Энциклопедия по машиностроению XXL. Покрытие цинк
Защитное действие цинкового покрытия — Цинковый портал
Защитное действие цинкового покрытия ярко проявляется в результате механического или химического негативного влияния. В нейтральной среде и при отсутствии нарушений поверхностной целостности защитное действие цинкового покрытия подобно другим антикоррозионным защитам.
Защитное действие цинкового покрытия. Специфика механизма защиты
Защитное действие цинкового покрытия по отношению к матричной основе в результате негативного влияния происходит электрохимическим путем. В гальванической паре железо-цинк стальная основа является катодом, а цинковое покрытие – анодом, поэтому поверхностный слой, разрушаясь, защищает матричную основу. Способ функциональной защиты объясняется значением электрохимического потенциала металла по отношению к железу. Чем выше отрицательные показатели потенциала металла, тем эффективнее защита. При положительном потенциале защитного металла по отношению к матричной основе происходит разрушение поверхностного слоя изделия.
Самозащита цинкового покрытия
Преимуществом цинкового покрытия при негативном воздействии является возможность сохранить защитные функции за счет образования поверхностной пленки из продуктов коррозии. При кислородной деполяризации ионы цинка от анодных участков и ионы гидроокисла (〖ОН〗^-) от катодных участков, диффундируя в растворе, могут продвигаться навстречу друг другу. Ионы цинка, попадая в катодную область с повышенным значением рН (за счет более высокой концентрации ионов (〖ОН〗^-)), образуют нерастворимые соединения 〖Zn(OH)〗_2, которые в конечном итоге выпадают в осадок. При рН ˃ 5,2 происходит реакция:
На металлической поверхности цинка действуют адсорбционные силы, которые в состоянии прочно удерживать образующиеся молекулы 〖Zn(OH)〗_2. В результате получается плотный, хорошо удерживаемый на поверхности металла осадок, обладающий защитными свойствами.
Защитные пленки, затрудняя доступ электролита к металлу и диффузию ионов металла в раствор, сильно изменяют течение коррозионного процесса. Изменение состава продуктов коррозионного разрушения связано и с изменением их защитных свойств.

В атмосферных условиях, при отсутствии загрязнений воздуха, на цинке могут образоваться продукты коррозии, состоящие из окиси цинка ZnO, гидрата окиси цинка 〖Zn(OH)〗_2 и карбоната ZnCO_3. В сухом воздухе на цинке образуется окись цинка ZnO. Удельный объем окиси цинка в 1,44 раза больше удельного объема металла, из которого она образовалась, что способствует формированию очень плотной поверхностной пленки.

Из таблицы видно, что в углекислых растворах цинк перестает растворяться вследствие образования на нем защитной пленки из углекислого цинка.
Наибольшее защитное действие в условиях атмосферной коррозии будут оказывать пленки, наименее растворимые под воздействием атмосферных осадков.
Из таблицы следует, что окись цинка и гидрат окиси обладают малой растворимостью.
Факторы, определяющие скорость коррозии цинкового покрытия
Цинк и цинковые соединения обладают амфотерными характеристиками (в зависимости от внешних условий воздействия у него проявляются как кислые, так и основные свойства), поэтому коррозия цинка зависит от показателя кислотности. В кислых средах, где показатель кислотности ниже 6, коррозия цинка протекает беспрепятственно (отрезок l на графике), такой же процесс разрушения наблюдется в щелочной среде, где рН больше 12,5 (отрезок lll).
Коррозионная стойкость цинка в сухой атмосфере обеспечивается за счет образования на поверхности защитной пленки (оксида цинка). В случае увеличения негативного атмосферного влияния (воздействия влаги, диоксида углерода, примесей) на цинковую поверхность происходят реакции с образованием гидроксида цинка Zn(ОН)2, затем формируется защитное покрытие, состоящее из карбонатных соединений (ZnCO3·3Zn(ОН)2·Н2O). Пленки имеют плотную структуру, труднорастворимы, обладают хорошим сцеплением с цинковой основой. Образование защитных пленок происходит в диапазоне кислотности от 6 до 12,5 (отрезок ll на рисунке).
Скорость коррозии цинка зависит от
• природы внешних факторов воздействия, • чистоты цинкового образца (наличие примесей), • технологических параметров изначальной обработки цинка.
Удовлетворительная стойкость коррозионному разрушению цинковых покрытий получается только в растворах, близких к нейтральным. В кислых (рН ˂ 7) и щелочных (рН ˃ 12,5) средах цинковое покрытие быстро разрушается.
Зависимость обратимого электродного потенциала цинка от рН раствора приведена ниже.
На скорость коррозионного разрушения цинка различные химические элементы оказывают специфическое влияние. Ускоряют растворение цинка в 0,5-н. растворе соляной кислоты:
• медь, • железо, • сурьма.
Влияние кадмия, мышьяка и олова на коррозионное разрушение поверхности цинка носит более слабый характер. Алюминий вначале воздействия слабо повышает скорость коррозии, затем — замедляет. Свинец, ртуть – препятствуют процессу коррозионного разрушения.
В 0,5-н. растворе серной кислоты:
• медь, железо ускоряют скорость коррозии цинка; • кадмий и свинец – замедляют.В 18%-ном растворе серной кислоты наиболее ускоряющее действие оказывает
• железо, • никель, • сурьма;
более слабое:
• мышьяк, • висмут, • алюминий, • серебро, • медь,
замедляющий эффект:
• магний, • кадмий, • ртуть, • свинец.
Наибольшее повышение скорости коррозии происходит при введении в цинк различных примесей (для железа до 0,1%).
Защитное действие цинкового покрытия определяется двумя факторами:
1) возможностью защищать стальную основу от коррозионного разрушения электрохимическим путем (гальваническим), 2) возможностью самозащиты собственной поверхности при негативном воздействии путем образования труднорастворимых цинковых соединений.
www.zinkportal.ru
Покрытие цинковые - Энциклопедия по машиностроению XXL
Шайба круглая, исполнение 2, диаметр резьбы стержня болта 20 мм, группа материала 0,5, покрытие цинковое, горячее толщиной 6 мкм, ГОСТ 11371 —78 [c.215]Поверхность заклепок может иметь покрытие цинковое с хроматированием, кадмиевое с хроматированием, оксидное и др. [c.177]
Покрытие................................... Цинковое Кадмиевое [c.67]
Лакокрасочное покрытие (цинковое или алюминиевое) в соответствии с ТТП 8 и 9. [c.123]
Наилучшие результаты в опытах с пастой получены для покрытий, нанесенных на стальные изделия. Проникновение коррозии в основной металл выявляется в виде коричневых пятен на слое белой пасты, нанесенной на испытываемую поверхность. Коррозия никелевых или медных подслоев проявляется в виде зеленых или темно-коричневых пятен в местах трещин или точечных отверстий в верхнем хромовом покрытии. Однако на изделиях с покрытиями цинковыми сплавами продукты коррозии цинка, имеющие белый цвет, недостаточно заметны, а вздутия при коррозии, характерные для покрытий этого типа, в этом испытании не фиксируются. [c.161]Кроме стальных труб без защитных покрытий, в системах горячего водоснабжения применяются стальные трубы с металлическими покрытиями (цинковыми, алюминиевыми), стальные трубы с неметаллическими покрытиями, медные трубы, а также трубы из полимерных материалов. [c.145]
Вез покрытия Цинковое с хроматированием Кадмиевое с хроматированием 04 Многослойное — никель — хром Многослойное — медь — хром [c.249]
Спектральный метод. Спектральный метод рекомендуется применять для измерения толщины разнообразных покрытий (цинкового, медного, никелевого, хромового и др.) на металлической основе из цветных сплавов и ферромагнитных материалов, а также пассивированных покрытий па стальной основе [55, 56]. Измерение основано на продолжительности пробоя покрытия. Между контролируемой деталью с покрытием и постоянным стержневым электродом, сделанным из материала, отличного по составу от основы детали, создается искровой разряд. Одновременно с включением разряда производят отсчет времени по секундомеру. По мере горения разряда наблюдается непрерывное изменение интенсивностей спектральных линий покрытия и основы, связанное с выгоранием покрытия. При этом скорость изменения интенсивности зависит от толщины покрытия, силы тока разряда и других факторов. [c.109]
Болты, винты и гайки, помимо их размеров, кодируются единой системой символов, состоящей из трех цифр, которые совместно характеризуют как материал, из которого изготовляются те или иные крепежные детали, так и применяемые антикоррозионные и декоративные покрытия. В этой системе обозначений две первые цифры характеризуют вид материала углеродистые стали (детали без термообработки или с термообработкой), легированные и нержавеющие стали, цветные и легкие металлы, и сплавы и их марки. Третий знак определяет вид покрытия или же полирование поверхностей с последующим пассивированием или травлением с пассивированием. Стандартизованы следующие виды покрытий цинковое, кадмиевое, никелевое и хромовое многослойные, окисное, медное, серебряное, оловянное (лужение) и фосфатное, а также поставка деталей без покрытия или же с пассивной пленкой. [c.233]
Л62 П1 I II П1 0 I 3 6 1 Без покрытии Цинковое, хроматированное Ц. хр. Никелевое однослойное Н Пассивная пленка Хнм. Пас. 620 621 623 626 [c.141]
Защитные покрытия цинковые, кадмиевые, свинцовые, оловянные и никелевые, а также покрытия или защитные пленки, получаемые путем фосфатиро-вания, оксидирования и т. п. [c.714]
Для покрытия цинкового сплава. [c.717]
Покрытия — см. также по их названиям, например. Гальванические покрытия Кадмиевые покрытия Медные покрытия Никелевые покрытия Оловянные покрытия Свинцовые покрытия Цинковые покрытия и т. д. [c.451]
Характерные особенности имеет применение ингибиторов для сернокислотного травления на НТА. Это связано прежде всего с неравномерным распределением окалины по поверхности листового металла, что приводит к неравномерности ее удаления в процессе травления, растравливанию поверхности, наводоро-живанию. Для устранения этих недостатков необходимо применение ингибиторов. Однако установлено [167], что применение ингибиторов на НТА сопровождается загрязнением поверхности металла, вызывает ухудшение сцепления наносимых покрытий (цинковых, лакокрасочных), замедляет удаление окалины, ингибиторы ухудшают работу купоросных установок (забивают отверстия центрифуг, вызывают вспенивание растворов, загрязняют кристаллы железного купороса). Поэтому к ингибиторам, используемым в НТА, предъявляются особые требования высокая эффективность при 95—100 °С, хорошая растворимость в кислоте, устойчивость к солям железа, ингибитор не должен тормозить растворение окалины, затруднять процесс регенерации травильного раствора, загрязнять поверхность металла [167]. [c.104]
При сварке стали и алюминия могут быть применены покрытия цинковое толщиной 30. .. 50 мкм, наносимое гальваническим путем либо горячим цинкованием алюминиевое из чистого алюминия толщиной [c.498]
Сварка стали с алюминием и его сплавами. Процесс затруднен физико-химическими свойствами алюминия. Выполняется в основном аргонодуговая сварка вольфрамовым электродом. Подготовка стальной детали под сварку предусматривает для стыкового соединения двусторонний скос кромок с углом 70°, так как при таком угле скоса прочность соединения достигает максимального значения (см. рис. 13.7, б). Свариваемые кромки тщательно очищают механическим или пескоструйным способом или химическим травлением, затем на них наносят активирующее покрытие. Недопустимо применение дробеструйной очистки, так как при этом на поверхности металла остаются оксидные включения. Наиболее дешевое покрытие - цинковое, наносимое после механической обработки. [c.499]
Стальные изделия, находящиеся в контакте с изделиями из чугуна, меди и ее сплавов или имеющие покрытия (цинковое, кадмиевое, оловянное и серебряное), могут быть подвергнуты консервации ингибированной НДА бумагой путем индивидуальной обертки или укладывания в тару, облицованную ингибированной бумагой, на срок хранения до трех лет. [c.30]
Металлические покрытия. Для защиты деталей от коррозии и воздействия других разрушающих факторов применяют металлические покрытия. Так, для борьбы с кавитационным износом дизельных гильз используют покрытия цинковые, алюминиевые, хромовые и никелевые. Однако практика показывает, что применение металлических покрытий для защиты деталей от гидроэрозии не дает положительных результатов. В условиях сильного микроударного воздействия такие покрытия быстро разрушаются. Особенно низкую эрозионную стойкость имеют покрытия цинком, алюминием, медью и другими металлами, обладающими невысокой механической прочностью. Такие данные были получены в работе [10]. Авторы этой работы указывают, что на сопротивление микроударному разрушению оказывает большое влияние толщина [c.258]
Х.019 ГОСТ 11766—66 нужно читать так шпилька типа А с метрической резьбой, диаметр которой 12 мм, и мелким шагом 1,5 мм, поле допуска 6 , длина шпильки 80 мм, длина ввинчиваемого конца 15 мм длина конца для гайки 30 мм (общая длина шпильки 95 мм). Класс прочности 88 (8.8), марка стали 35Х, покрытие цинковое хроматированное, толщина слоя 9 мкм. [c.135]
Показатель Исходный металл Алюминиевое покрытие Цинковое покрытие [c.42]
Можно рекомендовать следующий порядок контактирования алюминиевых сплавов с другими металлами и покрытиями алюминиевые сплавы, кадмиевое покрытие, цинковое покрытие, хромовое покрытие, нержавеющая сталь типа 18-8, оловянное покрытие, никелевое покрытие, сплавы из свинца, высокохромистые стали, железо и сталь, сплавы на основе меди. [c.137]
Для предохранения крепежных деталей от коррозии применяются соответствующие защитные покрытия. ГОСТ 1759-70 устанавливает следующие условные обозначения покрытий цинковое покрытие с хроматированием-01 кадмиевое с хромати-рованием-02 многослойное (медь-никель)-03 многослойное (медь-никель-хром) -04 окисное-05 фосфатное с промасливанием-06 оловянное-07 медное-08 цинковое-09 окисное анодизационное с хроматированием-10 пассивное -11 серебряное-12. Детали, выполняемые без покрытия, характеризуются индексом 00 [c.165]
Болт 3MI2Xl,25 6gX60.W9.40X.0i6 ГОСТ 7798 70, где 3 — исполнение, 1,25 — мелкий шаг резьбы, 6g — поле допуска, 60 — длина болта, 109 — класс прочности 10.9.40 — марка стали, 016 — вид покрытия (цинковое, хроматированное), толщиной 6 мкм [c.241]
Углеродистая сталь по ГОСТ 14085—79 или 499—70 Ст2 СтЗ 00 02 Без покрытия Цинковое, толщиной 6 мкм, с хроматированием Кадмиевое, толщиной 6 мкм, с хроматированием Окнсное Фосфатное Ц6. хр Кдб. хр Хим. Оке. Хим. Фос. [c.409]
Латунь по ГОСТ 12920—80 Л63 Л63 (антимаг- нитная) 32 33 Без покрытия Цинковое, толщиной 3 мкм, с хроматированием Никелевое, толщиной 6 мкм ЦЗ. хр Н6 [c.409]
ГОСТ 9.307 - 85. ЕСКЗС. Покрытия цинковые горячие. Обсззначения, технические требования, правила приемки и методы контроля. [c.139]
Для защиты крепежных деталей из углеродиетых сталей от коррозии на них наноеят окисные пленки или гальванические покрытия (цинковое, кадмиевое, фосфатное, медное и др.) толщиной 6—12 мкм. [c.504]
Одни исследователи считают, что защитное действие протекторных грунтовок связано с катодной защитой и дополнительным влиянием продуктов анодного растворения. Другие установили, что в начальный период осуществлялась электрохимическая защита, а со временем начали проявляться защитные свойства благодаря уплотнению пленки нерастворимыми продуктами коррозии цинка во внешних слоях. Было также показано, что в тонких покрытиях (до 10—20 мкм) цинк играет в основном роль протектора, но срок службы такого покрытия ограничивается продолжительностью растворения цинка. В более толстых покрытиях цинковый наполнитель вначале защищает металл за счет протекторного действия, а затем (в течение более длительного времени) — вследствие уплотнения поверхностного слоя покрытия труднорастворимыми продуктами коррозии цинка. Однако это не исключает выявления местного протекторного действия в случае нарушения покрытия и доступа электроли- [c.146]
Часто молено встретить упоминание о прекрасной коррозионной стойкости в морских условиях старого пудлингового сварочного железа. Некоторые маяки Береговой службы США, построенные из этого материала на побережье Флориды и Мексиканского залива, прослужили уже более 100 лет. Сообщалось, что важную роль в обеспечении столь длительной эксплуатации сооружений сыграло частое обновление защитных покрытий — цинкового и смешаного, состоящего из жира и ваты. Высокая коррозионная стойкость пудлингового железа отмечена в подводной и надводной частях этих конструкций, тогда как металл в зоне брызг подвергался более сильному разрушению и несколько раз за 100 лет все же потребовал ремонта. [c.33]
Виниловый грунт и винилакри-ловые покрытия Цинковый грунт (0,06—0,09 мм) плюс внешнее покрытие [c.196]
Струйный метод распространяется на следующие виды гальванических покрытий цинковые — из цианистых, сернокислых, аммиакатных и цинкат-ных электролитов медные — из сернокислых и цианистых электролитов никелевые — из обычных электролитов и электролитов блестящего никелирования с 2,6 и 2,7 нафталиндисульфокис-лотами латунные и серебряные — из цианистых электролитов оловянные и свинцовые — из кислых и щелочных электролитов кадмиевые — из цианистых электролитов. [c.97]
Значительно более точная оценка защитной способности покрытий может быть получена при так называемых коррозионных испытаниях изделий в туманной камере. Эти испытания позволяют выявить очаги поражения коррозией, не обнаруживаемые при существующей методике определения пористости. Коррозионные испытания в туманной камере применимы для оценки защитной способности лищь катодных покрытий, так как при испытании анодных покрытий — цинковых — разрущается лишь металл самого покрытия, без повреждения основного металла изделия. Недостатком этих испытаний является их продолжительность, которая в отдельных случаях доходит до 150 час. Несмотря на это, для особо ответственных деталей, эксплуатируемых в коррозионном отнощении в жестких условиях, рекомендуется систематическое проведение коррозионных испытаний не только этих деталей, но и готовых узлов и даже изделий после сборки. [c.528]
Цинковое толщиной 6 мкм, фосфатиро-ваииое с лакокрасочным покрытием Цинковое черное толщиной 15 мкм Никелевое толщиной 18 мкм матовое Хромовое толщиной менее 1 мкм, блестящее с подслоем меди толщиной 30 мкм и никеля толщиной 18 мкм, нанесенных электролитическим способом Хромовое твердое толщиной 24 мкм Оловянное толщиной 18 мкм [c.582]
Эффективным средством предотвращения заедания является также нанесение различных покрытий и оксидных пленок. Покрытия должны быть более мягкими, чем материал резьбовой детали, и деформироваться без разрушения пленки. Для защиты от коррозии, уменьшения коэффициентов трения и их стабилизации применяют ряд стандартных покрытий (цинковое с хромати- [c.343]
Латунь ЛбЗ ЛбЗ (антимагнит- ная) 32 33 Без покрытия Цинковое, хроматированное Никелевое Ц. Хр. Н 00 01 13 [c.11]
Для защиты от коррозии применяется химико-термическая обработка в виде азотирования, силицирования, сульфид ирования защитное гальваническое покрытие (цинковое, никелевое, кадмиевое) лакокрасочные покрытия пластмассовые покрытия диффузионная металлизация. Для обеспечения надежности следует создавать и использовать металлокон-струщдаи с оптимальной жесткостью. Необходимо защищать элементы и узлы изделия от воздействия вибраций, ударных нагрузок, запыленности, влажности, низких и высоких температур, биологических вредителей и т.д. [c.247]
Wiped oat — Вытертое покрытие. Цинковое гальванопокрытие, из которого удален фактически весь свободный цинк. [c.1074]
Без покрытия Цинковое, хроматиро-ванное Ц. хр. [c.410]
В обозначении болтов или винтов могут быть заполнены все места, предусмотренные схемой обозначений, например Болт 3MJ0X. XL25.6gX70.88.35X.018. ГОСТ 7798—62. Пользуясь табл. 5, выясняем болт нормальной точности с шестигранной головкой и отверстиями в головке. Резьба метрическая, диаметр 10 мм, шаг мелкий 1,25 мм, точность согласно полю допуска 6g. Длина стержня болта 70 мм, класс прочности 88 (8.8), класс прочности записывают в обозначения болтов, винтов и шпилек без точек, разделяющих числа. Марка стали 35Х, покрытие цинковое хроматированное, толщина слоя покрытия — 8 мкм. [c.134]
mash-xxl.info
Покрытия цинку - Справочник химика 21
Весьма важная операция, связанная с жидким расплавом цветных металлов,— гальванизация, т.е. покрытие цинком поверхности стального проката. Это широко распространенный метод защиты стальных изделий от коррозии. Штрипсовую полосу, лист, проволоку и прочие виды стальной продукции погружают в ванну с расплавленным цинком или протягивают через нее. [c.316] Электролитические покрытия цинком и кадмием применяются для защиты изделий из черных металлов (сталь, чугун) от коррозии. [c.375]Так как цинк обладает значительно более электроотрицательным потенциалом, чем железо, то в контакте с последним (при наличии влаги) он образует гальванический элемент, в котором железо служит катодом и, следовательно, сохраняется без изменения. Таким образом, покрытие цинком защищает от коррозии черные металлы не только механически, но и электрохимически—в случае пористости или частичного обнажения слоя цинка основной металл не будет разрушаться или этот процесс сильно замедлится. [c.375]
Покрытия цинком и кадмием контролируются обязательно на толщину, сцепляемость с основой и сопротивление коррозии покрытия оловом и свинцом, кроме того, — на пористость. Другие виды покрытий в зависимости от их назначения должны обладать также определенными свойствами внутренним напряжением, твердостью, износостойкостью, отражательной способностью и др. [c.445]
Органические добавки оказывают положительное влияние на качество покрытия и в дифосфатном электролите. В присутствии декстрина, фурфурола, клея или ванилина можно получить блестящие покрытия цинком. [c.23]
Покрытые цинком детали промывают холодной, затем горячей водой и после сушки взвешивают. Количество прошедшего электричества определяют с помощью медного кулонометра и рассчитывают выход по току цинка (см. приложение IV). [c.26]
Для получения металлических защитных покрытий применяются различные способы электрохимический (гальванические покрытия), погружение в расплавленный металл, металлизация, термодиффузионный и химический (см. 52). Из расплава получают покрытие цинка (горячее цинкование) и олова (горячее лужение). [c.219]
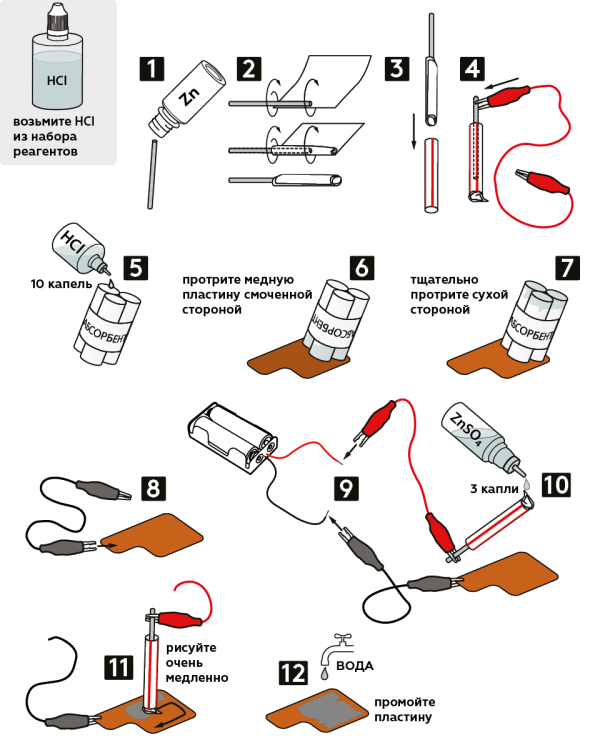
Защитные поверхностные покрытия металлов. Они бывают металлические (покрытие цинком, оловом, свинцом, никелем, хромом и другими металлами) и неметаллические (покрытие лаком, краской, эмалью и другими веществами). Эти покрытия изолируют металл от внешней среды. Так, кровельное железо покрывают цинком, из оцинкованного железа изготовляют многие изделия бытового и промышленного значения. Слой цинка предохраняет железо от коррозии, так как цинк, хотя и является более активным металлом, чем железо (см. ряд стандартных электродных потенциалов металлов, рис. 5.5), покрыт оксидной пленкой. При повреждениях защитного слоя (царапины, пробои крыш и т. д.) в присутствии влаги возникает гальваническая пара 2п Ре. Катодом (положительным полюсом) является железо, анодом (отрицательным полюсом) — цинк (рис. 5.10). Электроны переходят от цинка к железу, где связываются молекулами кислорода, цинк растворяется, но железо остается защищенным до тех пор, пока не будет разрушен весь слой цинка, на что требуется довольно много времени. Покрытие железных изделий никелем, хромом, помимо защиты от коррозии, придает им красивый внешний вид. [c.164]
Металлические покрытия часто наносят гальваническим путем. Если потенциал покрытия более отрицателен, чем защищаемого металла, оно называется анодным, а если потенциал покрытия более положителен,— катодным. Например, железо покрыто цинком — покрытие анодное, ибо Е2п + гп=—0,763 В, ре2+1Ре=—0,440 В железо покрыто оловом — катодное покрытие, ибо рег+ Ре меньше 5п >+13п= =-0,136 В, [c.253]
Объяснить сущность процесса коррозии железа, покрытого цинком, и железа, покрытого оловом. Написать соответствующие уравнения реакций. [c.205]
Защитные поверхностные покрытия металлов. Они бывают металлические (покрытие цинком, оловом, свинцом, никелем, хромом и другими металлами) и неметаллические (покрытие лаком, краской, эмалью и другими веществами). Эти покрытия изолируют металл от внешней среды. [c.320]
На рис. 16 приведена характерная кривая скорости коррозии оцинкованной стали на открытом воздухе. Степень защиты покрытием оценивается по площади пораженной поверхности в зависимости от продолжительности испытаний. По данным американских исследователей, срок службы покрытия определяется числом лет до появления ржавчины на 50 % поверхности, покрытой цинком. [c.52]
Из металлов подгруппы цинка (2п, С(1, Нд) наиболее широко в гальванотехнике используют цинк, в меньшей степени —кадмий. Область применения кадмиевых и цинковых покрытий в значительной степени определяется защитными и физико-механическими свойствами цинка и кадмия. Основной областью использования цинковых и кадмиевых покрытий является защита стальных деталей от коррозии. Несмотря на относительно высокий нормальный потенциал —0,76 В, металлический цинк является довольно коррозионностойким в атмосферных условиях. Так как потенциал цинка имеет более отрицательное значение, чем потенциал железа, то при контакте цинка с железом и наличии влаги образуется гальванический элемент, в котором железо служит катодом. Таким образом, покрытие цинком защищает сталь не только механически, но и электрохимически. В случае повреждения цинкового покрытия на небольшом участке железо корродировать не будет. [c.280]
Металлизационные покрытия цинком, алюминием и их сплавами служат для защиты стали от атмосферного воздействия. Толщина покрытия составляет 50—150 мкм. Для защиты от осадков и морской воды используются покрытия несколько большей толщины. Эти покрытия обеспечивают протекторную защиту стали (так же, как и покрытия, полученные методом нанесения расплавленного металла). Ни один элемент соединения с основным металлом не вступает в реакцию коррозии. Тормозящее действие продуктов коррозии больше, чем в покрытиях, полученных горячим методом или электроосаждением, из-за пористости напыляемых покрытий. Это позволяет несколько увеличить срок службы. [c.81]
Во многих случаях (например, при нанесении покрытия цинком и кадмием) металлическую поверхность, на которую нанесено покрытие, подвергают химической пассивации с целью предотвращения коррозии в умеренно агрессивной коррозионной среде. Во избежание потускнения из-за атмосферной коррозии можно использовать бесцветный лак (например, при нанесении медного покрытия). [c.91]
На глубине экспонировали образцы сталей, покрытые цинком, алюминием. напыленным алюминием, титаном-кадмием, кадмием, медью и никелем. Цинковое покрытие (0.304 г/м ) на глубине 750 м защищало сталь в течение 3—4 месяцев пребывания в морской море н в течение примерно 7 месяцев прп частичном погружении в донные осадки. Алюминиевое покрытие (0.304 г/м ) защищало сталь (при той же глубине экспозиции) в течение по крайней мере 13 месяцев в морской воде и в условиях частичного погружения в донные осадки. [c.246]
При выборе материала для защиты поверхности железа и более активных металлов нельзя забывать об электрохимической коррозии. Если, например, покрыть железо тонким слоем олова или меди, то при повреждении защитного слоя железо корродирует гораздо быстрее, чем непокрытый металл. В гальваническом элементе, который возникает при смачивании места контакта двух металлов растворами электролитов, железо является более активным металлом, чем олово и медь, и легче растворяется. В случае покрытия цинком наблюдается обратное явление, поэтому корродировать будет цинковое покрытие. [c.35]
При соединении алюминиевых изделий со стальными последние во избежание гальванической коррозии должны покрываться специальными защитными покрытиями (цинком, кадмием). [c.58]
Характеристика и состав покрытий ЦИ-1М ЦИ-1У ЦИ-1Л Т-21 Г-293 [c.727]
ПОКРЫТИЕ ЦИНКОМ И ЕГО СПЛАВАМИ [c.136]
Покрытия цинком без хроматной обработки можно применять только для сохранения электропроводности, при пайке, для деталей, подвергаемых точечной сварке и опрессовке пластмассами при 5 100°С. [c.136]
Покрытия цинком и его сплавали [c.138]
Для защиты латуни от растрескивания менее эффективно пассивированиг в хроматных растворах. Можно отметить положительное действие смазок хорошую защиту дает также покрытие цинком. Покрытия серебром, оловом и медью не защищают латунь от растрескивания, так как эти покрытия, будучи пористыми, не могут оказать электрохимической защиты. [c.119]
Весьма ответственные операции при изготовлении баллонов — термическая обработка сварных швов удаление шлака и окалины посредством пескоструйной продувки или кислотного травления цинкование (слой цинка до 40 мкм) и последующая окраска или первичная фосфатация. Цинкование обеспечивает более прочное антикоррозионное покрытие, чем фосфатация, поэтому покрытие цинком рекомендуется для баллонов, которые будут эксплуатироваться в странах с жарким климатом. [c.184]
Цинковые покрытия — весьма эффективные средства уменьшения общей коррозии стали и снижения скорости питтингообразования в почве. В испытаниях, продолжавшихся 10 лет, покрытие цинком (0,85 кг/м ) одной стороны образца защитило сталь от питтинга в 44 из 45 исследовавшихся грунтах в мерседесском илистом суглинке (Батонвйл-лоу,штат Калифорния) на образце была обнаружена коррозия. В более поздних испытаниях, длившихся 13 лет, покрытие [c.185]
Высокой стойкостью в в ОД ных растворах, содержащих СО г, обладает алюминиевый сплав Д16Т. Из металлических покрытий (ци нк, хром, алюминий) лучшим в этих средах также оказалось покрытие из алюминия, остальные покрытия не выдержали испытаний. [c.216]
Составьте схему электрохимической коррозии луженого и оцинкованного железа, сопровождающейся образованием микрогальванопар. В каком случае при местном разрушении защитного покрытия (цинка или олова) будет проходить коррозия железа под остающимся неизменным защитным покрытием В каком случае будет разрушаться защитное покрытие при относительной неизменности железного изделия [c.106]
После окончания электролиза покрытую цинком пластинку промойте холодной проточно водой, высушите фильтровальной бумагой. Отметьте характер полузенного покрытия. Составьте электронно-ионную схему процессов, происходящих на полюсах при электролитическом цинковании. [c.110]
Защитные поверхностные оокрытия металлов. Они бывают металлические (покрытие цинком, оловом, свинцом, никелем, хрюмом и другими металлами) и неметаллические (покрытие лаком, краской, эмалью и другими веществами). Эти покрытия изолируют металл от внешней среды. Так, крювельное железо покрывают цинком из оцинкованного железа изготовляют многие изделия бытового и промышленного значения. Слой цинка предохраняет железо от коррозии, так как хотя цинк и является более активным металлом, чем железо (см. ряд стандартных электродны> потенциалов мет аллов, табл. 12.1), он [c.282]
Золочение, серебрение, никелирование И ХрОМИрОВаНИб В ОСНОВНОМ преследуют декоративные цели, одновременно этп покрытия повышают сопротивление коррозии. Медь используется главным образом как промежуточный слой на покрываемых никелем или хромом стальных изделиях. Для стойкости покрытий весьма важно хорошее сцепление защитного металла с материалом изделия никель и хром недостаточно прочно сцепляются со сталью, поэтому последнюю сначала омедняют, а затем уже поверх меди наносят слой никеля или хрома. Так как слой хрома в ряде случаев не защищает от коррозии, применяют и трехслойное покрытие (медь—никель— хром). Покрытие изделий слоем никеля или хрома защищает их поверхность от окисления при нагреве до 480—500° С. Широко распространено для защиты от коррозии покрытие цинком в ряде случаев прибегают к кадмированию. [c.345]
Цианипый цинк—важный торговый продукт, широко применяемый в промышленной гальваностегии для покрытия цинком некоторых специальных предметов в сочетании с цианистой медью употребляется для электроосаждения латуни. Продажное соединение обычно белого цвета оно продается с гарантированным содержанием по крайней мепе 55% цинка теоретически 55,68% Zn). Однако, судить о чистоте продукта по содержанию в нем цинка нельзя, так как продажный цианистый цинк всегда содержит циана меньше, чем эквивалентов цинка, избыток же Цинка находится в продукте в виде окиси или ее гидрата, или карбоната. Теоретическое содержание N в цианистом цинке составляет 44,32%. Ни в одном из продажных образцов, наследованных автором , не содержалось столько циана процент последнего колебался между 36,15% и 42,05%. В шду того, что циан является более дорогим компонентом, нежели цинк, покупателям следует обращать внимание на содержание первого. [c.41]
Кадмиевые покрытия в субтропической атмосфере не обнаружили особых преимуществ по сравнению с цинковыми. В начале испытаний у хроматиро-ванного кадмиевого покрытия толщиной 7 мкм хотя и не происходит заметных изменений блеска, однако после 6 месяцев коррозия поразила от 2 до 10%, а через два года — от 50—70% поверхности. Увеличение толщины кадмиевого покрытия до 30 мкм не намного улучшает противокоррозионные свойства, так как уже через 6 месяцев в открытой атмосфере происходит потеря блеска на 10%, а через два года — примерно до 70%, В атмосферном павильоне за 6 месяцев не были обнаружены изменения, коррозия покрытия началась лишь через 9 месяцев, а через 2 года коррозия занимала 40—60% всей поверхности. Таким образом, увеличение толщины кадмиевого покрытия как на воздухе, так и в жалюзийном павильоне не приводит к заметным улучшениям. Увеличение толщины цинкового покрытия приводит в субтропическом климате Батуми к лучшим результатам. При толщине цинкового покрытия 7 мкм в открытой атмосфере потеря блеска у образцов наблюдается через год на незначительной части поражения поверхности (0,5%), в то время как у кадмиевого покрытия при той же толщине за этот период испытания потеря блеска происходит на 20% поверхности, через 2 года у цинкового покрытия толщиной 7 мкм — на 20%, а у кадмиевого такой же толщины — на 40%. Что же касается коррозии основы, то при сравнении образцов с покрытием из 2п и Сс1 толщиной 30 мкм в лучшем состоянии оказались образцы, покрытые цинком отдельные очаги коррозии стали с цинковым покрытием занимали 3%, а с кадмиевым — 40% поверхности через 6 месяцев испытания. Через 2 года коррозия образцов, покрытых цинком, занимала 5% поверхности, а у образцов с кадмиевым покрытием за этот же [c.78]
Азотная кислота отгоняется при 86 °С. Серную кислоту применяют также для производства растворимых фосфатных удобрений, сульфата аммония, используемого в качестве удобрения, других сульфатов, а также многих химикатов и лекарственных препаратов. Сталь обычно очищают от ржавчины погружением в ванну с серной кислотой ( травлещ1ем ) перед покрытием цинком, оловом или эмалью. Серная кислота служит электролитом в обычных свинцовых аккумуляторах. [c.219]
В качестве основных средств защиты гидросооружений используют различного вида лакокрасочные покрытия на основе виниловых, алкидных, эпоксидных, цинксиликатных материалов (табл. 3.1), металлизационные покрытия цинком и алюминием, противообрастающие эмали. Ввиду сложности получения покрытий на монтажных площадках и в условиях экплуатации основные работы по защите от коррозии гидросооружений должны быть выполнены в процессе их изготовления на заводах. При монтаже и эксплуатации предполагается проводить лишь исправление дефектов, реставрацию и нанесение верхних слоев покрытий. Элементы конструкций следует проектировать с учетом возможности периодического возобновления покрытий, в связи с чем следует избегать труднодоступных для очистки и окраски поверхностей, резких переходов в местах сопряжений элементов конструкций. Наиболее уязвимы в коррозионном отношении зоны сварных швов, поэтому при конструировании сооружений следует уменьшать по возможности число монтажных стыков. [c.33]
Покрытие цинком вызывает появление малых остаточных напряжений в приповерхностном слое изделия, причемг цинк во всех средах ано-ден по отношению к углеродистой стали. Это делает покрытие цинком наиболее действенным способом повышения коррозионно-усталостной прочности стали. Гальваническое покрытие кадмием дает меньший эффект защиты, так как кадмий только в некоторых коррозионных средах аноден по отношению к стали, например, в 3 %-ном растворе ЫаС1, в других же средах он либо имеет тот же потенциал, что и сталь (например, в пресной воде), либо является катодом. [c.187]
В повседневной жизни человек чаще всего встречается с покрытиями железа цинком и оловом. Листовое железо, покрытое цинком, называют оцинкованным железом, а покрытое оловом — белой жестью. Первое в больших количествах идет на кровли домов, а из второго изготавливают консервные банки. И то и другое получают главным образом протягиванием листа железа через расплав соответствующего металла. Для большей стойкости водопроводные трубы и арматуру из стали и серого чугуна часто подвергают оцинковыванию также окунанием в расплав данного металла. Это резко повышает срок их службы в холодной воде. Интересно, что в теплой и горячей воде срок службы оцинкованных труб может быть даже меньше, чем неоцинкованных. [c.144]
Сначала наносят медный слой, затем никелевые и хромовые слои. Ванну после нанесения слоев обычно промывают, не применяя ПАВ. Покрытие цинком и его сплавами проводят по схеме, описанной выше. Основное различие заключается в том, что эти металлы амфотерны и сильно шелочная среда применяется для нредотврашения протравливания и точечной коррозии. Поэтому NaOH заменяют натрий карбонатом, а ортосиликат — метасиликатом. ПАВ применяются те же, что и в случае промывки стали. Таким образом, электроочищаюший раствор, используемый для цинка или сплавов белых металлов, может содержать [c.113]
АММОНИЯ ГЛЮКОНАТ НОСН2(СНОН)сухого элемента 2п — МпОз в гальванотехнике (при покрытиях цинком) эмульгатор в произ-ве сыра иищевая приправа. [c.42]
А. М. Гинберг и А. П. Горина [16] изучали влияние нагрева на восстановление Механических свойств лружин из стали У8А2ПК, покрытых цинком в сернокислом электролите. [c.87]
chem21.info
Текст / Цинковое покрытие / Конспекты / Учебные материалы
Цинк — синевато-белый металл с плотностью 7,13 г/см3 и температурой плавления 419,5 °С.
Цинковое покрытие обеспечивает не только барьерную, но и электрохимическую защиту от коррозии. Скорость разрушения покрытия для цинка составляет 1-10 мкм в год в зависимости от состояния атмосферы и условий эксплуатации. Горячеоцинкованная сталь может служить до 50 и более лет без возобновления цинкового покрытия (лакокрасочная защита требует возобновления как минимум раз в 3 – 5 лет).
Наиболее широко цинк применяется в современном мире для защиты от коррозии. Почти половина выплавляемого в мире цинка расходуется на нанесение антикоррозионных покрытий стали и чугуна (так называемое цинкование), пятая часть идет на производство латуни, около 15% — для литья изделий и деталей из цинка под давлением.
В мире ежегодно добывается более 10 млн т цинка. По оценкам, при нынешнем уровне добычи цинка выявленных запасов металла хватит лишь на несколько десятилетий. Объемы извлечения цинка из земной коры постоянно возрастают.
Разведанные подтвержденные запасы цинка в мире составляют более 350 млн. т. Месторождения цинка имеются в 70 странах мира, обеспеченность запасами с учетом роста потребности в нем составляет более 40 лет. Крупнейшие запасы цинковых руд находятся в России, Австралии, Казахстане, Канаде и Китае.
Цинковая промышленность России не играет сколько-нибудь важной роли в мире. Добыча цинка в России составляет лишь 1,7% от мировой, а производство рафинированного цинка – 2,7%.
Навеска продукции осуществляется вручную, как правило, путем подвески и увязки металлоконструкций на траверсы проволокой диаметром 3 – 6 мм (в зависимости от массы изделий).
На качество и толщину цинкового покрытия оказывает влияние угол наклона изделия к поверхности расплава цинка в ванне цинкования (чем больше угол наклона, тем меньше толщина и лучше качество поверхности покрытия). Угол навески цинкуемых изделий ограничен габаритными размерами ванн подготовки и ванны цинкования. Для стального проката этот угол составляет 10 – 45 градусов.
Жировое покрытие действует как непроницаемая оболочка на оксидах, из-за чего не происходит полного процесса кислотного травления. Часто жировые вещества проникают вглубь пор на поверхности и не обнаруживаются при поверхностном визуальном обследовании. Обезжиривание осуществляется путем погружения материала в горячий раствор фосфорной кислоты.
Металлоконструкции проходят химическую обработку процедурой кислотного травления. Кислоты, используемые при горячем оцинковании, следующие: соляная кислота и серная кислота. Из двух кислот, в технологии цинкования предпочтительней первая, поскольку она активна при температуре окружающей среды, и создаёт меньше проблем на следующей стадии химической обработки.
Операция промывки необходима для предотвращения переноса хлоридов железа и кислоты HCl в ванну флюсования, а далее и в ванну цинкования.
Поверхность деталей покрывается пленкой неорганического кристаллического соединения, называемого «флюсом». При горячем цинковании требуется, чтобы сталь была идеально чистой до самого погружения в расплавленный цинк. Слой флюса служит для достижения этой цели благодаря своим следующим свойствам:
- он удаляет загрязнения и нерастворимые соли, оставшиеся на поверхности деталей после травления;
- предотвращает образование оксидов и/или солей, которое могло произойти во время ожидания и транспортировки к цинковой ванне;
- освобождает от оксидов поверхность ванны цинкования в зоне, в которой происходит погружение обрабатываемых деталей.
На этой фазе, когда раствор, концентрируясь, теряет воду, металлические соединения получают характеристики «сильной кислоты» способствующей активному взаимодействию расплава цинка со сталью. Также, на стадии сушки осуществляется предварительный подогрев цинкуемого материала. Температура изделий на выходе из сушильной печи составляют примерно 70 – 100°C. В сушильной камере необходимо наличие хорошей вентиляции, способствующей сушке изделий и удалению влаги из окружающего объема
Если температуры в сушильной печи слишком высокие, имеется опасность, что соль разложится и преждевременно начнет свое действие, оставив мало флюсующего вещества для реакции между цинком и металлом на этапе цинкования. С другой стороны, если сушка неполная и остается слишком много влаги на поверхности, имеется риск нового окисления какого-то участка поверхности, что приведет к дефектам покрытия.
В процессе горячего цинкования металлоконструкции погружаются в ванну с расплавленным цинком (~430 – 450° С) и в результате реакции на поверхности изделия образуется ферро-цинковый сплав, представляющий собой надежную антикоррозийную защиту, состоящую из нескольких слоев с различным удельным соотношением железа и цинка.
Cтальные конструкции, подвергаемые цинкованию, и цинковые пластины погружаются в ванну с электролитом. Пластины и конструкции подключаются к источнику постоянного тока. Во время электролиза цинковый анод растворяется, и оседает на поверхности стального изделия.
Толщина гальванических покрытий обычно не превышает 20 – 30 мкм.
Для снятия цинкового покрытия используют соляную кислоту.
Толщина покрытия, а следовательно, и масса металла, осажденного на катоде, зависит от времени осаждения, плотности тока, проходящего через ванну и гальванического состава ванны. Зависимость массы осажденного металла от времени осаждения и плотности тока выражается законом Фарадея: m=kIt
где m – масса вещества, осажденного на катоде, г;k – электрохимический эквивалент или масса вещества (в граммах), осажденного в течение 1 ч при силе тока 1 А;I – сила протекающего через электролит тока, А;t – длительность протекания тока.
В практической гальванотехнике закон Фарадея имеет более развернутый вид, учитывающий катодный выход по току, h %.
m=kIth
Катодным выходом по току называется отношение массы осажденного на катоде металла к теоретической массе, следующей из закона Фарадея, приводится в процентах. Выход по току зависит от состава электролита и параметров осаждения.
Толщина электролитически осажденного металлического покрытия не одинакова. На ребрах и выпуклых местах толщина больше, чем в углублениях. Наибольшее утолщение покрытия обычно наблюдается на острых краях. Во избежание этого возле ребер размещают вспомогательные катоды (крайняя мера) или рассчитывают положение деталей на подвеске.
Электролитическое цинкование имеет серьёзный недостаток: необходима очистка сточных вод от цинка. Цена цинкового покрытия, получаемого этим методом, складывается не только из стоимости электролита и цинка. Электрохимическое цинкование сопровождается образованием экологически опасных отходов. Очистка сточных вод от ионов цинка достаточно дорогостоящая технология, требующая строительства очистных сооружений, потому иногда экономически более выгодно проводить цинкование метала, используя безэлектролитное цинкование.
teachmaterials.ru