Тесты для интернет- тестирования МиТ. Для изделий получаемых холодной штамповкой целесообразно использовать сталь
Стали для холодной штамповки | Металлы и сплавы
В автомобильной и многих других отраслях промышленности для изготовления деталей широко применяют холодную штамповку из листовой стали.
Для обеспечения высокой штампуемости отношение ов/о0,2 стали должно быть 0,5-0,65 при ф не менее 40%. Штампуемость стали тем хуже, чем больше в ней углерода. Кремний, повышая предел текучести, снижает штампуемость, особенно способность стали к вытяжке. Поэтому для холодной штамповки более широко используют холоднокатаные кипящие стали 08кп, 08Фкп (0,02-0,04 % V) и 0810 (0,02-0,07 % А1). Сталь 08кп склонна к деформационному старению (см. с. 189). Старение приводит к образованию площадки текучести на диаграмме растяжения стали, следствием чего является образование поверхностных дефектов (полос - линий скольжения или линий Чернова - Людерса).
Легирование металла
Поэтому сталь микролегируют алюминием или ванадием, связывающим азот, находящийся в твердом растворе и вызывающий деформационное старение в нитридах A1N и VN. Стали 08Ю и 08Фкп нестареющие. Для исключения деформационного старения после отжига холоднокатаный лист нередко подвергают дрессировке, т. е. небольшой пластической деформации (1-2 %).
Штампуемость зависит и от величины зерна феррита. При мелком зерне стали обнаруживается пружинящий эффект и сильно изнашиваются штампы, а при крупном зерне образуется шероховатая поверхность («апельсиновая корка») и разрывы. Рекомендуется сталь с зерном номерами 6-8.
Изделия повышенной прочности
Для штамповки изделий, требующих повышенной прочности, применяют низколегированные «двухфазные стали» со структурой, ‘состоящей из высокопластичной ферритной матрицы и упрочняющей фазы мартенсита или бейнита в количестве 20-30 %. Такая структура получается в низкоуглеродистых (0,06-0,12 % С) низколегированных сталях (09Г2С, 09Г2, 16ГФР, 10Г2Ф, 12ХМ и др.) после закалки в воде из межкритического интервала температур.
После такой закалки сталь обладает высокой пластичностью, низким пределом текучести (менее 450 МПа) и высоким временным сопротивлением более 700 МПа. Это облегчает выполнение глубокой штамповки без образования трещин. В процессе штамповки за счет деформационного упрочнения (наклепа) и старения и существенно повышаются.
Холодная пластическая деформация сталей с ферритно-бейнитной (09Г2С, 09Г2) или ферритно-мартенситной (16ГФР) структурой обеспечивает повышение ов на 10-15 МПа на каждый процент степени деформации.
Применение стали с ферритно-мартенситной (бейнитной) структурой позволяет уменьшить толщину листов для штамповки деталей, что дает большую экономию металла.
Похожие материалы
www.metalcutting.ru
Тесты для интернет- тестирования МиТ
-: материала свариваемого изделия
+: толщины свариваемого металла
-: силы сварочного тока
-: скорости сварки
I: {{13}}; К=А
S: При ручной дуговой сварке используется энергия:
-: горение ацетилена
+: горение сварочной дуги
-: пластической деформации
-: лазера
I: {{14}}; К=А
S: Для сварки используются стали, в которых содержится углерода, как:
+: в стали Ст2
-: в стали ШХ15
-: в стали У8
-: в стали 5ХНМ
I: {{15}}; К=А
S: Сварка это процесс:
-: получения заготовок литьем
+: получение неразъёмных соединений за счёт действия межатомных сил
-: соединение листов с помощью клея
-: соединение листов с помощью заклепок
I: {{16}};K=A
S: К механическим методам сварки относится сварка …
-: точечная
+: трением
-: ручная дуговая
-: диффузионная
I: {{17}};K=B
S: Источником теплоты при сварке под флюсом является …
+: электрическая дуга
-: газовое пламя
-: электронный луч
-: луч лазера
I: {{18}};K=C
S: В качестве горючего газа при газовой сварке чаще всего используют …
-: углекислый газ
-: водород
+: ацетилен
-: аргон
I: {{19}};K=A
S: Источником высокой температуры при полуавтоматической сварке в углекислом газе является
-: пламя
+: электрическая дуга
-: лазерный луч
-: ультразвуковые колебания
I: {{20}};K=B
S: Источником высокой температуры при контактной стыковой сварке является
+: джоулево тепло от пропускания электрического тока через высокое сопротивление
-: электрическая дуга
-: лазерный луч
-: ультразвуковые колебания
I: {{21}};K=A
S: К механическим методам сварки относится …
-: термитная
+: ультразвуковая
-: ручная дуговая
-: диффузионная
I: {{22}};K=A
S: К термическим методам сварки относятся следующие …
+: точечная
-: трением
+: ручная дуговая
-: ультразвуковая
I: {{23}};K=A
S: Укажите неплавящиеся сварочные электроды
+: графитовый
-: стальной
-: медный
+: вольфрамовый
I: {{24}};K=B
S: Аргонодуговая сварка не применяется для соединения заготовок из
-: алюминия
+: стали обыкновенного качества
-: титана
-: нержавеющей стали
I: {{25}};K=B
S: При сварке алюминиевых заготовок применяют следующие методы дуговой сварки:
-: в углекислом газе
-: в атмосфере азота
+: в аргоне
+: под слоем флюса
V2: Обработка металлов давлением
I: {{1}}; К=А
S: От чего зависит температурный интервал горячей обработки давлением?
-: от структуры металла
-: от способа получения металла
+: от химического состава
-: от вида обработки давлением
I: {{2}}; К=А
S: Как изменяется твердость металла при холодной пластической деформации?
+: увеличивается
-: уменьшается
-: сначала уменьшается, затем увеличивается
-: не изменяется
I: {{3}}; К=B
S: Прокаткой называется процесс:
-: выдавливания металла из замкнутого объема
-: деформирования металла в полости специального инструмента
+: обжатия металла между вращающимися валками
-: протягивания через отверстие в матрице
I: {{4}}; К=B
S: Волочением называется процесс:
-: обжатия металла между вращающимися валками
-: выдавливания металла из замкнутого объема
+: протягивания через отверстие, размер которого меньше сечения заготовки
-: деформации в полости специального инструмента
I: {{5}}; К=B
S: Процесс выдавливания металла из замкнутого объема через выходное отверстие в матрице называется:
-: волочением
+: прессованием
-: штамповкой
-: прокаткой
I: {{6}}; К=C
S: Получение отверстия при холодной листовой штамповке называется:
-: отрезкой
-: вырезкой
+: пробивкой
-: отбортовкой
I: {{7}};K=B
S: Для холодной штамповки целесообразно выбрать сталь марки
+: 08 кп
-: 25
-: 65Х13
-: 45Х
I: {{8}};K=B
S: После горячей ковки сталь подвергают
+: полному перекристаллизационному отжигу
-: отпуску
-: охлаждению на воздухе
-: старению
I: {{9}}; К=А
S: Деформация, характеризуемая изменением формы зерен и приводящая к изменению механических и физико-химических свойств металла
-: горячая
+: холодная
-: теплая
-: криогенная
I: {{10}}; К=В
S: Операция ковки, представленная на схеме
+: разгонка
-: протяжка
-: осадка
-: отрубка
I: {{11}}; К=С
S: Обработка металлов давлением, при котором металл пластически деформируется вращающимися валками называется
+: прокатка
-: штамповка
-: ковка
-: волочение
I: {{12}}; К=А
S: Обработка металлов давлением между вращающимися валками называется
-: штамповка
-: ковка
+: прокатка
-: прессование
I: {{13}}; К=А
S: При обработке металлов давлением происходит:
-: упругая деформация
+: пластическая деформация
-: разрушение
-: получение неразъемного соединения
I: {{14}}; К=А
S: Облой после операции штамповки металлов:
+: удаляется
-: остается
-: переплавляется
-: высверливается
I: {{15}};K=A
S: Штамповка в открытых штампах является …
-: одной из разделительных операций листовой штамповки
-: формообразующей операцией листовой штамповки
+: разновидностью горячей объемной штамповки
-: разновидностью ковки
I: {{16}};K=B
S: Основным требованием к металлам при получении заготовок методами обработки давлением является высокая …
-: твердость
-: упругость
-: прочность
+: пластичность
I: {{17}};K=C
S: Для деталей, получаемых холодной штамповкой, целесообразно использовать сталь …
+: 08кп
-: Р18
-: ШХ4
-: 35
I: {{18}};K=C
S: Операция свободной ковки, при которой высота поковки уменьшается, а диаметр увеличивается называется
+: осадка
-: обрубка
-: протяжка
-: разгонка
I: {{19}};K=C
S: Операция свободной ковки, при которой длина поковки увеличивается, а диаметр уменьшается называется
-: осадка
-: обрубка
+: протяжка
-: разгонка
I: {{20}};K=C
S: Операция свободной ковки, при которой поковка разбивается на отдельные части, диаметр которых при последующих операциях ковки будет отличаться
-: осадка
+: надрубка
-: протяжка
-: разгонка
I: {{21}};K=B
S: Укажите температурный интервал и фазовый состав стали, при которой возможна высокопроизводительная горячая ковка стали У10
-: от 1350 до 1200 (аустенит)
+: от 1100 до 850 (аустенит)
-: от 800 до 727 (аустенит + цементит)
-: от 727 до 550 (феррит + цементит)
I: {{22}};K=B
S: Операция свободной ковки, при которой поковка разделяется на отдельные части, которые в дальнейшем будут обрабатываться по отдельности
-: осадка
+: разрубка
-: протяжка
-: разгонка
I: {{23}};K=B
S: Операция свободной ковки, при которой часть заготовки поворачивается относительно другой части на определённый угол
-: осадка
+: гибка
-: протяжка
-: разгонка
I: {{24}};K=B
S: Операция свободной ковки, при которой уменьшается высота части заготовки у концов или в её средней части с соответствующим увеличением площади поперечного сечения
-: осадка
+: высадка
-: протяжка
-: разгонка
I: {{25}};K=A
S: Операция листовой штамповки, при которой часть заготовки поворачивается относительно другой части на определённый угол
-: пробивка
+: гибка
-: вытяжка
-: вырубка
V2: Основы обработки резанием
I: {{1}}; К=А
S: Точением называется обработка заготовки на станке:
-: фрезерном
-: строгальном
+: токарном
-: сверлильном
I: {{2}}; К=А
S: Инструмент, используемый для точения:
-: развертки
+: резцы
-: зенкеры
-: сверла
I: {{3}}; К=B
S: Сколько главных режущих кромок у спирального сверла?
-: одна
+: две
-: три
-: четыре
I: {{4}}; К=B
S: Для окончательной обработки отверстий используют:
-: резцы
+: развертки
-: зенкеры
-: протяжки
I: {{5}}; К=B
S: Паз под сегментную шпонку выполняется:
-: резцом
-: разверткой
+: дисковой фрезой
-: зенкером
I: {{6}}; К=C
S: На каком станке можно получить паз „ласточкин хвост”?
-: на токарном
-: на сверлильном
+: на фрезерном
-: на строгальном
I: {{7}};K=B
S: Для снятия фаски на торцовой поверхности заготовки используется резец
-: торцовый
+: проходной
-: отрезной
-: фасонный
I: {{8}};K=A
S: Для увеличения диаметра готового отверстия используется
+: сверло большего диаметра
-: развертка
-: зенкер
-: метчик
I: {{9}};K=C
S: Встречным и попутным бывает
-: токарная обработка
+: фрезерование
-: сверление
-: обработка на строгальных станках
I: {{10}};K=B
S: Паз под сегментную шпонку выполняется
-: резцом
-: разверткой
+: дисковой фрезой
-: зенкером
I: {{11}};K=B
S: Паз “ласточкин хвост” можно получить на станке
-: токарном
-: сверлильном
+: фрезерном
-: шлифовальном
I: {{12}};K=B
S: Паз Т- образный можно получить на станке
-: токарном
-: сверлильном
+: фрезерном
-: шлифовальном
I: {{13}}; К=А
S: Окончательная форма деталей приобретается после:
+: обработки резанием
-: после литья
-: после ковки
-: после сварки
I: {{14}}; К=А
S: Дополнительный слой металла, удаленный при резании называется:
+: припуском
-: отпуском
-: пластическим деформированием
-: плавлением
I: {{15}}; К=А
S: Процесс резания материалов с использованием абразивного инструмента называется
-: фрезерование
-: строгание
+: шлифовка
-: обкатка
I: {{16}};K=A
S: Основными инструментами, используемыми при обработке заготовок на токарных станках, являются …
+: резцы
-: фрезы
-: сверла
-: протяжки
I: {{17}};K=A
S: Обработку поверхностей сложной конфигурации проводят с помощью ___________ резцов.
-: подрезных
-: проходных
+: фасонных
-: расточных
I: {{18}};K=A
S: Назовите операцию, выполняемую на рисунке
-: шлифование
-: отрезание
+: подрезание торца
-: нарезание резьбы
I: {{19}};K=A
S: Назовите операцию, выполняемую на рисунке
-: шлифование
-: отрезание
+: сверление
-: точение
I: {{20}};K=B
S: Назовите операцию, выполняемую на рисунке
-: шлифование
-: отрезание
+: растачивание отверстия
-: сверление отверстия
I: {{21}};K=A
S: Укажите название токарного резца, применяемого на рисунке
-: проходной
-: отрезной
+: расточной проходной
-: фасонный
I: {{22}};K=A
S: Укажите название инструмента, применяемого на рисунке
-: шлифование
-: отрезание
+: растачивание отверстия
-: сверление отверстия
I: {{23}};K=A
S: Укажите название инструмента, применяемого на рисунке
-: цилиндрическая фреза
-: долбяк
+: сверло
-: резец
I: {{24}};K=A
S: Укажите название инструмента, применяемого на рисунке
+: упорный проходной
-: отрезной
-: расточной проходной
-: фасонный
I: {{25}};K=A
S: Укажите название инструмента, применяемого на рисунке
+: проходной с отогнутой головкой
-: отрезной
-: расточной проходной
-: канавочный
132
studfiles.net
ХОЛОДНАЯ ОБЪЕМНАЯ ШТАМПОВКА
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодной деформации. Отсутствие окисленного слоя на заготовках (окалины) при холодной штамповке обеспечивает хорошее качество поверхности детали и достаточно высокую точность размеров. Это уменьшает объем обработки резанием или даже исключает ее.
Основные разновидности холодной объемной штамповки - холодное выдавливание, холодная высадка и холодная штамповка в открытом штампе.
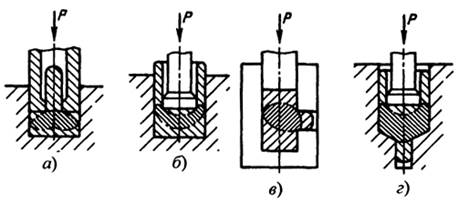
Рис. 3.46. Схемы выдавливания
При холодном выдавливаниизаготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штампах, рабочими частями которых являются пуансон и матрица. Различают прямое, обратное, боковое и комбинированное выдавливание.
При прямом выдавливании (см. рис. 3.6, г) металл вытекает в отверстие, расположенное в донной части матрицы, в направлении, совпадающем с направлением движения пуансона относительно матрицы. Так можно получать детали типа стержней с утолщениями (болты, тарельчатые клапаны и т.п.). При этом зазор между пуансоном и цилиндрической частью матрицы, в которой размещается исходная заготовка, должен быть небольшой, чтобы металл не вытекал в зазор.
Если на торце пуансона (см. рис. 3.15, а) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы. В этом случае прямым выдавливанием можно получать детали типа трубки с фланцем, а если исходная заготовка имела форму толстостенной чашечки, то и детали в виде стакана с фланцем.
При обратном выдавливании направление течения металла противоположно направлению движения пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис. 3.46, б). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и т.п.
Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержня с фланцем (рис. 3.46, а).
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 3.46, в). Таким образом можно получить детали типа тройников, крестовин и т.п. В этом случае, чтобы обеспечить удаление заготовок после штамповки, матрицу выполняют состоящей из двух половинок с плоскостью разъема, совпадаюшей с плоскостью, в которой расположены осевые линии заготовки и получаемого отростка.
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по нескольким из рассмотренных ранее схем холодного выдавливания. На рис. 3.46, г приведена схема комбинированного выдавливания для изготовления обратным выдавливанием полой, чашеобразной части детали, а прямым выдавливанием - стержня, отходящего от ее донной части.
Основной положительной особенностью выдавливания является возможность получения без разрушения заготовки весьма больших степеней деформации, которые можно характеризовать показателем k = F0/F1 (F0 и F1 - площади поперечного сечения исходной заготовки и выдавленной части детали). Для весьма мягких, пластичных металлов k > 100 (алюминиевые тубы со стенкой толщиной 0,1 ... 0,2 мм при диаметре тубы 20 ... 40 мм). Возможность получения столь больших степеней деформации обеспечивается тем, что пластическое деформирование при выдавливании происходит в условиях всестороннего неравномерного сжатия.
Однако то же всестороннее сжатие приводит и к отрицательным явлениям. Чем больше степень деформации, тем больше сила деформирования, и удельные силы, действующие на пуансон и матрицу, могут достичь значений, больших в несколько раз предела текучести деформируемого металла и превышающих значения, допустимые для инструмента по условиям его прочности или стойкости.
Высокие удельные силы выдавливания определяют достижимые степени деформации и сдерживают широкое применение этого процесса в производстве. Удельные силы выдавливания изменяются в ходе деформирования и зависят от высоты подвергающейся деформированию части заготовки. При выдавливании пластическая деформация обычно охватывает не весь объем заготовки, а лишь часть его - очаг деформации (см. рис. 3.46). До тех пор пока высота очага деформации меньше, чем высота деформируемой заготовки, удельные силы по ходу пуансона изменяются незначительно. Однако, когда высота деформируемой части заготовки становится меньше высоты естественного очага деформации, удельные силы начинают интенсивно возрастать. Это обстоятельство ограничивает допустимую (по условиям достаточной стойкости инструмента) толщину фланца или донышка штампуемой детали.
Для уменьшения удельной силы выдавливания при проектировании штампуемой детали необходимо стремиться к такой ее конфигурации, при которой отсутствовали бы застойные зоны под торцом пуансона (см. рис. 3.46, б) или у рабочей поверхности матрицы.
Основное технологическое мероприятие, направленное на снижение удельных сил выдавливания, - применение различных смазывающих материалов или покрытий заготовок для уменьшения сил трения. В обычных условиях выдавливания силы трения препятствуют пластическому истечению металла и существенно увеличивают силу деформирования.
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток подается до упора, поперечным движением ножа отрезается заготовка требуемой длины и с помощью специального механизма последовательно переносится в позиции штамповки, на которых из заготовки получают деталь.
На холодновысадочных автоматах штампуют заготовки диаметром 0,5 ... 40 мм из черных и цветных металлов, а также детали с местными утолщениями сплошные и с отверстиями (заклепки, болты, винты, гвозди, шарики, ролики, гайки, звездочки, накидные гайки и т.п.). На рис. 3.47 показаны последовательные переходы штамповки двух характерных деталей. Название этих автоматов связано с тем, что основной выполняемой на них операцией является высадка (уменьшение длины части заготовки с получением местного увеличения поперечных размеров). Однако при штамповке на холодновысадочных автоматах все шире используют другие операции штамповки сортового металла, в частности операцию холодного выдавливания, что расширяет номенклатуру изготовляемых деталей.
Штамповкой на холодновысадочных автоматах обеспечиваются достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Так, в частности, изготовляют метизные изделия (винты, болты, шпильки), причем и резьбу получают на автоматах обработкой давлением - накаткой.
 Рис. 3.47. Последовательность переходов изготовления деталей на холодновысадочных автоматах: а - винта; б – колпачка
Рис. 3.47. Последовательность переходов изготовления деталей на холодновысадочных автоматах: а - винта; б – колпачка
Штамповка на холодновысадочных автоматах высокопроизводительна: 20 ... 400 деталей в минуту (большая производительность для деталей меньших размеров). Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла. Средний коэффициент использования металла 95 % (только 5 % металла идет в отход).
Холодная штамповка в открытых штампахзаключается в придании заготовке формы детали путем заполнения полости штампа металлом заготовки. Схема холодной штамповки аналогична схеме горячей объемной штамповки, показанной на рис. 3.27, а.
Холодная объемная штамповка требует значительных удельных сил вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформирования. Упрочнение сопровождается и уменьшением пластичности. Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной штамповке оформление детали обычно расчленяют на переходы,
между которыми заготовку подвергают рекристаллизационному отжигу. Отжиг снижает удельные силы при штамповке на последующих переходах и повышает пластичность металла, что уменьшает опасность разрушения заготовки в процессе деформирования и увеличивает допустимую степень деформации.
Каждый последующий переход осуществляют в специальном штампе, хотя иногда несколько переходов выполняют в одном штампе. В последнем случае между переходами обрезают облой для уменьшения силы деформирования и повышения точности размеров штампованных деталей. Холодную объемную штамповку обычно осуществляют в открытых штампах, так как при этом удельные силы меньше, чем при штамповке в закрытых штампах (возможность вытекания металла в облой облегчает деформирование). В закрытых штампах в условиях холодной деформации штампуют реже и главным образом из цветных металлов.
Холодной объемной штамповкой можно изготовлять пространственные детали сложных форм (сплошные и с отверстиями). Холодная объемная штамповка обеспечивает также получение деталей со сравнительно высокими точностью размеров и качеством поверхности. Это уменьшает объем обработки резанием или даже исключает ее. Так как штампуют обычно за один ход ползуна пресса, то холодная штамповка (даже при использовании нескольких переходов со своими штампами) характеризуется большей производительностью по сравнению с обработкой резанием. Однако, учитывая, что изготовление штампов трудоемко и дороже изготовления инструмента, используемого при обработке резанием, холодную штамповку следует применять лишь при достаточно большой серийности производства.
Рекомендации по конструированию деталей применительно к изготовлению их холодной штамповкой сходны с рекомендациями, приведенными для ранее рассмотренной горячей объемной штамповки. Отметим, что допустимые углы наклона и радиусы скруглений обычно меньше, чем углы наклона и радиусы скруглений при горячей штамповке.
В будущем ожидается расширение области применения холодной объемной штамповки путем снижения удельных сил и применения более стойких инструментальных сталей для пуансонов и матриц.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
1. Каким способом целесообразно изготовить поковку вала гидротурбины массой 3000 кг при величине партии 50 шт.?
2. Каковы будут основные технологические переходы процесса изготовления поковки крюка подъемного крана с габаритными размерами 200 × 150 × 50 мм при выпуске 5000 шт. в год?
3. Изобразите поковки одной и той же детали - кольца при трех вариантах их штамповки: в открытом штампе, в закрытом с одной плоскостью разъема, в закрытом штампе с двумя плоскостями разъема.
4. Из каких соображений выбирают плоскость разъема штампов при проектировании поковки?
5. Для поковок всех деталей, изображенных на рис. 3.19, выберите рациональный способ штамповки и штамповочное оборудование в условиях крупносерийного производства.
6. Сравните распределение твердости в тарелке и стержне клапана, полученного холодным выдавливанием, и в головке и стержне болта, полученного холодной высадкой, если заготовкой в обоих случаях был горячекатаный стальной пруток.
Похожие статьи:
poznayka.org
штамповка
Калининградский государственный технический университет Кафедра автоматизированного производства и управления
Отчет Штамповка
Руководитель практики Отчет выполнил
канд. тех. наук, доцент студент гр. 11-МС
В.Ф. Усынин Здоровенко И. Д.
Калининград 2012 г.
Горячая объемная штамповка
Горячая объемная штамповка – способ обработки металлов давлением, при котором изделию придается необходимая форма при помощи специального инструмента – штампа.
Образуемая в результате объемной штамповки деталь называемая поковкой.
При объемной штамповке металл деформируется одновременно по всему объему, а течение его происходит в полости штампа, очертания и размеры которой соответствуют будущей детали.
По сравнению с ковкой штамповка имеет ряд преимуществ.
1. Имеет более высокую производительность;
2. Обеспечивает меньший расход материала;
3. За счет более высокой точности позволяет значительно сократить объем последующей обработки резанием.
Недостатки:
1. Для объемной штамповки паковок требуется гораздо большее усилие деформирования;
2. Штамп дорогостоящий инструмент и пригоден только для изготовления одной, конкретной паковки.
Поэтом горячая объемная штамповка экономически целесообразно применению в крупносерийном и массовом производстве при изготовлении паковок от нескольких грамм до 20 килограмм.
Штампы– это массивные стальные формы, состоящие из двух частей в которых имеются полости. Эти полости называются ручьями. Верхняя часть штампа закрепляется на подвижной части кузнечной машины, нижняя – на неподвижной. При смыкании обеих частей штампов образуется ручей, формы и размеры которого соответствуют изготавливаемому изделию. В зависимости от степени сложности изделия используют штампы одноручьевые или многоручьевые. Штамповка паковок сложной конфигурации производится в многоручьевых штампах, ручьи которого подразделяются на заготовительные и штамповочные (чистовые и черновые).
В заготовительных ручьях происходит предварительное, а в штамповочных – окончательная форма изменения заготовки.
Различают штамповку в открытых и закрытых штампах.
При штамповке в открытых штампах в плоскости их разъема часть металла вытекает в облойную щель – получается заусенец (облой), что служит гарантией полного заполнения полости металлом.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой. Образование заусенца в нем не предусмотрено.
После штамповки изделий производят ряд завершающих операции: обрезку облоя, прошивку отверстий, правку, термическую обработку (отжиг или нормализацию), очитку от окалины, контроль качества паковок.
Давильная обработка
В последнее время этот метод получается значительное распространение для изготовления деталей в различных отраслях промышленности.
Заготовка, имеющая форму круга, прижимается упором к вращающейся форме.
Давильни перемещается параллельно оси вращения формы и постепенно деформирует металл заготовки, прижимая его к форме. В зависимости от давления толщина стенок детали может быть равной или меньше толщины заготовки.
Этим методом можно изготавливать изделия, получаемые вытяжкой при штамповке, но только полые тела вращения. Давильные работы устраняют необходимость изготовления штампов. Форма часто изготавливается из дерева, и поэтому в ряде случаев давильные работы более экономичные, чем вытяжка при листовой штамповке.
Производство гнутых профилей
При изготовлении горячей прокаткой фасонных профилей невозможно получить стенки толщиной менее 2-3 мм. В то же время по требуемой прочности в конструкциях такая толщина нередко завышена. Фасонные тонкостенные профили, легкие, жесткие, сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии.
Процесс профилирования прокаткой на профилегибочных станках заключается в постепенном изменении формы сечения плоской заготовки до требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Обычно таких пар от 6 до 20 и более. При данном методе площадь поперечного и толщина исходной или ленты практически не изменяется. Происходит только их последовательная гибка в поперечном сечении.
Рис. 1. Примеры гнутых профилей
Заготовка при изготовлении гнутых профилей может быть лента или полоса из стали и цветных металлов толщиной 0,3-10мм.
Форма гнутых гнутых профилей может быть относительно простой – профиль открытого типа и весьма сложной – профили полузакрытого типа и закрытого типа, профили с наполнителем.
Накатывание резьбы и мелкомодульных зубчатых колес
Процесс пластического формообразования резьбы плоскими плашками либо роликами производится на специальных резьбонакаточных станках. Резьбонакаточные и зубонакатные инструменты изготавливают из высоколегированных сталей Х12М, ХФ12, Х12ФН, 9ХС.
Рис. 2. Накатывание резьбы плоскими плашками
При формировании резьбы плашками заготовку 2 помещают между неподвижной 1 подвижной 3 плашками. На рабочих поверхностях у них имеется рифления, профиль и расположение которых соответствует профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментом, а на ее поверхности образуется резьба.
Рис. 3. Накатывание резьбы роликами
При формировании резьбы роликами ролики 1 и 3 получают принудительное вращение. Заготовка 2 свободно обкатывается между ними. Ролику 3 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обкатка роликами требует меньших усилий. С их помощью накатываются резьбы с более крупными шагами.
Диаметр заготовки для накатывания резьбы определяется по формуле :
, (1)
где – наружный диаметр резьбы, мм;– внутренний диаметр резьбы, мм.
Накатывание цилиндрических и конических микромодульных колес в 15 – 20 раз производительнее зубонарезания.
Рис. 4. Накатывание цилиндрических и конических микромодульных колес
Процесс можно осуществлять на токарных станках накатниками 1 и 3, которые закреплены на суппорте и перемещаются с подачей Sпр. Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
Холодная штамповка
Под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке такой процесс деформирования соответствует условиям холодной деформации.
Холодная штамповка подразделяется на объемную штамповку и листовую штамповку. В первом случае заготовкой служит сортовой, а во втором – листовой металл.
Такое подразделение целесообразно потому, что характер деформирования, применяемые операции и конструкции штампов для объемной и листовой штамповки значительно различаются между собой.
Основные разновидности холодной объемной штамповки – холодное выдавливание, холодная высадка и холодная объемная формовка.
Холодное выдавливание
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстие, имеющееся в рабочем инструменте. Выдавливание обычно выполняют на кривошипных или гидравлических прессах в штамповках. Рабочими частями штампов являются пуансон (подвижен) и матрица (неподвижная часть формы).
Рис. 5. Прямое выдавливание
Различают прямое, обратное, боковое и комбинированное выдавливание. При прямом выдавливании металл вытекает в отверстие, расположенное в данной части матрицы 2, в направлении, совпадающим с направлением движения пуансона.
Рис. 6. Обратное выдавливание
При обратном выдавливании направление течения металла противоположено направлению движения пуансона относительно матрицы.
Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей.
По такой схеме изготавливают полые детали типа труб (корпуса тюбиков), экраны радиоламп, корпуса конденсаторов и т.д.
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона.
Рис. 7. Боковое выдавливание
Таким образом можно получить детали типа тройников, крестовин и т.д. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют в состоящей из двух половинок с плоскостью разъема совпадающей с плоскостью, в которой расположены осевые линии заготовки и полученного отростка.
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким из рассматриваемых схем холодного выдавливания.
Основной положительной особенностью выдавливания является возможность получения без разрушения заготовки весьма больших степеней деформации, которые можно характеризовать показателем:
,(2)
где F0– площадь поперечного сечения исходной заготовки; F1– площадь поперечного сечения выдавленной части детали;
Для таких металлов как медь и алюминий, обладающих высокой пластичностью К>100 (стенка толщиной 0.1 – 0.2 мм при диаметре тубы 20 -40 мм).
Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Пруток 1 подается до упора 2, поперечным движением ножа 3 отрезается заготовка требуемой длины и последовательно переносится с помощью специального механизма в позиции штамповки, на которых из заготовки поучают деталь.
Рис. 7. Холодная высадка
Высадка головки детали за один удар пуансона обеспечивается при l ≤ (2,5 – 2,8) d. При l ≤ (3,5 – 5,5) d – за два удара, и при l > (6 – 8) d – за три удара.
На холодновысадочных автоматах штампуют заготовки диаметром 0.5 – 40 мм из черных и цветных металлов. Получают такие детали как болты, винты, заклепки, гвозди, шарики, ролики и т.д. Штамповка на холодновысадочных автоматах характеризуется высоким коэффициентом использования металла ~ 95% (только 5% металла идет в отход).
Холодная объемная формовка
Холодная формовка в открытых штампах заключается в предании заготовке формы детали путе заполнения полости штампа металлом заготовки. Схема холодной формовки аналогична схеме горячей объемной штамповки.
Для уменьшения вредного влияния упрочнения и облегчения процесса деформирования при холодной формовке процесс образования детали обычно расчленяют на переходы, между которыми заготовку подвергают рекристаллизационному отжигу.
Каждый последующий переход осуществляют в специальном штампе.
Применяются в крупносерийном и массовом производстве.
Холодная листовая штамповка
Листовая штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Листовой штамповкой можно получать изделия не только из металла, но и из кожи, картона, пластмасс.
Холодная листовая штамповка является одним из наиболее прогрессивных и экономичных методов изготовления деталей. Детали, полученные листовой штамповкой, отличаются точностью размеров, взаимозаменяемостью, и в большинстве случаем не требует дальнейшей механической обработки, имеют высокую прочность и жесткость при малом весе и малом расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали.
Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы:
1. Операции с разделением (резкой) материала;
2. Операции с пластической деформацией материала.
Более детально все операции холодной листовой штамповки по виду деформации разделяются на следующие основные виды:
– резка – отделение одной части материала или заготовки от другой по замкнутому или незамкнутому контуру;
– гибка – превращение плоской заготовки в изогнутую деталь;
– вытяжка – превращение плоской заготовки в полую деталь любой формы;
– формовка – изменение формы детали или заготовки путем местных деформаций различного характера.
В свою очередь, почти каждый из основных видов операций подразделяется на ряд конкретных операций, характеризуемых особенностью и назначением производимой работы, а также типом штампа.
Рассматривая основные виды операций холодной штамповки, следует иметь ввиду, что при изготовлении деталей они могут выполняться совместно путем совмещения (при одном штампе) нескольких типов деформаций или выполняться последовательно разными штампами.
studfiles.net
V1: 04. Промышленные стали
V2: 04.01. Конструкционные углеродистые и легированные стали
I:
S: После закалки твердость будет ниже у стали с содержанием углерода ... %.
-: 1,0
-: 0,8
-: 0,45-0,5
+: 0,3-0,35
I:
S: Улучшаемые машиностроительные стали после закалки обычно …
-: подвергают среднему отпуску
-: отпуску не подвергают
-: подвергают низкому отпуску
+: подвергают высокому отпуску
I:
S: Автоматной сталью являются…
+: А12
-: 12ХН3А
-: 16Г2АФ
-: У7А
I:
S: Цементуемыми являются стали…
+: 15, 18ХГТ
-: 12Х18Н10Т, 40ХН
-: Х12Ф1, ХВГ
-: 65, 50С2
I:
S: Среди нижеприведенных лучше сваривается сталь…
-: 45
-: 50С2
-: У12А
+: 10
I:
S: Среди нижеперечисленных сталей лучшей свариваемостью обладает…
+: 08
-: Ст45
-: У8
-: 55ПП
I:
S: Для изделий, получаемых холодной штамповкой, целесообразно использовать сталь…
-: ШХ15
+: 08кп
-: А22
-: 40ХН2МА
I:
S: Среди нижеперечисленных сталей наилучшей обрабатываемостью резанием обладает…
-: У8
-: 55ПП
-: Р18
+: А20
I:
S: Сталь 40ХНМА является…
-: качественной конструкционной
-: особо высококачественной инструментальной
-: высококачественной инструментальной
+: высококачественной конструкционной
I:
S: Буква «А» в маркировке 30ХГСНА означает, что сталь…
-: является особо высококачественной
+: является высококачественной
-: является автоматной
-: содержит азот в качестве легирующего элемента
I:
V2: 04.02. Жаропрочные стали
I:
S: При увеличении числа дисперсных частиц упрочняющей фазы жаропрочность сталей…
+: повышается
-: уменьшается
-: не изменяется
-: изменяется немонотонно
I:
S: Критериями жаропрочности материала являются…
+: предел длительной прочности и предел ползучести
-: скорость окисления на воздухе при заданной температуре
-: предел выносливости и живучесть
-: предел текучести и ударная вязкость
I:
V2: 04.03. Инструментальные стали
I:
S: Сплав Р6М5 представляет собой…
-: конструкционную сталь, содержащую около 0,6% С и около 5% Mn
+: быстрорежущую сталь, содержащую около 6%W и около 5%Мо
-: инструментальную сталь, содержащую 0,6%С и около 5% Мо
-: конструкционную сталь, содержащую около 6% В и около 5% Мо
I:
S: Среди нижеперечисленных инструментальных сталей теплостойкими являются…
+: Р18, Р6М5
-: Х12ВМ, 9ХС
-: У10, У8
-: У10А, У12А
I:
S: С целью сохранения высокой твердости инструментальные углеродистые стали после закалки подвергают отпуску…
-: высокому
-: среднему
+: низкому
-: трехкратному высокому
I:
S: Среди нижеперечисленных сталей инструментальными являются…
-: 20Х13, 40ХН
+: Р6М5, ХВГ
-: 12Х2Н3-ВД, 65-ВИ
-: А20, А12
I:
V2: 04.04. Износостойкие стали
I:
S: Обработку холодом деталей из материала ШХ15 проводят с целью…
-: увеличения ударной вязкости
-: повышения теплостойкости
-: понижения порога хладноломкости
+: стабилизации размеров подшипников за счет распада остаточного аустенита
I:
S: Из нижеперечисленных сталей наибольшей износостойкостью обладает…
-: 40Х
+: ШХ15СГ
-: А20
-: 50
I:
S: Сталь ШХ4 целесообразно использовать для изготовления…
-: штампов горячего деформирования
-: зубчатых колес
-: сварных конструкций
+: шариков и роликов подшипников
I:
S: По содержанию углерода сталь ШХ15 является…
+: высокоуглеродистой
-: среднеуглеродистой
-: низкоуглеродистой
-: безуглеродистой
I:
S: Число в марке стали ШХ15 обозначает…
-: содержание хрома в процентах
-: содержание углерода в десятых долях процента
-: содержание углерода в процентах
+: содержание хрома в десятых долях процента
studfiles.net
Металлы и сплавы, применяемые для штамповки металла
Для изготовления деталей холодной штамповкой применяют разнообразные металлические и неметаллические материалы. Эти материалы поставляются в цехи, колодной штамповки в виде листов, лент, полос и прутков.
Металлы и сплавы являются основными материалами в современном машиностроении. Большинство из них обладает способностью необратимо, не разрушаясь, изменять свою форму под действием внешних сил, т. е. пластически деформироваться.
В машиностроении чистые металлы почти не применяются, а используют главным образом их сплавы.
Металлы и сплавы подразделяют на черные (сталь, чугун) и цветные (медь, алюминий, цинк, свинец, олово и др.).
Параметры металла для штамповки
Металл для листовой штамповки (сталь, цветные металлы и сплавы) выпускают в виде лент, листов и полос. При толщине до 4 мм его называют тонколистовым, а более толстый — толстолистовым.
Ленту выпускают в рулонах шириной до 2300 мм. Длина ленты в рулоне достигает нескольких десятков, а для тонких материалов и сотен метров.Размеры листов могут быть от 710X1420 до 2000X5000 мм. По особому заказу выпускаются листы нестандартных размеров.
Полосы изготовляют шириной до 200 мм и длиной до 2000 мм. Для холодной объемной штамповки применяют главным образом холоднотянутый металл: диаметром свыше 20 мм поставляется в прутках, а диаметром менее 20 мм — в прутках или мотках (бунтах). В массовом и крупносерийном производстве целесообразно использовать для листовой штамповки рулонный материал, а для холодной объемной штамповки бунтовой материал, так как в этих случаях получается меньше отхода и проще осуществляется автоматическая подача материала в штамп.
Отечественная промышленность выпускает прутковый и бунтовой материал различного сечения: круглого, шестигранного, квадратного и др. При выборе материала для холодной штамповки необходимо учитывать эксплуатационные свойства получаемых деталей и способность материала к обработке давлением.
Характеристики материалов для штамповки
Из углеродистой стали обыкновенного качества (ГОСТ 380—71, марки Ст0, Ст1, Ст2 и др.) штампуют детали, несущие малые нагрузки, бытовые изделия. Из качественной углеродистой стали (ГОСТ 1050—60, марки 10, 15 и др.) штампуют детали с повышенными требованиями к прочности и качеству поверхности. Во многих отраслях машиностроительной промышленности, а особенно в автомобилестроении широкое применение для холодной штамповки находит качественная конструкционная кипящая сталь (марки 05кп, 08кп, Юкп, 15кп и др.). Такая сталь при выплавке продолжает раскисляться и в изложницах. При этом дополнительно выгорает углерод и кремний. Сталь получается с хорошими пластическими свойствами и отличается высокой свариваемостью.
Для изготовления сложных облицовочных деталей (например, кузовных деталей автомобиля) применяют сталь 08Фкп — нестареющую сталь с присадкой ванадия, 08Ю или 08Юпс — соответственно спокойную или полуспокойную сталь, раскисленную алюминием.
Из цветных металлов, применяемых для холодной штамповки, наибольшее распространение имеют алюминий, медь, никель, магний, титан и их сплавы.
Алюминий и его сплав дюралюмин находят широкое применение в самолетостроении, в автомобильной промышленности, при изготовлении различных деталей приборов, бытовых изделий и т. д. Эти материалы отличаются легкостью, пластичностью, хорошо проводят тепло и электрический ток. Сплав меди с цинком—латунь находит применение при штамповке деталей часов, радиодеталей, посуды и др. Штампуют главным образом латуни марок Л62, Л68 и Л70. Никель марок HI, h3 и НЗ и его сплавы — мельхиор и нейзильбер применяются для изготовления химической посуды, приборов, деталей часов, ювелирных изделий.
Магниевые сплавы отличаются легкостью, прочностью, удовлетворительной пластичностью при комнатной температуре и высокой пластичностью при нагреве до 350-380°С. Магний в 1,5 раза легче алюминия и в 4,5 раза легче стали. Сплавы магния МА1 и МА8 с повышенной коррозионной стойкостью широко применяются для штамповки самых разнообразных изделий. Из деформируемых магниевых сплавов изготовляют детали мотоциклов, велосипедов, прицепов и других средств передвижения, электротехническое и электронное оборудование и т. д.
Титан и его сплавы обладают высокой прочностью при малой плотности. Он все шире используется в штамповочном производстве для изготовления ответственных деталей в авиационной промышленности и в ряде других отраслей.
www.tuks.ru
Стали для холодной штамповки — Материаловедение
Холодная штамповка является одним из основных видов ОМД.
К ним относятся вытяжка, формовка, обтяжка, гибка и др. Наиболее часто применяемой операцией холодной штамповки является вытяжка.
Вытяжка — холодная пластическая деформация, при которой из листовой заготовки получается объемная деталь сложной формы.
Основными требованиями к сталям, предназначенным для холодной штамповки, являются:
- хорошая штампуемость, т.е. способность пластически деформироваться в холодном состоянии.
- высокое качество поверхности после деформации.
Эти требования обеспечиваются механическими свойствами и структурой стали.
Требования по механическим свойствам включают в себя минимальную твердость (обычно не более 45HRВ) и максимальную пластичность. Способность к пластической деформации оценивается относительным удлинением и отношением предела текучести к пределу прочности. Этот показатель называют числом текучести. Хорошая штампуемость наблюдается в сталях с числом текучести σт/σв = 0,5-0,6 и δ = 33 – 45%.
Требования к структуре включают в себя:
1.Среднее зерно феррита.
2.Мелкие выделения зернистого перлита.
3.Отсутствие карбидной сетки цементита третичного по границам зерен.
4.Отсутствие полосчатости структуры.
5.Отсутствие текстуры.
6.Отсутствие разнозернистости.
Сталь должна иметь среднее зерно (средний бал зерна 6-8 мм). Мелкое зерно не желательно, т.к. вызывает повышенную жесткость листа и, следовательно, быстрый износ штампов. Крупное зерно не желательно, т.к. ухудшает качество поверхности после штамповки. На поверхности появляются шероховатость, которую называют апельсиновой коркой. Особенно нежелательно иметь в сталях для холодной штамповки разнозернистость. При деформации такой стали в первую очередь растягиваются крупные зерна, как более пластичные, и в этих местах затем появляются мелкие трещины и надрывы, что является непоправимым браком.
Цементит в сталях для холодной штамповки должен иметь округлую форму, т.е. быть сферическим. Это обеспечивает наилучшую штампуемость. Недопустимо в таких сталях образование цементитной сетки по границам зерен, т.к. это приводит к резкому снижению пластичности. Нежелателен также мелкий сорбитообразный перлит, т.к. это резко повышает жесткость и упругость листа.
Полосчатость структуры и текстура прокатки также нежелательна т.к. вызывают неоднородность деформации по разным направлениям и на штамповках появляются фестоны (рис. 13).
а б
Рис.13. Различие свойств по разным направлениям (а) в листе
и фестоны после штамповки (б)
Наиболее часто для холодной штамповки применяют углеродистые стали с содержанием углерода 0,05 — 0,2%, Mn ≤ 0,4% и минимальным содержанием газов N, O2, h3. Например, 05кп, 08кп, 08пс, 08сп, 10, 15, 20, Ст. 1 — Ст. 3.
Основной маркой стали для холодной штамповки является сталь 08кп. Она отличается наилучшей пластичностью и минимальной стоимостью. Однако недостатком этой стали является повышенная газонасыщенность. Повышенное содержание газов вызывает склонность этой стали к деформационному старению.
Деформационное старение это повышение предела текучести стали вызванное накапливанием атомов N2 и О2 вокруг дислокаций. Создание таких атмосфер атомов называют атмосферами котрелла.
Рис. 14. Диаграммы растяжения для стали склонной к деформационному
старению (а) и нестареющей (б).
Они блокируют перемещение дислокации и требуют большего усилия для начала пластической деформации. После отрыва дислокаций напряженность сдвига понижается и пластическая деформация облегчается. В результате на кривой растяжения появляется пик на площадке текучести (рис.14).
Отрыв дислокаций от атмосфер примесных атомов проходит неравномерно. В результате объем металла начинает деформироваться по плоскостям наиболее благоприятно ориентированным по отношению к действующей нагрузке. Такая преимущественная деформация проявляется в виде появления линий скольжения на поверхности металла. Сетка таких линий выглядит как царапины и снижает качество поверхности, что является дефектом для деталей после холодной штамповки. Для устранения этого дефекта применяется предварительная деформация металла в прокатных валках с обжатием 2%. Она называется дрессировка. Малая пластическая деформация вызывает отрыв дислокаций от атмосфер примесных атомов и последующая штамповка уже не вызывает появлений скольжения. Однако эффект от дрессировки сохраняется от 10 до 12 дней.
Таблица 3
Основные марки стали, применяемые для холодной штамповки
Предел прочности
МПА
Относительное удлинение, %
Марка
Примечание
Ст.2-Ст3
08кп 08пс,
10кп
10
15кп
15,
20кп
20
340-420
280-390
280-420
300-440
320-460
340-480
350-510
400-550
26 - 31
30—34
28—32
28—30
27—29
25—27
24—26
23—24
Группы
вытяжки
Н, Г, ВГ
08кп 08Фкп
08Ю
260—330
260—340
42 - 44
СВ,
ОСВ
СВСВ
Устранить склонность стали к деформационному старению можно введением в нее алюминия или ванадия в процессе получения. Малые добавки этих элементов в количестве 0,02 — 0,05% связывают атомы азота в нитриды. В результате диффузия атомов азота блокируется. Такая сталь называется нестареющей, например 08Ю, 08Ф, 08ЮА, 08ГСЮТ, 08ГСЮФ.
Для обеспечения высокой пластичности стали для холодной штамповки, основным видом термообработки для нее является отжиг на рекристаллизацию. Стальной лист после холодной прокатки обладает повышенной прочностью, в результате наклепа и для его устранения применяют отжиг при температуре 660 — 680ºС. Отжиг применяют для стали в рулонах либо для пачек нарезанных листов. Продолжительность такого отжига определяется массой рулона и составляет 10-20 час. Для того чтобы получить после такого отжига среднее зерно необходимо, чтобы предшествующая деформация составляла 30-40%. При малой деформации возможно появление крупно зернистости. А при большой степени деформации возможно образование текстуры.
Для штамповки изделий, требующих повышенной прочности, применяют низколегированные «двухфазные стали» со структурой, ‘состоящей из высоко-пластичной ферритной матрицы и упрочняющей фазы мартенсита или бейнита в количестве 20—30 %. Такие стали называют двухфазными ферритно-мартенситными (ДФМС). Для получения такой структуры в сталь добавляют легирующие элементы и проводят перед штамповкой предварительную, упрочняющую термообработку. В качестве основных легирующих элементов вводят Mn – 1,4-2%,Si от 0,5 до 1,5%, Cr – до 08 - 1%, Mo - до 0,2-0,4%, а так же небольшие добавки Al и W. Количество углерода в этих сталях 0,03-0,06%.
Типовые марки сталей:
03ХГЮ
06ХГСЮ
12ХМ
06Г2СЮ
Для создания необходимой структуры стали при её производстве проводят ускоренное охлаждение после горячей прокатки, либо дополнительно нагревают и охлаждают сталь с температурой превышающей точку А1, но ниже точки А3.. По своей сути такая термообработка называется неполной закалкой. В результате структура такой стали состоит из 70% феррита и 30% мартенсита. Феррит обеспечивает высокую пластичность, хорошую штампуемость, а мартенсит повышенную прочность. В процессе штамповки деформация сосредотачивается в зернах феррита, и повышенная степень наклепа увеличивает прочность готового изделия. После штамповки предел прочности такой стали в 1,3÷1,5раза превышает предел прочности обычных углеродистых сталей. Дополнительный отпуск не требуется.
ifreestore.net
.jpg)