerichs T.D., Neilsen M.K. Полномасштабная характеристика механического поведения пенополиуретанов. Междунар. J. Структура твердых тел. 2007;44:6930–6944. doi: 10.1016/j.ijsolstr.2007.03.018. [CrossRef] [Google Scholar]
30. Текоглу С., Гибсон Л.Дж., Пардоен Т., Онк П.Р. Размерные эффекты в пенах: эксперименты и моделирование. прог. Матер. науч. 2011;56:109–138. doi: 10.1016/j.pmatsci. 2010.06.001. [CrossRef] [Google Scholar]
2010.06.001. [CrossRef] [Google Scholar]
31. Schindelin J., Arganda-Carreras I., Frize E., Kaynig V., Longair M., Pietzsch T., Preibisch S., Rueden C., Saalfeld S., Schmid Б. и др. Фиджи: Платформа с открытым исходным кодом для анализа биологических изображений. Нац. Методы. 2012; 9: 676–682. doi: 10.1038/nmeth.2019. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
32. ISO 844: Жесткие пористые пластики — определение свойств сжатия. Международная организация по стандартизации; Женева, Швейцария: 2014. [Google Scholar]
33. Питерс В.Х., Рэнсон В.Ф. Методы цифровой визуализации в экспериментальном анализе напряжения. Опц. англ. 1982; 21: 427–432. doi: 10.1117/12.7972925. [CrossRef] [Google Scholar]
34. Монмини М. Д., Танненбаум А. Р., Макоско К. В. Трехмерная структура реальных полимерных пен. J. Коллоидный интерфейс Sci. 2004; 280:202–211. doi: 10.1016/j.jcis.2004.07.032. [PubMed] [CrossRef] [Google Scholar]
35. Фишер Ф., Лим Г.Т., Хандж Ю.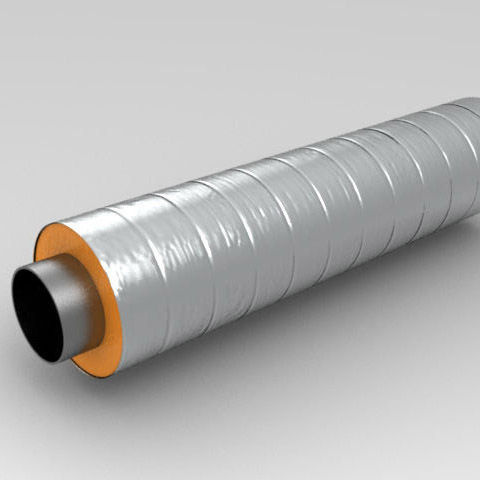 А., Альтштадт В. Численное моделирование механических свойств клеточных материалов с использованием компьютерной томографии. Дж. Селл. Пласт. 2009 г.;45:441–460. doi: 10.1177/0021955X09339340. [CrossRef] [Google Scholar]
А., Альтштадт В. Численное моделирование механических свойств клеточных материалов с использованием компьютерной томографии. Дж. Селл. Пласт. 2009 г.;45:441–460. doi: 10.1177/0021955X09339340. [CrossRef] [Google Scholar]
36. Li K., Gao X.-L., Subhash G. Влияние формы ячеек и изменений площади поперечного сечения стойки на упругие свойства трехмерных пенопластов с открытыми порами. Дж. Мех. физ. Твердые вещества. 2006; 54: 783–806. doi: 10.1016/j.jmps.2005.10.007. [CrossRef] [Google Scholar]
Теплоизоляция выкидных трубопроводов пенополиуретаном | OTC Offshore Technology Conference
Skip Nav Destination
Цитировать
- Посмотреть эту цитату
- Добавить в менеджер цитирования
Делиться
- Твиттер
Получить разрешения
Поиск по сайту
Citation
Палле С. и Логстор Рор. «Теплоизоляция выкидных трубопроводов пенополиуретаном». Доклад, представленный на конференции по морским технологиям, Хьюстон, Техас, май 1998 г.0257 Рис (Зотеро)
и Логстор Рор. «Теплоизоляция выкидных трубопроводов пенополиуретаном». Доклад, представленный на конференции по морским технологиям, Хьюстон, Техас, май 1998 г.0257 Рис (Зотеро)
Расширенный поиск
Abstract
В этом документе будет представлено состояние развития в отношении использования полиуретановой пены (PDF) в составе многослойной конструкции склеенной трубы в трубопроводных системах со стальной оболочкой. Концепция склеенных трубных элементов заключается в том, что тепловое расширение горячей внутренней трубы ограничивается внешней трубой. Диапазон теплоизоляционных свойств и прочностных свойств будет задан с учетом температуры и ожидаемого срока службы. В документе представлены соображения, касающиеся проектирования, производства и монтажа.
Введение
Существует растущий спрос на теплоизолированные выкидные трубопроводы для глубоководных нефтяных и газовых месторождений. Склеенная система «труба в трубе» с PDF представляет собой экономичный метод достижения как превосходной изоляции, так и длительного надежного срока службы.
Пенополиуретан
ППУ – материал с превосходными изоляционными свойствами. Он имеет долгую историю применения в строительной и аэрокосмической промышленности и, в частности, в предварительно изолированных трубопроводах для распределения горячей воды централизованного теплоснабжения. PDF получают путем смешивания полиола и изоцианата с пенообразователем. В настоящее время в качестве пенообразователя используется циклопентан, так как он не влияет на озоновый слой. в отличие от фреонов, которые использовались много лет назад. Однако циклопентан обладает той же стабильностью и изоляционными свойствами, что и использовавшиеся ранее фреоны.
Рисунок 1 Производство труб. (доступно в полном документе)
(доступно в полном документе)
При традиционном методе несущая труба центрируется в трубе-оболочке с дополнительными прокладками и закрывается с обоих концов для создания замкнутого пространства. Две трубы расположены под соответствующим углом. Смесь полиола, изоцианата и циклопентана впрыскивается в затрубное пространство, где вступает в реакцию и полностью заполняет пространство между трубами. Используя правильный рецепт и контролируя температуру поверхностей труб, очистку поверхности и количество впрыска, можно получить полное заполнение без пустот и с надлежащей адгезией между ПДФ и трубами.
Изоляционные свойства ППУ
Изоляционные свойства ППУ не являются фиксированной величиной — они зависят от ряда аспектов, таких как: плотность пены, температура и состав газа в ячейке. Чтобы проиллюстрировать и оценить взаимодействие между этими факторами, значение лямбда-теплопроводности пенопласта разделено на несколько компонентов:
Твердый компонент вносит ок. 40%, газовый компонент ячейки ок. 50%, а радиационная составляющая ок. 10% от общего значения лямбда ППУ, при этом конвекция минимальна. Предполагается, что вклад твердой составляющей не зависит от температуры, а вклад газа и излучения может быть описан одним значением лямбда в зависимости от температуры. Таким образом, лямбда-значение ППУ может быть описано как функция как температуры, так и плотности пены в рассматриваемом интервале температуры и плотности. На этой основе можно построить следующую упрощенную модель лямбда-значения ФПУ:
40%, газовый компонент ячейки ок. 50%, а радиационная составляющая ок. 10% от общего значения лямбда ППУ, при этом конвекция минимальна. Предполагается, что вклад твердой составляющей не зависит от температуры, а вклад газа и излучения может быть описан одним значением лямбда в зависимости от температуры. Таким образом, лямбда-значение ППУ может быть описано как функция как температуры, так и плотности пены в рассматриваемом интервале температуры и плотности. На этой основе можно построить следующую упрощенную модель лямбда-значения ФПУ:
По ряду измерений лямбда-значения ППУ с различной плотностью определены функции Sand G.
Ключевые слова:
строительство труб,
курточная труба,
пуф,
несущая труба,
внутренняя труба,
добыча нефти и газа,
значение лямбда,
поточная линия,
плотность щенков,
сэндвич-конструкция
Предметы:
Трубопроводы, выкидные трубопроводы и стояки
Этот контент доступен только в формате PDF.
Вы можете получить доступ к этой статье, если купите или потратите загрузку.
У вас еще нет аккаунта? регистр
Просмотр ваших загрузок
116: Хорошая изоляция – технология высокого давления из полиуретана оптимизирует изоляционные свойства труб с двойными стенками в пластиковой оболочке
назад
Полиуретановая технология высокого давления оптимизирует изоляционные свойства труб с двойными стенками в пластиковой оболочке
Специалисты по полиуретанам компании Hennecke прогнозируют значительный рост рынка изолированных трубопроводных систем в ближайшие годы. Здесь все большее значение приобретает один фактор: потеря энергии с течением времени. Кроме того, эксплуатационные расходы на трубопроводную сеть играют все большую роль. Эффективные системы обеспечивают поступление передаваемой энергии практически без потерь. По этой причине трубы с очень высокими изоляционными свойствами пользуются все большим спросом. Кроме того, во всем мире предпринимаются различные усилия для защиты климата, и в то же время компании могут внести свой вклад в эффективное сокращение выбросов CO2. Помимо использования в технологии централизованного теплоснабжения, предварительно изолированные трубопроводные системы также используются на суше и в море для транспортировки питьевой воды, а также продуктов нефти и газа, в обрабатывающей промышленности и в судостроении.
Кроме того, во всем мире предпринимаются различные усилия для защиты климата, и в то же время компании могут внести свой вклад в эффективное сокращение выбросов CO2. Помимо использования в технологии централизованного теплоснабжения, предварительно изолированные трубопроводные системы также используются на суше и в море для транспортировки питьевой воды, а также продуктов нефти и газа, в обрабатывающей промышленности и в судостроении.
Европейские правительства и Европейский союз уже несколько лет продвигают комбинированные системы производства тепла и электроэнергии. Следует ожидать, что эта технология также будет все более широко использоваться в Восточной Европе и других частях мира. Сегодня современные теплоэлектростанции, например, в Дании, имеют общий коэффициент использования более 75 процентов. Для сравнения, многие традиционные электростанции в Европе без комбинированного производства тепла и электроэнергии имеют коэффициент использования только от 25 до 30 процентов, потому что здесь остаточное тепло не используется.
Непрерывное производство труб Flex: ламинарная подача пены на внутреннюю полиэтиленовую пленку с использованием смесительной головки высокого давления МТ-8 с инжекторами постоянного давления
Двустенные трубы с пластиковой оболочкой, которые требуются в сетях централизованного теплоснабжения, обычно имеют длину шесть, двенадцать или шестнадцать метров. Они сделаны из разных материалов. Составная труба изготовлена из стали, меди или пластика, теплоизоляция выполнена из вспененного полиуретана, а обсадная труба обычно состоит из полиэтилена (ПЭ). Составная труба выступает с обеих сторон за корпус, чтобы трубы можно было соединить друг с другом на строительной площадке. После того, как составные трубы скреплены вместе, фитинг из полиэтилена помещается на секцию без кожуха, а полость заполняется пенополиуретаном.
Тем временем полиуретан заменил классические материалы для изоляции труб, такие как минеральная вата. Наиболее важной причиной этого является низкое значение лямбда. Это отражает теплопроводность материалов. Чем ниже теплопроводность, тем лучше теплоизоляция. Со значениями лямбда 0,020 – 0,035 Вт/(мК) – в зависимости от вспенивателя – полиуретан превосходит многие другие изоляторы. Если принять во внимание повышенный срок службы труб с изоляцией из пенополиуретана (в среднем около 30 лет) в дополнение к этим выдающимся значениям лямбда, становится очевидным, что материал обеспечивает значительную экономию энергии с течением времени. С другой стороны, улучшенные изоляционные свойства также позволяют уменьшить толщину пенопласта и, как следствие, затраты на производство труб. Еще одно преимущество, вытекающее из уменьшенной толщины пенопласта, заключается в том, что в меньшей степени снижаются транспортные расходы и упрощается укладка труб.
Это отражает теплопроводность материалов. Чем ниже теплопроводность, тем лучше теплоизоляция. Со значениями лямбда 0,020 – 0,035 Вт/(мК) – в зависимости от вспенивателя – полиуретан превосходит многие другие изоляторы. Если принять во внимание повышенный срок службы труб с изоляцией из пенополиуретана (в среднем около 30 лет) в дополнение к этим выдающимся значениям лямбда, становится очевидным, что материал обеспечивает значительную экономию энергии с течением времени. С другой стороны, улучшенные изоляционные свойства также позволяют уменьшить толщину пенопласта и, как следствие, затраты на производство труб. Еще одно преимущество, вытекающее из уменьшенной толщины пенопласта, заключается в том, что в меньшей степени снижаются транспортные расходы и упрощается укладка труб.
Различные производственные процессы
Для производства изолированных труб используются непрерывные или традиционные производственные процессы. В обычном процессе трубы фиксированной длины изготавливаются по одной. Составная труба оснащена распорками, а затем снабжена полиэтиленовой обсадной трубой. Затем пенополиуретан впрыскивается с высокой скоростью в полость между составной трубой и обсадной трубой, которые удерживаются под небольшим уклоном. Затем пена распространяется снизу вверх. Задача этого метода состоит в том, чтобы заполнить трубу максимально возможным количеством реакционной смеси за заданное время. В то же время необходимо эффективно избегать турбулентности в процессе наполнения, чтобы предотвратить образование возможных усадочных отверстий или колебания плотности и, следовательно, неравномерную изоляцию. Смесительная головка Hennecke MXL предлагает для этого все возможные варианты. Традиционный процесс обычно используется для небольших производственных циклов, так как он имеет наименьший объем инвестиций и в то же время является наиболее гибким, а также простым в настройке и переоснащении.
Составная труба оснащена распорками, а затем снабжена полиэтиленовой обсадной трубой. Затем пенополиуретан впрыскивается с высокой скоростью в полость между составной трубой и обсадной трубой, которые удерживаются под небольшим уклоном. Затем пена распространяется снизу вверх. Задача этого метода состоит в том, чтобы заполнить трубу максимально возможным количеством реакционной смеси за заданное время. В то же время необходимо эффективно избегать турбулентности в процессе наполнения, чтобы предотвратить образование возможных усадочных отверстий или колебания плотности и, следовательно, неравномерную изоляцию. Смесительная головка Hennecke MXL предлагает для этого все возможные варианты. Традиционный процесс обычно используется для небольших производственных циклов, так как он имеет наименьший объем инвестиций и в то же время является наиболее гибким, а также простым в настройке и переоснащении.
Компания Hennecke разработала технологию волочения смесительной головки для повышения качества штучного производства. В этом процессе полиуретановая пена вводится в полость между составной трубой и обсадной трубой, как и при обычном способе. Однако компонент и обсадные трубы не центрируются распорками. Вместо этого они вставляются друг в друга и статически фиксируются. После этого в полость вводят смесительную головку, установленную на конце фурменной системы. Когда смесительную головку впоследствии извлекают, она распределяет очень быстро реагирующую пенную систему равномерно по всей длине трубы. Пена не должна совершать каких-либо продольных или потоковых движений. Благодаря применению ламинарной смеси пена в трубе достигает очень равномерного распределения плотности 58 кг/м3 при значениях лямбда до 0,022 Вт/(мК). По сравнению с традиционным процессом такая однородность приводит к экономии сырья на 10-15 процентов. Это связано с тем, что при обычном производстве необходимо залить больше пены для достижения определенной плотности сердцевины по всей трубе. В настоящее время метод извлечения смесительной головки используется преимущественно для труб малого и среднего номинального диаметра для труб и трубопроводов централизованного теплоснабжения.
В этом процессе полиуретановая пена вводится в полость между составной трубой и обсадной трубой, как и при обычном способе. Однако компонент и обсадные трубы не центрируются распорками. Вместо этого они вставляются друг в друга и статически фиксируются. После этого в полость вводят смесительную головку, установленную на конце фурменной системы. Когда смесительную головку впоследствии извлекают, она распределяет очень быстро реагирующую пенную систему равномерно по всей длине трубы. Пена не должна совершать каких-либо продольных или потоковых движений. Благодаря применению ламинарной смеси пена в трубе достигает очень равномерного распределения плотности 58 кг/м3 при значениях лямбда до 0,022 Вт/(мК). По сравнению с традиционным процессом такая однородность приводит к экономии сырья на 10-15 процентов. Это связано с тем, что при обычном производстве необходимо залить больше пены для достижения определенной плотности сердцевины по всей трубе. В настоящее время метод извлечения смесительной головки используется преимущественно для труб малого и среднего номинального диаметра для труб и трубопроводов централизованного теплоснабжения. В методе извлечения смесительной головки смесь наносится с помощью специально разработанной смесительной головки высокого давления MRL, геометрия которой соответствует сечению трубы.
В методе извлечения смесительной головки смесь наносится с помощью специально разработанной смесительной головки высокого давления MRL, геометрия которой соответствует сечению трубы.
Серия MRL очищается сжатым воздухом и оснащена подпружиненными соплами с регулируемым давлением. Это позволяет плавно регулировать производительность в ходе текущего производственного процесса, поддерживая при этом постоянное давление смешивания, и поддерживать циркуляцию материалов «по требованию» при циркуляции низкого давления без дополнительных элементов управления на смесительной головке. При непрерывном методе трубы изготавливаются непрерывно, а не по одной, и после охлаждения отрезаются до необходимой длины. Изначально внутренние трубы бесконечно закреплены. В то же время фольга предварительно формируется в U-образную форму. На следующем этапе смесительная головка выливает пенополиуретан на фольгу. Затем заполненную фольгу закрывают так, чтобы она окутала внутреннюю трубу. После этого труба, фольга и поднимающаяся пена проходят через калибровочную установку для отверждения. Затем пеноизолированная труба помещается в экструдер, где на нее наносится полиэтилен. Труба вытягивается равномерно в течение всего производственного процесса. Пенополиуретан просто должен подняться, а не течь на заданное расстояние, как при обычном методе. В результате достигается равномерное распределение плотности и изоляция. Чтобы еще больше улучшить изоляционные качества, управление предприятием постоянно адаптирует состав полиуретана к температуре окружающей среды. Кроме того, фронт пены контролируется и также поступает в систему управления технологическим процессом завода.
Затем пеноизолированная труба помещается в экструдер, где на нее наносится полиэтилен. Труба вытягивается равномерно в течение всего производственного процесса. Пенополиуретан просто должен подняться, а не течь на заданное расстояние, как при обычном методе. В результате достигается равномерное распределение плотности и изоляция. Чтобы еще больше улучшить изоляционные качества, управление предприятием постоянно адаптирует состав полиуретана к температуре окружающей среды. Кроме того, фронт пены контролируется и также поступает в систему управления технологическим процессом завода.
Наилучшие значения лямбда благодаря закрытой и однородной ячеистой структуре: типичные фазы образования твердой пены ПУ
Более высокое качество смешивания
В прошлом компоненты полиуретана полиол и изоцианат смешивались в непрерывном производственном процессе с использованием технологии низкого давления. В этом случае смешивание происходит с помощью динамической мешалки; однако со временем на нем будут образовываться отложения. Это снижает энергию смешивания и, следовательно, качество смешивания. Кроме того, из-за утечек пентана в смесительной камере возникла неравномерная ячеистая структура. Другими недостатками были захваченный воздух, вызванный мешалкой, тот факт, что смесительную головку необходимо очищать растворителями после непродолжительной работы, и невозможность изменения производительности во время производственного цикла. С другой стороны, в технологии высокого давления Hennecke полиол и изоцианат распыляются с высокой энергией в соответствии с принципом ударного смешивания. Это приводит к значительному улучшению качества смешивания. Здесь пентан также можно дозировать гораздо точнее. Пенополиуретаны имеют полностью однородную ячеистую структуру. Размеры ячеек меньше и лучше распределены, чем при технологии низкого давления.
Это снижает энергию смешивания и, следовательно, качество смешивания. Кроме того, из-за утечек пентана в смесительной камере возникла неравномерная ячеистая структура. Другими недостатками были захваченный воздух, вызванный мешалкой, тот факт, что смесительную головку необходимо очищать растворителями после непродолжительной работы, и невозможность изменения производительности во время производственного цикла. С другой стороны, в технологии высокого давления Hennecke полиол и изоцианат распыляются с высокой энергией в соответствии с принципом ударного смешивания. Это приводит к значительному улучшению качества смешивания. Здесь пентан также можно дозировать гораздо точнее. Пенополиуретаны имеют полностью однородную ячеистую структуру. Размеры ячеек меньше и лучше распределены, чем при технологии низкого давления.
Кроме того, оборудование более удобно в эксплуатации, обеспечивая широкую вариативность производительности, простое дозирование добавок, таких как активаторы, меньшую очистку смесительной камеры и отсутствие растворителей.
В течение двух десятилетий компания Hennecke поставляет ведущим производителям труб по всей Европе высококачественные производственные установки и является лидером рынка в этом секторе с 14 установленными и непрерывно работающими установками. Специалист по полиуретановым технологиям предлагает соответствующее оборудование для всех распространенных процессов производства труб с полиуретановой изоляцией, включая переработку циклопентана с помощью запатентованной технологии пентанового процесса (PPT). В зависимости от метода производства и индивидуальных потребностей заказчика дозаторы высокого давления TOPLINE HK могут поставляться различных размеров с различными блоками предварительного смешивания, а также с различными типами смесительных головок.
Четырехкомпонентный дозатор высокого давления типа TOPLINE с онлайн дозированием активатора и пентана
назад
Вам понадобится Adobe® Reader®, которую вы можете скачать здесь бесплатно.
- ДОЗАТОРНЫЕ МАШИНЫ ВЫСОКОГО ДАВЛЕНИЯ
Жесткий пенополиуретан – TecMac
19- Укрепление здания
Иногда, через некоторое время, некоторые здания начинают испытывать проблемы с устойчивостью из-за проседания фундамента. Это означает трещины в стене, что является лишь первым сигналом о больших и тяжелых проблемах, потому что фундаменты частично проседают. Наши машины использовались крупнейшими специалистами в этой области для введения специальной полиуретановой смолы в грунт для заполнения пустот и увеличения его несущей способности, чтобы выровнять обрушившуюся часть фундамента и восстановить равновесие здания.
Это означает трещины в стене, что является лишь первым сигналом о больших и тяжелых проблемах, потому что фундаменты частично проседают. Наши машины использовались крупнейшими специалистами в этой области для введения специальной полиуретановой смолы в грунт для заполнения пустот и увеличения его несущей способности, чтобы выровнять обрушившуюся часть фундамента и восстановить равновесие здания.
18- Запенивание швов в полевых условиях
После установки, в основном под землей, изолированные шланги необходимо сварить, а затем запенить стык. Благодаря компактным размерам, надежности и длинным шлангам (до 90 м) наша распылительная установка очень удобна для запенивания стыков труб в полевых условиях. Вот несколько примеров работ, выполненных нашими клиентами с использованием различных моделей наших распылителей с наливным адаптером на пистолете для инъекций.
17- Ванны
Армирование ванн пеной высокой плотности. Как правило, ванны изготавливались из АБС-пластика или другого пластика, формованного под вакуумом, а затем армированного полиэфирной смолой со стекловолокном. Этот метод очень загрязняет окружающую среду, особенно в отношении безопасности рабочих, занимающихся нанесением смолы. По этой причине инновационным применением является дозирование пены высокой плотности в качестве армирования ванн.
Этот метод очень загрязняет окружающую среду, особенно в отношении безопасности рабочих, занимающихся нанесением смолы. По этой причине инновационным применением является дозирование пены высокой плотности в качестве армирования ванн.
16- Термопосуда
Наши машины использовались для изоляции термопосуды, такой как кулеры, коробки для пикника, небольшие холодильники и т.д.
15- Изоляция труб
Различные области применения изоляции труб жестким пенополиуретаном. – Вспенивание на месте для изоляции труб на месте. Трубы изолируются на месте непосредственно перед монтажом – Пеноизоляция труб собственными силами. Трубы вспениваются на производстве с использованием форм или методом «труба в трубе». – Вспенивание гибких изолированных рукавов собственными силами. Особый состав полиуретана и технология литья для изоляции гибких труб, изолированных пенополиуретаном.
14- Изоляция бака
Изоляция бака жестким пенополиуретаном. Для изоляции резервуаров жестким пенополиуретаном используются два различных метода: – заливка жесткого пенополиуретана в рубашку резервуара. В этом случае пистолет-распылитель используется с адаптером для заливки, чтобы сделать инъекцию между двумя стенками кожуха, чтобы идеально изолировать бак — прямое распыление бака, а затем, при необходимости, покрытие для защиты пены. Ультрафиолетовые лучи. Это в основном используется для очень больших резервуаров и силосов, часто уже установленных в конечном положении. Оба применения могут быть выполнены с помощью наших распылительных машин высокого давления.
Для изоляции резервуаров жестким пенополиуретаном используются два различных метода: – заливка жесткого пенополиуретана в рубашку резервуара. В этом случае пистолет-распылитель используется с адаптером для заливки, чтобы сделать инъекцию между двумя стенками кожуха, чтобы идеально изолировать бак — прямое распыление бака, а затем, при необходимости, покрытие для защиты пены. Ультрафиолетовые лучи. Это в основном используется для очень больших резервуаров и силосов, часто уже установленных в конечном положении. Оба применения могут быть выполнены с помощью наших распылительных машин высокого давления.
13- Под кровлей
Серия примеров напыления жесткого пенополиуретана, используемого для утепления кровли подкровельным способом. Если крышу нельзя покрыть пенополиуретаном снаружи, ее можно утеплить изнутри. Утепление крыши пенополиуретаном, напыляемым изнутри, очень распространено в домах.
12- Кровля
Серия примеров напыления жесткого пенополиуретана, используемого для утепления крыши. Здесь вы можете увидеть два типичных применения кровли: – прямое пенообразование над кровлей; жесткий пенополиуретан напыляется непосредственно на крышу, а затем покрывается краской для защиты от ультрафиолетовых лучей. Это в основном используется для изоляции крыш промышленных зданий, аэропортов, коммерческих зданий, торговых центров, инкапсуляции асбеста / восстановления асбеста и т. Д. — Вспенивание крыши и покрытие черепицей. В этом случае кровля напыляется жесткой полиуретановой пеной между деревянным каркасом, используемым для крепления плитки, покрывающей изоляцию. В основном используется для кровли домов.
Здесь вы можете увидеть два типичных применения кровли: – прямое пенообразование над кровлей; жесткий пенополиуретан напыляется непосредственно на крышу, а затем покрывается краской для защиты от ультрафиолетовых лучей. Это в основном используется для изоляции крыш промышленных зданий, аэропортов, коммерческих зданий, торговых центров, инкапсуляции асбеста / восстановления асбеста и т. Д. — Вспенивание крыши и покрытие черепицей. В этом случае кровля напыляется жесткой полиуретановой пеной между деревянным каркасом, используемым для крепления плитки, покрывающей изоляцию. В основном используется для кровли домов.
11- Изоляция сборных кровельных панелей
Один из крупнейших производителей сборных кровельных панелей. Наша распылительная установка использовалась для изоляции сборных легких конструкционных железобетонных элементов путем покрытия однородным и непрерывным слоем жесткого пенополиуретана. Это обеспечивает поставку готовых к монтажу кровельных элементов, соответствующих самым строгим законам и правилам по энергосбережению, так как наносится равномерный слой лучшего изоляционного материала (жесткий пенополиуретан) и после этого не требуется никаких человеческих и других работ. Распылитель был интегрирован в автоматизированную систему дозирования, обеспечивающую точное и полное покрытие элементов крыши. Наша система позволяет удалить пыль и высушить сборный железобетонный элемент перед его подачей под автоматизированную систему распыления, которая распределяет слой жесткого пенополиуретана по элементу крыши, идеально повторяя его форму.
Распылитель был интегрирован в автоматизированную систему дозирования, обеспечивающую точное и полное покрытие элементов крыши. Наша система позволяет удалить пыль и высушить сборный железобетонный элемент перед его подачей под автоматизированную систему распыления, которая распределяет слой жесткого пенополиуретана по элементу крыши, идеально повторяя его форму.
10- Изоляция пола
Несколько примеров изоляции пола, выполненных нашими распылительными машинами. Жесткий пенополиуретан напыляется на пол для его изоляции перед отделкой плиткой или другими материалами. Как правило, плотность этого конкретного состава пенополиуретана выше, чем у используемого для утепления стен, потому что он должен выдерживать нагрузку от прохода людей или, что еще хуже, транспортных средств.
9- Изоляция солнечной панели
Наша распылительная установка использовалась для изоляции солнечной панели. Это дает множество преимуществ: самым большим из них является повышение энергоэффективности солнечной панели. Доказано, что энергетическая эффективность солнечных элементов снижается при высокой температуре, что резко снижает выработку электроэнергии (даже до 50%). Благодаря напылению пенополиуретана солнечная панель, произведенная нашим заказчиком, сохраняет такую же энергоэффективность даже при достижении высоких температур (иногда до 80°C на задней поверхности панели): это дает невероятное маркетинговое преимущество панель по сравнению со всеми остальными.
8- Верфь: изоляция и плавучая система судов
Многие из наших клиентов использовали нашу распылительную установку для заливки жесткой полиуретановой пены в полости кораблей для их изоляции и увеличения плавучих систем. В некоторых случаях пена использовалась и для заполнения полостей, чтобы избежать застоя опасных дымов и паров, которые могут создать проблемы кораблю в случае их высокой концентрации!
7- Изоляция стен
Наша машина использовалась для распыления жесткого пенополиуретана на стены для их изоляции. Вот несколько примеров нанесения напыляемой пены на стену для утепления жилых и промышленных зданий перед возведением второй более тонкой кирпичной стены в качестве отделки
6- Впрыск жесткого пенополиуретана
Одна из наших машин использовалась для впрыска жесткого пенополиуретана для изоляции водонагревателей для использования в домах.
5- Заполнение полости стены для изоляции
Очень хорошая изоляция в существующих домах может быть сделана путем введения твердого пенополиуретана в полость стены. Это делается путем проделывания ряда отверстий в стене, которую вы хотите изолировать, а затем заполнения ее путем впрыскивания жесткой полиуретановой пены. На наш смесительный пистолет можно легко установить заливной адаптер для гибкой одноразовой пластиковой трубы: это позволяет достичь даже сложных углов стены, чтобы обеспечить идеальную и равномерную изоляцию.
4- Гидроизоляция фундамента
Было продано много машин для гидроизоляции фундамента здания, особенно в странах, где грунт пропитан водой. Распыление жесткой полиуретановой пены в качестве гидроизоляционного слоя является отличным решением, поскольку оно создает равномерный и непрерывный слой, защищающий от воды. Этот слой также отлично противостоит износу при засыпке фундамента землей, обеспечивая идеальную герметичность фундамента здания. Эта техника используется как для промышленных, так и для жилых зданий и дач.
3- Холодильные камеры для замороженных продуктов
Наш клиент в Нигерии хотел бы утеплить три огромных склада для хранения замороженных продуктов. После анализа различных вариантов, в том числе с использованием теплоизоляционных панелей, самым быстрым и дешевым решением было напыление 20-сантиметрового слоя жесткого пенополиуретана по всему зданию. Это позволяет избежать опасных и дорогостоящих тепловых мостов благодаря однородной и непрерывной изоляции, обеспечивающей поддержание температуры на уровне -20°C при +45°C снаружи.
2- Распылительная машина для изоляции контейнера
Наша машина использовалась для изоляции модульного жилья. Наш итальянский клиент является одним из крупнейших в мире производителей модульных домов, и их целью было быстро нанести слой изоляционного материала, чтобы изолировать их контейнер от жары и холода, потому что их контейнеры экспортируются по всему миру, даже в экстремальных температурных условиях. По этой причине они выбрали нашу распылительную машину для нанесения жесткой полиуретановой пены на стену, крышу и пол дома перед отделкой.
1- Распылительная машина для жесткого пенополиуретана
Наша распылительная установка использовалась для изоляции первой теплицы, сделанной в Италии, недалеко от Милана. Цель состояла в том, чтобы идеально изолировать весь дом с помощью жесткого пенополиуретана, распылив его на стену. Слой толщиной 8 см был нанесен таким образом, чтобы гарантировать наилучшую изоляцию дома как от холода, так и от жары. Работа была выполнена менее чем за 2 дня благодаря более высокой производительности агрегата, его надежности и мощному гидравлическому агрегату, приводящему в движение дозирующие насосы.
TEC MAC SRL
Via Mattei 32, 28066 Galliate (NO) – ИТАЛИЯ – Тел. +39 0321 863163 / 864589 – Факс +39 0321 863163 – Электронная почта: [email protected] – Copyright © TEC MAC srl. Все права защищены | П.Ива: 02215150034 | Конфиденциальность и файлы cookie |
Трубопроводы и кабели | Покрытия, пластмассы и пены Covestro
Заявка
Прочность и долговечность, наряду с надежной защитой от коррозии и изоляцией, необходимы для трубопроводов и кабелей, по которым транспортируются критически важные ресурсы и среды, такие как газ, вода и топливо. Мы поставляем сырье для высокопроизводительных труб и кабелей, которые выдерживают даже самые суровые условия.
Популярные бренды
- Baytherm®
- Жесткий пенополиуретан для теплоизоляции
- Десмодур®
- Полиизоцианаты для широкого спектра пенополиуретанов, покрытий и клеев
- Десмопан®
- Термопластичные полиуретаны
- Десмофен®
- Широкий ассортимент полиолов для высокоэффективных полиуретановых применений
Основные преимущества
Универсальные решения: Наши материалы можно использовать для покрытия, производства и изоляции труб и кабелей.

Прочный и гибкий Высокая устойчивость к механическим нагрузкам, ударам и повреждениям.
Устойчивость: Увеличивает срок службы ценных активов, снижает потери энергии.
Индивидуальный состав: Мы разрабатываем материалы, оптимизированные для вашего конкретного применения.
Мы являемся ведущим партнером практически для всех требований, с которыми сталкиваются производители в трубной промышленности. Для крупных инфраструктурных проектов, таких как трубопроводы, будь то на заводе или в полевых условиях, мы помогаем нашим клиентам обеспечить стабильную сквозную защиту от коррозии с помощью экономичных распыляемых покрытий, основанных на Desmodur® и Desmophen®. Для промышленной пневматики и других применений такие продукты, как наш изготовленный по индивидуальному заказу термопластичный полиуретан Desmopan®, позволяют создавать прочные, но гибкие пластиковые трубки. Жесткие пенополиуретаны на основе Baytherm® используются в магистральных трубопроводах отопления для обеспечения эффективной изоляции и предотвращения потерь тепла как в жестких, так и в гибких трубах. Независимо от области применения, наши продукты экономят энергию и защищают жизненно важные ресурсы.
Покрытие труб: надежная защита для крупномасштабных проектов
Различные проекты трубопроводов имеют разные требования. Мы ориентируемся на ваши конкретные потребности, чтобы найти решение для покрытия, которое лучше всего подходит для вашего проекта. Для крупномасштабных проектов это часто означает поиск особенно быстрого решения для обработки и транспортировки нескольких километров труб в разумные сроки. Такие решения, как наша технология нанесения двухкомпонентного полиуретанового покрытия для труб без содержания растворителей на основе Desmodur® и Desmophen®, обладают такими преимуществами, как прямое напыление на металл, быстрое отверждение и прочные результаты, которые выдерживают не только повседневные нагрузки, но и длительные поездки в полевые условия.
Изоляция труб: Жесткий пенополиуретан удерживает энергию в трубопроводе
Мы поддерживаем производителей труб в производстве изолированных труб благодаря таким решениям, как Baytherm®, жесткая сердцевина из вспененного полиуретана, расположенная между внутренней стальной трубой, несущей среду, и концентрически расположенной защитной трубой или оболочкой. Baytherm® подходит для труб диаметром от 5 мм до 2000 мм с толщиной изоляции до 250 мм. Он предлагает превосходную изоляцию, хорошую механическую стойкость, высокую термостойкость и низкое водопоглощение. Наши жесткие пенополиуретаны способствуют повышению энергоэффективности трубопроводов за счет минимизации теплообмена с окружающей средой.
Шланги и трубки: прочный химически стойкий пластик для промышленного применения
Для пластиковых труб и шлангов мы предлагаем специальный термопластичный полиуретан Desmopan® DP 1350D. Расплав с высокой экструдируемостью быстро затвердевает, обеспечивая превосходную стабильность размеров и жесткие допуски. Этот ТПУ на основе эфира также выдерживает разрывное давление до 25 бар, что делает его идеальным кандидатом для пневматики и систем контроля давления, а также для топливных и смазочных шлангов и химических трубопроводов. Помимо превосходной гибкости и низкой остаточной деформации при сжатии, промышленные пользователи могут извлечь выгоду из очень хорошей стойкости к износу, маслам и другим химическим веществам.
Загрузки
Полиаспарагиновая технология
Скачать
Связанные статьи
История
Делаем ТПУ более круглым
Мы делаем ТПУ более круглой формы, используя частично биосодержащие, переработанные, содержащие CO2 и сертифицированные ISCC материалы баланса массы.
История
Пленки ТПУ для облицовки CIPP
Пленки Dureflex® и Platilon® TPU представляют собой прочное, эластичное решение с низким коэффициентом трения для химически стойкого покрытия CIPP.
Тематическое исследование
Пневматические трубки
Desmopan® 9845D TPU обеспечивает высокую стойкость к истиранию и гидролизу в сочетании с высоким давлением разрыва и низкой ползучестью под давлением.
Тематическое исследование
Подконструкции крыши
Pultruded Baydur® поддерживает и защищает подконструкции крыши
Тематическое исследование
Дом Наций
Полиуретан обеспечивает быстрое и надежное строительство по бюджету
Тематическое исследование
Трубопровод Дакира
Двухкомпонентный полиуретан быстрого отверждения обеспечивает эффективное покрытие трубопровода
Другое применение в строительстве
Заявление
Легкий архитектурный металл
Найдите отличное решение для создания покрытий с помощью нашего семейства смол, наносимых непосредственно на металл (DTM).
