- Металлоконструкции зданий.
- Оборудование, используемое на речных и морских судах.
- Опоры ЛЭП.
- Дорожные ограждения.
- На первой линии осуществляется горячее цинкование всех крупногабаритных металлоизделий, длина которых не превышает 12,5 метров, а вес не превышает 4 тонн. Металлоконструкции с габаритами 12,5*1,2*2,8 метра погружают в большую ванну, размеры которой составляют: длина 13 метров, ширина 1,3 метра, глубина 3 метра. Производительность первой линии в год 36000 тонн.
- На второй линии производится горячее цинкование крупногабаритных металлоизделий, длина которых не превышает 8,8 метра. Металлоконструкции с габаритами 8,8*1,7*3 метра погружают в большую ванну, размеры которой составляют: длина 9 метров, ширина 1,8 метра, глубина 3,2 метра. Производительность второй линии в год до 40000 тонн.
- На третьей линии горячего цинкования производиться цинкование крупногабаритных металлоконструкций длинной до 12,5 метров. Линия позволяет цинковать конструкции с габаритными размерами 12,5*1,7*3 м. Размеры ванны: длина 13 м, ширина 1,8м, глубина 3,2м. производительность линии более 55000 тонн в год.
- Габариты металлоизделия не должны превышать реальные размеры ванны;
- Изделие должно быть выполнено только из той стали, которая подходит для горячего цинкования металла;
- Металлоизделия, имеющие сварные соединения в нахлестку, не допускаются цинкованию. Такие швы должны быть обязательно закольцованы;
- В металлоконструкции не должно быть ни одной части (карман, полость, воздушный мешок) куда не могли бы поступить расплавленный цинк и газы при погружении изделия в большую ванну;
- В металлоизделии должны обязательно присутствовать технологические отверстия во избежание появления газового пузыря, который не позволит изделию полностью погрузиться в ванну, а значит, цинковое покрытие получится некачественным.
- Технологические отверстия в металлоизделиях должны иметь диаметр не менее 10 миллиметров. У конструкции, собранной из длинномерных профилей площадь отверстия должна составлять не менее 1/7 – 1/10 площади сечения профиля, который входит в общую конструкцию. Чем больше диаметр технологических отверстий в изделии, тем более плавно происходит горячее цинкование и тем качественнее получается цинковое покрытие;
- Желательно, чтобы металлоизделие было изготовлено из горячекатаной стали. Именно на таком изделии получается самое качественное покрытие. Как правило, оно гладкое и блестящее. В остальных случаях покрытие вероятнее всего получится матовым, а в некоторых случаях даже может изменить оттенок по длине изделия. Однако это никак не отразится на защитных свойствах цинкового покрытия.
- В промышленной среде 65 лет
- В тропической среде: 70 лет
- В пригородной среде: 85 лет
- В загородной среде: 120 лет.
- В 1742 году французский химик и физик Поль Жак Малуэн (1701—1778) описал метод цинкования железа погружением в ванну с расплавленным цинком в докладе французской Королевской академии.
- В 1836 году французский химик Станислас Сорель (1803—1871) получил патент на данный метод цинкования железа, после очистки его сначала 9 % раствором серной кислоты (h3SO4) и затем флюсом — хлоридом аммония (Nh5Cl).
-
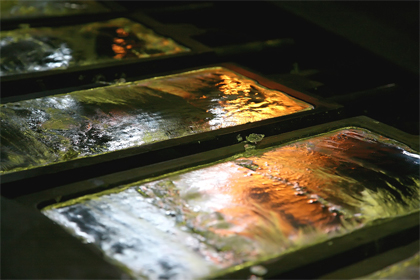
Galvanizing01.jpg
Ванна с расплавленным цинком для горячего цинкования
-
Galvanizing02.JPG
Горячеоцинкованная балка
-
Galvanizing03.JPG
Горячеоцинкованный уголок
-
Galvanizing04.jpg
Стальная труба, готовая к горячей оцинковке
- Коррозионная устойчивость в 5-7 раз превышает электрооцинкованный крепёж и приближается к устойчивости нержавеющей стали.
- Покрытие само себя восстанавливает на повреждённых участках.
- Покрытие более устойчиво к сколам при ударах, чем аналогичные по коррозионной устойчивости полимерные лакокрасочные покрытия.
- Требует специальной высадки под толщину покрытия. Нельзя, из-за значительной толщины покрытия, просто купить болты без покрытия и оцинковать их горячим методом.
- Не все типоразмеры доступны (только от М8).
- Внешний вид — серый матовый.
- Из-за неравномерной толщины покрытия невозможно достичь высокой точности изделия.
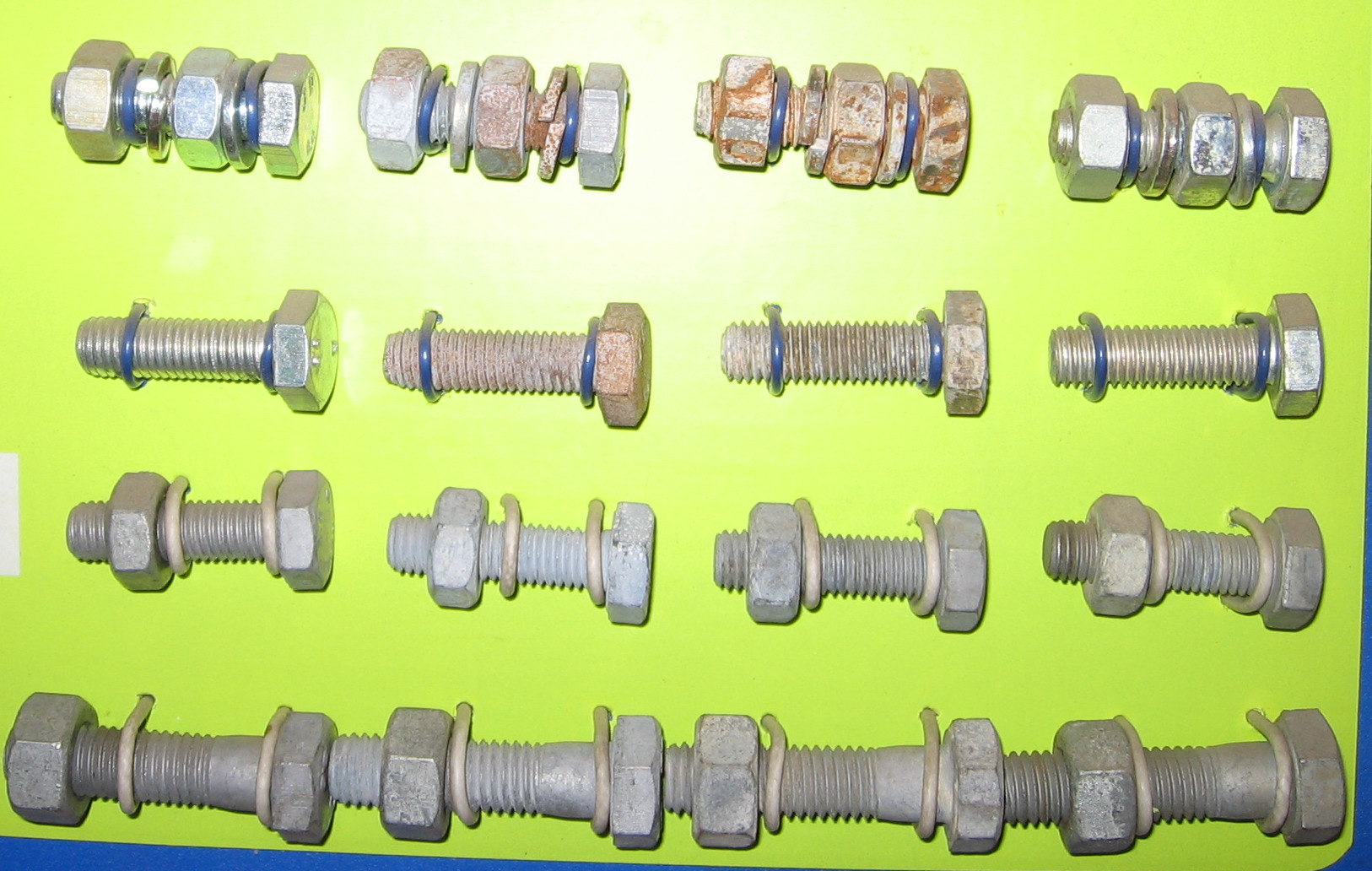
- Гайки поставляются покрытыми транспортировочной смазкой (видно на фото — гайка блестит), для защиты от коррозии повреждённых проточкой участков внутренней резьбы.
- Электролитическое цинкование (здесь- ЭЦ, или электроцинкование, также — гальваническое цинкование, англ. zinc electroplating, zinc plating, фр. zingage electrolytique, нем. elektrolytische Verzinkung)- самое распространённое для крепежных изделий покрытие. Главные достоинства — низкая цена и привлекательный внешний вид (обычно глянцевый серебристый, голубоватый либо жёлтый, бывает и матовый). Возможно ЭЦ деталей с пластиковыми элементами, например самоконтрящихся гаек. Главные недостатки — недостаточная коррозионная устойчивость делает это покрытие скорее транспортировочно-декоративным. Предназначено для деталей, используемых в сухих помещениях. Подвергает покрываемые детали водородному охрупчиванию, поэтому применимо для деталей класса прочности до 10.9.
- Дельта (Дакромет) — ближайшее к горячему цинкованию по цене, коррозионной устойчивости и внешнему виду покрытие, третье по распространённости покрытие для крепежных изделий. Главное достоинство — малая толщина (до 10 мкм) позволяет получить высокую точность детали, поэтому это покрытие получило широкое распространение в автомобильной промышленности. Позволяет покрывать детали любого класса прочности. Более привлекательный, чем у Г/О внешний вид — поверхность также матовая, но более ровная, без наплывов и бугорков; кроме того, возможны разные оттенки — от светло-серого (серебристого) до чёрного. Препятствует водородному охрупчиванию. Возможно покрытие деталей с пластиковыми элементами, например, самоконтрящихся гаек. Недостаток — покрытие легче, чем Г/О скалывается и неспособно самовосстанавливаться на повреждённых участках. Поэтому, например, на днищах автомобилей часто применяют Г/О крепёж.
- Термодиффузионное цинкование (ТДЦ, англ. sherardising, фр. cherardisation, нем. sherardisieren) примерно в два раза дороже, чем Г/Ц и Дельта (Дакромет), поэтому значительно менее распространено. Требует специальной высадки под толщину покрытия. Технология ТДЦ позволяет наносить цинковое покрытие любой толщины, в зависимости от требований. Но для получения удовлетворительной коррозионной устойчивости требуется толщина покрытия, не позволяющая нанесение на стандартно высаженные болты, из-за значительной толщины (от 40 мкм). Невозможно термодиффузионное цинкование деталей с пластиковыми элементами, например, самоконтрящихся гаек. Температура процесса 290—450 °C позволяет покрывать детали класса прочности до 10.9 — то есть, так же, как и Г/О.
- Газотермическое напыление — позволяет качественно наносить цинковое покрытие толщиной 200+ мкм на внешние поверхности крупногабаритных деталей непосредственно на месте монтажа, но неприменимо для крепежа, резьб, внутренних поверхностей диаметром менее 500 мм из-за технологических ограничений.
- hot (dip) galvanizing
- diffusion Zn coating
горячее цинкование — [Интент] Настоящий стандарт устанавливает общие требования к защитным покрытиям, нанесенным методом горячего цинкования (далее покрытиям) на конструкционную сталь, в том числе повышенной прочности, стальные конструкции, изделия из фасонного… … Справочник технического переводчика
Горячее цинкование — Кристаллическая поверхность горячеоцинкованного металла Горячее цинкование покрытие металла (обычно … Википедия
горячее цинкование — Syn: горячее оцинкование … Металлургический словарь терминов
Цинкование — [galvanizing, zinc coating] нанесение Zn или его сплава на металлическое изделие для придания поверхности определенных физико химических свойств, в первую очередь высокое сопротивление коррозии. Цинкование наиболее распространенный и экономичный… … Энциклопедический словарь по металлургии
ЦИНКОВАНИЕ ГОРЯЧЕЕ — [hot (dip) galvanizing] цинкование погружением изделий в ванну с расплавленным Zn при 440 460 oC. Горячее цинкование широко используется для производства стальной полосы с покрытием, причем на современных технологических линиях этот процесс… … Металлургический словарь
Цинкование — Цинкование покрытие металла слоем цинка для защиты от коррозии. Подходит для ровных или с небольшим изгибом поверхностей, не подверженным механическим воздействиям. Метод защиты осно … Википедия
горячее оцинкование — Syn: горячее цинкование … Металлургический словарь терминов
ЦИНКОВАНИЕ — [galvanizing, zinc coating] нанесение Zn или его сплава на металлическое изделие для придания поверхности определенных физико химических свойств, в первую очередь высокого сопротивления коррозии. Цинкование наиболее распространенный и экономичный … Металлургический словарь
электролитическое цинкование — [cold galvanizing, electrolytic zinc coating] цинкование в ваннах с кислыми (хлоридными, фторборовыми, сульфатными) или щелочными электролитами. Наиболее употребляемы электролиты с сульфатами. Zn, Na, Al и с добавками хлорамина, гликокола и др.… … Энциклопедический словарь по металлургии
диффузионное цинкование — [diffusion Zn coating] цинкование нагревом изделия в Zn порошке при 300 500 °С и выше; используется для обработки изделий с неровной поверхностью, например, крепежных деталей с резьбой и др. Толщина покрытия обычно 15 60 мкм; Смотри также:… … Энциклопедический словарь по металлургии
Горячее и холодное цинкование металлоконструкций. Горячее цинкование
Цинкование металлоконструкций - холодное и горячее цинкование металла в Москве
 Завод Свайных Конструкций предлагает нанесение цинкового покрытия толщиной от 20 до 200 микрон различными способами. Стоимость услуг по оцинковке металла зависит от выбранного способа и объема заказа. Подробнее о стоимости услуг вы можете узнать, позвонив в наш офис.
Завод Свайных Конструкций предлагает нанесение цинкового покрытия толщиной от 20 до 200 микрон различными способами. Стоимость услуг по оцинковке металла зависит от выбранного способа и объема заказа. Подробнее о стоимости услуг вы можете узнать, позвонив в наш офис.
Технологии нанесения цинка.
На сегодняшний день для защиты металлических изделий от коррозии применяются различные анодные покрытия. Одним из самых популярных методов защиты от коррозии является горячее цинкование стали. Данная технология представляет собой обработку поверхности заготовок слоем серебристо-белого металла или же его сплавом. Кроме этого, также производится цинковое насыщение поверхностных слоев металлической конструкции для защиты от коррозийных процессов.
Различные методы оцинковки давно применяются в самых разнообразных отраслях: строительстве, энергетике, газодобывающей, нефтедобывающей и нефтеперерабатывающей промышленности, сельском хозяйстве, автомобилестроении.
Хотя цинковая защита актуальна практически для любых металлических конструкций, чаще всего защищают:
 Популярность обработки различных изделий цинком очень легко объясняется. Во-первых, покрытие обладает высокой устойчивостью к различным внешним воздействиям, во-вторых, оно полностью безопасно, в-третьих, цены нанесения покрытия невелики. Стационарный потенциал покрытия на 0.2-0.3 мВ более отрицателен, чем железо, поэтому при воздействии агрессивных сред цинк растворяется медленнее за счет электрохимических реакций, соответственно, защищая ферритную подложку.
Популярность обработки различных изделий цинком очень легко объясняется. Во-первых, покрытие обладает высокой устойчивостью к различным внешним воздействиям, во-вторых, оно полностью безопасно, в-третьих, цены нанесения покрытия невелики. Стационарный потенциал покрытия на 0.2-0.3 мВ более отрицателен, чем железо, поэтому при воздействии агрессивных сред цинк растворяется медленнее за счет электрохимических реакций, соответственно, защищая ферритную подложку.
Цинковое покрытие – это лучшая защита металлоконструкции от коррозии в средах, значения кислотности которых близки к нейтральным. К примеру, в атмосфере, пресной и морской воде, почве. В сильнокислых или же сильнощелочных средах цинковое покрытие не будет обладать нужным уровнем стойкости.
Как наносятся цинковые покрытия.
Подобные покрытия наносятся путем электроосаждения, погружения в расплав, металлизации, напыления, химического осаждения, диффузии, испарения цинка в вакууме с последующей конденсацией паров на защищаемой поверхности.
Перед процедурой холодного цинкования или нанесения защитного покрытия по иной технологии любое металлическое изделие сначала предварительно обрабатывают для того, чтобы впоследствии избежать образования газовых пузырей. В изделиях проделываются специальные технологические отверстия. Методы нанесения слоя цинка могут быть весьма разнообразны: горячее и холодное цинкование металлоконструкций, гальваническая и термодиффузионная обработка. Метод, а также необходимая толщина оцинковки выбираются исходя из степени агрессивности факторов окружающей среды. Толщина обычно варьируется в пределах 0.8-2 мкм. О каждом методе цинкования мы подробно расскажем чуть ниже.
Горячее цинкование

Технология горячего цинкования наиболее используема, т. к. именно данная процедура обеспечивает высокую коррозийную устойчивость. Этот показатель в несколько раз превышает аналогичный у покрытий, к примеру, нанесенных гальваническим методом. Наши специалисты, которыми осуществляется горячая обработка металлоконструкций, смогут порекомендовать оптимальный метод сбережения ваших сооружений в зависимости от их специфики. Ведь там, где есть плюсы, не обойтись и без минусов. Отрицательные моменты, сопровождающие цинкование металла, выражаются в высокой стоимости покрытия, неравномерности покрытия, а также сложности оборудования для осуществления данной технологии. Также следует сказать о необходимости повторной проточки резьбы и возможном возникновении напряжения в заготовках.
Как происходит горячее цинкование.
Металлические изделия (трубы или другие изделия из стали) окунают в ванну с расплавленным цинком при температуре около 460 °C. С данным покрытием срок эксплуатации металлического изделия продлевается до 50 лет. Во время процесса цинкования между цинком и самой металлической конструкцией образуется очень устойчивое соединение, благодаря которому и достигается высокая устойчивость к коррозии даже с учетом появления на поверхности изделия какого-либо повреждения.
Этапы горячего цинкования:
1. Предварительная обработка металлических изделий: обезжиривание, очищение при помощи пескоструйного метода, травление кислотой, промывка под сильным напором чистой воды.
2. Флюсование. На поверхность изделия наносится тонкий слой пленки, благодаря которой металл не окислится, а взаимодействие с цинком будет лучше.
3. Просушка.
4. Цинкование металла. Изделие погружается в ванну с чистым расплавленным защитным покрытием.
5. Изделия медленно вынимаются, а избыток цинка удаляется при помощи дренажа, вибрирования или же центрифугирования.
6. Охлаждение изделий в воде или на атмосферном воздухе после извлечения из ванны.
7. Проверка.
Холодное цинкование 
Если технологии горячего, гальванического и термодиффузионного цинкования достаточно сложны и энергоемки, то технология холодного цинкования металла, которое наша компания осуществляет по самой доступной в Москве цене, не нуждается в создании каких-то особых условий. Также не требуется применение различных реактивов. В качестве предварительной обработки перед началом холодного цинкования осуществляется традиционная очистка металла.
После предварительной обработки на металлическую поверхность наносятся специальные красители или грунтовки. Их основой служит цинковая пудра. Так же, как и при технологии горячего цинкования, цинк становится анодом в гальванической паре с железом, обеспечивая его катодную защиту. Данный вид покрытия наносится при помощи распылителя. После холодного цинкования металлическое изделие будет надежно защищено от коррозии. Следовательно, оно отличается долговечностью в эксплуатации и имеет красивый внешний вид. Говоря о последнем, следует сказать, что при использовании холодного цинкования металлические изделия не будут иметь металлического блеска. Зато на конструкции можно наносить практически любые виды лакокрасочных материалов.
Гальваническое цинкование 
Осуществляется за счет электрохимического процесса в специальном барабане и может иметь разный цвет: голубой, белый, матовый белый или радужный. Также толщина покрытия составляет 10-20 мкм, поэтому данный вид покрытия, скорее, можно назвать декоративным.
Технология гальванического цинкования обладает рядом преимуществ. К примеру, высокая производительность, равномерные и блестящие покрытия. Но сразу же стоит сказать и про минусы, которыми обладает гальваническое цинкование, а именно низкие адгезионные характеристики, а соответственно, и коррозийные свойства. Еще одним минусом является возможность водородного охрупчивания металла при анодировании.
В наше время технология гальванического цинкования – самый популярный способ защиты метизов и различных крепежных изделий, т. к. производительность процесса достаточно высока, а себестоимость, наоборот, низкая. Кроме этого, для подобных изделий степень защиты от коррозии достаточна.
Как происходит гальваническое цинкование.
В ванне с электролитом находятся два металла: металлические изделия и чистый цинк. Далее к ним подводится электрический ток. Цинк может иметь форму шаров или пластин, а также любой другой вид. Во время процесса электролиза под воздействием тока цинк растворяется, его ионы оседают на поверхности металлических изделий, тем самым покрывая их. Толщина покрытия составляет от 4 до 20 мкм. Анодное растворение цинковых электродов происходит в результате пропускания через электролит электрического тока с катодной плотностью от 1 до 5 А/дм.
Данную технологию можно разделить на три способа: цианидный, щелочной и кислотный. Чаще всего предпочтение отдается цинкованию в слабокислых электролитах. Благодаря данной технологии обеспечивается высокая степень защиты, а также улучшенный внешний вид изделия. Также применение данной технологии способствует снижению склонности цинкуемых изделий из углеродистых и легированных сталей к водородной хрупкости. Это позволяет цинковать детали сложной конфигурации, в том числе, для изготовления которых использовалась сталь или чугун.
Этапы проведения цинкования.
1. Очистка изделий от окалины, остатков технологической смазки, ржавчины.
2. Нанесение на металл цинкового покрытия.
3. Осветление (декапирование – травление в слабом растворе азотной кислоты).
4. Пассивация с целью не только придания изделию коррозийной стойкости, но и улучшения декоративных характеристик.
Термодиффузионное цинкование

Термодиффузионное цинкование производится при температуре 290-400°C. Нужная температура устанавливается исходя из марки стали, а также типа обрабатываемого изделия и нормативов производителя. Горячее цинкование металлоконструкций по данному методу представляет собой постоянное вращение контейнера с загруженными изделиями, который останавливается только после завершения процесса. Далее он выгружается из печи, остужается и разгружается. После этого происходит пассивация.
Подвергшиеся горячему цинкованию детали проходят через специальную установку и подвергаются обработке специальными пассивационными растворами, благодаря которым достигается невосприимчивость покрытия к агрессии атмосферного воздуха. Параллельно с пассивацией производится галтовка керамическими или пластмассовыми чипсами, которая способствует улучшению внешнего вида покрытия и положительно влияет на его качество.
Пассивация осуществляется только один раз в том случае, если в дальнейшем предполагается какая-либо обработка деталей: окрашивание, склейка и т.д. В остальных случаях пассивация проводится второй раз.
Последним этапом, который включает в себя горячее цинкование металла по данной технологии, является высушивание деталей в установке проходного типа. Время, затрачиваемое на процедуру, составляет 90 или 180 минут. Это зависит от типа используемой цинковой смеси и мощности установки.
Основными плюсами данной технологии являются:
1. Обеспечение высокой коррозийной стойкости.
2. Покрытие точно воспроизводит обрабатываемое изделие, к примеру, любой тонкий рельеф, резьбу, маркировку трубы и т. д.
3. Оцинкованное покрытие обладает высоким уровнем твердости в отличие от других цинковых покрытий. Микротвердость покрытия не только составляет примерно 4500 МПа, но и обладает хорошим сопротивлением абразивному износу.
4. Наводораживание во время нанесения покрытия на сталь или трубы исключено.
5. Учитывая невысокую температуру насыщения, нанесение покрытия возможно на предварительно термообработанные детали.
6. Технология термодиффузионного цинкования может быть применена для нанесения покрытий на пористые изделия, на предварительно собранные узлы, а также на изделия, произведенные по порошковой технологии.
7. В отличие от холодного цинкования данный метод способствует получению минимального адгезионного износа при дальнейшей обработке лакокрасочными покрытиями, резиной, пластмассой и т. д.
8. Предварительная обработка труб и других изделий перед термодиффузионным цинкованием не требует каких-либо больших затрат, а кроме того, на изделиях допускается присутствие пятен от коррозии, остатков смазки или СОЖ.
9. В некоторых случаях толщина покрытия может варьироваться в пределах от 15 до 100 мкм и выше.
Если говорить о минусах данной технологии, то следует сказать о небольшой производительности, ограниченной объемами камер для цинкования, а также об отсутствии эстетических характеристик у изделия: сдержанность цветового исполнения, отсутствие блеска.
Оцинковка труб
Данный процесс представляет собой нанесение цинка на металлическую трубу с целью повышения сопротивления коррозии. Таким образом продлевается срок ее службы. Оцинкованная труба используется для прокладки внутренних коммуникаций в различных помещениях, как жилых, так и промышленных. Компания «Завод Свайных Конструкций» также специализируется на цинковании различных конструкций из металла. Достаточно часто обработке подвергается труба для прокладки в агрессивных внешних условиях. Обратившись к нашим специалистам, вы гарантированно получите качественные услуги. На цинкование труб нами установлена оптимальная для заказчиков из Москвы и других регионов цена.
www.zavod-svai.ru
Горячее цинкование в короткие сроки, цинкование ГОСТ 9.307-89, защита металлоконструкций от коррозии
У нас нет очереди, сразу берём заказ в работу. Средний срок выполнения услуги: 2-3 дня.
Компания ООО «ЗАЩИТНОЕ ПОКРЫТИЕ», имея в распоряжении самое современное оборудование, предлагает услуги качественного горячего цинкования металла: различных труб, металлоконструкций, крепежа, резервуаров и малогабаритных металлоизделий, применяя в производстве самые новейшие технологии.
Цинкование методом горячей оцинковки, практика которая насчитывает уже более 250 лет, по-прежнему остается самым недорогим, но эффективным способом защиты металлоизделий от коррозии. Как известно, изделия из черных металлов очень быстро подвергаются ржавлению, что неизбежно ведет к тому, что толщина их несущего каркаса становится намного меньше расчетной. В свою очередь, это нередко приводит к разрушению всей созданной конструкции, в некоторых случаях даже с трагическими последствиями. Горячее же цинкование надежно защищает изделия из черных металлов и оборудование от коррозии и позволяет эксплуатировать их то количество времени, на которое они рассчитаны. Как правило, оцинкованные изделия способны прослужить не менее 25-30 лет.
Покрытие цинком нашло сегодня широкое применение во многих жизненно важных сферах и областях, где требуется высокая надежность и долгий срок службы.
Каждое металлоизделие подвергается очень тщательной подготовки поверхности на специальном современном оборудовании, после чего происходит его горячее цинкование ГОСТ 9.307-89 по технологии компании «БИЗОЛ».
1.Технологическая линейка нашего цинковального производства состоит из трех линий:
Наше оборудование, кроме прочего, позволяет производить так же горячее цинкование уникальных конструкций весом до 8 тонн после того, как технологи индивидуально обработают заказ. Нанесение качественного цинкового покрытия на все металлоизделия (металлоконструкции, трубы, резервуары, крепеж и другие малогабаритные изделия) осуществляется строго по ГОСТ 9.307-89. Покрытие может иметь толщину в пределах от 40 до 200 микрон. Толщина зависит, прежде всего, от того, из какой марки стали было изготовлено изделие, а так же от размера самого металлоизделия.
2. Основные требования к конструкции изделий
3. Дополнительные требования к конструкции
4. Толщина покрытия.
Российскими стандартами и нормативами не прописана зависимость толщины цинкового покрытия от толщины металла. ГОСТ лишь предусмотрено, что толщина его должна быть в пределах от 40 до 200 микрон. Правда, можно руководствоваться общеевропейским стандартом ENICO 1461, где:
|
Характеристика металла |
Средняя толщина, мкм. |
|
Сталь толщиной > 6 мм |
85 |
|
Сталь толщиной от 3 до 6 мм |
70 |
|
Сталь толщиной от 1.5 до 6 мм |
55 |
|
Сталь толщиной менее 1,5 мм |
45 |
|
Отливки со стенками толщиной >6 мм |
80 |
|
Отливки со стенками толщиной <6 мм |
70 |
Что касается остальных сталей (полуспокойная и спокойная), то для них лучше всего закладывать толщину не более 120 – 140 микрон. Чтобы получить более толстое покрытие, придется увеличить время процесса горячего цинкования, что, разумеется, приведет к удорожанию услуг.
5. Требования к покрытию
Цинковое покрытие при визуальном осмотре должно быть сплошным. Его цвет может быть различным – от блестящего и серебристого до матового темно-серого. Поверхность металлоизделий должна быть гладкой. На ней не должно быть каких-либо дефектов, к примеру, трещин, вздутий и так далее. Допускается наличие непокрытых цинком участков только в том случае, если их ширина составляет не более 2 сантиметров, а всего их не более двух процентов от общей площади поверхности изделия. На те участки, которые остались непокрытыми, наносят защитный слой цинкосодержащего покрытия, толщина которого должна быть не менее 90 микрон.
www.cinkowka.ru
Горячее цинкование по всей России ГОСТ 9.307-89
Коротко о нас
Компания "Цинк66" — одно из производственных предприятий на территории Свердловской области, выполняющее работы по оцинковке металлоконструкций методом горячего цинкования. Цех оснащен новейшим оборудованием KOERNER KVK и ZINK KOERNER производства Австрии и Германии.Оцинкование металлоконструкций, услуги покрытия горячим цинком любых изделий и конструкций, решение ваших вопросов по выбору металла и помощь в подготовке деталей для борьбы с коррозией на долгие годы в любой среде — это минимальный список наших возможностей, в которых мы гарантируем 100 % надежность цинкового слоя и качество выполненных работ в соответствии с ГОСТ 9.307-89.
Наши преимущества
Цинкование
Возможность цинкования изделий габаритами до 12,8 метров по длине, 1,5 метра по ширине и 2,8 метра по высоте
Логистика
Удобная логистика: доставка осуществляется автомобильным, железнодорожным и водным транспортом
Железнодорожный подъезд
Наличие железнодорожного подъезда к месту погрузки-разгрузки
Специалисты
Высококвалифицированные специалисты, прошедшие обучение на ведущих предприятиях Европы
Быстро
Цикл производственного процесса идет не более 22 часов.
Выгодно
Горячее цинкование является лучшим выбором антикоррозионного покрытия, так как создает защитный слой на долгий срок
Те цифры, которые мы прошлиза существование нашей компании
20 000
Годовая мощность цеха
125
Длина ванны горячего цинкования
100%
Предварительной подготовки
Как мы работаем
1
ПодготовкаИзделий и конструкций — обезжиривание, травление, флюсование, сушка в капсуле предварительной подготовки
2
ЦинкованиеМеталлоконструкции погружаются в ванну с расплавленным цинком (~440-460°С), в результате чего на поверхности изделия образуется ферро-цинковый сплав
3
КонтрольКачества осуществляется в соответствии с ГОСТ 9.307-89 «Покрытия цинковые горячие», визуальными и приборными методами

Оставьте свою заявку на оцинкованиеметаллоконструкций
Область применения
Оцинкованные металлоконструкции широко применяются в промышленном, гражданском и дорожном строительстве, энергетике — это опоры мостов и линий электропередачи, строительные конструкции, дорожные ограждения, барьеры безопасности, стальные фермы, каркасы зданий, профнастил, водопроводные трубы, оконные отливы, металлические ёмкости, металлопрокат - трубы, полоса, швеллер, уголок, балка и многое другое.
xn--80adciacscp3adefw6gn9k.com
Горячее цинкование — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
Горячее цинкование — покрытие металла (обычно железа или стали) слоем цинка для защиты от коррозии путём окунания изделия в ванну с расплавленным цинком при температуре около 460 °C. Под атмосферным воздействием чистый цинк (Zn) вступает в реакцию с кислородом (O2) и формирует оксид цинка (ZnO), с последующей реакцией с диоксидом углерода (CO2) и формированием карбоната цинка (ZnCO3), обычно серого матового, достаточно твёрдого материала, останавливающего дальнейшую коррозию материала.
Горячее цинкование считается одним из самых надёжных, экономичных и потому распространённых методов защиты железа и стали от коррозии.
Для металлоконструкций горячее цинкование является бесспорно самым распространённым видом покрытия.
Толщина цинкового слоя колеблется от 30 до 100 мкм, обычно — от 45 до 65 мкм.
По данным American Galvanizer Association горячее цинкование обеспечивает защиту от коррозии:
История
Фото
Горячее цинкование крепежных изделий
Процесс
Технология нанесения покрытия такова. После обезжиривания, промывки, травления и повторной промывки, детали в барабане окунают в ванну (обычно керамическую) с расплавленным цинком. Вращением барабана обеспечивают поток цинковой массы относительно деталей для заполнения всех пор и микротрещин. Затем барабан вынимают из ванны и раскручивают для удаления излишков цинка центрифугированием. Однако на внутренней резьбе (на гайках) все же остаются излишки цинка, поэтому внутреннюю резьбу после цинкования протачивают. Отсутствие покрытия на внутренней резьбе не влияет на коррозионную устойчивость соединения, если гайка применяется с горячеоцинкованным болтом или шпилькой. Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и повреждённые участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.
Достоинства
Главным функциональным достоинством горячеоцинкованного крепежа является экономия на эксплуатации сооружений, благодаря отсутствию необходимости их перекрашивать.
Недостатки
Сравнительный анализ
Горячее цинкование (Г/Ц) является вторым по распространённости после электролитического.
См. также
Напишите отзыв о статье "Горячее цинкование"
Примечания
Ссылки
Отрывок, характеризующий Горячее цинкование
«Нет, она права, – думала старая княгиня, все убеждения которой разрушились пред появлением его высочества. – Она права; но как это мы в нашу невозвратную молодость не знали этого? А это так было просто», – думала, садясь в карету, старая княгиня.В начале августа дело Элен совершенно определилось, и она написала своему мужу (который ее очень любил, как она думала) письмо, в котором извещала его о своем намерении выйти замуж за NN и о том, что она вступила в единую истинную религию и что она просит его исполнить все те необходимые для развода формальности, о которых передаст ему податель сего письма. «Sur ce je prie Dieu, mon ami, de vous avoir sous sa sainte et puissante garde. Votre amie Helene». [«Затем молю бога, да будете вы, мой друг, под святым сильным его покровом. Друг ваш Елена»] Это письмо было привезено в дом Пьера в то время, как он находился на Бородинском поле.
Во второй раз, уже в конце Бородинского сражения, сбежав с батареи Раевского, Пьер с толпами солдат направился по оврагу к Князькову, дошел до перевязочного пункта и, увидав кровь и услыхав крики и стоны, поспешно пошел дальше, замешавшись в толпы солдат. Одно, чего желал теперь Пьер всеми силами своей души, было то, чтобы выйти поскорее из тех страшных впечатлений, в которых он жил этот день, вернуться к обычным условиям жизни и заснуть спокойно в комнате на своей постели. Только в обычных условиях жизни он чувствовал, что будет в состоянии понять самого себя и все то, что он видел и испытал. Но этих обычных условий жизни нигде не было. Хотя ядра и пули не свистали здесь по дороге, по которой он шел, но со всех сторон было то же, что было там, на поле сражения. Те же были страдающие, измученные и иногда странно равнодушные лица, та же кровь, те же солдатские шинели, те же звуки стрельбы, хотя и отдаленной, но все еще наводящей ужас; кроме того, была духота и пыль. Пройдя версты три по большой Можайской дороге, Пьер сел на краю ее. Сумерки спустились на землю, и гул орудий затих. Пьер, облокотившись на руку, лег и лежал так долго, глядя на продвигавшиеся мимо него в темноте тени. Беспрестанно ему казалось, что с страшным свистом налетало на него ядро; он вздрагивал и приподнимался. Он не помнил, сколько времени он пробыл тут. В середине ночи трое солдат, притащив сучьев, поместились подле него и стали разводить огонь. Солдаты, покосившись на Пьера, развели огонь, поставили на него котелок, накрошили в него сухарей и положили сала. Приятный запах съестного и жирного яства слился с запахом дыма. Пьер приподнялся и вздохнул. Солдаты (их было трое) ели, не обращая внимания на Пьера, и разговаривали между собой. – Да ты из каких будешь? – вдруг обратился к Пьеру один из солдат, очевидно, под этим вопросом подразумевая то, что и думал Пьер, именно: ежели ты есть хочешь, мы дадим, только скажи, честный ли ты человек? – Я? я?.. – сказал Пьер, чувствуя необходимость умалить как возможно свое общественное положение, чтобы быть ближе и понятнее для солдат. – Я по настоящему ополченный офицер, только моей дружины тут нет; я приезжал на сраженье и потерял своих. – Вишь ты! – сказал один из солдат. Другой солдат покачал головой. – Что ж, поешь, коли хочешь, кавардачку! – сказал первый и подал Пьеру, облизав ее, деревянную ложку. Пьер подсел к огню и стал есть кавардачок, то кушанье, которое было в котелке и которое ему казалось самым вкусным из всех кушаний, которые он когда либо ел. В то время как он жадно, нагнувшись над котелком, забирая большие ложки, пережевывал одну за другой и лицо его было видно в свете огня, солдаты молча смотрели на него. – Тебе куды надо то? Ты скажи! – спросил опять один из них. – Мне в Можайск. – Ты, стало, барин? – Да. – А как звать? – Петр Кириллович. – Ну, Петр Кириллович, пойдем, мы тебя отведем. В совершенной темноте солдаты вместе с Пьером пошли к Можайску. Уже петухи пели, когда они дошли до Можайска и стали подниматься на крутую городскую гору. Пьер шел вместе с солдатами, совершенно забыв, что его постоялый двор был внизу под горою и что он уже прошел его. Он бы не вспомнил этого (в таком он находился состоянии потерянности), ежели бы с ним не столкнулся на половине горы его берейтор, ходивший его отыскивать по городу и возвращавшийся назад к своему постоялому двору. Берейтор узнал Пьера по его шляпе, белевшей в темноте. – Ваше сиятельство, – проговорил он, – а уж мы отчаялись. Что ж вы пешком? Куда же вы, пожалуйте! – Ах да, – сказал Пьер. Солдаты приостановились. – Ну что, нашел своих? – сказал один из них. – Ну, прощавай! Петр Кириллович, кажись? Прощавай, Петр Кириллович! – сказали другие голоса. – Прощайте, – сказал Пьер и направился с своим берейтором к постоялому двору. «Надо дать им!» – подумал Пьер, взявшись за карман. – «Нет, не надо», – сказал ему какой то голос. В горницах постоялого двора не было места: все были заняты. Пьер прошел на двор и, укрывшись с головой, лег в свою коляску.
Едва Пьер прилег головой на подушку, как он почувствовал, что засыпает; но вдруг с ясностью почти действительности послышались бум, бум, бум выстрелов, послышались стоны, крики, шлепанье снарядов, запахло кровью и порохом, и чувство ужаса, страха смерти охватило его. Он испуганно открыл глаза и поднял голову из под шинели. Все было тихо на дворе. Только в воротах, разговаривая с дворником и шлепая по грязи, шел какой то денщик. Над головой Пьера, под темной изнанкой тесового навеса, встрепенулись голубки от движения, которое он сделал, приподнимаясь. По всему двору был разлит мирный, радостный для Пьера в эту минуту, крепкий запах постоялого двора, запах сена, навоза и дегтя. Между двумя черными навесами виднелось чистое звездное небо. «Слава богу, что этого нет больше, – подумал Пьер, опять закрываясь с головой. – О, как ужасен страх и как позорно я отдался ему! А они… они все время, до конца были тверды, спокойны… – подумал он. Они в понятии Пьера были солдаты – те, которые были на батарее, и те, которые кормили его, и те, которые молились на икону. Они – эти странные, неведомые ему доселе они, ясно и резко отделялись в его мысли от всех других людей. «Солдатом быть, просто солдатом! – думал Пьер, засыпая. – Войти в эту общую жизнь всем существом, проникнуться тем, что делает их такими. Но как скинуть с себя все это лишнее, дьявольское, все бремя этого внешнего человека? Одно время я мог быть этим. Я мог бежать от отца, как я хотел. Я мог еще после дуэли с Долоховым быть послан солдатом». И в воображении Пьера мелькнул обед в клубе, на котором он вызвал Долохова, и благодетель в Торжке. И вот Пьеру представляется торжественная столовая ложа. Ложа эта происходит в Английском клубе. И кто то знакомый, близкий, дорогой, сидит в конце стола. Да это он! Это благодетель. «Да ведь он умер? – подумал Пьер. – Да, умер; но я не знал, что он жив. И как мне жаль, что он умер, и как я рад, что он жив опять!» С одной стороны стола сидели Анатоль, Долохов, Несвицкий, Денисов и другие такие же (категория этих людей так же ясно была во сне определена в душе Пьера, как и категория тех людей, которых он называл они), и эти люди, Анатоль, Долохов громко кричали, пели; но из за их крика слышен был голос благодетеля, неумолкаемо говоривший, и звук его слов был так же значителен и непрерывен, как гул поля сраженья, но он был приятен и утешителен. Пьер не понимал того, что говорил благодетель, но он знал (категория мыслей так же ясна была во сне), что благодетель говорил о добре, о возможности быть тем, чем были они. И они со всех сторон, с своими простыми, добрыми, твердыми лицами, окружали благодетеля. Но они хотя и были добры, они не смотрели на Пьера, не знали его. Пьер захотел обратить на себя их внимание и сказать. Он привстал, но в то же мгновенье ноги его похолодели и обнажились.
wiki-org.ru
горячее цинкование - это... Что такое горячее цинкование?
горячее цинкование [hot (dip) galvanizing] — цинкование погружением изделий в ванну с расплавленным Zn при 440 — 460 °С. Горячее цинкование широко используется для производства стальной полосы с покрытием, причем на современных технологических линиях этот процесс объединения с отжигом и другими процессами обработки холоднокатанной полосы. Технология горячего цинкования стальных полос и лент включает операции подготовки (электрохимическую очистку, промывку, сушку, отжиг), погружения в расплав, сдувки лишнего цинка, принудительного охлаждения и отделки (промасливания, правки, сушки, смотки и др.). При горячем цинковании по способу Сендзимира полосу очищают окислительным нагревом с последующим отжигом в водороде. В ограниченных объемах применяется горячее цинкование с флюсованием в водных растворах ZnCl2 и Nh5Cl. Толщина покрытия 5 — 70 мкм, чаще наносимого 20-40-мкм покрытия;Смотри также: — Цинкование — электролитическое цинкование — диффузионное цинкование
Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг. Главный редактор Н.П. Лякишев. 2000.
Смотреть что такое "горячее цинкование" в других словарях:
metallurgicheskiy.academic.ru