- легированная или «нержавейка»;
- не легированная (углеродная).
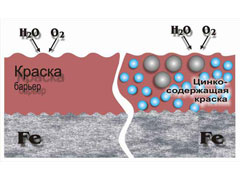
- пассивные, которые просто препятствуют доступу кислорода и воды к поверхности металла;
- активные, которые имеют в своем составе ингибиторы, взаимодействующие со ржавчиной и таким образом блокирующие ее развитие.
- Нитроэмали.Часто применявшиеся в прошлом для окрашивания металла, сейчас проигрывают другим составам по многим параметрам, в том числе и по устойчивости к воде и по устойчивости к жирам.
Они менее эластичны, и разрушаются при вибрациях которые присутствуют в конструкциях, но могут быть и не заметными для человека.
- Алкидные краски. Применяются наиболее часто, вследствие высоких потребительских качеств, включая и цену. Они имеют отличные изолирующие и эстетические свойства.

- Битумные составы. Они неплохо себя зарекомендовали, к тому же их намного проще использовать, чем краски – достаточно нанести один неказистый слой. Но применяться они могут скорее в скрытых местах, так как их декоративные свойства не на высоте.
- Кремнийорганические эмали.Имеют повышенную устойчивость к воздействию высоких температур, и к перепадам температуры. Им свойственны отличные красящие свойства. Они предают поверхности хороший цвет и блеск.
- Водоэмульсионные краски. Создают не столь эффективную антикоррозийную защиту. Требуют значительно более устойчивой «подложки» на поверхности металла.
- Преобразователи ржавчины. Составы, вступающие в реакцию с окислами железа, образуют дополнительную защитную пленку. Чаще делаются на основе ортофосфорной кислоты.
Активная защита
Для активной защиты применяются специальные вещества – ингибиторы ржавчины. Ими в первую очередь дополняются грунтовки для металла. Но и преобразователи ржавчины и даже сами декоративные краски могут содержать подобные ингредиенты, что придает им новые антикоррозийные свойства.Сами по себе простые краски, даже очень качественные, не создают достаточно долговечный, прочный и надежно связанный с металлом слой. На сегодняшний день срок службы пассивного защитного слоя, нанесенного по чистому металлу, может составить максимум 3 – 4 года.
С активной защитой срок службы покрытия сразу увеличивается до 10 – 15 лет.
Общий порядок работ по окрашиванию
- Удаление ржавчины механическим путем и с помощью химического преобразователя.
- Нанесение антикоррозийного ингибиторного состава.
- Нанесение пассивной защиты
Процессы, выполняемые при стандартном окрашивании
:- Старая краска и ржавчина удаляются стальной щеткой вручную.
- При необходимости, для удаления применяется механизация – дрель или шлифовальная машинка (болгарка) оснащенные стальной щеткой.
- Поверхность дополнительно матируется наждачной бумагой. Это увеличивает площадь соприкосновения и сцепляемость грунта с металлом.
- Поверхность тщательно очищается ветошью от пыли и частиц ржавчины. Для этих целей применяется также кисть и пылесос.
- Поверхность обрабатывается преобразователем ржавчины.
- Металл покрывается специальной грунтовкой содержащей элементы активной защиты в точном соответствии с заводской инструкцией.
- Наносится первый слой краски.
- Наносятся вторичные слои краски. Для нанесения краски может применяться кисть, валик, или распылитель. Краска наносится точно в соответствии с заводской инструкцией.
Рекомендации
При выполнении работ обращайте внимание на охрану труда. Составы могут быть пожароопасными и токсичными. Электроинструмент – травмоопасным. Чтобы результат был качественным, соблюдайте инструкцию по применению материала. Поверхность должна быть обезжиренной и сухой. Температура окружающего воздуха и его влажность – в соответствии с инструкцией по применению материалов.Также не лишним будет придерживаться нижеследующих рекомендаций.
Чтобы результат был качественным, соблюдайте инструкцию по применению материала. Поверхность должна быть обезжиренной и сухой. Температура окружающего воздуха и его влажность – в соответствии с инструкцией по применению материалов.Также не лишним будет придерживаться нижеследующих рекомендаций.Соседние поверхности конструкций, которые не подлежать окрашиванию, накрываются полиэтиленовой пленкой и скотчем.
Применение термофена для удаления старой краски не эффективно, ввиду высокой теплопроводности металла. Очистку необходимо вести механическим путем.
Отдельные преобразователи ржавчины могут содержать в себе ингибиторы, и создавать весьма прочную пленку на поверхности металла. С такими преобразователями применение грунтовки становится не обязательным.
Всегда предпочтительнее несколько слоев краски вместо одного.
Лучше использовать составы одного производителя. Они «увязаны» между собой.
Упрощенная покраска
Во многих случаях, когда металлические детали не подвержены сильному воздействию вредной среды (перепады температуры, вода, лед, соли, ультрафиолетовое излучение) и находятся внутри помещений, процесс покраски можно упростить.Можно применить специальные антикоррозийные краски, содержащие в своем составе и преобразователь ржавчины, и ингибиторы и собственно лако-красочную пассивную защиту, т.е. три в одном. Срок службы таких покрытий – порядка 7 лет.
 Как и при обычном окрашивании, необходимо сперва очистить поверхность, и чем качественнее это будет сделано – тем лучше. Затем нужно нанести грунтовочный слой той же самой краской «три в одном».
Как и при обычном окрашивании, необходимо сперва очистить поверхность, и чем качественнее это будет сделано – тем лучше. Затем нужно нанести грунтовочный слой той же самой краской «три в одном». Но для этого ее необходимо разбавить на 10 – 25 % растворителем. После высыхания грунтовочного слоя наносятся 2 или 3 слоя уже густой краски.
Что продается?
Например, в продаже можно встретить следующие составы и краски для защиты и окрашивания металла.- Преобразователи ржавчины:
- «Зебра» (Украина) – около 100 грн за 0,5 л.
- Kompozit (Украина) – 25 грн за 1 л.
- Glutoglean (Германия) – порядка 130 грн за 0,75 л.
- Грунтовки по металлу:
- «Прогресс-2010» (Украина) – 50 грн за 1 кг.
- Alpina metallgrund (Германия) -100 грн за 0,75 кг.
- Rostex super (Финляндия) – 150 грн за 1 кг.
- Korrostop (Эстония) – 100 грн за 1 кг.
- Краски.
- «Ржавостоп» - 60 грн за 0,9 л.
- Alpina metallgrund (Германия) - 100 грн за 0,75 л.
- Hammerite (Англия) – 130 грн за 0,75 л.
- Panser (Финлядния) – 130 грн. за 0,9 л.
Если вы все же хотите сделать окрашивание не самостоятельно, а привлечь наемных мастеров, то следует быть готовым к тому, что стоимость самих материалов от общих затрат составят примерно одну треть. А две трети потребуется отдать за работу по очистке металла и за нанесение всех слоев защиты и краски.
- Изучаем поверхность. Окрашиваемую поверхность необходимо тщательно изучить на предмет неровностей или дефектов. Если они не сильно велики, то от идеи выравнивания лучше отказаться. Все дело в том, что идеально ровная и натертая до блеска стальная поверхность крайне плохо сцепляется с краской, и качество ее окрашивания будет посредственным;
- Придаем поверхности шероховатость. Если то же дерево перед окрашиванием полируется, то со сталью все иначе – мы должны сделать ее матовой и немного шероховатой на ощупь. Самым простым способом сделать это станет применение проволочной щетки, но такая обработка подходит лишь для сравнительно небольших поверхностей. Если площадь велика, то процесс лучше автоматизировать при помощи шлифовальной насадки с абразивным диском, имеющим среднюю зернистость. Особенно этот этап важен при обработке поверхности отшлифованной до блеска;
- Очистка от грязи и пыли. После процесса придания поверхности шероховатого внешнего вида, последнюю необходимо очистить от пыли. Идеально для этого подойдет простая ткань, смоченная в воде. Старайтесь пройти всю поверхность, так как на ней не должно оставаться плохо закрепленных фрагментов. По той же причине работы нельзя делать в пыльном помещении;
- Обезжиривание. Жировые пятна, которые могут быть даже невидимыми для вас, сильно снижают адгезию краски с поверхностью. Поэтому последнюю необходимо обработать специальными составами на кислотной или щелочной основе. Популярным способом является применение аммиачного состава. При этом нельзя забывать о защите дыхательных путей при помощи респиратора и проветривании помещения. Наконец, можно использовать четырехпроцентный раствор простой соды, имеющейся в каждом доме.
- Работы необходимо проводить при положительной температуре от 5 до 35 градусов при влажности воздуха, не превышающей 80 процентов;
- Красить необходимо исключительно пульверизатором. Стандартные инструменты, вроде валика и кисти для этого процесса не подойдут. Красить поверхность при помощи данного инструмента необходимо по прямой линии. При этом каждая новая линия должна частично перекрывать раннее нанесенную. Старайтесь работать быстро, дабы краска застывала более-менее одновременно. Держите пульверизатор под углом в 90 градусов к поверхности на расстоянии примерно в 0,2 метра;
- Перед тем, как поместить краску в пульверизатор, раствор необходимо хорошо размешать для достижения полной однородности;
- Красить поверхность необходимо минимум в два слоя. В некоторых случаях краску наносят трижды. При этом проводить работы над наложением следующего слоя необходимо только тогда, когда предыдущий высохнет;
- После окрашивания поверхности ее можно покрыть лаком для защиты от внешних воздействий. Для этих действий можно использовать прозрачный лак, предназначенный для яхт.
- орбитальной шлифмашины с абразивными кругами;
- пескоструйного аппарата;
- насадки на электродрель;
- болгарки.
- Вещество наносят тонким слоем на место, пораженное коррозией.
- Далее нужно подождать в течение 30 минут, пока завершится реакция.
- Завершается процедура протиранием насухо обработанной поверхности.
- ВСН-1. После нанесения этого кислотного нейтрализатора обработанное место приобретает серый цвет. Остается лишь стереть пятно сухой тряпкой вместе с остатками ржавчины.
- Спрей-аэрозоль на основе цинка «Цинкор-Авто». Данное средство представляет собой обезжиривающий раствор, способный удалять следы коррозии с металлической поверхности. После нанесения раствора на поверхности образуется защитная пленка.
- Преобразователь ржавчины СФ-1. Состав производится на основе фосфатов. Используется для обработки стальных, чугунных, алюминиевых и оцинкованных поверхностей до нанесения лака или краски. Модификатор обладает ингибирующим действием, так как пленка, возникающая на металле после его обработки, продлевает срок службы окрашенной поверхности на срок 10-12 лет.
- Модификатор ржавчины «Berner». Препарат обладает раскисляющим действием. Основа модификатора – молибден. Средство эффективно по отношению даже к сильно заржавленным поверхностям. К примеру, преобразователем обрабатывают ржавые болты, которые не получается демонтировать стандартными средствами. Выпускается в виде спрея.
- Средство против коррозии B-52. Этот кислотный модификатор выпускается в виде геля. Его главное достоинство – отсутствие растекаемости по поверхности. После растворения ржавчины, остатки геля смываются с металла.
- Эффективность воздействия напитка «Coca Cola» на ржавчину связана с присутствием в составе напитка ортофосфорной кислоты. Для удаления ржавчины необходимо нанести напиток на проблемное место. Можно использовать промоченную ветошь или кусок фольги. Также используется метод погружения в емкость с напитком.
- «Cilit» часто применяется для удаления ржавчины на бытовых приборах в ванных комнатах и кухнях. При этом чистящее средство можно применять для удаления следов коррозии и на других металлических предметах, например, автомобильных деталях. Однако следует иметь в виду, что данное средство способно разъедать краску.
- Очистить поверхность от ржавчины можно также раствором керосина и парафина в соотношении 10 к 1. До применения состав нужно выдержать в течение 24 часов. Далее смесь наносится на проржавленное место на 12 часов. Завершается процедура очисткой поверхности с помощью тряпки.
- цинкование;
- фосфатирование;
- оксидирование;
- латунирование;
- никелерование;
- порошковая окраска;
- нитрид-титанирование (TiN).
- смесью 50 г молочной кислоты и 100 мл вазелинового масла. Кислота превращает метагидроксид железа из ржавчины в растворимую в вазелиновом масле соль — лактат железа. Очищенную поверхность протирают тряпочкой, смоченной вазелиновым маслом;
- раствором 5 г хлорида цинка и 0,5 г гидротартрата калия в 100 мл воды. Хлорид цинка в водном растворе подвергается гидролизу и создает кислую среду. Метагидроксид железа растворяется за счет образования в кислой среде растворимых комплексов железа с тартрат-ионами;
Как и чем правильно покрасить нержавеющую сталь в домашних условиях. Чем покрыть сталь
Защита от коррозии и окрашивание металла
Защита от коррозии и окрашивание металла
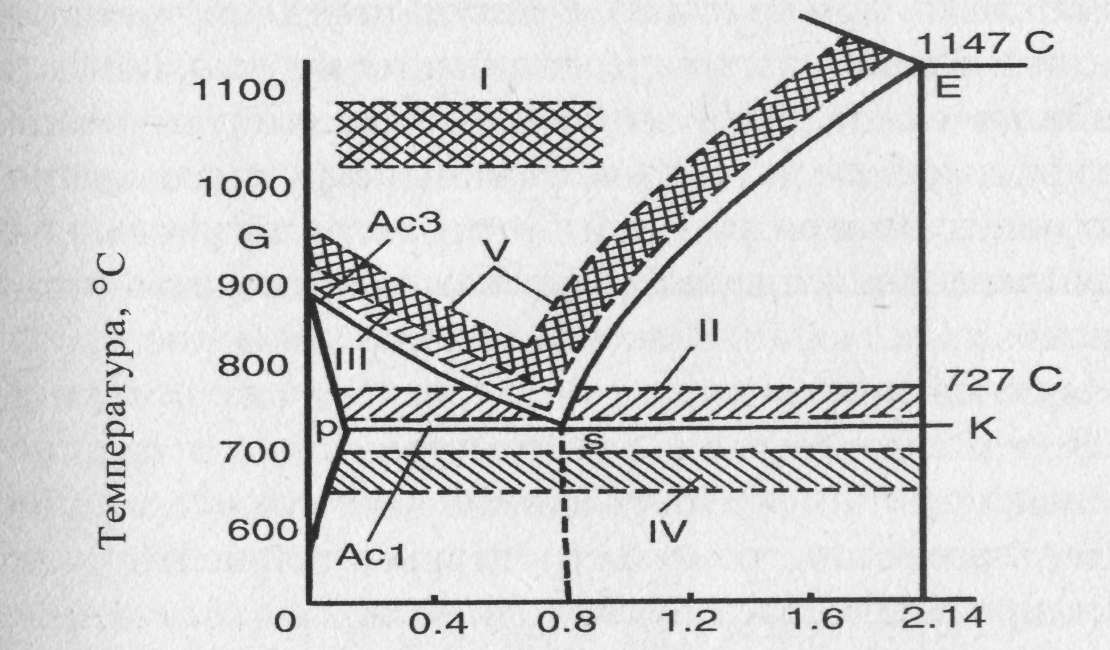
В бытовых условиях чаще приходится иметь дело со сталью, цинком и алюминием.Сталь в свою очередь можно подразделить на две категории:Виды металлов и их характеристики
 В составе легированной стали помимо железа находятся примеси других металлов, в основном хрома. У такой стали на поверхностях образуются оксиды, защищающие весь сплав от коррозии.
В составе легированной стали помимо железа находятся примеси других металлов, в основном хрома. У такой стали на поверхностях образуются оксиды, защищающие весь сплав от коррозии.Углеродная сталь лишена подобной защиты. В ней железо имеет прямой контакт с кислородом, водой, солями, и вступая с ними в реакцию? постепенно превращается в оксид железа, или проще говоря, – в ржавчину.
Углеродную сталь может защитить цинковое покрытие. Сталь с такой защитой называется оцинкованной. Цинк намного лучше противостоит агрессивным средам. Даже в местах механических повреждений этого покрытия, цинковые соединения образуют защитную пленку на поверхности железа.Алюминий практически не реагирует на атмосферные воздействия. Потому, что оксид алюминия, всегда присутствующий на поверхности этого металла, весьма прочен, и в химическую реакцию в обычных условиях не вступает.
Исключение могут составить лишь случаи, когда алюминий соседствует с солями меди, или подвергается точечному воздействие концентрированных составов щелочи и кислот.
Таким образом, алюминий, оцинковку, легированную сталь чаще красят в целях декорации, или для создания дополнительной долговременной защиты от коррозии.
Основные же проблемы возникают с обычной углеродной сталью, которая, кстати, наиболее часто используется, вследствие своей дешевизны.
Для защиты углеродной стали от атмосферных воздействий необходимо провести ее специальное окрашивание, т.е. создать на поверхности искусственный защитный и декоративный слой.
Виды защит от коррозии
Все защиты металлов от ржавчины можно условно разделить на две категории:Пассивная защита
stroy-block.com.ua
Чем и как красить нержавейку своими руками в домашних условиях
Такой вид металла, как нержавеющая сталь, используется для производства большого количества окружающих нас предметов. Зачастую последние находятся без окраски, так как не нуждаются в защите от влаги, и при этом могут эффектно блестеть своей металлической поверхностью. Так что окраска здесь в основном объясняется индивидуальными дизайнерскими задачами. Поэтому, если вы, скажем, хотите покрасить гофрированную нержавейку в черный цвет, это значит, что данная расцветка необходима в рамках построения интерьера, и она более предпочтительна, чем естественный цвет металла.

Сложности окрашивания нержавейки
Столкнувшись с необходимостью красить нержавеющую сталь, многие понимают всю сложность процесса – при стандартном подходе краска просто не ложится на эту гладкую поверхность, так как материалу не хватает адгезии. Впрочем, это еще не означает, что красить этот металл невозможно. Необходимо лишь правильно выбрать краску и должным образом подойти к процессы подготовки поверхности. При этом для многих будет открытием то, что и медь, и нержавеющая сталь, и алюминий, и оцинкованный металл также подвержены коррозии, пусть и в значительно меньшем объеме. Следовательно – их также необходимо защищать, и в некоторых случаях красить крайне желательно.
Готовим нержавейку к работе
Качество конечного результата напрямую зависит от этого этапа, так что его следует провести максимально ответственно. Процесс состоит из нескольких этапов:
Важно! Работать над окраской необходимо только после того, как поверхность полностью высушится.
Окрашивание порошковым составом
Этот способ на сегодняшний день является наиболее эффективным, но в быту применить его затруднительно. Краска термостойкая в порошковом виде наносится на поверхность при помощи пульверизатора, после чего окрашенная деталь помещается в камеру, температура в которой достигает 200 градусов по Цельсию. В результате на поверхности появляется очень прочная пленка, которая не только устойчива к внешним воздействиям, но и может быть выполнена в различных дизайнерских вариациях – начиная от глянцевого или матового и заканчивая имитацией различных поверхностей.
Важно! По этой же самой причине мы не будем разбирать явно трудноосуществимый в домашних условиях способ покраски путем создания оксидной пленки.
Окрашивание жидкими красками
Так как именно этот способ лучше всего подходит для самостоятельного использования, остановимся на нем подробнее. В качестве краски для этого процесса лучше всего подойдет автомобильная. При этом лучше всего добавить в нее отвердители, которые должны максимально ускорить процесс схватывания.
В качестве альтернативы можно пройтись по ассортименту современных производителей лакокрасочных изделий, выбрав те виды, которые пригодны для окрашивания стальных поверхностей. При этом зачастую такие лакокрасочные материалы продаются вместе с грунтовочным составом, который поможет повысить схватываемость покрытия с поверхностью.

Советы по окраске
Чем еще можно покрыть нержавеющую сталь
На стальную поверхность также можно наносить высококачественную масляную краску, подходящее для металлических изделий восковое покрытие и даже лак для ногтей. Естественно, последним можно лишь делать надписи и иным образом декорировать поверхность, а не красить ее полноценно.
Также можно использовать патину. Данные химические материалы создаются с целью изменения окраса или поверхности металла. При этом некоторые из этих продуктов наносятся холодными, а некоторые – горячими. После нанесения поверхность часто покрывают воском.
Заключение
Современная химическая промышленность постепенно справляется с задачей создать материалы для легкой окраски нержавейки. Однако процесс все еще весьма непрост и полон нюансов, поэтому многие советуют все же не наносить ничего на поверхность, а оставить материал в естественном состоянии.
bricknews.ru
Чем покрыть металл чтобы он не ржавел?
Полностью предотвратить образование коррозии металла практически невозможно: рано или поздно металл начнет ржаветь. При этом существуют способы значительно продлить срок службы материала, если соблюдать правила эксплуатации металлического изделия и использовать специальные средства, замедляющие коррозийные процессы. Если ржавчина уже появилась, необходимо ее удалить (химическим или механическим способами), чтобы не дать развиться коррозийным процессам.

Чтобы предотвратить пагубное действие коррозии, рекомендуется использовать специальные химические средства защиты. К таким средствам относятся ингибиторы, который представляют собой вещества, замедляющие или полностью останавливающие тот или иной химический процесс. В результате действия ингибитора на поверхности материала появляется тонкое покрытие в виде защитной пленки. Именно эта пленка и предохраняет металл от ржавления.
Один из самых популярных на сегодняшний день ингибиторов — «Rust stop». Препарат имеет проникающее действие, в результате чего с материала удаляется влага, и на поверхности создается полимолекулярный слой. Средство нетоксично, отличается простотой применения.
Для механической обработки ржавчины понадобится металлическая щетка или абразивная крупнозернистая шкурка. С помощью шкурки можно очистить материал «сухим» способом или «мокрым» (смочив шкурку керосином или Уайт-спиритом).

Другие варианты механической очистки включают использование следующих аппаратных средств:
Применение ручных средств (щетки или наждачной бумаги) оправдано на незначительных по площади поверхностях. Преимущество обработки поверхности руками состоит в возможности более тщательного прохода в небольших или труднодоступных участков.
Насадка на электродрель, шлифовальная машина или болгарка могут ускорить очистку поверхности в разы. Однако такие методы не отличаются высокой точностью: снимается слишком большой слой металла.
Пескоструйное оборудование – оптимальный способ удаления ржавчины.
Удаление коррозийных продуктов происходит за счет обработки металла мощной струей песка. При этом неповрежденный металл полностью сохраняет свою структуру.
Недостаток методики – высокая стоимость нового оборудования.
Химические методики предполагают использование следующих групп препаратов:
Данное вещество относится к классическим растворителям и входит в состав многих средств для борьбы со ржавчиной.

Способ применения ортофосфорной кислоты описан ниже:
Ортофосфорная кислота удаляет следы ржавчины, а также способствует образованию фосфатной водоотталкивающей пленки. Эта пленка притормаживает процесс окисления металла, предотвращая дальнейшее развитие коррозийного процесса.
Для удаления ржавчины применяется 30% раствор кислоты. Преимущество ортофосфорной кислоты по сравнению с другими кислотами (например, серной) заключается в более щадящем воздействии на металл.
Принцип действия средств преобразования ржавчины состоит в преобразовании коррозийных продуктов в безвредный или защитный слой, который затем может быть обработан краской или лаком.
Ниже перечислены наиболее известные преобразователи ржавчины, предлагаемые на рынке:

Американская компания «Rocket Chemical» производит популярную на рынке линейку средств борьбы с коррозией – «WD-40». Препараты широко применяются как профессионалами, так и домашними мастерами.

Линейка включает в себя пять продуктов: ингибитор продолжительного действия, защитную литиевую смазку, водостойкую силиконовую смазку, спрей и раствор для удаления ржавчины.
Препарат используется для круглогодичной защиты изделий из металла, расположенных на улице. Компания-производитель гарантирует защиту от ржавления в течение двух лет, если изделие находится в помещении, а для находящихся на открытом воздухе предметов гарантия распространяется на год.

Состав представляет собой спрей, включающий в себя парофазный антикоррозийный ингибитор, который создает защитный слой на металлической поверхности, предотвращая прямые контакты материала с воздухом и влагой. Ингибитор рекомендуется использовать для защиты замков, газовых баллонов, рабочих инструментов, дверных петель, технологических цепей и тросов, стальных дверей, автомобильных деталей. Также препарат можно использовать для обработки любых других предметов, эксплуатация которых осуществляется в условиях повышенной влажности.
Препарат наносится на металл с целью профилактической защиты, то есть по своей сути является ингибитором. На поверхности образуется тонкая защитная пленка. Причем пленка не смывается под действием атмосферных осадков, не плавится на солнце и не замерзает в холодную погоду.
Препарат выпускается в виде спрея и рекомендуется для обработки дверных петель или направляющих, цепей и звездочек механизмов, тросов и реек.
Кроме того, литиевую смазку часто используют для консервации изделий, размещаемых на складе для длительного хранения.

Характерная особенность смазки заключается в ее способности быстро высыхать. Также стоит заметить, что смазка практически не оставляет следов после смазывания деталей. Кроме описанных сфер использования для ингибиторов, силиконовую смазку рекомендуется применять для обработки движущихся механизмов. Смазка не содержит нефтепродуктов, а потому не повреждает резиновые, пластиковые и виниловые поверхности. После высыхания образуется прозрачное нелипкое покрытие.

Работа спрея основа на капиллярном принципе, в соответствии с которым жидкость передвигается по небольшим каналам и трещинам, несмотря на силу гравитации. За счет этой особенности спрей применим для обработки труднодоступных участков, где удалить ржавчину сложно даже ручными способами.
Спрей способен не только удалять ржавчину, но и выступать в качестве ингибитора, предотвращая ее повторное появление в будущем. Препарат используют для обработки сильно заржавленных поверхностей, в том числе болтов и резьбовых соединений. Спрей безопасен для неметаллических поверхностей.

Содержимое раствора состоит из нетоксичных элементов, разлагаемых биологическими организмами. Раствор предназначен для удаления с поверхностей последствий коррозии. Для очистки металла от ржавчины деталь погружают в емкость с раствором на 3-4 часа. Если изделие сильно заржавлено, на процедуру понадобится 7-8 часов. Раствор подходит как для обработки миниатюрных деталей, так и для очистки крупногабаритных изделий (при наличии соответствующей емкости).
Помимо препаратов заводского производства, для удаления ржавчины можно применять так называемые народные рецепты. Чаще всего речь идет о напитке «Coca Cola», чистящем средстве «Cilit» или смеси керосина с парафином.
Ниже представлено больше информации о каждом из средств:
При обращении с химическими препаратами следует соблюдать технику безопасности. Прежде всего, необходимо защитить кожу, органы дыхания и зрения от попадания в них опасных частиц. Понадобится респиратор, защитные очки и перчатки.
Ремонт своими руками:
Акриловая шпаклевка: характеристики, отличия и правила нанесенияКакую грунтовку...
Внутренняя отделка стен дома из газобетона, газосиликатаПрименение грун...
Как оформить детскую комнату? 34 фото дизайна интерьераНесколько идей ...
Этапы укладки плиткиПриступая к р...
Как просверлить кафельную плитку не повредив еёКак просверлить...
Шпатель резиновый для затирки швов, правила выбораРезиновый шпате...
Укладка плитки на гипсокартон: как правильно приклеить плиткуУкладка плитки ...
Отделка магазина - внутренняя отделка магазина одеждыСтилистика рем...
Как шлифовать бетонный пол: шлифование, чем отшлифовать бетон, полировка, шлифовка стяжки своими рук...Чем и как шлифо...
Сварка швов линолеума: холодная в домашних условиях, шнур сварочный, клей, фен, как сварить своими р...Полы в квартире...
Покраска дерева: подготовка, обработка и окрашивание деревянных поверхностей и изделийТехнология покр...
Отделка пола ламинатом и обшивки входной двери, потолка, лоджии: видео-инструкция по монтажу, фотоИспользование д...
Установка стартового профиляУстановке винил...
Обои для коридора (45 фото отделки): какие выбрать для стен в квартиреПервым делом, з...
Выравнивание потолка своими руками - как правильно выровнять потолокЕсли стены кв...
Подготовка стен под декоративную штукатурку: пошаговая инструкция, нюансы выполнения работКак самому подг...
Чем покрасить бетонный пол: какой краской лучшеИногда в жизни ...
Чем отделать стены в доме? Отделка внутри дачного дома, фотоУютно, современ...
Грунтовка потолка перед покраской - очень важный этап работыПодготовка п...
Отделка стен ДСП панелями: особенности и технология монтажаОтделка стен ДС...
Наружная штукатурка стен: инструкция как и чем лучше декорировать, технология (фото и видео)Наружная штукат...
Шпаклевка стен в 3 этапа - как правильно шпаклевать стены своим рукамиСамостоятельна...
Как утеплить стены дачного дома пенопластомдоступностью...
Подготовка поверхности стен под покраску водоэмульсионной краскойПодготовка стен...
Сколько сохнет грунтовка перед поклейкой обоев?Сколько должна ...
Как склеить линолеум встык в домашних условиях: методы и технологияКак и чем склеи...
vizada.ru
5 способов покраски металла и защиты его от ржавчины | "Советы Хозяевам"
Методы борьбы с коррозией железа, а попросту — ржавчиной имеют историю не менее долгую, чем история самого железа.
Еще викинги, отплывая в набег, обильно смазывали жиром стальные мечи и кольчуги для защиты от морской воды. Без этого ржавчина изгрызла бы металл еще до первого боя.
В наше время наиболее распространенным способом защиты от коррозии является окраска металла специальными составами.
Кто хоть раз держал в руках малярную кисть, подтвердит, что покраска не требует большого труда. Окрасить, скажем, ворота обычного гаража можно за час-полтора. Возможно немного больше, если учесть время на подготовку и на мытье инструмента по завершению работ.
Но представьте, что вам нужно окрасить не пять-семь квадратных метров, а тысячи и десятки тысяч, получая при этом гладкое, прочное покрытие? Тут уже кисточкой не обойтись, требуются совершенно иные решения и инструменты.

Давайте совершим экскурсию по цехам, где занимаются окраской, и посмотрим — как современные инженеры справляются с этой непростой задачей.
Краскопульт и окраска лакокрасочными составами
Начнем с популярного способа покраски — напыления с помощью краскораспылителя или иначе — краскопульта.
Существует три вида окраски краскопультом:
1. Безвоздушный.
Давление краски при этом процессе в сто раз сильнее, чем давление воды в кране домашнего водопровода. Вырываясь из сопла краскопульта, краска мгновенно распыляется, образуя конус или «факел» который направляют на деталь. Лишь немного затормозившись воздухом частицы краски буквально «вбиваются» в окрашиваемую поверхность.

2. Воздушный.
Краска вводится в струю воздуха, образуя воздушную смесь за счет вихревых процессов (турбулентности). Этот коктейль направляется на деталь, покрывая ее гладким, красивым и равномерным защитным слоем.
Давление при этом гораздо меньше, но наряду с рабочим факелом краски из ее мельчайших капель образуется туман. Это повышает расход состава и требует гораздо более дорогостоящих мер по защите работников и окружающей среды, чем при способе безвоздушном.
3. Комбинированный способ.
Краска выбрасывается под давлением порядка 20-30 атмосфер, а в ее факел дополнительно вводится сжатый воздух. Благодаря этому покрытие получается более равномерным, причем вредный туман не образуется.
Порошковая окраска
Альтернативой лакокрасочным составам стала изобретенная в 1950 году покраска порошковой краской.

Внешне процесс ее нанесения похож на напыление сжатым воздухом. Однако сразу бросается в глаза отсутствие «тумана» — взвеси краски в воздухе. Деталь словно сама притягивает краску, которая оседает на ней ровным слоем.
Притягивание обеспечивает электричество. Саму деталь заряжают положительным, а краску отрицательным зарядом высокого напряжения. И поскольку разноименные заряды притягиваются, краска прилипает к металлу, так же как прилипают кусочки бумаги к расческе потертой о волосы.
Затем деталь нагревают до температуры 200-250 градусов. Краска плавится и, растекаясь, образует тончайший, всего несколько десятков микрон, но прочный плотный слой.
Жесткие технологические требования, дорогое оборудование диктуют в полтора – два раза большую по сравнению с обычной краской стоимость. Тем не менее, высокое качество монолитных полимерных покрытий, позволяет им на равных конкурировать с традиционными, но и даже вытеснять их в ряде случаев.
На сегодня нанесение порошковых покрытий стало обычным делом, его можно заказать даже через Интернет http://oooprofpokraska.ru/metall/.
Окраска погружением в красящий состав
Даже электростатическое напыление все равно не гарантирует попадания краски в каждый уголок крупной, сложной детали. Например, кузова автомобиля.

Такие детали защищают от коррозии, погружая (окуная) деталь в ванну с краской. Этот способ позволяет окрасить даже внутренние полости, имеющие лишь несколько отверстий.
«А как выглядит окунаний?» — спросила меня однажды одна заказчица. Признаться, я ничего не понял, пришлось уточнить, что она имеет в виду. Оказалось, что она прочла на банке краски: «…наносить кистью, валиком, краскопультом либо окунанием» и логично предположила, что «окунаний» — это какой-то особый инструмент для окраски.
Защита металла металлом
Железную деталь можно окрасить не только краской или полимером, но и слоем другого металла. В отличие от железа многие металлы, например цинк, олово практически не поддаются коррозии.
Блестящее полированное покрытие образует тончайший слой хрома или никеля. Таким покрытием щеголяют самые разные детали, от никелированных смесителей для воды до хромированных деталей мотоциклов и автомобилей.

Не менее распространено лужение — покрытие тонким слоем олова. Из стальной жести покрытой изнутри и снаружи оловом делают всем известные консервные банки. Такая обработка сохраняет не только металл банки, но и ее содержимое.
Для нанесения защитного металла наиболее распространен электролитический способ. Деталь погружают в ванну с электролитом, и под воздействием электрического тока молекулы покрытия «налипают» на поверхность железа. Несмотря на то, что этот слой тоньше человеческого волоса служит он десятки лет.
Оксидирование или металл цвета воронова крыла
Если спросить у любого мужчины как называется темное покрытие пистолета или автомата, он тут же ответит — «воронение». Действительно черный или отливающий синеватым цвет оружия напоминает цвет перьев вороны, откуда и получил свое название.

Такое покрытие еще называют оксидирование или чернение. Как ни удивительно, черный защитный слой это окислы, химически аналогичные ржавчине. Защитные свойства обеспечивает им высокая плотность и упорядоченная структура.
Воронение довольно популярный способ защиты. Помимо оружия подвергают и самые разные детали и инструменты. В частности, популярные самонарезающие шурупы-«саморезы» так же получили черный цвет благодаря оксидированию.
Болезнь и лекарство
Произнося словосочетания «стальной характер», «железное слово» как синоним прочности и надежности мы не задумываемся — насколько беззащитным может быть железо.

Дырявые трубы отопления и кузова автомобилей, рухнувшие конструкции мостов и перекрытий — следствие неправильно сделанной или поврежденной окраски. Но лекарство от зубов ржавчины есть всегда, главное не затягивать с лечением, а еще лучше со своевременной профилактикой.
Задавайте вопросы в комментариях ниже либо по почте. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!chonemuzhik.ru
Защитные и декоративные покрытия сталей и сплавов, способы их нанесения, применяемость
Для увеличения срока службы крепежных изделий и придания им товарного вида используются защитные и защитно-декоративные покрытия. В ЦКИ в основном используются следующие виды покрытий:
Цинковые покрытия
Наиболее распространенное из них – цинковое. Оно значительно увеличивает срок службы изделия, технологично и недорого.
В ассортименте ЦКИ имеются изделия, оцинкованные по различным технологиям:
Защитное действие цинкового покрытия построено на том, что при наличии контакта с агрессивной средой (например, влажной атмосферой) процессы коррозии предпочтительно развиваются на цинке. Тем самым коррозия основного материала – железа (стали) временно подавляется. Однако защита подобного рода не слишком долговечна – она действует до полного окисления слоя цинка на поверхности стали. В машиностроении толщины цинковых покрытий обычно составляют 7-15 мкм, в строительной индустрии - 50-100 мкм.
Внешне процесс коррозии стали с гальваническим цинковым покрытием в камере соляного тумана (стандартная испытательная среда) выглядит так. Через несколько часов после начала испытаний на изделии появляется белый, сперва компактный, а позднее – рыхлый налет – оксид цинка. Затем через его поры начинается коррозия основного металла. Она проявляется в виде красно-коричневых точек и пятен – ржавчины, в тех местах, где цинковое покрытие уже стало проницаемым.
Технология электролитического цинкования основана на процессе электролиза. Схема установки для электролиза очень проста.
В ванне с электролитом помещаются стальное изделие (ложка), которое необходимо покрыть, и пластины чистого цинка. К ним через специальные зажимы подводится постоянный ток. При этом «-» подается на изделие (катод), а «+» -- на цинковые пластины (аноды). Электролитом служат растворы различных кислот, щелочей и солей. В процессе электролиза цинковый анод растворяется, его ионы переносятся катоду – изделию, где восстанавливаются до металла и осаждаются на поверхности покрываемого изделия. Следует иметь в виду, что одновременно с осаждением цинка на той же поверхности образуется газообразный водород. Он проникает в металл, формирует газовые пустоты, которые перестраивают кристаллическую решетку, снижая тем самым механические характеристики металла. Именно поэтому цинкование не рекомендуется применять для изделий из материала с классом прочности выше 8.8.
Для повышения коррозионной стойкости и придания изделиям улучшенного декоративного вида применяют пассивирование. Оно заключается в том, что непосредственно после нанесения и промывки цинковое покрытие погружают на 5-10 минут в раствор бихромата натрия и серной кислоты. Цинковое покрытие при этом приобретает зеленовато-желтую окраску с радужными оттенками. Поэтому при неформальном общении его часто называют «желтым цинком». Если необходимо получить блестящее покрытие, применяют другой раствор, содержащий хромовый ангидрид, серную и азотную кислоты. Он не только пассивирует, но и осветляет поверхность изделия. Защитный эффект, вызываемый пассивированием, основан на заполнении пор цинкового покрытия соединениями хрома VI. Довольно часто употребляется термин «голубое» хроматирование. В этом случае речь идет о покрытиях, полученных при пассивировании составом, содержащим хром III.
На сегодняшний день электролитическое цинкование является самым распространённым способом защиты крепежных изделий от коррозии. Это обусловлено высокой производительностью гальванических агрегатов, низкой себестоимостью процесса и достаточно высокой защитной способностью.
Другой массовой технологией нанесения цинка является горячее цинкование. В этом случае стальные изделия погружают в расплавленный цинк при температуре от 445 до 460°C. Образование покрытия при этом происходит гораздо быстрее, чем при электролитическом способе: скорость горячего цинкования может достигать 80 мкм/мин. Это чрезвычайно удобно при нанесении покрытий на крупногабаритные детали.
Если обработке подвергаются мелкие детали, избыток цинка удаляют с помощью центрифуги, а детали сложной формы вообще к обработке в расплаве не допускаются.
Структура горячего покрытия состоят из двух слоев. Внутренний представляет собой сплав железо-цинк переменного состава (интерметаллид), а наружный – собственно металлическое цинковое покрытие. Существуют технологические приемы, позволяющие изменять толщину и структуру этих слоев. А высокая скорость формирования покрытия проявляется в крупном зерне внешнего цинкового слоя.
Узнать подробнее о технологии и свойствах горячего цинкования вы можете в технической статье. Кроме того, вы можете сравнить результаты испытаний горячеоцинкованного крепежа и метизов с гальваническим покрытием в статье ЦКИ "Горячеоцинкованный крепеж".
Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).
Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость. Как правило крепежные изделия покрываются цинк-ламелью методом погружения в раствор, остатки которого удаляются в центрифуге.
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.
Существуют также многочисленные варианты покрытий на цинковой основе. На саморезах SPAX после нанесения гальванического цинкового покрытия производится заполнение его пор суспензией фторопласта. Это повышает коррозионную стойкость системы, а также, что не менее важно, ее антифрикционные свойства.
На практике цинковое покрытие наносится на крепежные детали в подавляющем большинстве случаев. Однако, когда это по каким-либо причинам невозможно (например, из-за наводороживания высокопрочных сталей) или когда к покрытию предъявляются какие-либо специальные требования, используются фосфатное и оксидное покрытия.
Фосфатное покрытие
Фосфатное покрытие – результат фосфатирования. Так называют процесс химической обработки стали (как, впрочем, и других металлов и сплавов), в растворах фосфорнокислых солей щелочных металлов или аммония. В результате фосфатирования на поверхности изделия возникает слой из труднорастворимых солей – фосфатов железа. Покрытие имеет цвет от темно-серого до черного и шероховатую поверхность. Обычная толщина защитного слоя составляет 2-5 мкм. Он устойчив против воздействия керосина, смазочных масел, кислорода воздуха, выдерживает кратковременный нагрев до 5000С и охлаждение до - 750С, но разрушается под действием кислот и щелочей. Часто используется как грунт – покрытие под окраску.
В нашем ассортименте фосфатные покрытия можно встретить:
Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:
Латунирование и никелерование
Латунирование придает покрываемым изделиям декоративные свойства. Чаще всего используется при монтаже сантехники. Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь имеет золотистый цвет. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка.
Латунированные детали представлены в ассортименте ЦКИ мебельными винтами и шурупами, а также мебельными декоративными гайками.
Никелерование используется для придания крепежу большей стойкости в соляном тумане. Толщина наносимого покрытия обычно составляет от 1 до 50 мкм. Никелированию подвергаются детали, изготовленные из стали и сплавов на основе меди, алюминия, железа, а также гальваническое никелирование может наноситься на изделия из титана, молибдена, вольфрама. При никелировании стальных деталей на них обычно наносится подслой меди.
В ЦКИ никелем покрываются заклепки. С подробностями вы можете ознакомиться в разделе «Заклепки».
Лакокрасочные покрытия
Порошковая покраска придает изделиям декоративный вид и стойкость к коррозии. Покраска саморезов, заклепок и другого крепежа увеличивает срок его эксплуатации. Также плюсом является отсутствие «заливания» сложных шлицов на саморезах и винтах, таких как внутренний шестигранник и Torx, а также высокая адгезия к подложке.
Нитрид-титанирование (TiN)
Нитрид титана применяется для покрытия режущего инструмента и битах для увеличения ресурса.
В ассортименте ЦКИ вы можете найти следующие изделия с титан-нитридовым покрытием:
Сверло DIN 338 HSS-G TiN;
Бита TiN Felo.
www.cki-com.ru
Как защитить металл от коррозии в домашних условиях
Минувший век характеризуется возникновением огромного количества принципиально новых материалов, нашедших широкое применение в разнообразнейших отраслях человеческой жизнедеятельности, включая и строительную. Собственно говоря, в материаловедении произошла подлинная революция, причем значительное внимание было уделено вопросам предотвращения коррозии металлов и разработке материалов, необходимых для достижения этой цели. Так, например, появились различные композитные панели, гальванические покрытия, облицовочные материалы из строительной керамики (керамогранит, облицовочный кирпич и т. д.), прочие современные строительные материалы, не нуждающиеся в защите путем дополнительной обработки.
Применение в строительстве металлических изделий, как и прежде, остается востребованным чрезвычайно широко. Перила, декоративные решетки и ограждения даже сегодня чаще всего изготавливают из металлов, которые подвержены коррозии. Так, отделка фасадов, которую в наше время осуществляют посредством использования тех или иных материалов, устойчивых к воздействию атмосферной влаги, все же не обходится без применения крепежа, узлов ввода-вывода коммуникаций, иных скрытых элементов. Данные компоненты наиболее часто выполняются из металла, а потому жизненно нуждаются в антикоррозионной защите.
Хорошо известно, что основной причиной коррозии является вода, которая неминуемо попадает на металлические поверхности даже в помещениях. А потому наиболее эффективным и, пожалуй, единственным способом защиты металлов, подверженных коррозии, является нанесение изолирующих составов и химических покрытий.
К традиционным способам предохранения металлических изделий от коррозии относится механическая зачистка старой ржавчины, а также нанесение преобразователей ржавчины, позволяющих удалить ее остатки, после чего поверхность металла покрывается грунтом и лакокрасочным защитным слоем.
Некоторые из производителей лакокрасочных материалов рекомендуют осуществить завершение этого процесса путем нанесения поверх слоя краски специального защитного состава. При этом основное внимание необходимо обратить на то, чтобы грунтовки, краски и лаки были качественными. На упаковках с грунтами указываются виды специальных добавок, улучшающих свойства состава: изолирующих, фосфатирующих, пассивирующих и протектирующих.
Как видим, окраска металлических поверхностей «по старинке» — процесс достаточно сложный и трудоемкий, отнимающий много сил и времени. Ныне компании-производители рекомендуют разработанные ими антикоррозионные составы, отличающиеся большей универсальностью, применение которых позволяет одновременно решать не какую-либо одну, а сразу несколько задач. Наиболее популярными среди потребителей являются так называемые средства «два в одном» и «три в одном». Краска «два в одном» сочетает в себе находящиеся в одной емкости грунтующий и окрашивающий составы, при помощи которых возможно выполнение как грунтования, так и окончательной окраски металлических поверхностей.
Нередко производителями подобных красок рекомендуется использование составов типа «два в одном» по предварительно огрунтованным поверхностям, работающим в агрессивных средах, к примеру для кровли.
Композиции «три в одном», кроме грунта и краски, включают в свой состав также и преобразователь ржавчины. Их целесообразно использовать при окрашивании сильно заржавевших поверхностей, при этом необходимо удалить лишь верхний рыхлый слой ржавчины. На упаковках подобных составов обычно можно видеть надпись — непосредственно на ржавчину.
Может ли вода защитить металл от коррозии?
Казалось бы как вообще такое возможно? Этого не может быть, потому что этого быть не может никогда! Однако прогресс не стоит на месте. Он стремительно движется вперед во всех отраслях, в т. ч. и в сфере разработок новых видов лакокрасочных материалов.
Преимущества, которыми обладают лакокрасочные материалы (ЛКМ) на основе водных полимеров, способствуют ежегодному росту их производства и применения. На состоявшейся 3–4 декабря 2013 г. в г. Дюссельдорфе (Германия) конференции European Coatings Conference «Waterborne coatings» были рассмотрены достижения, проблемы и пути их решения в области водных ЛКМ.
Высокое качество водных 2К полиуретановых систем в сочетании с низкой эмиссией растворителей вызывает большой спрос промышленности. Эти материалы успешно зарекомендовали себя во многих сегментах рынка, поскольку они позволяют преодолеть разрыв между растущей потребностью в «зеленых» решениях и требованиями к качеству со стороны промышленности и профессионалов. Поставщики лакокрасочных материалов (ЛКМ) постоянно совершенствуют качество водных систем, а сырьевая отрасль развивает инновационные концепции как для смол, так и для отвердителей.
В докладе д-ра Кристофа Ирла (Christoph Irle), Bayer Material Science (Германия), особое внимание было уделено производству и надежности таких составов. Рассмотрение этих вопросов в дальнейшем поможет получить водные 2К системы, близкие к самой высокой отметке, которая уже многие десятилетия установлена для 2К полиуретановых систем. Продолжил тему полиуретанов д-р Норберт Питшман (Norbert Pietschmann), Institute fur Lack und Fabric (Германия), выступив с докладом «Водные УФ-отверждаемые ЛКМ для защиты стали от коррозии». При испытаниях противокоррозионных свойств пигментов, ингибиторов, связующих или их комбинаций он использовал электрохимические измерения, обеспечивающие более быстрое получение результатов. Этим методом было установлено, что оптимальная комбинация связующего состоит из смеси УФ-отверждаемых и физически высыхающих дисперсий. Кроме того, был найден подходящий и быстрый способ выбора антикоррозионного пигмента и ингибитора. На основе предварительных исследований могут быть созданы модельные рецептуры с отличной адгезией и коррозионной стойкостью. После нанесения на сталь испарения влаги и УФ-отверждения были испытаны на стойкость к соляному туману и конденсации влаги. Электрохимические исследования подтвердили отличную адгезию и устойчивость к коррозии, однако это было получено только на стальных поверхностях с цинкфосфатным подслоем.
Защита металла от коррозии в домашних условиях
Существуют ли «народные» средства против ржавчины?
И обычное железо, и даже высококачественная сталь во влажном воздухе, который наверняка присутствует в гаражах, сараях и прочих подсобных помещениях подвергаются коррозии — постепенно покрываются буро-коричневой рыхлой пленкой ржавчины. Порой абсолютно новая вещь, случайно оставленная под открытым небом или «забытая» на зиму на даче, покрывается неприятной на вид бурой коростой. Ржавчина, которая состоит из смеси оксида железа Fe2O3 и метагидроксида железа FeO(OH), не защищает его поверхность от дальнейшей «агрессии» со стороны кислорода воздуха и воды, и со временем некогда прочный железный предмет разрушается (очень часто полностью).
Секреты удаления ржавчины есть. Ржавчину проще всего снять обработкой разбавленным водным раствором соляной или серной кислоты, содержащим ингибитор кислотной коррозии уротропин. Ингибиторы (от латинского «ингибео» — останавливаю, сдерживаю) — вещества, тормозящие химическую реакцию (в данном случае реакцию растворения металла в кислоте). Но ингибитор коррозии не мешает взаимодействию кислоты с оксидом и гидроксидом железа, из которых состоит ржавчина.
Если заржавели оконные шпингалеты, мелкие детали велосипеда, болты или гайки, их погружают в 5% раствор кислоты с добавкой 0,5 г уротропина на литр, а на крупные вещи такой раствор наносят кистью.
Использовать растворы сильных кислот без ингибитора рискованно: можно растворить не только ржавчину, но и само изделие, поскольку железо — активный металл и взаимодействует с сильными кислотами с выделением водорода и образованием солей. В качестве ингибитора кислотной коррозии при удалении ржавчины можно использовать и картофельную ботву. Для этого в стеклянную банку кладут свежие или засушенные листья картофеля и заливают 5-7%-й серной или соляной кислотой так, чтобы уровень кислоты был выше примятой ботвы. После 15-20-минутного перемешивания содержимого банки кислоту можно сливать и использовать для обработки ржавых железных изделий.
Преобразователь ржавчины превращает ее в прочное покрытие поверхности коричневого цвета. На изделие кистью или пульверизатором наносят 15-30%-й водный раствор ортофосфорной кислоты и дают изделию высохнуть на воздухе. Еще лучше использовать ортофосфорную кислоту с добавками, например, 4 мл бутилового спирта или 15 г винной кислоты на 1 л раствора ортофосфорной кислоты. Ортофосфорная кислота переводит компоненты ржавчины в ортофосфат железа FePO4 , который создает на поверхности защитную пленку. Одновременно винная кислота связывает часть производных железа в тартратные комплексы.
Металлические поверхности, сильно изъеденные ржавчиной, обрабатывают:
Отворачивать приржавевшие гайки помогает смачивание керосином, скипидаром или олеиновой кислотой. Через некоторое время гайку удается отвернуть. Затем можно поджечь керосин или скипидар, которым ее смачивали. Обычно этого достаточно для разъединения гайки и болта. Самый последний способ: к гайке прикладывают сильно нагретый паяльник. Металл гайки расширяется, и ржавчина отстает от резьбы; теперь в зазор между болтом и гайкой можно впустить несколько капель керосина, скипидара или олеиновой кислоты, и на этот раз гайка отвернется ключом.
Есть и другой способ разъединения ржавых гайки и болта. Вокруг заржавевшей гайки делают «чашечку» из воска или пластилина, бортик которой выше уровня гайки на 3-4 мм. Заливают в чашечку разбавленную серную кислоту и кладут кусочек цинка. Через сутки гайка легко отвернется ключом. Чашечка с кислотой и металлическим цинком на железном основании — это миниатюрный гальванический элемент. Кислота растворяет ржавчину, и образовавшиеся катионы железа восстанавливаются на поверхности цинка; в то же время металл гайки и болта не растворяется в кислоте до тех пор, пока у кислоты есть контакт с цинком, поскольку цинк более активный в химическом отношении металл, чем железо.
Чтобы предохранить от ржавления столярный или слесарный инструмент, его смазывают с помощью кисточки раствором 10 г воска в 20 мл бензина. Воск растворяют в бензине на водяной бане, не используя открытого огня (бензин огнеопасен).
Полированный инструмент защищают, нанося на его поверхность раствор 5 г парафина в 15 мл керосина. А старинный рецепт мази для защиты металла от ржавчины таков: растапливают 100 г свиного жира, добавляют 1,5 г камфоры, снимают с расплава пену и смешивают его с графитом, растертым в порошок, чтобы состав стал черным. Остывшей мазью смазывают инструмент и оставляют его на сутки, а потом полируют металл шерстяной тряпочкой.
Чтобы в будущем не мучиться, отворачивая крепежные изделия с проржавевшей резьбой, ее заранее смазывают смесью вазелина с графитовым порошком. Вместо вазелина можно взять и любую другую жировую смазку нейтрального или слабощелочного типа. Болты и гайки на такой смазке легко отворачиваются даже через несколько лет пребывания под открытым небом.
www.infrahim.ru
чем можно покрыть сталь затвора?
xSoft 01-05-2006 17:26Доброго времени суток!
Для придания контраста, с боковых поверхностей затвора(79-8) было снято воронение и металл доведен до зеркального блеска. Тоже самое с патронником в области окошка выбрасывателя. Такой вид мне больше нравится.
Вопрос - чем можно закрепить результат? Т.е. хочу что бы эти поверхности контрастно отличатись от основной гаммы, но! не ржавели. Следов коррозии пока нет, но думаю будут...
Краски, эмали, лаки?
Спасибо.
BBC 01-05-2006 17:43Покрыть хромом или никелем. Краски, эмали - не будет похоже на металл. Лак на голый металл не ляжет.
xSoft 01-05-2006 18:36А хром ляжет? Вроде медная грунтовка нужна, или я ошибаюсь...
С краской/эмалью тоже интересно. Думаю стоит произвести несколько эксперементов. К тому же снять краску не сложно. Сходство с металлом не является критерием, куда приятней получить интересный результат.
Главное, что бы покрытие было матовым и держалось месяца 3. Есть на примете варианты красок или эмалей? 
Хром кладется не так просто, это вариант не для домашнего изготовления. Нужно искать выход на производственные мощности.Краски и эмали - автомобильная акриловая двухкомпонентная эмаль, опять же автомобильная акриловая двухкомпонентная грунтовка. Обязательно наличие аэрографа и компрессора. Эксперименты лучше производить не на пистолете.Если очень хочется интересного результата, то рекомендую краску розового цвета.
Да, забыл, покрыть краску матом, можно просто прошкурив ее шкуркой 2000 единиц.
В торопях подумал, что появились гаражно-холодные способы хромирования, и совсем забыл как товарищ захромировал мне ключ от квартиры... В цехе... В специальной ванне...
Конечно можно и так, но меня интересует в первую очередь возможность закрепления зеркального блеска с предохранением от возможной коррозии. И во вторую нанесение другого матового цвета, с высокой устойчивостью.
Компрессор и краскопульт есть. Тем не менее, хочется найти альтернативное решение. Быть может существует в природе классная краска в обычном баллончике
P.S. Розовый ПМ, бу-га-га ))
И еще мысль, если сначала качетсвенно покрасить, а затем нанести тонким слоем прочный лак? Не могу представить, как все это будет вести себя при эксплуатации...
BBC 01-05-2006 20:40Качественной краски в баллончиках не бывает (во всяком случае я не встречал), причем она там еще очень сильно разбавлена.В автомобилях на краску как раз кладут прочный лак.Для Вас самое простое - попросить товарища хромировать пистолет.
xSoft 01-05-2006 20:58Не думаю, что одного слоя даже хорошей краски будет достаточно. Да и лака думаю тоже
Самое простое оставлю на крайний случай ;-)
BBC 01-05-2006 21:10-----Не думаю, что одного слоя даже хорошей краски будет достаточно.-----Естественно! Краска кладется на грунтовку. На банке с краской или грунтовкой всегда указано, сколько слоев и с какими промежутками времени нужно положить. Про лак - аналогично.
xSoft 02-05-2006 17:24Ok, рекомендации по магазинам с краской в Новосибирске есть?
Гдето писали, что можно как то в фотофиксаже посеребрить в домашних условиях,наверняка этот способ знают фотолюбители! Долго держаться вряд ли будет, но как вариант! А вообще затея бредовая! 
Я брал краску на ст. метро Октябрьская, магазин "Колорит", адрес (по ДубльГису) Кирова 44/1, телефон 17-91-30. Там посмотрите по каталогу понравившийся цвет. Можно попросить, чтобы налили 50гр краски и 50гр грунта, хотя обычно наливают по 100гр. Цена краски Mipa в прошлом году была 161р за 100гр краски + 50гр отвердителя.
xSoft 02-05-2006 21:59888, В большенстве случаев все варианты изначально бредовые 
BBC, для каких целей брал, всмысле есть опыт покраски оружия?
Нет, я авиамодель красил.
Падонок 10-05-2006 18:16покрась по обезжиренному металлу хамеррайтом из баллона. есть матовые цвета. краска после полимерицазии сидит очень прочно. её трудно поцарапать, не то, чтоб отодрать)))
xSoft 10-05-2006 19:06Полимерицазия, это что-то отдельное или свойство краски? Найти бы балон с полимерным покрытием как на осе
xSoft - это свойство краски. она отвердевает и за пару дней превращается в очень твёрдое покрытие, чем-то похожее на тонкий слой пластика чтоль...
Иоан 19-12-2006 12:14На своем иже, после полировки двигателя, чтоб он опять не темнел, я сделал так: зашел в первый попавшийся автомагазин, и купил тармостойкий лак. Держится очень прочно, отъездил сезон, класно смотрится. А можно, действительно, в отработанном фото отвердителе засеребрить.
guns.allzip.org





(9).jpg)