- Задачи процедуры
- Различия между методами
- Холодное цинкование металла
- Гальваническое цинкование
- свойства;
- время операции;
- толщина плёнки;
- применяемое оборудование.
- Холодное цинкование. Процесс покрытия осуществляется в результате электрохимических реакций, адгезия обеспечивается за счет молекулярного притяжения. Для защиты от коррозии поверхности покрываются специальными красками большим процентным содержанием высокодисперсного цинка. Наиболее простотой и доступный метод, имеет широкое распространение во время изготовления товаров народного потребления и металлоконструкций быстровозводимых зданий.
- Горячее цинкование. По частоте использования располагается на втором месте среди всех способов, а по качеству покрытия занимает лидирующие позиции. Недостатки – большие энергетические потери, вредное влияние на окружающую среду. Подготовленные детали погружаются в специальные ванны с расплавленным цинком, после выдержки вынимаются и оставляются в подвешенном состоянии для удаления излишков и остывания.
- Гальваническое цинкование. Технические параметры отвечают требованиям ГОСТ301-86, толщина покрытия до 30 мкм. Во время процесса цинк переходит из анода на поверхность изделия, для придания заданных свойств для покрытия применяются различные по химическому составу электролиты. Недостаток метода – сложность очистки технологических составов.
- Газо-термическое цинкование. Один из сложных методов, цинк расплавляется в нагретом газовом потоке и направляется на поверхность обрабатываемых деталей. Используется для обработки элементов промышленного назначения с большими линейными размерами. Осадки пористые, для увеличения защиты от коррозионных процессов требуется дополнительное покрытие слоя цинка.
- Термодиффузионное цинкование. Один из разновидностей горячего цинкования. Покрытие происходит за счет проникновения атомов цинка в сталь, образуется сложная структура железоцинкового сплава. Преимущества: детали обрабатываются в замкнутых пространствах, что минимизирует вредное воздействие на окружающую среду, покрытие ровное без микропор, толщина нанесения цинкового покрытия колеблется в широких пределах.
- Сульфатные электролиты. Главный компонент – сульфат цинка, оптимальная концентрация не менее 200 мг/л. Для непрерывно двигающихся деталей цинкования концентрация может повышаться до 700 мг/л. Сульфатные растворы просты в работе, нетоксичны, отличаются высоким выходом по току. За счет этих показателей цинкование гальваническое в сульфатных электролитах получило широкое распространение во время обработки деталей простой конструкции. Для стабилизации кислотности в состав добавляются специальные добавки.
- Хлоридные электролиты для гальванического цинкования. Несмотря на высокую проводимость по току применяются намного реже. Причина – получить химически чистый хлорид цинка технологически трудно, а в остальных марках соли присутствует большое количество недопустимых примесей.
- Борфторидные электролиты цинкования. Главный компонент – борфторид свинца, для повышения показателей электропроводности добавляются соли натрия, структура поверхности улучшается за счет добавок состав ПВА. На выход по току большое влияние оказывает режим работы оборудования. Нанесение цинкового покрытия должно производиться при температуре +20°С. Масса цинка зависит от времени осаждения и концентрации раствора.
- Хлораммонийные электролиты. За счет высокой катодной поляризации и электропроводности достигается оптимальная рассеивающая способность. Цинкование гальваническое получается гладким и блестящим, покрытия равномерные на сложных профилях. Оборудование не требует дополнительных механизмов перемешивания раствора, для стабилизации показателей кислотности используются буферные добавки. Для получения блеска во время гальванического цинкования применяются блескообразователи. В промышленности широко применяются хлораммонийно-уротропные электролиты, для депассивации анодов добавляется ацетат аммония.
- Аминокомплексные электролиты для гальванического цинкования. Получают за счет добавки к хлораммонийным различных органических соединений, имеют высокую поляризацию цинка. Осадки мелкокристаллические, при использовании специальных дополнительных компонентов блестящие. Оборудование для производства работ обыкновенное,
- Пирофосфатные электролиты для гальванического цинкования. Для оборудования технологических линий применяются емкости из пластиков, подготовка деталей производится в отдельных ваннах. В результате химического взаимодействия исходных компонентов выпадает осадок пирофосфата цинка, в дальнейшем он растворяется с образованием комплексных соединений цинка.
Гальваническое покрытие в домашних условиях. Гальваническое цинкование в домашних условиях
Гальваническое покрытие в домашних условиях.
Довольно часто, многие мастера, хотят защитить какую то деталь автомобиля или мотоцикла от коррозии. Можно конечно это сделать с помощью грунтовки и краски. Ну а что делать мастеру, если например разболталось (выработалось) посадочное место под подшипник в картере двигателя или коробки передач и его проворачивает. Как восстановить изношенную поверхность и нарастить её размер (диаметр)? Краска здесь не поможет.
Всё вроде бы довольно просто. Нужно нарастить поверхность детали гальваническим способом, то есть наложением тонкого слоя какого то металла, и если накладывать несколько тонких слоёв, то можно восстановить довольно глубокую выработку поверхности основного металла. Для покрытия металлической поверхности хромом или никелем, требуется сложное заводское оборудование, а так же куча вытяжных и вентиляционных систем, так как наложение этих блестящих металлов очень вредное для здоровья.
Предлагаю способ намного проще, который можно осуществить даже дома на кухне, и к тому же он безвредный. Не смотря на то, что этот способ не такой блестящий как никель или хром, зато он позволяет осуществить две важные функции. Это защита от коррозии стальной детали и восстановление её размера (если она изношена). Этим способом может воспользоваться каждый, даже двоечник по химии.
 Для осуществления этого способа покрытия, необходимо купить в автомагазине немного обыкновенного электролита для аккумуляторов. Затем потребуется собрать немного металла, которым будет наноситься гальваническое покрытие. Этот металл стоек к коррозии и очень распространён — это цинк. Где его взять? Да везде. Вспомните сколько вы видели отработавших и валяющихся где попало батареек у себя и у друзей. Пособирайте их, и причём чем старее год выпуска батарейки, тем лучше у них цинк и проще его изъять. С помощью острого ножа, надрежьте корпус батарейки, и осторожно снимите цинк, как кожуру у мандарина, а затем промойте обрезки водой.
Для осуществления этого способа покрытия, необходимо купить в автомагазине немного обыкновенного электролита для аккумуляторов. Затем потребуется собрать немного металла, которым будет наноситься гальваническое покрытие. Этот металл стоек к коррозии и очень распространён — это цинк. Где его взять? Да везде. Вспомните сколько вы видели отработавших и валяющихся где попало батареек у себя и у друзей. Пособирайте их, и причём чем старее год выпуска батарейки, тем лучше у них цинк и проще его изъять. С помощью острого ножа, надрежьте корпус батарейки, и осторожно снимите цинк, как кожуру у мандарина, а затем промойте обрезки водой.
Теперь можно начинать сам химический процесс. Налейте в стеклянную или фарфоровую банку грамм 100- 150 электролита, а затем начинайте потихоньку (чтобы реакция проходила не слишком бурно) засыпать в него обрезки цинка. Вы увидите, что тут же начнётся химическая реакция, и в результате этого, образуется раствор сульфата цинка, который вам понадобится, а так же гремучий газ, состоящий из водорода и кислорода. Такой же газ выделяется и при зарядке аккумулятора и он очень взрывоопасен, поэтому проводите работы подальше от открытых источников огня и гоните курильщиков подальше. Если кому то лень возиться с электролитом, то можно поискать готовый сульфат цинка в магазинах химреактивов.
При добавлении кусочков цинка в электролит, он будет растворяться, и добавлять цинк нужно будет до тех пор, пока он не перестанет реагировать с кислотой (перестанет растворяться), то есть кислота расходуется на реакцию полностью и полностью «насытится» цинком. Так же, следует подготовить к покрытию металлические детали, которые вы собираетесь покрыть цинком. Очистите их от грязи и ржавчины, а если деталь декоративная, то желательно отполировать её до блеска, ведь любое гальваническое покрытие, в точности повторяет рельеф поверхности покрываемого металла. И если на поверхности есть царапины, то после покрытия, не важно чем, хоть хромом или никелем, все эти царапины будут видны на поверхности ещё лучше.
Кстати удалить всё ржавчину с поверхности металла можно не механическим, а химическим способом. Для этого следует опустить ржавую деталь в аккумуляторный электролит, соляную кислоту, можно даже в обыкновенный уксус. Но не в коем случае не в преобразователь ржавчины, как могут посоветовать местные знатоки, так как к образовавшейся от преобразователя плёнке фосфатов, цинк, да и хром тоже, никогда не пристанут. Преобразователем ржавчины следует пользоваться только тогда, когда вы хотите просто загрунтовать и покрасить деталь.
Продолжим работу. Подготовленный раствор сульфата цинка налейте в стеклянный или фарфоровый сосуд, размер которого зависит от размера детали, которую вы собираетесь покрыть цинком. Но если со стеклом или фарфором у вас проблемы, то можно использовать подходящее корытце, вырезанное из капроновой канистры.
Источник электропитания лучше всего использовать с регулировкой тока (переменным резистором) и амперметром, глядя на который удобно регулировать силу тока (Амперы). Большинство зарядных устройств имеют и амперметр и регулировку тока, поэтому можно использовать зарядное устройство и даже для зарядки аккумуляторов мотоцикла, так как ток для работы потребуется небольшой.
 Сам принцип гальваники простой. Металл анода (кусочек цинка) под действием потока электронов переносится на катод (деталь). Анод переносится на деталь и утрачивается (растворяется), и его необходимо периодически менять, подвешивая на проволоке новый кусочек цинка. Подвешивая его, следите что бы в раствор электролита был погружён только кусочек цинка, но не проволока, к которой он прикручен. Иначе электролит загрязнится медью от проволоки, и в итоге коррозионная стойкость вашей детали намного ухудшится.
Сам принцип гальваники простой. Металл анода (кусочек цинка) под действием потока электронов переносится на катод (деталь). Анод переносится на деталь и утрачивается (растворяется), и его необходимо периодически менять, подвешивая на проволоке новый кусочек цинка. Подвешивая его, следите что бы в раствор электролита был погружён только кусочек цинка, но не проволока, к которой он прикручен. Иначе электролит загрязнится медью от проволоки, и в итоге коррозионная стойкость вашей детали намного ухудшится.
Ну а что же делать, если требуется покрыть цинком довольно большую поверхность, а подходящей ванны для этого нет? Существует довольно простой способ. Подготовьте анод так: обмотайте кусочек цинка ватой или марлей, смоченной в растворе сульфата цинка (см. фото ниже, а в качестве насыщенного раствора сульфата цинка используйте паяльную кислоту, которую можно купить на радиорынке) и подключите его к плюсу вашего источника постоянного тока (зарядного устройства), а минус к покрываемой детали. А если участок покрываемой детали невелик, то можно воспользоваться даже аккумулятором.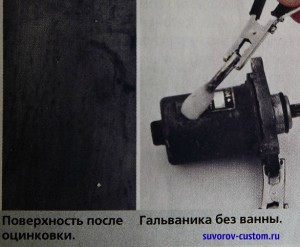
А как проверить необходимую величину силы тока? При нормальной величине тока, должно получится цинковое покрытие серого цвета. Если получается рыхлое покрытие чёрного цвета, то следует сразу уменьшить регулятором силу тока. Ну а если получается светло-серая поверхность детали, то следует немного увеличить силу тока. По опыту скажу, что обычно хватает силы тока всего в 0,5 — 1 Ампер.
В качестве индикатора тока и простейшего стабилизатора напряжения можно использовать обыкновенную лампочку на 12 вольт, которая при натирании детали не должна светиться слишком ярко. Лампочка подсоединяется в разрыв плюсового провода (наглядно это показано в видеоролике под статьёй). Если лампа светит слишком ярко, то следует немного ослабить силу тока.
После нанесения гальванического покрытия, готовую деталь хорошенько промойте водой. Ну а если вы использовали раствор сульфата цинка не от электролита, а от серной кислоты, то советую готовую деталь сначала ополоснуть раствором питьевой соды, чтобы нейтрализовать серную кислоту, а затем уже промыть деталь в воде.
Ну а как же восстановить размеры посадочного отверстия деталей? Ведь часто из-за этого многие выбрасывают картер, а картер или блок мотора — это номерная деталь, и восстановление её крайне важно. И если в блоке провернуло подшипник и посадочное отверстие потеряло размер (диаметр), то восстановить место подшипника в чугунном блоке, не составит труда описанным выше способом с помощью цинка, обёрнутого марлей.
Но корпуса коробок передач, всегда изготавливали из алюминиевого сплава, и блоки моторов новых автомобилей начали лить тоже из алюминия (гильзы цилиндров покрыты никасилем),который не так то просто чем либо покрыть. Существуют способы, но они дорогие и сложные, применимые только в заводских условиях. Но на то и существует этот сайт, чтобы любому мастеру можно было обойтись без сложного заводского оборудования. Выход есть всегда, и я всегда говорил, что металл не хуже пластилина и лепить из него можно всё что угодно.
С восстановлением посадочных отверстий под подшипники в стальных или чугунных корпусах (картерах) проблем не возникает, так как цинк на сталь или чугун накладывается хорошо. И подробно о восстановлении посадочного отверстия в передней бабке своего токарного станка ТВ- 4, я подробно показал в видеоролике чуть ниже.Ну а отверстие в алюминиевом картере покрыть не удастся, так как цинк на алюминий не ляжет, и ведь у нас же нет в арсенале супер дорогого напылителя металлов, или как я уже говорил, сложного гальванического оборудования, для покрытия алюминия. Оно нам и не нужно. Зато можно легко покрыть слоем, или слоями цинка наружную обойму подшипника. И если вы купите подшипник не какого то левака, а авторитетной фирмы (о правильном выборе подшипников читаем здесь), то он переживёт несколько кап-ремонтов мотора.
Чтобы раствор сульфата цинка не попал внутрь подшипника к шарикам или сепаратору, нужно закрыть подшипник с двух сторон резиновыми прокладками, и наложенными на них текстолитовыми пластинами (толщина 3 — 5 мм), и затем стянуть этот «бутерброд» болтом с гайкой, а потом подвести к наружной обойме подшипника минус источника постоянного тока.
Пластины должны быть именно из диэлектрика (текстолита, пластика и т.п.), а не из металла, иначе цинк будет расходоваться и на покрытие металлических пластин, и вам не хватит металла цинка. Так же советую купить подшипник закрытого типа, так больше гарантии, что кислота не попадёт внутрь к шарикам.
А затем покрыв подшипник цинком, перед установкой его в блок мотора, при желании всегда можно удалить острым ножом закрывающие подшипник герметичные шайбы, и подшипник в итоге станет открытого типа (это нужно, чтобы он смазывался маслом изнутри блока двигателя).
А можно не погружать подшипник в ванну, а покрыть его наружную обойму вторым более простым способом, с помощью натирания кусочком цинка, обёрнутого марлей и подключенного к плюсу источника постоянного тока.
Хочу так же заметить, что для восстановления размера детали (например обоймы подшипника), можно использовать медное покрытие. Как антикоррозийное покрытие медь использовать нельзя, а вот для восстановления размера — легко. К тому же сейчас в кастомайзинге мотоциклов, пошло модное направление, называемое олдскул (старая школа).
Так вот, для покрытия всевозможных трубок масло или бензо-проводов, различных мелких деталей, не только можно, а ещё и нужно использовать медное покрытие. После полировки таких деталей, ваш мотоцикл будет выглядеть не просто круто, а супер круто!!!
Ладно, я немного отвлёкся, кастомайзинг для меня больная тема, оно и понятно — творческих границ не существует. Вернёмся к банальному восстановлению размера деталей. Одно из достоинств медного покрытия, это то, что вам не потребуется возиться с кислотой. Так как медный купорос, а кто помнит из курса школьной химии, он же сульфат меди, из которого приготавливается раствор, очень легко найти и купить в хозяйственном магазине.
Ну и второе ощутимое достоинство при покрытии медью, это то, что вам не нужно будет разыскивать бэушные батарейки для анода. Ведь можно использовать медную пластинку, или просто пучок медных проводов, свёрнутых в кабель. В воде (лучше дистиллированной) нужно будет растворить максимальное количество порошка медного купороса. Силу тока подбирайте так же как я описал выше, при нанесении цинкового покрытия.
Как вы поняли, ничего сложного в такой науке как химия и нанесении гальванического покрытия в домашних условиях нет. И теперь для вас не существует проблема восстановления изношенной детали, и вы сможете восстановить любой картер, или просто защитить многие детали от коррозии. А мотоциклисты смогут довольно ярко освежить внешний вид своего мотоцикла. Ведь я согласен, что хром есть хром, но пора вносить разнообразие в дизайн.
Кстати, кто хочет восстановить цинковое покрытие оцинкованного кузова своего автомобиля, то читаем об этом вот эту статью, удачи всем и творческих успехов!
suvorov-castom.ru
технологический процесс и необходимое оборудование :: BusinessMan.ru
Гальваника – это раздел науки под названием «Электрохимия», в котором изучается осаждение электролитов на поверхности металлов. Так же называется и собственно процесс нанесения металлического покрытия на любое изделие. Для защиты от коррозии, например, используется цинкование или хромирование.
Несмотря на то что процесс нанесения электролитов достаточно сложный и небезопасный, сегодня становится популярной декоративная, то есть предназначенная для украшения и защиты гальваника в домашних условиях.
Есть и другое толкование этого термина, но об этом позднее.
Общее представление о гальванике
Гальваническое покрытие может быть как технологическим, так и декоративно-защитным. Оно представляет собой тонкий поверхностный слой металла, обладающего хорошим эстетичным видом (золото, серебро) или антикоррозионными свойствами (цинк, медь) на металлических или пластмассовых изделиях.
В общих чертах гальваника металла в домашних условиях выглядит несложно. В ванночку с электролитом опускаются аноды, которые подключаются к «плюсу», а между ними - в качестве катода - обрабатываемая деталь, подключенная к «минусу». Когда электрическая цепь замыкается, металл, который содержится в электролите, осаждается на катод, то есть изделие.
Оборудование для гальваники
В домашних условиях и оборудование можно сделать своими руками. В первую очередь нужен источник питания, так как процесс протекает под действием электрического тока. В показателях силы тока домашние мастера расходятся, называя их в очень большом диапазоне. Но обязательным условием является наличие регулятора напряжения для плавного изменения выходной мощности. Ток должен быть постоянным, поэтому в качестве источника называют выпрямитель собственного или заводского изготовления.
Умельцы приспосабливают сварочный аппарат для гальваники в домашних условиях.
Для электролита нужна емкость (ванночка) из химически нейтрального материала. Это может быть стеклянная или пластиковая посудина достаточных размеров, чтобы в нее помещалась для обработки деталь и необходимое количество электролита. Она должна выдерживать высокую, до 80 °С, температуру и быть достаточно прочной.
Еще нужны аноды, площадь которых должна быть больше площади детали. Они служат для подвода электрического тока в электролит и его равномерного распределения по детали. Кроме того, они должны в электролите возмещать убыль металла, который выделяется при покрытии изделий, и выполнять некоторые окислительные процессы.
Нагревательные приборы для доведения электролита до нужной температуры лучше использовать с возможностью регулирования тепловых режимов. Например, бытовая газовая плита для этой цели не подходит. Обычно используют маленькую электроплитку и утюг, в котором можно установить необходимую температуру подошвы.
Оборудование для приготовления электролита
Для хранения химических реактивов и электролитов нужна стеклянная посуда с притертыми крышками.
Для приготовления электролитов необходимые вещества нужно отмерять с точностью до одного грамма. Для этого нужны соответствующие весы. Их можно приобрести или изготовить самостоятельно, используя в качестве гирек советские монетки, номинал которых точно соответствует массе.
Гальваника в домашних условиях – это и приготовление электролита из добытых непростым путем химических реактивов. Специализированные фирмы, торгующие такими высококачественными веществами, не редкость, но их деятельность подконтрольна, и работа с ними требует наличия специальных разрешительных документов даже для юридических лиц. Частным лицам опасные химические вещества не продают.
Подготовка изделия к гальванике
Собрав все необходимое (найдя в гараже, закупив и смонтировав своими руками), можно приступать к подготовке детали. Этот этап работ очень ответственный. Успешная гальваника в домашних условиях требует тщательной очистки детали. От подготовки поверхности зависит и качество гальванического покрытия. Поэтому, в зависимости от желаемого результата, деталь не только обезжиривают. Во многих случаях требуется пескоструйная обработка, затем шлифовка с помощью наждачной бумаги и шлифовочных паст.
Для обезжиривания детали промывают либо в чистых органических растворителях, ацетоне, спирте или бензине, либо в подготовленных растворах. Например, для обезжиривания стальных или чугунных деталей используются горячие, до 90 °С, растворы с едким натром, кальцинированной содой, жидким стеклом, фосфорнокислым натрием.
А изделия из цветных металлов обрабатываются в растворах с хозяйственным мылом и тем же фосфорнокислым натрием.
Окисную пленку снимают в специальных декапирующих растворах с соляной или серной кислотой.
Техника безопасности при работах
Гальваника в домашних условиях (хромирование, меднение, никелирование) - процесс опасный. Во-первых, из-за токсичности используемых веществ. Во-вторых, из-за необходимости нагрева растворов до высоких температур. А в-третьих, из-за риска, с которым связаны любые электрохимические процессы.
Не стоит воспринимать термин «в домашних условиях» буквально. Лучше заниматься гальваникой в гараже или другом нежилом помещении с хорошей вентиляцией. Используемое электрическое оборудование нужно обязательно заземлять.
И очень важно позаботиться о личной безопасности. Ни в коем случае нельзя что-либо пить или есть во время процесса, чтобы не наглотаться заодно и вредных испарений.
Работать нужно в респираторе, резиновых, прочных и мягких перчатках, плотном клеенчатом фартуке и обуви, защищающей кожу ног. Нужно беречь глаза, чтобы в них не попали мелкие брызги реактивов. Не будет лишним и перечитать специальную литературу по этой теме, чтобы подготовиться к возможным неожиданностям.
Никелирование металлических изделий
Никелирование может быть финишным или промежуточным (перед хромированием) покрытием. Этот процесс не вызывает особых сложностей, поверхности имеют красивый внешний вид, стойки к атмосферным воздействиям.
Температура электролита не выше 25 °С при плотности тока до 1,2 А/кв. дм.
В электролит входят водные растворы сернокислого никеля, натрия и магния, чистая поваренная соль (хлористый натрий) и борная кислота.
Необходимую кислотность электролита – 4-5 рН – проверяют лакмусовой бумагой. Она должна окраситься в красный цвет. Процесс занимает около получаса в зависимости от плотности тока и толщины наносимого покрытия.
После окончания процесса изделие нужно промыть в воде, высушить и отполировать на войлочном круге с полирующей пастой.
Хромирование изделий из металла
Хромируют металлические детали для повышения их твердости и стойкости к коррозии, для получения декоративного эффекта. Из-за пористости хромового покрытия перед его нанесением сначала выполняется гальваника медью в домашних условиях или никелирование, а то и поочередное нанесение этих покрытий.
Стабильный процесс хромирования обеспечивают аноды, изготовленные из сплава свинца с оловом и сурьмой в пропорциях 85%:11%:4% соответственно.
Как гальваника в домашних условиях, хромирование сложней и многообразней никелирования. Во-первых, от температуры электролита зависит оттенок покрытия. При температурах в диапазоне от 35 до 55 °С оно блестящее, выше 55 °С – молочное, ниже 35 °С – матовое.
Во-вторых, от состава электролита зависит цвет и физические параметры хромового покрытия. Оно может быть обычным защитным, темно-голубым, агатовым, синим или даже черным декоративно-защитным.Износостойкое защитное покрытие в домашних условиях выполнить сложно, так как нужны токи высокой плотности – до 100 А/кв. дм.
При комнатной температуре и плотности тока до 5 А/кв. дм получается декоративное мягкое покрытие.
После завершения гальванического процесса хромирования деталь промывают в воде, затем нейтрализуют в легком растворе обычной пищевой соды, опять тщательно промывают, сушат и полируют со специальными пастами.
Меднение металлических изделий
Для чего еще может понадобиться гальваника в домашних условиях? Меднение производят для нанесения на поверхность тонкого токопроводящего слоя с малым сопротивлением или для защиты основного металла детали.
Наносить медь на черные металлы в домашних условиях, так как в этом процессе используются цианистые электролиты, смертельно опасно. Поэтому стальные или чугунные детали сначала никелируют, а только потом покрывают медью в электролитах из раствора медного купороса и концентрированной серной кислоты в воде комнатной температуры. Плотность тока при этом невысокая – до 2 А/кв. дм.
Алюминиевые детали тоже требуют предварительной подготовки. Их сначала декапируют (очищают от окисной пленки), затем оксидируют в электролите из водного раствора серной кислоты, затем тщательно промывают. Только потом выполняется гальваника в домашних условиях - меднение в электролите из медного купороса и водного раствора серной кислоты при достаточно низких температурах, до 20 °С, и низкой плотности тока. В качестве анода используется обычная медная пластина подходящей площади.
Серебрение и золочение изделий
Гальваническое серебрение – это не только декоративное, но и защитное, и электропроводящее покрытие с хорошей отражающей способностью. Изделия из черных металлов предварительно покрываются никелем, на который уже осаждается серебро.
Электролит для серебрения состоит из хлористого серебра, железноцианистого калия, кальцинированной соды и дистиллированной воды. Рабочая температура электролита не выше 20 °С, не требуется и высокая мощность тока – она не больше 0,1 А/кв. дм. В качестве анода используются графические пластины.
Наиболее декоративная и потому соблазнительная гальваника в домашних условиях - золочение. Процесс производят в горячих растворах золота (до 5 г на литр воды) с синеродистым калием. В холодных растворах количество металла нужно увеличивать втрое. Пары синеродистой кислоты очень ядовиты, поэтому процесс золочения в горячем растворе необходимо производить только в помещениях с мощной принудительной вытяжкой.
При работе с холодным раствором с синеродистой кислотой тоже нужно соблюдать предельную осторожность: не склоняться над ванной, не совать в нее руки, особенно со свежими ссадинами или царапинами.
Еще лучше ядовитую кислоту заменить желтой кровавой солью, то есть железистосинеродистым калием. Перед приготовлением электролита обычное золото превращают в хлорное при помощи царской водки, если, конечно, нет возможности приобрести готовое.
Как сделать гальванику в домашних условиях? Нужно тщательно очистить изделие. Затем, если оно выполнено из свинца, олова, железа, цинка или стали, его нужно предварительно покрыть медью. Затем для того, чтобы облегчить приставание золота, предмет нужно окунуть в раствор азотнокислой ртути.
Плотность тока должна быть не выше 1 А/кв. дм, так как при более сильных токах золото из электролита оседает на дно ванны в виде черного порошка, а позолота на изделии становится буроватого цвета.
Для того чтобы была красивой позолота, нужно у анода подвесить достаточно большой листик золота. После завершения гальванического процесса позолоченное изделие нужно просушить в опилках и отполировать.
Гальваника в домашних условиях
Подводя итоги о возможности нанесения гальванического покрытия в домашних условиях, можно сказать, что человеку, не разбирающемуся в электрохимии хотя бы на начальном уровне, организовывать процесс не стоит – слишком опасно. Кроме информации на различных сайтах и форумах, нужно обязательно читать специальную литературу. К тому же частное лицо не имеет доступа к реактивам. Поэтому, если нужно восстановить хромирование на одной детали, значительно дешевле обратиться к специалистам.
Ну а если уж очень хочется освоить новое производство самостоятельно, то тоже нужно попросить о помощи профессионалов, которые подберут необходимое безопасное оборудование (ведь производство не должно быть совсем уж кустарным), блоки питания, электролиты, не содержащие токсичных веществ, рассчитают параметры ванн и анодов. А также обучат процессам нанесения металлического покрытия, всем тем процедурам (их ведь не так много), которые приводят к желаемому результату.
Гальваника для лица в домашних условиях
После всего описанного выше такое название звучит несколько угрожающе. На самом же деле это всего лишь глубокое очищение кожи с помощью гальванических токов малой мощности. Под воздействием этих токов кожные жиры растворяются и выходят на поверхность лица, покрытого специальным составом, взаимодействуя с которым, превращаются в мыло.
Гальванические токи в медицине используются для усиления работы ионов. Это активно заряженные частицы, отвечающие за многие рабочие процессы в клетках. Под воздействием постоянного тока ионы перемещаются, улучшается проницаемость клеточных мембран, запускается выработка волокон коллагена и эластина, увеличивая прочность, упругость и эластичность кожи.
Гальванические токи проводят в глубокие слои дермы косметические средства с собственным электрическим зарядом. То есть процесс оздоровления кожи проходит изнутри, исчезают глубокие морщины, сужаются расширенные поры, кожа усиленно насыщается кислородом.
Аппарат «Гальваника + микротоки» в домашних условиях M365 Gezatone на сегодня наиболее доступная модель косметологического прибора нового поколения. Он помогает избавиться от угрей, разгладить морщины на увядающей коже, снизить проявления сосудистой сеточки, укрепить сосуды, улучшить контуры лица, убрать второй подбородок.
Процедура гальванической чистки лица
До начала процедуры кожу очищают обычными средствами: молочком или гелем. Затем наносят щелочной состав. Затем начинается непосредственно гальваника в домашних условиях. Gezatone Beauty Lifting - специальный аппарат для процедуры не только гальванической чистки, но и для введения в кожу питательных веществ под действием тех же токов. Процедура длится около пятнадцати минут – только круговые движения наконечником вдоль массажных линий лица, и ничего более – затем образовавшееся при реакции жиров со щелочью мыло смывается теплой водой.
Но токи есть токи, даже с приставкой «микро». Запрещено проходить процедуру гальванической чистки людям с вживленным кардиостимулятором, онкологическими заболеваниями, невротическими состояниями, болезнями кожи.
Настолько ли эффективна, как утверждают производители, гальваника для лица в домашних условиях, отзывы женщин, пользующихся приборами, с уверенностью утверждать не могут. Как правило, дамы спешат поделиться впечатлениями в первые месяцы после покупки, когда еще не так ощущаются последствия. Но все равно отзывы оптимистические.
В заключение можно сказать, что гальваника в домашних условиях – это не только опасный для здоровья процесс нанесения металлического покрытия на изделия, который в собственно жилом помещении осуществлять не стоит, но и современная безболезненная, безопасная и достаточно эффективная процедура омоложения кожи лица, шеи и зоны декольте.
businessman.ru
Цинкование металла своими руками
Процесс цинкования металла на самом деле не столь сложен, так что осуществить его можно самостоятельно. Существует несколько технологий, каждая имеет свои характерные особенности. Какую выбрать? Зависит от возможностей и предпочтений…
Содержание:
Задачи процедуры
Цинокование не является сложной операцией, и научиться ему могут многие.

Процедура небыстрая, понадобится немало времени и сил. Цинкование металла своими руками – хорошее решение, когда нужно сэкономить. В итоге получиться гораздо дешевле. Почему же так важно порой производить цинкование?
Цинкоавание нужно для того чтобы защитить металл от коррозии. Если этого не делать, последствия могут быть плачевными. Именно этот негативный процесс наиболее разрушителен для металла. Благодаря цинкованию, на поверхности возникает плёнка, обладающая защитными свойствами.

Стоит учесть, что цинкование не защищает металл от ржавчины. Вот почему, помимо этой процедуры стоит ещё и осуществить хромирование. Предстоит выбрать класс цинкования металла. Чем руководствоваться?
Различия между методами
У каждого метода отличаются:
В различных случаях может быть наиболее актуален любой метод. Всего способов – пять, и каждый имеет свои характерные особенности. Горячее цинкование металлов нельзя назвать экологичным, ведь обработка химическая, цинк плавится. Данный метод признан наиболее долговечным и эффективным. Технология состоит их подготовительного этапа и оцинковки.
 Понадобится приобрести специальное оборудование. Метод не подходящий для самостоятельного осуществления. Он весьма трудоемок, дорог, и к тому же экологически небезопасен.Термо-диффузное цинкование также не подойдет для дома.При процессе происходит нагревание вплоть до 2600 градусов Цельсия, и конечно же метод подойдёт лишь для промышленного использования.
Понадобится приобрести специальное оборудование. Метод не подходящий для самостоятельного осуществления. Он весьма трудоемок, дорог, и к тому же экологически небезопасен.Термо-диффузное цинкование также не подойдет для дома.При процессе происходит нагревание вплоть до 2600 градусов Цельсия, и конечно же метод подойдёт лишь для промышленного использования.

Газо-термическое напыление применяют тогда, когда в ванну для цинкования объект попросту не поместится.

Данный вид цинкования опять же не подойдёт для желающих произвести цинкование самостоятельно. К тому же, вряд ли у кого-то есть нужда оцинковать столь огромный объект…
Холодное цинкование металла
Можно произвести холодный вариант цинкования непосредственно в домашних условиях. По сути, эта процедура нанесения своеобразной краски. Впрочем, краской её можно назвать весьма условно, скорее, это цинк, находящийся в твёрдом состоянии.

Нужно будет приобрести две ёмкости, в одной из которых будет жидкий связующий компонент, а в другом – непосредственно порошок цинка. Смешиваться эти две составляющих могут в различных пропорциях. Иногда это может быть 1 часть связующего компонента к 3 частям цинка, а иногда – 1:1.
Наносить следует при температуре от 5 до 40 градусов Цельсия. При этом помещение должно быть проветриваемым. Специального оборудования для процедуры не потребуется!

Стоимость у метода вполне приемлема для многих. Этот способ прост и эффективен, является отличным выбором для цинкования дома.
Гальваническое цинкование
Понадобится аккумулятор от автомобиля, а также зарядное устройство. Последнее должно обладать этими характеристиками: 2-6А, 6-12В.

Также понадобится изготовить электролит. Стоит применить раствор соли цинка. Для приготовления последне7го понадобится литр воды, 200 грамм сернокислого цинка, 15 грамм уксуснокислого натрия, 50 грамм сернокислотного аммония. Что же получится в итоге?
Цинк останется на поверхности, в то время как из кислоты получится соль. Стоит учесть важный момент: если на дне осадок, то нужно немного разбавить водой слишком концентрированный раствор.

Цинкование в домашних условиях это вполне реально!
Важно лишь выбрать подходящий тип цинкования, учитывая условия работы и объект, подлежащий процедуре. В итоге получится недорогое и эффективное циноквнаие, результат которого будет надёжен.
Рекомендуем другие статьи по теме:
stroydetali.com
Гальваническое цинкование: виды и характеристики электролитов
Цинк – светло-серый металл, в холодном состоянии хрупкий, при нагреве до температуры 100–150°С становится пластичным, легко гнется, не образует микротрещин. При нагреве более +250°С пластичность нивелируется, металл становится хрупким. Цинк легко паяется с использованием активных флюсов, твердость покрытий в зависимости от способа нанесения цинкового покрытий колеблется в пределах 0,4–2,0 ГПа.
При комнатной температуре цинк почти не реагирует с химическими элементами, при нагреве более +225°С скорость окисления критически возрастает. По мере увеличения толщины коррозионной пленки окислительные процессы замедляются. Гальваническое цинкование защищает от коррозии изделия из железа, никеля, меди и прочих металлов.
Виды и технологии цинкования
В настоящее время антикоррозионное цинкование производится несколькими способами. Конкретный метод выбирается с учетом назначения и размеров деталей и технологических возможностей предприятия и наличия оборудования.
Скорость коррозии гальванического цинкования и кадмирования
На сегодняшний день для цинкования используется до 40% общей добычи металла, это наиболее используемый метод антикоррозионной защиты металлических поверхностей. В связи с тем, что потенциал цинка отрицательнее, чем имеет сталь, чугун и железо, защита происходит электрохимическим путем. При воздействии летучих продуктов синтетических смол, олиф и хлоридсодержащих углеводородов покрытия гальванического цинкования быстро разрушаются.
Используемая толщина цинкования
Для увеличения коррозионной стойкости после цинкования изделий выполняется специальная химическая дополнительная обработка в растворах хромовой или фосфорной кислоты.
Сравнительная характеристика применяемых электролитов
Для гальванического цинкования применяются простые и сложные электролиты. К первым относятся хлоридные, сульфатные, борфторидные и прочие. Ко вторым относятся аммонийные, цианидные, аминонокомплексные и цинкатные электролиты, для улучшения могут добавляться различные добавки и присадки. Цинкование гальваническое в простых электролитах происходит при довольно низкой поляризации катода, в сложных электролитах поляризация имеет значительные величины. Осадки цинкования в кислых растворах с крупнокристаллической структурой. Качество улучшается после введения различных добавок. В сложных электролитах покрытие мелкокристаллическое, плотное, имеет повышенные эксплуатационные показатели. Конкретный способ цинкования подбирается с учетом условий эксплуатации изделий и технических возможностей предприятия.
Низкие показатели рассеивающей способности простых электролитов ограничивают цинкование деталей со сложными геометрическими формами. Осаждение цинка из сложных растворов происходит при высокой рассеивающей способности, они дают равномерное покрытие на сложных поверхностях.Кислые (простые) электролитыДля процесса требуется специальное оборудование гальванического цинкования, ванны изготавливаются из устойчивых пластиков, размеры ванн регламентируются государственными стандартами, при желании заказчика могут корректироваться с учетом особенностей производственных помещений. В зависимости от того, какие размеры и планировку имеет цех гальваники, предусматривается возможность монтажа линий или отдельных рабочих зон для гальванического цинкования.
Режим цинкования и состав хлоридных электролитов
Первый электролит применяется для цинкования во вращающихся установках, второй для гальванического цинкования с блестящими покрытиями, третий для покрытия цинком листового проката и проволоки.
Режим цинкования и состав хлоридных электролитов
Режим цинкования и состав борфторидных электролитов.
Цианидные электролиты для гальванического цинкованияБольшое влияние на качество осадков оказывает режим работы гальванических ванн. Температурные параметры электрохимических процессов контролируются автоматических, процентное содержание цинка проверяется по окончании каждой рабочей смены. Добавление в растворы органических веществ позволяет получать блестящее гальваническое цинкование. Работы на оборудовании разбиваются на отдельные этапы, соблюдение рекомендованных параметров каждого из них обеспечивает надлежащее качество покрытий.
Состав цианидных электролитов для промышленного оборудования
Раствор цианида натрия готовится отдельно при обязательном соблюдении правил техники безопасности производства работ на промышленном оборудовании. После подготовки цианида натрия в раствор небольшими порциями при постоянном перемешивании вводится гидроксид натрия. На завершающем этапе приготовления электролит разводится дистиллированной водой до получения расчетной концентрации цинка. Цинкование гальваническое в растворе производит значительно меньше примесей, при необходимости они удаляются электрохимическим путем по мере накопления.Цинкатные электролитыПринципы гальванического цинкования в цинкатных электролитах отличаются по показателям плотности тока. Диссоциация компонентов происходит ступенчато, для осаждения необходимы высокие значения катодной поляризации. Поверхность изделия имеет губчатую структуру и темный цвет из-за микрочастиц, появляющихся за счет электрохимического растворения в щелочной среде цинковых анодов. Для устранения проблемы в раствор добавляются соединения четырехвалентного олова. Допускается в тех же целях использовать трилон Б, полиэтиленполиамин и др. Добавки дают возможность получать более полное цинкование гальваническое при увеличенных параметрах плотности тока.
Состав и режим цинкатных электролитов
Состав и режимы хлораммонийных электролитов для гальванического цинкования
Состав электролитов для гальванического цинкования с использованием аминокомплексных соединений
Состав пирофосфатных электролитов для гальванического цинкования
Для повышения качества и устойчивости цинковых покрытий дополнительно может выполняться финишное осаждение верхнего слоя. Чаще всего в промышленности в этих целях используется хроматирование.
Цинкование в домашних условиях своими руками
Небольшие по размерам изделия можно цинковать своими руками. Для гальванического цинкования применяется простой кислый электролит, приготавливаемый из 200 г сернокислого цинка, 50 г сернокислого аммония, 15 г уксуснокислого натрия. Компоненты растворяются в одном литре воды, температура электролита во время нанесения цинкового покрытия 18 ÷ 25°С, плотность по току 1,5 А/дм2.
Оборудование своими руками для цинкования
1 – емкость под электролит. Можно изготовить своими руками из пластиков.
2 – аноды из цинка. Размеры должны отвечать размерам емкости, количество подбирается в зависимости от размещения обрабатываемых деталей.
3 – изделия цинкования. Размеры и количество должны учитывать технические характеристики ванны.
4 – электролит. Раствор приготавливается согласно существующих рекомендаций по химическому составу.
Толщина цинкового покрытия своими руками регулируется временем выдержки, плотностью тока и концентрацией электролита. Цинкование гальваническое должно производиться с соблюдением техники безопасности, размеры оборудования обеспечивать благоприятные параметры процесса.
plast-product.ru