- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
- Основные расчетные формулы
- Вычисление дополнительных затрат (поправочный коэффициент)
- Способы экономии
- Виды электродов и их использование
- до 12 мм — 15%
- более 12 мм — 12%
- до 8 мм — 30%
- более 8 мм — 35%
- какой состав имеет их покрытие стержня;
- каким будет расход стержней;
- показатель наплавки стержней.
- Массой наплавки стержня.
- Размером сварного шва.
- Нормой расхода стержней.
- Нормой расхода стержней на 1 пог. м стыковочного шва.
- Операционную.
- Узловую.
- Детальную.
Расчет количества электродов при сварке различных соединений. Расчет количества электродов при сварке труб
на 1 тонну металлоконструкций, на 1 метр шва при сварочных работах, таблицы, при сварке труб, нормы, количество
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
 Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
При выполнении бытовой сварки, при создании небольших конструкций и при других подобных ситуациях этот параметр не актуален, а соответственно, он не применяется.
Параметры, влияющие на расход
 Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М — масса свариваемой конструкции; К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F — площадь поперечного сечения; L — длина сварочного шва; M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
 Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Совет! Чтобы избежать перерывов в работах, необходимо увеличить полученные данные на 5-7 %. Это гарантировано обезопасить исполнителя от различного рода форс-мажорных обстоятельств.
Количество электродов в 1 кг
 После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М — масса металла; К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
| Группа электродов | Коэффициент расхода электродов | Марка электродов |
| II | 1,5 | ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| III | 1,6 | ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
| IV | 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
| V | 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
| VI | 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
 Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.
Полный перечень справочных норм представлен на сайте — https://znaytovar.ru/gost/2/vsn_45284_proizvodstvennye_nor.html.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов: 1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 | |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
 Нижнее Нижнее | 1 | 0 | 0,02 |
| 1.5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
 Нижнее Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
 Горизонтальное Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
 Горизонтальное Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
 Потолочное Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 |  |  |  |  |
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0.11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 |  |  |  |  |
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0.09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1.12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм |  Нижнее 50° Нижнее 50° |  Нижнее 60° Нижнее 60° |  Вертикальное 70° Вертикальное 70° |  Потолочное 80° Потолочное 80° |  Горизонтальное60° Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1.34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Первый и подварочный проход при сварке V-образного соединения
| Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,10 | 3,0 |
| Нижнее | > 12 | 0,15 | 4,0 |
| Вертикальное | > 8 | 0,15 | 3,0 |
| Горизонтальное | > 8 | 0,15 | 3,0 |
| Потолочное | >10 | 0,10 | 3,0 |
weldelec.com
Расход электродов – определяем предстоящие затраты при сварке + Видео
1 Какие факторы влияют на расход электродов?
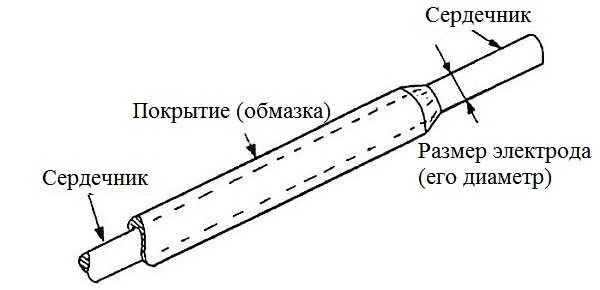
Ручная электросварка выполняется покрытыми электродами, которые имеют обыкновение очень быстро заканчиваться при сплавлении металла электрической дугой. При этом некоторое количество присадочного материала сгорает, а часть сплавляется со свариваемым металлом в шве. Насколько быстро укоротится стальной стержень в обмазке, зависит от многих факторов. В частности, должен быть правильно выбран диаметр электрода, исходя из толщины свариваемого металла.

Рекомендуем ознакомиться
В свою очередь, сила тока выбирается в зависимости от диаметра стержня присадочного материала. Если диаметр электрода не соответствует толщине и степени тугоплавкости металла, и стержень слишком тонок, присадочный материал будет сгорать быстрее при меньшей производительности. Чрезмерно толстый стержень будет поставлять большие наплывы металла при малой глубине провара, и, чтобы сделать шов качественным, придется выполнять широкие колебательные движения, без которых может случиться прожог.
Силу тока тоже нужно выбирать правильно, поскольку превышение необходимого порога может привести к разбрызгиванию металла при плавлении электрода. Помимо всего вышеперечисленного, следует очень точно соблюдать нюансы технологии сварочного процесса. Не следует делать зазор между заготовками шире необходимого, поскольку, чем больше отдалены друг от друга свариваемые листы металла, тем значительнее будет затрата электрода на заданный отрезок шва – увеличится размах поперечных движений.
Точно также количество затрачиваемого присадочного материала зависит от толщины металла заготовок, поскольку увеличится время проваривания на нужную глубину. Для конструкций повышенной прочности необходимы швы большого диаметра, что требует нескольких проходов, а значит и значительные траты электродов, которые нужно правильно рассчитывать.2 Как определить затраты электродов в килограммах?
В сварочных работах существует такое понятие, как нормы расхода присадочного материала, придерживаться которых необходимо, хотя и сложно, ввиду специфики плавления металла, зависящего от многих факторов. В целом, определение данной нормы выглядит следующим образом: H = M + MО, где M соответствует массе наваренного металла, а MО – массе отходов, на которую приходится сгорание стержня, его разбрызгивание, а также огарки.

Однако эта формула слишком приблизительная, в ней не учтены многие факторы, влияющие на затраты электродов. Поэтому рассмотрим более подробное вычисление. Когда предстоит сваривание деталей и конструкций в больших масштабах, присадочный материал закупается не штучно, а килограммами, с учетом уменьшения веса электродов в процессе сушки. В этом случае целесообразно выполнять расчет расхода сварочных электродов на 1 метр шва при сварке для вычисления их массы.
При этом нам понадобятся такие значения, как вес наплавленного металла и площадь его сечения при заданной толщине листа. Общий расчет затрат электродов на 1 кг расплава выглядит, как H = MKP, где KP – коэффициент потерь присадочного материала определенной марки с учетом сгорания стержня, брызг и остающихся огарков. Данный коэффициент берется из следующей таблицы:
Коэффициент затрат электродов | Группа марок | Марка покрытого электрода для сварки сталей | |
Углеродистых и низколегированных | Теплоустойчивых и высоколегированных | ||
1,5 | І | АНО-1, АНГ-1К, ОЗС-17Н, АНО-19М, ДСК-50, АНП-6П, НИАТ-3М | ТМЛ-1У,ТМЛ-3У, ОЗЛ-25, ЦТ-28,АНВ-17, АНЖР-1, АНЖР-2 |
1,6 | ІІ | ОЗС-23, ВН-48, УП-1/45, АНО-5, АНО-13, АНО-19, АНО-20, ОЗС-6, АНО-10, АНО-11, АНО-30, АНО-ТМ, ВСО-50СК, ОЗС-18, ОЗС-25, УОНИ-13/55У, АНО-ТМ60, ВСФ-65, АНО-ТМ70, АНП-2, УОНИ-13/65, УОНИ-13/85 | ЦЛ-20, КТИ-7А,ОЗЛ-6, ЗиО-8, ОЗЛ-8, АНВ-13, АНВ-34, НИАТ-4, НИАТ-5, НИИ-48Г |
1,7 | ІІІ | АНО-4, АНО-6, АНО-6У,АНО-21, АНО-24, АНО-29М,АНО-32, МР-3, ОЗС-4,ОЗС-12, ОЗС-21, СМ-11, УОНИ-13/45, УОНИ-13/45, УОНИ-13/45СМ, АНО-27, АНО-25, УОНИ-13/55,УОНИ-13/55СМ, ИТС-4С, ОЗС-24 | ЦУ-5, ТМУ-21У,ЦЛ-51, УОНИ-13/НЖ, ОЗЛ-9А, ЦТ-15,ОЗЛ-17У, ЦЛ-11 |
1,8 | ІV | ВСЦ-4, К-5А | НЖ-13, ЭА-395/9,ЭА-981/15 |
Для всех типов сварных соединений ГОСТами 5264-80 и 11534-75 заданы условные обозначения вида С1, С2 и так далее. Масса расплава длиной 1 метр определяется по формуле М = FpL10-3 для соединений типа С1, С3, С26, У1, У2, У4, У5, Т1, Т3, Н1 и Н2. В данном вычислении F – площадь поперечного сечения шва, p – плотность углеродистых и низколегированных сталей (7,85 г/см3), а L – заданный отрезок расплава.
Для прочих типов соединений формула принимает другой вид: М = (0,8F + 0.5S)pL10-3, где S – толщина металлического листа. При этом площадь сечения шва в обеих формулах вычисляется для каждого типа соединения определенным образом, по значениям, взятым из ГОСТа 5264-80. Для С5 это будет выглядеть как F = Sb + 0,75eg, где b – расстояние между пластинами, а e и g – ширина и высота шва соответственно.
Иногда при расчетах площади сечения сварного шва приходится учитывать угол скошенной кромки заготовки, определяя его тангенс для внесения в формулу.
3 Высчитываем расход сварочного присадочного материала в штуках
При небольшом масштабе сварочных работ необходим поштучный расчет присадочного материала. К примеру, может понадобиться 50 сварочных электродов марки УОНИ-13/45 диаметром 3 миллиметра, которых в одном килограмме содержится 40 штук. Тогда покупка полутора кило даст немалые излишки, а взвешивать с точностью до грамма будет слишком сложно.

Кстати, именно диаметр нам нужен для вычисления количества присадочных материалов в штуках, поскольку именно от этого значения зависит масса наплавляемого одним электродом металла в граммах, которая понадобится для формулы. Находим количество для сварки за один проход: HОП = 103ML/MЭ, где MЭ – та самая масса расплава одного стержня в граммах, которую можно взять из следующей таблицы.
Марка электрода | Диаметр электрода стандартной длины, мм | |||
3,0 | 4,0 | 5,0 | 6,0 | |
| АНО-1 | - | 71,1 | 111,7 | 160,9 |
| АНО-4 | 15,4 | 35,2 | 55,3 | 79,6 |
| АНО-5 | 19,0 | 43,5 | 68,3 | - |
| АНО-б, АНО-6У | 15,4 | 35,2 | 54,9 | 78,9 |
| МР-3 | 14,7 | 33,7 | 54,1 | 77,4 |
| ОЗС-4 | 14,9 | 34,5 | 54,6 | 78,6 |
| ОЗС-6 | 19,0 | 43,5 | 68,4 | 98,5 |
| ОЗС-12 | 15,3 | 35,1 | 55,3 | 79,6 |
| АНО-12 | 12,1 | 27,7 | 43,5 | 62,5 |
| АНО-13 | 14,6 | 36,5 | 48,4 | - |
| АНО-29М | 15,8 | 35,7 | 55,2 | - |
| АНО-27 | 19,0 | 43,5 | 68,3 | - |
| ДСК-50 | - | 41,2 | 64,7 | - |
| ТМУ-21У | 16,6 | 38,1 | 59,8 | - |
| ТМЛ-1У | 15,9 | 36,4 | 57,1 | - |
| АНО-ТМ | 16,6 | 38,1 | 59,8 | - |
| АНО-ТМ60 | 16,6 | 38,1 | 59,8 | - |
| АНО-10 | - | 66,7 | 104,8 | 151,1 |
| АНО-11 | 19,0 | 43,5 | 68,3 | - |
| СМ-11 | - | 44,3 | 69,6 | 100,3 |
| УОНИ-13/45 | 16,6 | 38,1 | 59,8 | 86,2 |
| УОНИ-13/55 | 15,6 | 35,7 | 56,1 | 80,8 |
| УОНИ-13/55У | 16,6 | 38,1 | 59,8 | 86,2 |
| УОНИ-13/65 | 15,9 | 36,4 | 57,1 | - |
| УОНИ-13/85 | 17,9 | 41,1 | 64,5 | - |
| УОНИ-13/85У | 16,8 | 38,5 | 60,4 | - |
| ОЗЛ-8 | 14,5 | 33,2 | 52,2 | - |
| ОЗЛ-6 | 14,8 | 35,3 | 56,5 | - |
| ЦЛ-11 | 15,6 | 35,8 | 56,3 | - |
| ЭА-395/9 | 14,5 | 33,2 | 52,2 | - |
| ЭА-981/15 | 16,3 | 37,3 | 58,5 | 84,3 |
| ЦТ-28 | 15,6 | 35,8 | 56,3 | 81,1 |
| ЦТ-15 | 14,5 | 33,2 | 52,2 | - |
| АНЖР-1 | 16,3 | 37,3 | 58,5 | 84,3 |
| АНЖР-2 | 15,6 | 35,8 | 56,3 | 81,1 |
Однако часто шов приходится варить за несколько проходов, а это значит, что количество израсходованных электродов значительно увеличится. Для таких соединений используем несколько иную формулу, которая выглядит как HМП = (103M - m)L/MЭ, где m – масса металла от плавления одного стержня при формировании корневого шва. Последний показатель определяется отдельно по заданной скорости сварки и силе тока: m = (aHI)/U, где aH – коэффициент наплавления из характеристик электрода, I – сила тока (А), а U – скорость сварки (м/ч).
tutmet.ru
Норма расхода электродов на 1-н метр шва: Таблица!
О чем данная статья?
Для того что бы подсчитать расход электродов на шов, необходимо привлекать знающего человека, который разбирается в сварочном деле, потому что мало применять только формулы нужно учитывать специфику работы от которой могут быть дополнительные расходы. Сварщик должен знать методику применяемую в работе и особенности оборудования. Опыт, навыки и знания мастера должны помочь составить правильную смету на работы.

Какие формулы применяются при расчете расхода электродов?
Н = Нсв + Нпр + Нпр.
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
Сталь:
Алюминий:
Титан:
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент(патрубок сбоку) | Коэффициент(патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
domstrousam.ru
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| 1 | 0 | 0,02 |
1.5 | 0,5 | 0,02 | |
2 | 1 | 0,03 | |
3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 |
5 | 2 | 0,16 | |
6 | 2,5 | 0,21 | |
7 | 3 | 0,28 | |
| 1 | 0 | 0,02 |
1,5 | 0,5 | 0,03 | |
2 | 1 | 0,04 | |
3 | 1,5 | 0,07 | |
 Горизонтальное Горизонтальное | 4 | 2 | 0,17 |
5 | 2,5 | 0,20 | |
6 | 3 | 0,25 | |
7 | 3 | 0,33 | |
 Потолочное Потолочное | 4 | 2 | 0,08 |
5 | 2 | 0,13 | |
6 | 2,5 | 0,14 | |
7 | 3 | 0,16 |
 Нижнее
Нижнее Нижнее
Нижнее Горизонтальное
ГоризонтальноеУгловые соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 |
|  |  |
|
2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
5 | 12,5 | 0,10 | 0,11 | 0.11 | 0,13 |
6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |


Тавровые соединения
масса наплавленного металла, кг/1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 |  |  |  |  |
2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
3 | 9 | 0,08 | 0,10 | 0,09 | 0.09 |
3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
11 | 121 | 1,03 | 1,08 | 1.12 | 1,23 |
12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Зазор, мм |
|
|
|
|
|
4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
14 | 2 | 0,86 | 1,02 | 1.34 | 1,60 | 1,17 |
15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
 Нижнее
Нижнее Нижнее
Нижнее Вертикальное
Вертикальное Потолочное
Потолочное Горизонтальное
ГоризонтальноеПервый и подварочный проход при сварке V-образного соединения
Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
Нижнее | 6-12 | 0,10 | 3,0 |
Нижнее | > 12 | 0,15 | 4,0 |
Вертикальное | > 8 | 0,15 | 3,0 |
Горизонтальное | > 8 | 0,15 | 3,0 |
Потолочное | >10 | 0,10 | 3,0 |
weldering.com
Расход электродов | Расчет

Перед тем как начинать сваривание Вам нужно подсчитать примерные затраты. Для этого Вам нужно знать их расход для наплавки 1 килограмма металла или сколько их нужно использовать для сваривания на протяжении 1 часа. Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Подсчеты нужно начинать с того, какой расход данного вида электродов для наплавки 1 килограмма металла. Потом Вам нужно подсчитать, сколько Вам нужно наплавить килограммов металла. А потом нужно все это подсчитать по формуле и все будет ясно.
Итак, для начала Вам нужно узнать расход электродов для наплавки 1 килограмма металла. Для того чтобы Вы не бегали по различным сайтам, Вы можете увидеть расход на 1 кг наплавленного металла самых популярных электродов.

Теперь, узнав расход электродов для наплавки 1 килограмма металла, Вы можете приступать к подсчетам. Итак, вот формула для расчета: Н = М * Красх
В данной формуле буквы имеют следующие значения: М – масса металла, Красх – это коэффициент расхода электродов. Теперь, произведя необходимые подсчеты, Вы сможете узнать, сколько Вам нужно использовать электродов для того чтобы сварить то или иное изделие.
Также для того чтобы сократить расходы Вы можете использовать автоматическую или полуавтоматическую сварку. Процент потерь при использовании ручной дуговой сварки равен 5, а при использовании автоматической или полуавтоматической, он равен 3. Поэтому разумно заключить, что использовать автоматическую или полуавтоматическую сварку выгоднее.
Несмотря на то, что при проведении подсчетов Вам нужно быть очень внимательными и производить их как можно точнее, Вам нужно помнить, что данные подсчеты не могут быть полностью точными, поэтому при закупке материала Вам нужно покупать больше сварочной продукции, несмотря на точность проведения расчетов.
Даже если Вы полностью уверены в точности результатов подсчета, Вам нужно добавить к общей сумме 5 – 7 процентов, чтобы Вам не пришлось останавливать сварочные работы и снова идти в магазин. Нужно помнить, что делая покупки с запасом, Вы сможете быстрее сделать работу. Такой принцип работает в большинстве отношений.
Также Вам нужно учитывать еще много других особенностей, поэтому провести точные подсчеты невозможно. Многие строительные компании с успехом используют эту и другие формулы для подсчета расхода электродов для сваривания определенных объемов изделий. Произведя наиболее точные расчеты, Вы сможете сократить время и расходы на покупку сварочного оборудования и сварочных материалов.
Нажав на фото ниже откроется изображение оригинальное.


Однако Вы можете еще больше сэкономить денег, производя свои покупки у проверенных заводов-изготовителей. Узнать о них Вы можете на странице нашего сайта «Контакты». Там Вы можете выбрать одного из ведущих производителей электродов и сварочного оборудования, перейти на его сайт и совершить покупку.
elektrod-3g.ru
Расход электродов при сварке труб: как правильно определить
Почти все поменялось с того времени, как трубы были применены первоначально. Спектр их использования стал масштабным, появилось больше строительных материалов для производства. Остается постоянной лишь необходимость стыковки труб при создании сварных соединений.

Схема сварочного электрода.
Расходы электродов при сварке оказывают влияние на время продолжительности работы сварочного оборудования, продуктивность выполнения сварных соединений. Электрод, который уже является отработанным, следует поменять на другой источник присадочного элемента. Поэтому профессиональные сварщики труб должны держать при себе такое количество электродов, которое будет достаточным.
Как применяются сварочные электроды
Осуществляя выбор электродов, требуется проследить следующее:
Появилась масса специальных приспособлений, позволяющих выполнить соединение трубопроводной арматуры. Они применяются для разного вида трубопроводов. Какие-то из них появились недавно, другие подверглись значительному усовершенствованию.

Таблица коэффициентов расхода электродов в соотношении к маркам электродов.
Если речь идет об обработке трубопроводной арматуры, то обычно имеют в виду процесс их сваривания с применением специального оборудования.
Для сварки трубной арматуры с наибольшим размером толщины стенок осуществляется применение электродов, представляющих собой стержни из металла с защитным покрытием.
Они имеют относительно невысокую стоимость исходя из общей сметы материалов, но следует правильно определять их требуемый объем при закупке.
Вернуться к оглавлению
Как правильно определить расход сварочных электродов для соединения труб
Несмотря на дешевизну стержень электрода оказывает большое влияние на процесс выполнения работы, особенно на его длительность. Если электрод сгорел, то он подлежит замене на новый, который необходимо установить на прежнее место. Данная процедура потребует немало времени.
Выполнение общего объема работ требует совершить несколько сотен операций. Когда в процессе работы обнаруживается нехватка определенного количества электродов, то их будет необходимо приобрести отдельно. Возможно, что приобретение электродов затянется, поэтому точный подсчет электродов позволит идеально спланировать весь процесс работы. Подготовленные электроды следует подвергнуть обработке, прокалив их не меньше 1,5-2 часов в специальной сушилке.
Вернуться к оглавлению
Какими характеристиками следует руководствоваться для правильных расчетов
Для определения расхода стержней пользуются вводными параметрами:

Таблица разновидностей электродов.
Под массой наплавки подразумевается вес той части металла, которая должна заполнить стыковочный шов. Для точных расчетов этой величины можно воспользоваться технологической картой, связанной с выполнением сварки. В соответствии с грубым расчетом доля массы наплавки от всего веса конструкции из металла составляет 1- 1,5%. Повышение параметра может привести к тому, что получится перерасход числа стержней, а снижение — к недостатку в прочности швов.
Габаритные размеры шва, то есть его длина по всей продолжительности стыка, измеряются рулеткой. Результат умножают на общее число швов в полученном разделе, поскольку сварка глубоких стыков выполняется за счет 2-3 швов, накладываемых параллельным и последовательным образом.
Среди применяемых норм расхода выделяют:
Вычисление операционной нормы осуществляется на основе типа проводимой сварочной операции. Узловая норма расхода вычисляется исходя из массы наплавки при проведении сварки определенного узла конструкции из металла. Детальная норма расхода исчисляется на основе массы наплавки при сварке детали, обязательно должно учитываться влияние технологического процесса.
Вернуться к оглавлению
Как теоретически определить расход электродов при сварке труб
Поскольку трубная арматура имеет известный размер диаметра, используя геометрическую формулу длины окружности, вычисляют конкретную длину. При наибольшем размере толщины стенок трубопроводной арматуры можно умножить полученную величину длины окружности на число прохождений электрода, которое обычно составляет 2-3.
Необходимо вычислить норму расхода для одного метра шва, поделив результат на вес стержня. В результате будет получена норма расхода, выраженная не в килограммах, а в штуках. Затем поштучную норму умножают на метраж, округлив его в наибольшую сторону до целой величины. Определять данную норму следует исходя из массы металла, который является наплавленным. Полученный результат измеряется в килограммах при умножении объема раздела (1 метр) на плотность металла. Результат следует увеличить в 1,4-1,8 раз с учетом поправки на образование огарка от использованного стержня. Для поиска конкретных цифр используют справочники.
Формула, используемая при подсчете электродов, имеет следующий вид: Н = М*к.
Где Н — величина нормы расхода на 1 метр сварного шва, а М — значение массы направленного металла в шве, к — размер коэффициента поправок на образование огарка от использованного стержня.
Вернуться к оглавлению
Как определить расход стержней при сварке практическим путем
Возможно, что проведение сложных расчетов будет являться затруднительным, поэтому лучше всего воспользоваться способом, который позволяет определить расход электродов согласно конкретной методике. Следует взять две металлические детали, а также электрод необходимого вида.
Размещение всех деталей для сварки производится в требуемом положении на специальном столе. Для определенных сварочных операций характерно конкретное положение деталей. Следует имитировать условия, при которых будет сформирован нижний, вертикальный либо потолочный шов. После этого необходимо измерить длину получаемого шва, если используется один стержень.
Далее, должна быть промерена длина сварочного шва от единичного электрода, которая сопоставлена с общим размером длины швов. При этом можно выйти на необходимое число стержней. Полученный результат должен быть точным. Вместе с тем все отклонения между практическими и теоретическими результатами будут являться малозначительными.
moiinstrumenty.ru
Нормы расхода электродов при сварке
 Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Причем электроды еще нужно приготовить, прокалив в сушилке не менее полутора-двух часов. И в этой статье мы расскажем вам, как определяется это «достаточное количество».
Вводные параметры
В качестве вводных данных при расчете количества расходуемых электродов фигурируют следующие параметры:
· Масса наплавки – вес металла, заполняющего стыковочный шов. Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.
· Габариты сварочного шва, а точнее его длина. Ее измеряют с помощью рулетки по длине стыка. Причем результаты измерения нужно умножить на количество швов в разделе. Ведь глубокие стыки заваривают двумя-тремя швами, которые накладываются последовательно или параллельно.
· Нормы расхода на один погонный метр сварочного шва. Этот параметр определяется, исходя из множества критериев. Поэтому подробную методику определения норм мы приведем ниже по тексту.
Норма расхода электродов на сварку
 Норма расхода – это масса наплавки в сварочном шве длиной в один метр.
Норма расхода – это масса наплавки в сварочном шве длиной в один метр.
Причем существуют следующие нормы расхода:
· Операционная, которая вычисляется в зависимости от типа сварочной операции.
· Детальная, которую вычисляют по массе наплавки в процессе сварки одной детали.
· Узловая, которую вычисляют по массе наплавки в процессе сварки конкретного узла металлоконструкции.
То есть, на конкретную норму расхода влияет и технология сварки, и форма сварочного шва и общее количество швов в металлоконструкции, и многое другое. Поэтому конкретные нормы расхода нужно определять либо по теоретическим выкладкам (формулам), либо по практическим наблюдениям.
Расход электродов при сварке труб – теоретические расчеты
Теория процесса расчета расхода электродов заключается в вычислении нормы расхода на один метр шва и делении этой величины на вес одного электрода. В итоге мы получаем норму расхода не в килограммах наплавки, а в поштучном исчислении количества электродов. После этого поштучная норма умножается на метраж, и результат округляется до целого значения (в большую сторону).
 Норма расхода в килограммах определяется по массе наплавленного металла: объем раздела длинной в один метр умножается на плотность металла. Причем для упрощения расчета объем раздела можно вычислить, как объем цилиндра с диаметром, равным большей (внешней) стороне стыка.
Норма расхода в килограммах определяется по массе наплавленного металла: объем раздела длинной в один метр умножается на плотность металла. Причем для упрощения расчета объем раздела можно вычислить, как объем цилиндра с диаметром, равным большей (внешней) стороне стыка.
Полученное значение увеличивают в 1,4-1,8 раза (поправка на огарки от электродов). Причем каждая из шести групп электродов имеет свое значение упомянутого коэффициента. Поэтому конкретные цифры стоит поискать в справочнике.
Формула подсчетов расхода выглядит следующим образом:
Н=Мк,
Где Н – это нормированный расход на метровый сварочный шов, М — это масса наплавленного металла в шве, к - это коэффициент поправки на огарки.
Сварка электродом — расход на практике
Если вы не сторонник сложных вычислений, то наилучшим способом определения расхода электрода для вас будет следующая методика:
· Вы берете две детали из нужного вам материала и один электрод нужного вам типа.
· Детали размещаются на сварочном столе в определенном положении, которое будет характерно для реальной сварочной операции. То есть вы имитируете условия формирования нижнего, вертикального или полочного шва.
· После этого вам остается только заварить стык между деталями, используя для этих целей один электрод.
· Далее, вы промеряете длину сварочного шва, который получили с помощью одного электрода.
Полученное значение – длину шва из одного электрода – сопоставляют с общей длиной сварочных швов, выходя на рекомендуемое количество прутков с присадочным материалом.
Указанный способ работает ничуть не хуже, чем табличный расчет. А если повторить этот эксперимент три-четыре раза, то среднее значение окажется намного точнее. Но в любом случае отклонения практического способа от теоретического вычисления расхода – малозначительны.
Поделиться в социальных сетях:Похожие материалы
mdfkl.by