- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
- температура;
- давление;
- припой.
- высокотемпературная;
- низкотемпературная.
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
- олово;
- свинец;
- серебро;
- медь;
- никель;
- палладий.
- ПОС 40;
- ПОС 30;
- ПОС 4-6.
- сурьма;
- мышьяк;
- медь;
- висмут.
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
- зачистка поверхности;
- обезжиривание;
- нанесение флюса;
- подготовка паяльника;
- лужение места будущего шва;
- пайка элементов из жести;
- очистка поверхности бензиновой смесью;
- контроль получившегося шва.
- напильник;
- шабер;
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильно подобран флюс или припой;
- На спаянный материал оказывалось физическое воздействие еще до того, как он застынет.
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
Как припаять провод. Материалы для паяния. Как паять стальную проволоку оловом
Как паять стальные детали
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.

Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:Упрочить можно применив другой припой, - специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, - охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

Особопрочная пайка, особые припои
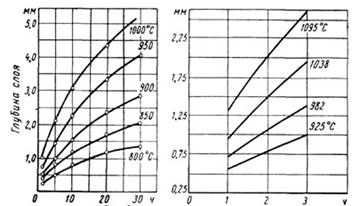
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 - 900 град, нужно использовать графитовый тигель.Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
stroy-block.com.ua
выбор флюса и особенности работы с жестью и оцинковкой
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
svaring.com
Чем можно паять сталь?
LVital 21-07-2005 14:35Вопрос в следующем: есть большое желание перестволить Шеридан 397 на Вальтеровский ствол (4,5мм, чок, 605мм длина, Ф12). Для этого придется профрезеровать вдоль ствола канаву и припаять ствол к компрессору. Насколько я помню из отзывов владельцев, в Шеридане ствол латунный и припаян. Удастся ли мне припаять стальной ствол и что для этого нужно сделать? Какой флюс, какой припой, какая мощность паяльника для этого требуются?
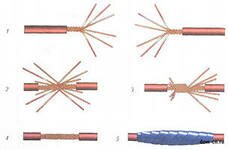
Кирьян 21-07-2005 15:12Для пайти стали используют более тугоплавкие припои(чаще всего медно и серебро содержащие), а так как температура пайки высокая и длинна ствола не маленькая есть все основания пологать, что ствол "уведет".Как вариант пайка ствола в нескольких местах или еще вариант - ставиш ствол на(в) "восмерки" и припаеваеш к насосу только восмерки(на них же можно и планочку поставить под оптику.)
Youri 21-07-2005 15:57Можно паять обыкновенным припоем,предварительно облудив сталь с ортофосфорной кислотой или,что лучше,со специальным флюсомПоследующая промывка водой обязательнаПрогревать лучше маленькой газовой горелочкой,а потом паяльником
LVital 21-07-2005 16:12А что за специальный флюс? Соляная кислота, или достаточно спиртового раствора канифоли?
wellad 21-07-2005 16:30Доступнее всего на мой взгляд преобразователь ржавчины. Сделан на основе хлористого цинка или ортофосфорной кислоты. Продается в магазинах автозапчастей. Облуживается часть ствола под пайку с обязательной промывкой мыльной водой. Потом нагреваешь ствол и коробку горелкой и одновременно вставляешшь. В месте стыка должен появиться расплавленный припой. Нагревать сильно нельзя, а то припой обгорит. Во время прогрева может помочь канифоль. Успехов.
Skunk 21-07-2005 16:42Можно паять с обычным хлоридом цинка. Продается мужиками на "хозяйственном" рынке.
guron 21-07-2005 16:58Активный флюс называется (менее агрессивен, чем ортофосфорная, я иногда не промываю после него, когда некогда  , по составу не скажу
, по составу не скажу  ) IMHO ортофосфорная эффективнее. Меня вот другой вопрос терзает - нафига ты его паять собрался? Я как представил как ты будешь 12 мм "ломик" нагревать до 200-300 градусов, мне аж поплохело не лучше ли будет прихомутать. Хотя я не знаю как оно там на бенджиках устроено, мож на нем (стволе все и держится ) Кстати тут тебе насоветовали припои с серебром - нафиг их - зае.устанешь греть, лучше низкотемпературные припои (сплав "Розе" к примеру или Вуда - оба менее 100 градусов) чтобы облудить "ломик" - греешь на эл плитке глицерин (до 100 градусов) и расплавляешь в нем "розе" - так он с кислородом не будет контактировать, мажешь "ломик" ортофосфорной кислотой и в эту емкость. Бенджик тоже облудить, затем все это объединяешь и паяешь феном и паяльником.Все что написал на бенджике не проверялось, я его только на картинках видел, просто делюсь опытом пайки одной большой железяки к другой, без использования высоких мощностей.
) IMHO ортофосфорная эффективнее. Меня вот другой вопрос терзает - нафига ты его паять собрался? Я как представил как ты будешь 12 мм "ломик" нагревать до 200-300 градусов, мне аж поплохело не лучше ли будет прихомутать. Хотя я не знаю как оно там на бенджиках устроено, мож на нем (стволе все и держится ) Кстати тут тебе насоветовали припои с серебром - нафиг их - зае.устанешь греть, лучше низкотемпературные припои (сплав "Розе" к примеру или Вуда - оба менее 100 градусов) чтобы облудить "ломик" - греешь на эл плитке глицерин (до 100 градусов) и расплавляешь в нем "розе" - так он с кислородом не будет контактировать, мажешь "ломик" ортофосфорной кислотой и в эту емкость. Бенджик тоже облудить, затем все это объединяешь и паяешь феном и паяльником.Все что написал на бенджике не проверялось, я его только на картинках видел, просто делюсь опытом пайки одной большой железяки к другой, без использования высоких мощностей.
у нас флюсы продают в радиомагазинах,на Митинофлюсы разные-на ортофосворной и соляной кислотах требуют тщательнейшей водной промывкиесть флюсы,не требующие промывоку меня несколько видов есть-для аллюминия-нихрома и нержавейки-для стали без промывки-для бронзовых сплавовстоят они копейкинайди способ отправки и я тебе вышлю
guron 21-07-2005 19:10Кстати на них есть ТУ может и в Украине такие найдутся Стоят действительно копейки. Я выменял 5 литров ЛТИ-120 + поллитра ортофосфорной, щавелевой, и литр активного флюса на поллитра спирта А сыпучие реагенты вообще нахаляву домой таскал
Еще вспомнил у меня тут этажем ниже припаивают нержавейку к алюминию специальной пастой,правда при высокой температуре
Меня учил паять один мужик. На других изделиях он делал так. Зачищал деталь до шероховатости примерно 6.3, обезжиривал. Тоже самое с другой деталью. Потом грел обеи на домашней газовой плите, но не до красного каления)). Примерно градусов 200-250. Причём в твоём случае надо подержать подольше-толщины большие. Брал паяльную кислоту (обязательно с цинком) и *на горяче* капал на поверхность. Паяльник нужен мощностью больше 100Вт , ну можно и этот. Облуживал обе детали, так чтобы сверкало. Но температуру нужно держать! Давал немного остыть, потом снова грел на газе, чтобы олово слегка текло и быстро соединял, потом грел немного снова-хрен потом отдерёшь. Но учтите. если стрелять зимой, то возможны траблы (оловянная чума). Вообще паять ствол -не есть хорошо. Нужно замастячить скользящую посадку и посадить плотно на два сухаря. Случае чего обратно можно *переиграть*))
SlepoySn 21-07-2005 20:52Пропаяй латунью.
Youri 21-07-2005 21:42quote:Originally posted by SlepoySn:Пропаяй латунью.Это точно!
KVK 21-07-2005 22:17А не поведёт?
SLAYER 22-07-2005 12:47Еще как поведет.
Только мягким припоем паять.Залудить с фосфорной или соляной кислотой,даже без цинка можно,скрутить проволокой и нагреть до температуры плавления припоя,флюсом еще промазать. Припой аккуратненько растечется по залуженым местам и красиво все пропаяет.
Могу дать и припой с температурой плавления 90с,если, а то обычного ПОСП нет у меня. И кислоту,фосфорную и соляную и флюс дам. Паяй на здоровье.
Кайнын 22-07-2005 01:06с таким вопросом надо идти в гладкоствол.
и там расскажут, что паять стволы вручную учатся годами.
может, действительно, механически как крепить?
или вопрос стоит в сохранении внешней похожести?
wellad 22-07-2005 01:08При пайке латунью греть надо докрасна. С таким объемом металла придется взять паяльную лампу или ацетиленовую горелку. Конечно припаять можно, но куда будет смотреть ствол х.з. Сплав Розе рулит.
SHURUP 22-07-2005 01:15LVital. Мягкими припоями (оловянно-свинцовые, Вуда, Розе) невозможно обеспечить приемлемую механическую прочность, можно только загерметизировать.В жаркий летний день на солнцепёке брызги сплава Розе или Вуда ещё и в глаза брызнут  . Рецептов твёрдых припоев - милиён и флюсов столько же. И если ты никогда не держал руках газовую горелку - пожалей вентовку. Найди спеца, не того кто металлолом режет, а кто имеет представление о ПСр.Почитать советы на форуме и запаять, очень опасно для девайса.
. Рецептов твёрдых припоев - милиён и флюсов столько же. И если ты никогда не держал руках газовую горелку - пожалей вентовку. Найди спеца, не того кто металлолом режет, а кто имеет представление о ПСр.Почитать советы на форуме и запаять, очень опасно для девайса.
Виталь, а тот модератор,который я на Шеридан пистолет припаял к стволу сплавом с 90С плавления еще держится? Небыло у меня другого тогда.А вот как Errrero cтволы паяет оловянно-свинцовым припоем ПОС-40,это примерно 230С, 40%олова.
http://guns.allzip.org/topic/2/67985.html
blacksmith 22-07-2005 03:46Сталь отлично пааяется аспирином (ацетилсалициловой кислотой), любым, блин, припоем.ИМХО
IV 22-07-2005 08:00Мне кажется, если паять, то низкотемпературным припоем, иначе может повести. Но. Почему никто не вспоминает о клеях. Современными клеями можно так приклеить, что не отдереш. Тут была гдето тема, клеили взводной зацеп на газовую пружину, а усилие там сами знаете. Имеет смысл посмотреть в эту сторону. Никакого нагрева. Только хороший клей на рынке не купиш, надо специализированные фирмы искать, там же и консультироваться. Требования - прочность и отсуствие усадки.
alhimik 22-07-2005 10:09запаяй латунным припоем.Или цинковым - они попрочнее хотя и плавятся при более высоких температурах.Флюс: хлорид цинка, соляная кислота.
guron 22-07-2005 10:39quote:Originally posted by SHURUP:В жаркий летний день на солнцепёке брызги сплава Розе или Вуда ещё и в глаза брызнутНу вот этого не надо. Тут теплоотвод приличных размеров, и даже паяльником эту пайку не сразу разогреешь.Почитать советы на форуме и запаять, очень опасно для девайса. - полностью поддерживаю.Также поддерживаю клеевую тему, пайка - всегда расширение - сужение, что не есть гут.
Интересно мне как вы будете греть 600 мм. ствол в домашних условиях??Очень большая вероятность что его уведет. На газовой комфорке точно не нагрееш - сам пробывал(не свол, но не меньшую железку)ИМХО самый рульный вариант это три восмерки, одна полноценная 8 и две подрезанные. Та что 8 на конец цилиндра насоса, еще и усилиш узел крепления ручки насоса, а две на 1/3 и 2/3 ствола еще и планку под ОП на них поставиш. Точечный нагрев в районе 8 ни чего и ни где не уведет.
LVital 22-07-2005 13:27Спасибо всем за кучу идей. Сиди и выбирай на здоровье
2 SHURUP: большие детали, тем более, сталь, я никогда не паял. Проводочки-транзисторчики-микросхемы - было дело. 2 SLAYER: держится, за предложение спасибо. Греть ствол ТЭНом - а это мысль. 2 Кирьян: спасибо, плохо что вид изменится. 2 blacksmith: с аспирином я потренируюсь обязательно.2 alhimik: паять латунью сталь к латуни, это уже сварка получается , и я думаю, для меня это просто нереально.
2 IV: вот это, похоже, ОНО. Никого никуда не поведет, и греть не надо.
LaMuD 22-07-2005 13:35Паял сплавом Розе и ортофосфорной кислотой на электроплите. Держится хорошо, но припаять красиво хрен получится. Не нужно портить красивую винтовку, а лучше если уж руки совсем нестерпимо чешутся, то или приклеить или сформовать пару хомутов из быстрой стали или эпоксидки с пластификатором (эпоксидка с тонером для лазерника весьма пррочный и не хрупкий материал). Можно даже разборные сделать т.к. можно проложить плёнку и затем просверлить отвестия и нарезать резьбу.
А чё в Бене такой плохой ствол ?
beginner 22-07-2005 13:43quote:Originally posted by LaMuD:А чё в Бене такой плохой ствол ?присоединяюсь к вопросу
LVital 22-07-2005 15:34Не так чтобы уж совсем плохой.- он латунный, и ершик у меня латунный, а чистить леской с ветошью ненавижу- нарезы на выходе не нравятся. Шероховатые какие-то. Если удастся, выложу фото. - чем изголяться с модератором на родном стволе, лучше изголяться с новым стволом Имхо, возни одинаково. - у меня есть ствол LW 605мм диаметром 12мм. Если бы его не было, и вопросов бы не было
- поменять ершик на капроновый - ствол полирнуть
Как насчет латунной же трубки/колец/полуколец на новый ствол? Припаиваем латунь, вставляем железо..
beginner 22-07-2005 15:51кстати, Демьян вроде бы делал душитель на Бенджика.
да и просто помогать советами человеку, который Вальтеровский ствол собрался фрезеровать - это... даже не знаю с чем сравнивать. Ну как с дитём вроде какую нехорошую операцию сделать...Может, у меня такое отношение к стволу- потому как я в МСК, с нашими заморочками ЗОО? Не знаю...
beginner 22-07-2005 18:42quote:Originally posted by LVital:А что с ним может случиться? Или словосочетание "Вальтеровский ствол" должно произноситься с придыханием?
ага.может, стоит попробовать соорудить с этим стволом что-то "более другое"? ПСП там с пейнтболльным баллоном?
ЗЫ. всё имхо.
OVM 22-07-2005 19:55Мда...Вы меня господа извините, но человек хочет припаять ствол в Бенджике, проблема-то!Родной был припаян, повело? ФИГ! Сталь отлично паяется, достаточно сначала отдельно облудить ствол (после зачистки и обезжиривания) хлористым цинком, причем паяльник для ствола нужен 100 ватт, лучше маленькая газовая горелка, кстати продаются такие, на обычный баллон для зажигалок, стоит в Москве баллон ~ 80 руб, горелка 800 руб. Далее - прочность, да уж! Обычного оловянистого-свинцового припоя - за глаза! Латунью паять - нафиг, нафиг - ни к чему.Ствол не поведет!!! Ребята, диаметр ствола 12 мм! Соединен будет с трубой насоса, температура ~ 260C, какая поводка?! А родной ствол при пайке почему не ведет? Скажете одинаковые материалы? Но сечение разное....да и расширение стали и латуни не сильно разные.
Запаивайте! Обычным легкоплавким припоем, нормально будет!
А вообще, на один нормальный совет (не мой - ! ) 10 штук, типа "Слышу звон, да не знаю где он..." (Никого не хотел обидеть)
С уважением,Олег
LVital 22-07-2005 20:00Извини, удалил свое сообщение сам за отсутствие политкорректности , но ты успел увидеть и ответить
Я не вижу проблемы выбрать круглой фрезой 2мм в глубину у ствола, имеющего диаметр 12мм. В том смысле, что не думаю, что у ствола от этой процедуры что-то испортится. Наверняка заказывать нужно будет у грамотного фрезеровщика, чтобы он сделал оправку и все такое. Кроме того, я не вижу, куда такой тонкий ствол, фактически, лейнер, можно приспособить. Вывешивать его на всю длину нельзя - будет сеять. Есть одна красивая задумка типа буллпапа, но технических знаний не хватает для составления грамотных чертежей, так что тот проект пока в долгом ящике.
А для будущих проектов (лет через 20 ) у меня еще лежат два ствола 4,5 мм от того же кутюр внешним диаметром 16мм Я нэ жлоб, а хазяйська дытына . Вот и не получается у меня о Вальтере говорить с придыханием. И это хорошо
ну тогда - могу только поздравить.
green_day 27-07-2005 23:40Кстати гладкоствол охотничий не зря называют "паяными трубами" 
Флюс для пайки продается на москворецком рынке для пайки медных труб, отлично паяет и сталь, и медь, и нержавку, и в сочетаниях.Представляет из себя баночку с серой пастой. Можно в принципе паять одним флюсом, т.к. содержит порошок цинка. Зачистить место пайки необходимо.Насчет поведет- никогда при остывании мягкий припой очень пластичен и сыграет под сталь без проблем. Кстати, а почему надо фрезеровать ствол, а не ответку?
LVital 01-08-2005 12:19Потому, что ответка - латунная труба диаметром около 25мм и толщиной стенки около 1мм.
Тогда лучше просверлить в призме 2 отверстия по стволу и трубе и разрезать на несколько частей, чтобы центровка не ушлла, а затем припаять.
LVital 02-08-2005 12:00Подожди, какие отверстия и кого резать?! Труба - это насос, ее резать нельзя.
иваныч 02-08-2005 18:46Взять кусок метала длинной 120-150мм толщиной 30-32мм просверлить в нем 2 паралельных отверстия, одно под трубу второе под ствол т.е. 25мм и 16мм получится ствольная коробка. Если она не нужна можно её распилить на части, получатся кронштейны.У них будет четкая соосность. 16мм ствол легко вывешивается и даёт великолепную кучку. Зачем его паять непонятка
2dogs 10-08-2005 11:37Сам правда не проверял, но цетирую.
6. Холодная спайка.
Некоторые предметы, как известно, нельзя спаять при высокой температуре, не подвергнув порче. Для таких предметов рекомендуется следующий состав. Осажденная в порошкообразном состоянии медь перемешивается в фарфоровой ступке с концентрированной серной кислотой до получениянекрутой тестообразной массы, к общему весовому количеству которой добавляют постепенно, при постоянном размешивании, 70 частей ртути. Когда таким образом получится однородная амальгама, ее хорошо промывают в горячей воде для удаления кислоты и затем дают ей остыть. Спустя 10-12часов амальгама становится настолько твердой, что режет олово.В таком виде состав уже вполнеготов к употреблению, для чего его нагревают до консистенции размягченного воска и спаивают предметы; остыв, эта амальгама очень крепко держит спаянные части.
guns.allzip.org
Пайка металлов
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.

Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
Вернуться к оглавлению
Как паять вольфрам: особенности

Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Вернуться к оглавлению
Как проводить пайку дома: рекомендации

Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Вернуться к оглавлению
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.

Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Вернуться к оглавлению
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:

Марки и свойства припоев.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Вернуться к оглавлению
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
expertsvarki.ru
Пайка деталей из разных видов жести: особенности и технология.
Как в производстве, так и в домашних условиях люди сталкиваются с необходимостью пайки деталей из жести, которая имеет свои особенности и подготовку. По сути, жесть — это холоднокатаная листовая сталь, подвергающаяся впоследствии термической обработке и нанесению гальванического покрытия в виде олова, цинка, хрома и прочих материалов. Своё применение жесть (белая и луженая) находит в производстве банок для холодных напитков или металлической тары любых размеров. Таким образом достигается облегчение корпуса упаковки. Поэтому корректная пайка данного металла важна.
Материалы для спаивания металла
Классический вариант спаивания жести требует наличия припоя, содержащего олово и другие химические элементы, флюс, а также паяльника с шилом.
Согласно рекомендациям, применять следует припой марок ПОС 40, ПОС 30 и ПОСС 4-6. Это обусловлено химическими свойствами материалов в процессе пайки оловом. Каждый из припоев может содержать несколько элементов, среди которых олово, сурьма, мышьяк, медь и висмут. Данные припои отличаются от других сопротивлением срезу за счёт содержания примесей. К примеру, ПОС 40 содержит 40 % олова, 2% сурьмы, по 0,05 – 0,1% оставшихся элементов. Также это повышает сопротивление разрыву шва после пайки. При понижении олова в составе повышают сурьму. Но бывает и так, что пайка предусматривает наличие такого компонента как свинец (ПОС 90). В случае оцинкованного материала ситуация другая.
Спаивание железа предусматривает наличие флюса. По сути, он является растворителем и химическим окислителем. Во время пайки благодаря этому элементу не происходит окисление. Также обеспечивается смачивание металла железом для лучшего качества шва. Популярными флюсами для металла выступают соляная кислота и канифоль. Последняя активно применяется в радиотехнической промышленности. Иногда используется хлористый цинк и борная кислота.
Выделить наиболее подходящий флюс для спаивания деталей из жести не выйдет, так как каждый из них даёт положительный результат. Если необходимо растворить густые жировые вещества, применяют хлористый аммоний. Зачастую для данной процедуры делают смеси из вышеперечисленных компонентов.
Важную роль в процессе пайки с оловом играет применяемый инструмент, которым обычно выступает паяльник. Согласно рекомендациям его мощность должна быть более 40 Вт. Желательно применять электрический паяльник. В этом случае пайка будет удобна, а швы в результате получатся прочными и надёжными. Сразу следует заметить, что без надобности оставляться инструмент в нагретом виде не стоит во избежание пожара, а также ухудшения свойств ручки. В промышленности применяются паяльные станции, стоимость которых превышает в несколько раз классическое оборудование, но изделия имеют различные насадки, а также дополнительные элементы (подставка, датчик температуры и т.д).
Процесс пайки металлических деталей
Пайка предусматривает несколько этапов, в процессе которых обеспечивается качественный шов. Для спаивания металла необходимы:
Очистка поверхностей обеспечивается следующим инструментом:

Промежуток между деталями должен составлять 0,3 мм для возникновения капиллярных сил. Данная ситуация позволяет металлу заполнить кромки зазора и обеспечить качественный шов. Иногда механически детали очистить не получается и используют травление, но в случае жести это редкий вариант. При наличии жировых пятен на поверхности необходимо применять раствор соды (10%). В домашних условиях обезжиривание делают при помощи ацетона, бензиновой или спирто-бензиновой смеси. Благодаря их свойствам обеспечивается отличная очистка.
Следующим этапом спаивания металла жести выступает нанесение флюса. Как правило, это производится кисточкой или ветошью. Флюс хранят в обычных ёмкостях при комнатной температуре. Пайка предусматривает обильное смачивание данным компонентом места шва.
В процессе подготовки паяльника необходимо обеспечить чистоту поверхности, чтобы в будущем припой свободно распространялся по рабочей плоскости. Для этого крупнозернистой шкуркой, либо обычным напильником заостряется кончик инструмента. Далее он включается в сеть и разогревается. Периодически наконечник смачивается нашатырной настойкой, чтобы избежать лишних загрязнений. Кстати, именно этой смесью проверяют уровень нагрева инструмента. При хорошо разогретом паяльнике, нашатырь на поверхности начинает шипеть и покрывается зеленовато-голубым оттенком.
Далее производят лужение. Следует заметить, что при спаивании таких деталей из жести, как консервные банки, этот этап пропускается, так как он включен в технологию изготовления. Оно обеспечивает повышенную плотность и прочность шва. Важным аспектом является то, что процесс выполняют тем же материалом, который используют во время пайки. Таким образом, если спаивание металла осуществляется ПОС 30, то и лужение производится данным припоем.
Процесс самой пайки металлических изделий предусматривает закрепление элементов для удобства создания шва. Один кусок жести накладывается на другой, либо между ними образовывают небольшой зазор. Придерживать края можно при помощи шила или другого подобного инструмента. Разогретым наконечником паяльника берётся немного припоя ПОС 30 (ПОС 40) и поворотами в сторону данный материал распространяется по всей поверхности (если не заполняется полностью поверхность, значит инструмент зачищен не качественно).
Кончик с припоем подносят к изделиям из железа и проводят по предполагаемому шву плавными движениями. Закрепление при этом играет важную роль, так как при потенциальном сдвиге процесс придётся повторить заново. Таким образом, необходимое количество припоя наносится на поверхность, образовывая качественный шов. Прижимать паяльник следует всей гранью, а не отдельным его концом. В процессе этого происходит также нагрев элементов жести, за счёт чего шов хорошо присоединяется к поверхности.
После окончания пайки следует обработать получившийся слой металла бензиновой смесью или спиртом для снижения концентрации тепла и очистки от остатков припоя и кислоты. Это позволяет избежать появления ржавчины в дальнейшем.
Контроль поверхности выполняют зрительно. В промышленных масштабах применяют микроскопы и лупы. Шов должен быть глянцевым, без пор и трещин, покрывать только необходимую плоскость. Лишь в этом случае пайка считается качественной.
Особенности оцинкованных деталей
Для пайки оцинковки следует применять припои ПОС 30 и ПОС 40. Это связано с тем, что в составе ПОСС 4-6 имеется большое количество сурьмы, которая лишает впоследствии образованный шов прочности и эластичности. Во время спаивания деталей из оцинковки согласно рекомендациям используют раствор хлористого цинка. В случае, когда поверхность была лужена заранее, можно применять канифольный флюс и не производить промывку изделия после спаивания. Пайка в остальном обеспечивается тем же технологическим процессом, что описывался выше.
Действия с проволокой
Если вы планируете спаять проволоку с жестью, как оцинковки, так и обычной, следует один из углов первой согнуть под углом в 90 градусов. Это обеспечит прочность и надёжность конструкции. Процесс полностью схож с предыдущим описанием.
Меры предосторожности
Обязательно следует пользоваться предметами собственной защиты. Для паяльника применяйте специальные подставки, чтобы жало не касалось подручных предметов. Это может привести к их повреждению или чрезвычайной ситуации. Ни в коем случае нельзя прикасаться ко шву до полного его остывания, так как возможны ожоги кожи. Желательно работать в специальных перчатках, чтобы на руки не попали элементы в процессе пайки оцинковки. Важным аспектом здесь станет внимательное и осторожное обращение.
Как видите, пайка деталей из оцинковки или без покрытия предусматривает достаточно простые операции, которые с лёгкостью выполняются в домашних условиях. Следует придерживаться рекомендаций для получения качественных швов.
Похожие статьиgoodsvarka.ru
Пайка нержавейки оловом в домашних условиях паяльником
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом 
Недостатки пайки нержавейки оловом
Режимы пайки оловом
Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.

Нанесение флюса
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Разогрев металла
Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
«Важно!
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Почему пайка может не получиться?
svarkaipayka.ru
Как припаять провод. Материалы для паяния
Уважаемые посетители!!!
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
![ff08f51e9ab0db891dccd65a5479d3ba[1]](/800/600/http/zapiski-elektrika.ru/wp-content/uploads/2015/08/ff08f51e9ab0db891dccd65a5479d3ba1-300x225.jpg)
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.

Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
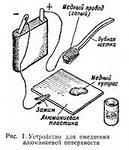
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
zapiski-elektrika.ru