- Благодаря такому процессу можно довольно просто и максимально быстро осуществить процесс по заделке маленьких поломок, не применяя сложные процедуры;
- Подобные работы не занимают много времени и длительных подготовительных процедур;
- Цены на расходные материалы соответственно не велики;
- Благодаря свойству олова, которое делает меньше текучесть при воздействии с большими температурами, процесс спаивания происходит более удобно и не проблематично в отличие от других припоев;
- Во всех вариантах спаивания окончательный результат владеет соответственно высоким уровнем качества.
- Процесс спаивания является не достаточно крепким по сравнению, с другими методами получения неразъемного соединения;
- При использовании олова, температурный диапазон эксплуатации изготовлений становится ниже, поскольку такой металл может расплавляться;
- Присутствуют неудобства в процессе соединения нержавеющей стали из-за большой текучести.
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Щетка по металлу;
- Флюс;
- Рукавицы для защиты;
- Материал для протирания.
- ПОС-50Кд18;
- ПОС-61;
- ПОС-40.
- Радиационный контроль;
- Технический осмотр;
- Метод радиоскопии.
- Мощность паяльника должна быть 60 -100 Вт, если она будет меньше, то хорошо нагреть и расплавить до нужного состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии.
- Нужно приобрести паяльник с перманентным нагревом – служит он долго и экономит энергию.
- Лучше всего паяльник с жалом, которое не обгорает – такой будет работать дольше. Его нужно чистить от накипи периодически, а также затачивать для филигранности работы.
- Олово — почти идеальный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания.
- Без правильного выбора флюса нержавейку лудить невозможно, так как образовывается оксидная пленка. Лучший флюс в этом случае — ортофосфорная кислота.
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
- Автор: Николай Иванович Матвеев
- Оптимальная мощность, которой он должен обладать от 60 до 100 Вт. Паяльник с меньшей мощностью попросту не сможет нагреть и расплавить металл, а большая мощность в домашних условиях не нужна, так будет происходить перерасход энергии (особенно это актуально для маленьких по размеру деталей).
- Выбирайте паяльник с необгораемым жалом, так как он намного долговечнее в работе с нержавейкой и оловом в качестве припоя.
- Олово – идеальный припой для нержавейки, потому что в отличии от прутки ПОС не содержит свинец и может использоваться в работе с пищевыми изделиями.
- В качестве идеального флюса в нашей ситуации лучше использовать ортофосфорную кислоту, обеспечивающую прекрасное лужение и пайку. Пайка нержавейки оловом невозможна без правильной подборки флюса, так как могут возникнуть проблемы с лужением из-за оксидной плёнки, покрывающей тонким слоев металл.
- Постарайтесь купить паяльник с переменным уровнем нагрева, т.к. он сэкономит значительное количество энергии и прослужит дольше. Паяльник с непрерывным нагревом, то есть работающий всегда на максимальной мощности быстрее выходит из строя (само жало под воздействием высоких температур и агрессивных кислотных сред разрушается и постепенно откалывается).
- Старайтесь периодически чистить жало паяльника от накипи и затачивать его, дабы сохранять возможность филигранной работы с ним.
- Низкая температура паяльника.
- Недостаточный прогрев деталей, подлежащих спаиванию (обычно проблемы такого рода возникают с большими по габаритам и объёму деталями, в таком случае их необходимо предварительно прогреть газовой горелкой или на электроплите).
- Неправильная подборка флюса (оксидный либо жировой слой на поверхности металла препятствует прилипанию припоя, флюс же как раз и должен растворить эту прослойку. Неправильно подобранный флюс просто неспособен растворить и эффективно удалить эту плёнку).
- Мощность паяльника должна быть 60 -100 Вт, если она будет меньше, то хорошо нагреть и расплавить до нужного состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии.
- Нужно приобрести паяльник с перманентным нагревом – служит он долго и экономит энергию.
- Лучше всего паяльник с жалом, которое не обгорает – такой будет работать дольше. Его нужно чистить от накипи периодически, а также затачивать для филигранности работы.
- Олово — почти идеальный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания.
- Без правильного выбора флюса нержавейку лудить невозможно, так как образовывается оксидная пленка. Лучший флюс в этом случае — ортофосфорная кислота.
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.
- Пластмассовая заклепка, как использовать? Заклёпка, весьма распространённое не разъёмное соединение. В самом обыкновенном.
- Гибка оргстекла. Как изогнуть оргстекло? Органическое стекло достаточно распространённый материал, часто применяемый во многих отраслях.
- Аппликация своими руками Ещё со школы многим из вас известно такое простое направления.
- Простой и удобный очиститель для жала паяльника Каждый радиолюбитель выбирает для себя свой особый дизайн подставки под.
- Изготовление многоразовых гибких форм из силикона своими руками В интернете описано уже достаточно много способов создания многоразовой формы.
- Оптимальная мощность, которой он должен обладать от 60 до 100 Вт. Паяльник с меньшей мощностью попросту не сможет нагреть и расплавить металл, а большая мощность в домашних условиях не нужна, так будет происходить перерасход энергии (особенно это актуально для маленьких по размеру деталей).
- Выбирайте паяльник с необгораемым жалом, так как он намного долговечнее в работе с нержавейкой и оловом в качестве припоя.
- Олово – идеальный припой для нержавейки, потому что в отличии от прутки ПОС не содержит свинец и может использоваться в работе с пищевыми изделиями.
- В качестве идеального флюса в нашей ситуации лучше использовать ортофосфорную кислоту, обеспечивающую прекрасное лужение и пайку. Пайка нержавейки оловом невозможна без правильной подборки флюса, так как могут возникнуть проблемы с лужением из-за оксидной плёнки, покрывающей тонким слоев металл.
- Постарайтесь купить паяльник с переменным уровнем нагрева, т.к. он сэкономит значительное количество энергии и прослужит дольше. Паяльник с непрерывным нагревом, то есть работающий всегда на максимальной мощности быстрее выходит из строя (само жало под воздействием высоких температур и агрессивных кислотных сред разрушается и постепенно откалывается).
- Старайтесь периодически чистить жало паяльника от накипи и затачивать его, дабы сохранять возможность филигранной работы с ним.
- Низкая температура паяльника.
- Недостаточный прогрев деталей, подлежащих спаиванию (обычно проблемы такого рода возникают с большими по габаритам и объёму деталями, в таком случае их необходимо предварительно прогреть газовой горелкой или на электроплите).
- Неправильная подборка флюса (оксидный либо жировой слой на поверхности металла препятствует прилипанию припоя, флюс же как раз и должен растворить эту прослойку. Неправильно подобранный флюс просто неспособен растворить и эффективно удалить эту плёнку).
Как записать песню в Adobe Audition. Как паять сталь оловом
Пайка нержавейки оловом


Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки.
Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата. Так же для качественного соединения потребуется правильно настраивать необходимые параметры и режимы при помощи регулировки, а так же выбирать соответственные расходные материалы. Такие работы осуществляются по техническим условиям, которые должны соответствовать ГОСТу 860-75.
Преимущества процесса спаивания нержавеющей стали при помощи олова

Недостатки спаивания нержавеющей стали при помощи олова
Оборудование и приспособления
В работах по спаиванию нержавеющей стали требуется иметь в наличии все необходимые приспособления, такие как:

Рекомендует приобретать паяльник, который имеет мощность в 100 Вт, поскольку модели с меньшей мощностью не смогут расплавить материал до необходимой стадии. Когда предстоит спаивание деталей с большими габаритами, то, скорее всего, понадобится паяльник мощнее. Жало приспособления должно быть несгораемым, благодаря этому значительно увеличится долгосрочность.

Необходимо помнить, что паяльник считается не достаточно универсальным приспособлением, поскольку его возможности в работе ограничиваются только теми припоями, которые легко плавятся. Здесь, для более правильного спаивания, подходят бруски, полностью состоящие из олова, либо прутки для сварки из серии ПОС. Вариант первого типа прекрасно подойдет для различной посуды и других подобных емкостей, поскольку в нем отсутствуют примеси. Вместо применения флюса, для данных процедур рекомендуется использовать ортофосфорную кислоту. Таким веществом требуется обработать поверхность будущего соединения, для наиболее высокого уровня качества.
Выбор припоя и прочих материалов
Для процесса спаивания нержавейки с помощью паяльника, необходимо правильно подбирать припой, поскольку от этого выбора зависит конечный результат. Одним из самых востребованных видов считается серия ПОС. Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
Такие припои могут иметь в себе не только олово, еще кадмий, свинец и другие металлы. Если необходимо осуществить процесс спаивания изделий, которые будут использоваться для продуктов питания, то требуется проследить, что бы в материале не присутствовало ничего кроме олова, поскольку другие металлы могут принести вред для вашего организма.

Небольшим затруднением является выбор подходящего флюса, поскольку совсем не каждый подойдет. В подобном случае потребуется специальный активный флюс, в роле него выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Рекомендуется незамедлительно приступать к работе, после нанесения его на поверхность металла, поскольку флюс может совместиться с пленкой.
Технология спаивания нержавеющей стали при помощи олова
Перед осуществлением процесса спаивания нержавеющей стали оловом, требуется провести подготовительные процедуры с металлом. Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.

Затем потребуется удалить оксидную пленку, появляющуюся на поверхности металла, а еще от жировых появлений и других загрязнений с помощью растворителя, ацетона и прочих химических веществ. Потом, на чистую поверхность требуется нанести флюс, в случае, если комбинированный припой, в составе которого уже имеется подобное вещество, не используется. После выполнения всех подготовительных процедур, можно непосредственно переходить к процессу спаивания. Для этого потребуется осуществить нагрев детали с помощью горелки или паяльника. Если используется горелка, то нужно тщательно смотреть за уровнем кислорода, поскольку при его недостатке, металл начнет подвергаться окислению.
Что бы ни упустить такой важный нюанс, потребуется обращать внимание на цвет пламени, поскольку, если состав будет перенасыщен, оно станет светло-синим. Для расплавления припоя, понадобится произвести нагрев всей области соединения до необходимой температуры, поскольку его плавление зависит не от горелки, а от нагретого ею металла. Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.

Контроль качества
Такой процесс осуществляется согласно ГОСТ 19249-73. Тут могут применяться способы контроля с разрушением и без. Основными являются:

Меры осторожности
Если спаивание нержавейки при помощи олова осуществляется в домашних условиях, то необходимо выполнять правила электробезопасности. Основная проблема в том, что можно получить ожог, от паяльника соприкоснувшись с ним, а еще с металлом или припоем. Требуется наличие необходимой металлической подставки, куда можно класть паяльник, что бы избежать его взаимодействия с различными предметами особенно с легковоспламеняющимися вещами. Рекомендуется производить работы в проветриваемых помещениях, поскольку испарения от металлов и самого припоя негативно влияют на дыхательную систему.

svarkagid.com
Как паять нержавейку оловом
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Итак, если вы приобрели высококачественную нержавеющую сталь в компании «МеталлСити», и вам нужно произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже.
Главное – паяльник!
Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа. Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно.

Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время.
Обратите особое внимание на следующее:

Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.
Смотрите также:

Что такое и где применяются заливочные машины низкого давления http://euroelectrica.ru/chto-takoe-i-gde-primenyayutsya-zalivochnyie-mashinyi-nizkogo-davleniya/.
Интересное по теме: Какие электроды выбрать для сварки инвертором
Советы в статье "Как работает электронный динамометр " здесь.
Пайка нержавейки в видео:
По материалам: http://metallcity.su/contacts/
euroelectrica.ru
Пайка нержавейки оловом — studvesna73.ru
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
Пайка с помощью газовой горелки
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры .
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать. но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.

Пайка нержавейки оловом
Часто можно встретиться с мнением, что пайка нержавейки оловом является сложным и трудоёмким процессом, особенно в домашних условиях. Сразу необходимо развенчать этот миф – паять нержавейку оловом можно легко, главное иметь определённые навыки, знания и опыт. Некоторую информацию и рекомендации мы постараемся передать Вам в этой статье. Особенно важно знать, что первостепенную роль играет флюс для пайки нержавейки оловом, флюс обеспечит надежное и долговечное соединение двух поверхностей.
В первую очередь, обратите внимание на электропаяльник:
Важно, перед тем как начать пайку нержавейки оловом основательно подумать, стоит применять паяние или можно обойтись другими крепёжными способами, например – промышленный крепёж, болтовое/шуруповое соединение и так далее. Паяние имеет смысл, когда две металлические детали по каким-либо причинам нельзя сверлить либо болтовое соединение не вызывает в долгосрочной перспективе доверия — есть люфт, выкручивается винт, расшаталось соединение и т.п.), и чтобы его упрочить применяется пайка по шву.
Частые ошибки при пайке
Пайка нержавейки оловом вызывает трудности при достижении должной консистенции олова для оптимального лужения (наплавления в данном случае олова на паяемую часть нержавейки). Наиболее распространённой проблемой является достижение оловом консистенции схожей с пластилином, когда оно откалывается, крошится либо пузыриться. В идеале оно должно быть похоже на воду, в таком случае шов будет идеально ровным и долговечным (не придётся даже обрабатывать его напильником или наждачной бумагой). Распространённые ошибки в таком случае – это:
В целом, выше описаны основные особенности, которые имеет смысл соблюдать, когда Вы производите пайку нержавейки оловом. Также стоит отметить, что после пайки нержавейки оловом обязательно промойте спаиваемые поверхности с мылом, так как в процессе пайки используется много агрессивных кислот, которые в последствие ускорят процесс коррозии и разрушения металла. Мыло, в свою очередь, как самая доступная щёлочь легко нейтрализует оставшиеся на поверхности кислоты.
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Итак, если вы приобрели высококачественную нержавеющую сталь в компании «МеталлСити», и вам нужно произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже.
Главное – паяльник!
Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа. Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно.
Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время.
Обратите особое внимание на следующее:
Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.
Советы в статье «Как работает электронный динамометр » здесь .
Пайка нержавейки в видео:

Изделия из нержавеющей стали довольно широко применяются в быту, имеют высокую стойкость к внешним воздействиям, прочность, долговечность и довольно доступны. Правда иногда возникает потребность подремонтировать ту или иную деталь из нержавейки. А если нету под рукою аргонной сварки, то, как альтернативу можно использовать пайку.
Ремонтируем чайник из нержавейки:
Довольно частым явлением, и наглядным примером, когда нужно паять изделие из нержавеющей стали, является ремонт чайника из нержавейки. И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно (в зависимости от качества нержавейки), но всё возможно.
 Чайник из пищевой нержавейки
Чайник из пищевой нержавейки
Для того что бы запаять чайник из нержавеющей стали вам понадобится, ортофосфорная кислота или специальный флюс для пайки нержавейки, пищевое олово (оно должно быть безопасным для организма человека! Если чайник вам нужен для питьевой воды), наждачная бумага и стоваттный паяльник.
Сначала нужно хорошо зачистить наждачкой место пайки, если это чайник, то нужно убрать накипь возле места протечки.
 Зачищаем чайник наждачной бумагой
Зачищаем чайник наждачной бумагой
А вот теперь начинается самое интересное! Для того что бы припой «прилип» к нержавеющей стали нужно её хорошо прогреть, но в тоже время ещё и обработать ортофосфорной кислотой – а она может при этом испариться, так ещё и оставить въевшиеся в метал окислы, и опять всё по новой нужно будет чистить. Потому прогревать саму нержавеющую сталь не следует. Секрет заключается в паяльнике, а точнее сказать в жале паяльника.
Как правило, если вы используете паяльник мощностью сто ватт с медным жалом, то оно очень быстро перегревается, припой испаряется, после чего моментально образуется окалина, и пайка уже невозможна (да и теплопередача жала падает, потому как окалина хуже проводит тепло). Но выход есть, воспользуйтесь проверенным мудрым советом. Во-первых, если у вас жало заточено под конус или сплюснуто, укоротите его, ровно спилив пилой по металлу, оставив около 2-3 сантиметров выступающей меди. Потом доведите поверхность жала до медного блеска (я использовал для этого обыкновенный мелкозернистый напильник).
 Дотачиваем отпиленное жало
Дотачиваем отпиленное жало  Довели жало до медного блеска
Довели жало до медного блеска
А дальше начинается самое интересное, во-первых, надо всё заранее подготовить потому как после нагрева паяльника, действовать придётся очень быстро и ловко. И вот почему, температура паяльника очень велика, жало перегревается моментально, и как бы вы его хорошо не залудили, всё ровно олово испаряется с поверхности жала довольно быстро.
 Олово испаряется и поверхность жала становится матовой
Олово испаряется и поверхность жала становится матовой
Потому делайте, так как делал я: Нанесли ортофосфорную кислоту на место пайки, потёрли жало об напильник, залудили его, набрали на жало олова и сделали пайку, и тут же снова наберите олова на жало. Толстый слой олова не успеет испариться и жало не нужно будет часто лудить, но если всё-таки окалина появилась, то снова потрите жало об напильник до появления меди и быстро залудите его. Повторяю, всё надо делать очень быстро, тогда окалины не будет, а теплопередачи жала паяльника будет достаточно для качественного прогрева места пайки – что немаловажно!
При пайке нержавейки, шов не всегда может получиться эстетически красивым. А ещё для пущей надёжности, желательно дно чайника пропаивать полностью, что бы исключить протечку в другом месте.
После того, как вы пропаяете все необходимые места чайника, чисто для приемлемого внешнего вида, шов можно заполировать наждачкой или напильником. После чего обязательно протереть спиртом что бы удалить остатки кислоты окислов, и окалины.
Нержавейку можно паять множеством различных металлов и сплавов, но именно для домашних условий, наиболее подойдет оловянный припой. Сложность в том, что найти более специализированный припой намного тяжелее, да и стоить будет он в разы больше.
Еще одна сложность заключается в самом процессе пайки, без специализированных и дорогостоящих инструментов, произвести его, с большинством металлов, в качестве пайки, практически не возможно. Это вызвано тем, что как правило, данные задачи выполняются на производствах и узкопрофильных заводах.
Но не стоит отчаиваться, Вас легко выручит олово, тем более что место пайки оловом получается, ни хуже от подобных дорогостоящих припоев. Сам процесс довольно прост, следует только внимательно выполнять все действия и неуклонно придерживаться техники безопасности, чтобы избежать ожогов.

Весь процесс пайки нержавейки оловом, можно условно разделить на два этапа, подготовительный и собственно пайка. Вначале нужно очистить все контактирующие поверхности от грязи и прочего налета. Далее следует обработка флюсом. Специалисты советуют в качестве флюса применять ортофосфорную кислоту, она наиболее подходит для нержавейки, способствуя качественному сцеплению олова с металлом.
После лужения обработанной кислотой поверхности, можно переходить к пайке. Нам понадобиться стандартный паяльник, желательно не менее 80 Вт, но и не более 100 Вт. Чтобы получилась качественная пайка, стоит приобретать паяльник именно в данном диапазоне.

Следует отметить, что для наилучшего соединения, следует брать чистое олово. А так как обычно оловянный припой содержит примесь свинца, необходимо проконтролировать, чтобы его содержание было минимальным, идеальным будет именно чистое олово.
Пайка нержавейки оловом процесс довольно специфический, но не сложный. Если Вы паяли раньше другие металлы, то у Вас все непременно получиться и в случае с нержавейкой. Будьте аккуратны и внимательны, и пайка выйдет ровной и красивой.
studvesna73.ru
Пайка стали, облуженной оловом (белая жесть)
 Пайка стали, облуженной оловом (белая жесть)
Пайка стали, облуженной оловом (белая жесть) Категория:
Пайка
Пайка стали, облуженной оловом (белая жесть) Белая жесть выпускается в виде листов или полос из мягкой, малоуглеродистой стали, облуженной чистым оловом. Оловянное покрытие, наносимое путем горячего погружения или гальваническим способом хорошо сцепляется с основным металлом и делает его легко паяемым с применением некоррозионных флюсов. Белая жесть, получаемая способом горячего погружения, выпускается в виде листов с толщиной покрытия от 0,0015 до 0,02 мм. Гальваническая белая жесть выпускается в виде больших рулонов, которые часто режут на полосы одинаковой длины. Гальваническое покрытие имеет матовую или тусклую поверхность; его поверхность осветляют путем расплавления. Осветленная белая жесть хорошо сохраняется и обладает хорошими паяльными свойствами. Гальваническим способом можно наносить оловянные покрытия различной толщины, от 0,0003 до 0,0015 мм с каждой стороны листа. Этим же способом можно выпускать листы белой жести с различной толщиной покрытия каждой из сторон.
Пайка
Детали, изготовленные из белой жести, с любой толщиной покрытия пригодны для пайки с применением некоррозионных флюсов. Чем толще покрытие, тем легче паять деталь. Поэтому белая жесть, полученная методом горячего погружения, применяется для всех изделий, кроме консервных банок.
Так как припой растекается легко, нет необходимости в сильном нагреве; слишком сильное газовое пламя может разрушить покрытие и ухудшить паяемость.
Для пайки белой жести применяются оловянносвинцовые припои. Консервные банки запаиваются припоями, содержащими 2% олова и 98% свинца или 30% олова и 70% свинца. Если это необходимо для изготовления деталей из белой жести, применяют припои, содержащие 40, 50 и 60% олова, вследствие простоты применения, низкой температуры плавления и хорошей капиллярности.
Белая жесть не требует специальной подготовки поверхности под пайку, если не считать удаления таких поверхностных загрязнений как масло, жир и атмосферные загрязнения.
Для пайки белой жести применим любой из описанных в гл. 6 способов нагрева. Наиболее распространены пайка паяльником, индукционным нагревом и газовым пламенем. Применяемые при пайке канифолевые флюсы обеспечивают достаточную защиту металла и припоя. Если возникает необходимость в высокой производительности, можно также применять активированные канифолевые флюсы.
Для получения максимальной прочности соединений следует пользоваться рекомендациями по конструированию соединений из тонкого листового материала. Наиболее надежными являются соединения нахлесточного типа, особенно соединения в замок. Для пайки изделий из белой жести достаточен зазор в 0,025 мм, но допустимы и несколько большие зазоры.
Области применения
Современное оборудование консервной промышленности позволяет выпускать в минуту до 500 банок из белой жести. Жесть поступает в машину (рис. 11.1), где она сворачивается в цилиндр с замковым швом. Шов покрывается флюсом, и затем корпус консервной банки перемещается по направляющим. Здесь на шов наносится припой с помощью вращающегося стального ролика, погруженного в ванну с расплавленным припоем. Излишки припоя удаляются матерчатым полировальным кругом, показанным на рис. 2. Днище консервной банки закатывается на специальном станке с предварительной установкой резиновой прокладки для уплотнения. Банки для сгущенного молока изготавливаются аналогично, за исключением того, что оба днища соединяются с корпусом консервной банки с помощью пайки в процессе того, как она катится вдоль ролика, вращающегося в расплавленном припое. Небольшое отверстие в банке позволяет провести заполнение консервной банки. После заполнения отверстие запаивается каплей припоя.
Другим примером пайки изделий из белой жести является изготовление корпуса газового счетчика. На сборочной линии применяются различные методы нагрева. Корпус счетчика состоит из двух боковых отбортованных секций и крышки.
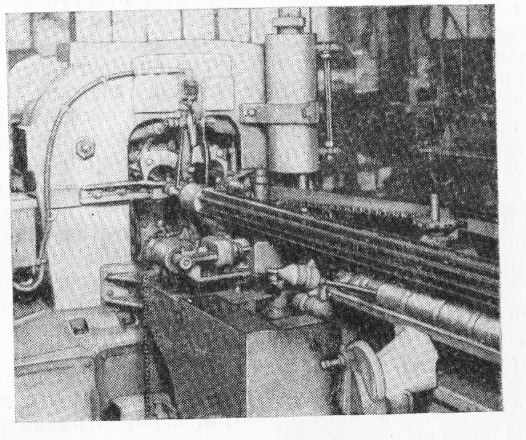
Рис. 1. Машина для изготовления корпусов консервных банок. Виден вращающийся вал для нанесения припоя.
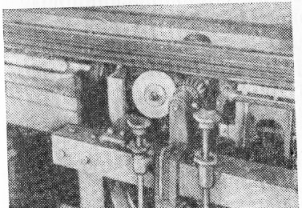
Рис. 2. Матерчатый полировальный круг для снятия излишков припоя.

Рис. 3. Пайка корпуса газового счетчика из облуженной стали.
Механизм счетчика устанавливается на раму с отбортовкой в 12,5 мм. Корпус счетчика собирают с предварительным покрытием поверхности отбортовки некоррозионным флюсом и последующим плотным соединением трех кромок. Вокруг прямоугольной отбортовки производится прихватка точечной сваркой с шагом в 75 мм. Запаивают соединение погружением кромок на 15 сек в ванну с расплавленным припоем из 50% свинца и 50% олова при температуре 290°. Устанавливают на место крышку и припаивают отбортовки при прохождении счетчика через ряд газопламенных горелок, применяя припой в виде проволоки. Небольшие исправления, если необходимо, производят паяльником. При изготовлении изделий из сталей, покрытых оловом, применяются флюсы некоррозионного типа. Это исключает воздействие остатков флюсов на механизм счетчика. При этом легко обеспечивается герметичность паяного соединения и получение хорошей основы под окраску.
Облуженные стали применяются также во многих других отраслях промышленности. Из них изготовляют трубы для подвода сухого воздуха, корпуса конденсаторов, каркасы усилителей, воздушные фильтры, масляные фильтры, корпусы радиоламп, кухонные принадлежности.
Читать далее:
Пайка жести, облуженной оловянносвинцовым сплавом
Статьи по теме:
pereosnastka.ru
Пайка в домашних условиях

Одним из старейших и достаточно простых способов надёжного соединения металлических деталей является так называемая пайка, используемая при изготовлении какой-либо продукции с помощью поверхностной диффузии, а также при расплавлении посреднического металла.
Широкое распространение этот способ получает, как правило, в случае необходимости ремонта технических устройств, предметов хозяйственного обихода.
Электро- и радиотехника является наиболее распространённой сферой применения пайки.
Положительные моменты пайки заключаются в их простоте и всеобщей доступности, несложности ремонта, демонтажа, а также водоустойчивости.
Отрицательными сторонами пайки выступает относительно невысокая прочность пайки, невозможность применения к некоторым металлам, относительная нетерпимость к холоду и теплу (от -25 до +200 градусов).
Виды припоев для пайки
Для пайки, как правило, используется так называемый припой - легкоплавкий сплав из металла. Центральной разновидностью припоя выступает оловянно-свинцовый сплав.

С учетом наличия определённого элемента припои подразделяются по различным температурам плавления, а в последующем это обстоятельство определяет преимущественную сферу их применения. Обширное распространение получили припои с температурой около 200 градусов.
Как правило, на верхней части деталей, которые спаиваются, используется флюс, разрушающий окислы. Эффективность пайки без использования флюса равна нулю. Характерной особенностью флюса выступает то, что для пайки определённых металлов используются различные его модификации.
Многие флюсы универсальны. В большинстве случаев флюсы являются общеприменимыми. Особо актуальна паяльная кислота и канифоль.
Выбор паяльника для пайки
Паяльник представляет собой стержень, который нагревается до определённой температуры. Функциональным предназначением выступает разогрев места пайки до температуры, равной температуре плавления припоя. Мощность паяльников, конечно же, может быть разной.
Источником питания выступает ток. В исключительных случаях, когда найти источник тока не представляется возможным, может использоваться горелка.

Приоритет при выборе паяльника определяется исходя из толщины деталей, которые соединяются. При пайке радиодеталей прибора с мощностью в 40 Вт вполне достаточно, но он же абсолютно не годен при райке толстых проводов, листов жести.
Оптимальный процесс пайки в домашних условиях
Поверхности, которые в последующем подлежат соединению, предварительно подготавливаются. После подготовки предполагаемое место, где расположится припой, очищается до блеска с помощью наждачной бумаги либо ножом. Обволакивающий слой припоя наносится после предварительного очищения.
Как правило, участки, которые очищены, покрываются флюсом либо же его расплавом. После чего их помещают в расплавленный припой и нагревают до тех пор, пока не осуществится соединение с припоем.
Наиболее оптимальным вариантом является расплавить маленький кусочек, расположенный на деревянной дощечке. Дальнейшие действия заключаются в наложении детали и нагревании (в случае необходимости добавляется припой).
Пайка в домашних условиях должна выполняться максимально быстро, потому что флюс, который обеспечивает растекание припоя, очень быстро обугливается. В необходимых случаях может потребоваться дополнительная зачистка. До того момента, как припой полностью затвердеет, сдвигать детали запрещается.
Необходимый уровень пайки признаётся в том, случае, если припой лежит не в скомканном виде, а тонким слоем обвивает место со всех сторон.
Полезные советы по пайке своими руками
- Металлы, которые поддаются лёгкой плавке: медь, сталь, свинец, оцинкованная жесть.
- Категорически запрещается паять алюминий.
- Предпочтение при выборе флюса отдаётся в зависимости от материалов и химической стойкости деталей. Сталь, как правило, паяют, использую кислоту.
- Соблюдение мер предосторожности является обязательным условием при работе с кислотой, так как при нагревании она разбрызгивается.
- Зачистка является важным моментом ввиду того, что флюс не всегда справляется с окислами.
- Аспирин достойно заменит отсутствие паяльной кислоты.
- Основной сферой применения паяния является устранение небольших отверстий в ёмкостях и т. д.
- Как правило, элементы, которые спаиваются, соединяют внахлёст. Этим достигается большая прочность.
www.stroypraym.ru
Пайка нержавейки оловом (видео), флюс для пайки нержавейки оловом
(Last Updated On: 11.09.2017)Пайка нержавейки оловом
Часто можно встретиться с мнением, что пайка нержавейки оловом является сложным и трудоёмким процессом, особенно в домашних условиях. Сразу необходимо развенчать этот миф – паять нержавейку оловом можно легко, главное иметь определённые навыки, знания и опыт. Некоторую информацию и рекомендации мы постараемся передать Вам в этой статье. Особенно важно знать, что первостепенную роль играет флюс для пайки нержавейки оловом, флюс обеспечит надежное и долговечное соединение двух поверхностей.
В первую очередь, обратите внимание на электропаяльник:
Важно, перед тем как начать пайку нержавейки оловом основательно подумать, стоит применять паяние или можно обойтись другими крепёжными способами, например – промышленный крепёж, болтовое/шуруповое соединение и так далее. Паяние имеет смысл, когда две металлические детали по каким-либо причинам нельзя сверлить либо болтовое соединение не вызывает в долгосрочной перспективе доверия — есть люфт, выкручивается винт, расшаталось соединение и т.п.), и чтобы его упрочить применяется пайка по шву.
Видео:
Частые ошибки при пайке
Пайка нержавейки оловом вызывает трудности при достижении должной консистенции олова для оптимального лужения (наплавления в данном случае олова на паяемую часть нержавейки). Наиболее распространённой проблемой является достижение оловом консистенции схожей с пластилином, когда оно откалывается, крошится либо пузыриться. В идеале оно должно быть похоже на воду, в таком случае шов будет идеально ровным и долговечным (не придётся даже обрабатывать его напильником или наждачной бумагой). Распространённые ошибки в таком случае – это:
В целом, выше описаны основные особенности, которые имеет смысл соблюдать, когда Вы производите пайку нержавейки оловом. Также стоит отметить, что после пайки нержавейки оловом обязательно промойте спаиваемые поверхности с мылом, так как в процессе пайки используется много агрессивных кислот, которые в последствие ускорят процесс коррозии и разрушения металла. Мыло, в свою очередь, как самая доступная щёлочь легко нейтрализует оставшиеся на поверхности кислоты.
cassuspro.ru
Учимся паять | Как залудить паяльник | Как припаять провод | Как паять | Чем паять
 Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Что нам понадобится для пайки?
Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль → припой → дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника.
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный. Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится. Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Если нет, то придется, возможно, операцию повторить или воспользоваться вместо канифоли паяльной пастой – специальным химическим веществом, (типа паяльной кислоты, если кто знаком) позволяющей лудить, к примеру, даже железо.
Так выглядит паяльная паста.
Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль. Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить. Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
Всё, поздравляю! У Вас получилось.
Как отпаять провод?
Отпаивать провода и различные паянные соединения, можно соответственно, обратным методом — разогревом места пайки (залуженным и обмокнутым в канифоль, разогретым) жалом паяльника до расплавления припоя.
…И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Что можно паять?
А точнее, какие металлы хорошо паять? На первом месте, это, конечно же медь, латунь, золото, серебро, свинец, само собой – олово. Хуже паять (лудить) железо, сталь, цинк. Для залуживания последних придётся воспользоваться специальной паяльной пастой (см. рисунок выше). Есть и такие металлы, которые совсем не поддаются пайке, например – алюминий.
.
www.auditionrich.com