Режим термической обработки включает в себя следующие составляющие: скорость нагрева, температуру нагрева, продолжительность выдержки, скорость охлаждения.
Скорость нагрева выбирается в зависимости от теплопроводности стали (химического состава) и формы детали. Если теплопроводность стали высокая, то и скорость нагрева может быть больше. При этом следует иметь в виду, что у большинства легированных сталей теплопроводность ниже, чем у углеродистых, и быстрый нагрев может привести в них к возникновению напряжений и трещин. Заготовки или детали простой формы по той же причине можно греть быстрее, чем сложной.
Температура нагрева зависит от состава стали и вида термообработки. Для углеродистых сталей она может быть определенна по диаграмме Fe3C, для легированных приводится в справочниках. Отметим, что для каждой стали при определенном виде термообработки эта температура величина постоянная.
Продолжительность выдержки зависит главным образом от размеров деталей и условий нагрева. При нагреве деталей в газовых или электрических печах выдержка обычно назначается из расчета 1,5-2 мин. на 1мм максимальной толщины детали (при условии что детали в печи не соприкасаются друг с другом). При нагреве в жидких средах (например, в соляных ваннах), где условия теплообмена очень высоки, продолжительность выдержки берется
10-15 сек. на 1мм толщины.
Скорость охлаждения обычно задают охлаждающей средой (охлаждение в печи, на воздухе, в масле, в воде, в специальных средах).
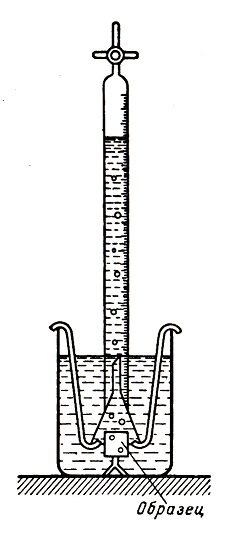
Режим термической обработки удобно задавать графиком в координатах температура-время (см.рис.9).
2.2. Отжиг стали
Отжигом называют вид термической обработки состоящий в нагреве стали до определенной температуры, выдержке и медленном охлаждении.
В процессе отливки, прокатки или ковки стальные заготовки охлаждаются неравномерно, что приводит к неоднородности структуры и свойств, возникновению внутренних напряжений. При затвердевании отливок кроме того возможно появление внутри кристаллитной ликвации (химической неоднородности по сечению зерна). В сварных соединениях также наблюдаются неоднородности структуры, свойств и внутренние напряжения.
Для устранения различного рода структурных неоднородностей проводят отжиг.
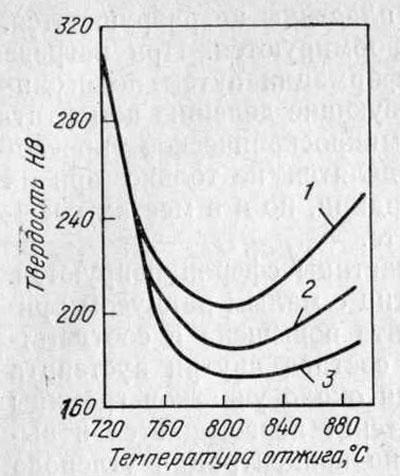
Различают несколько видов отжига различающихся по технологии выполнения и цели. Для измельчения зерна перегретой стали, снижения твердости и улучшения обрабатываемости резанием применяют полный, неполный, изотермический отжиги и отжиг на зернистый перлит. Для уменьшения внутреннего напряжения, снижения твердости, повышения пластичности и изменения формы зерен холоднодеформированного металла применяют рекристаллизационный отжиг. Для устранения внутрикристаллитной ликвации в легированных сталях - высокотемпературный диффузионный отжиг.
Температурные интервалы основных видов отжига для углеродистых сталей представлены на рис.10.
Полный отжиг проводится для доэвтектоидных и эвтектоидных сталей. Температура нагрева на 30-500 выше А3, т.е. структуру полностью переводят в аустенитное состояние. После выдержки сталь медленно охлаждают в печи. Скорость охлаждения углеродистых сталей 100-150 0/час, легированных - 30-40 0/час. Структура стали после полного отжига получается феррито-перлитная, т.е. такая, как по диаграмме Fe-C.
Неполный отжиг проводят практически для инструментальных заэвтектоидных сталей, только в том случае, если в структуре нет цементита по границам зерен (сетка цементита). Если есть сетка цементита, то для ее устранения применяют нормализацию, что будет рассмотрено ниже. Температура нагрева на 30-500 выше А1 (750-7800). При нагреве структура будет состоять из аустенита и цементита, после медленного охлаждения из перлита и цементита.
Изотермический отжиг проводят с той же целью, что и полный, но время на его проведение требуется меньше (см.рис.11). После нагрева до температуры на 30-500 выше А1, выдержке для выравнивания температуры по сечению, сталь подстуживают немного ниже А1 (650-7000) и выдерживают при этой температуре до полного распада аустенита на феррит и перлит, дальнейшее охлаждение с любой скоростью.
В отличие от других видов отжига здесь распад аустенита проходит не при непрерывном охлаждении, а в изотермических условиях (при постоянной температуре). Проводить такой отжиг проще, т.к. контролировать температуру легче, чем скорость охлаждения.
Изотермический отжиг обычно применяют для легированных сталей обладающих высокой устойчивостью аустенита (кривая изотермического распада сильно сдвинута вправо). Такой отжиг можно применять только для мелких заготовок, у которых температура по сечению выравнивается сравнительно быстро.
Отжиг на зернистый перлит проводят с целью улучшить обрабатываемость резанием за счет снижения твердости при переводе пластинчатого перлита в зернистый. Такой отжиг применяют для эвтектоидной и заэвтектоидных сталей (при отсутствии сетки цементита).
Отжиг проводят по одному из следующих режимов:
1. Нагрев на 20-300 выше А1, выдержка 3-5 часов, медленное охлаждение
2. Нагрев до тех же температур с небольшой выдержкой, охлаждение до 6000, снова нагрев до 740-7500 и снова охлаждение до 6000. Такие циклы нагрева и подстуживания повторяют 2-4 раза, т.е. проводят как бы покачивание температуры стали около А1. Поэтому такой отжиг называют еще маятником отжигом. Графически режим маятникового отжига представлен на рис.12. Общая продолжительность по второму режиму меньше, чем по первому
Почему при таком отжиге цементит изменяет форму от пластинки до сферы? Представим себе пластинку цементита в аустените. По краям этой пластинки радиус кривизны мал (0,5 толщины пластины), а по плоскости бесконечно большой. Там, где радиус кривизны мал, углерод легче переходит из цементита в аустенит, т.е. концентрация углерода у краев пластины будет повышаться. За счет диффузии концентрация углерода в аустените выравнивается атомы углерода будут переходить от края пластины к плоской части и там выделяться в виде цементита. Процесс идет пока вся пластина не превратится в сферу.
Отжиг рекристаллизационный применяют для снижения прочности, твердости, повышения пластичности и устранения вытянутости зерен после холодной пластической деформации (например, промежуточные отжиги при волочении проволоки). Такому отжигу подвергают малоуглеродистые стали, так как высокоуглеродистые стали в холодном состоянии деформируются плохо и их такой обработке практически не подвергают.
Нагрев при этом отжиге проводят ниже температуры А1 до 600-7000 с последующим охлаждением в печи или на воздухе. При этом временное сопротивление разрыву (высокое после деформации) снижается, а пластичность растет. Схема изменения формы зерен в процессе холодной пластической деформации и последующего рекристаллизационного отжига приведена на рис.13.
Нормализация заключается в нагреве стали на 30-500 выше критических температур А3 и Асм(см.рис.3) с последующим охлаждением на воздухе.
Цель нормализации доэвтектоидных конструкционных сталей несколько повысить прочность (по сравнению с прочностью после отжига) за счет измельчения структурных составляющих (феррита и перлита).
Цель нормализации заэвтектоидных инструментальных сталей - устранить цементитную сетку по границам перлитных зерен и тем самым предотвратить повышенную хрупкость стали при последующей закалке. Структура таких сталей после охлаждения на воздухе из аустенитной области (выше АC3) получается сорбит (см. рис. 14).
2.4. Закалка стали
Закалка - вид термической обработки состоящий в нагреве стали до определенных температур (доэвтектоидных на 30-400 выше А3, заэвтектоидных на 30-400выше А1), выдержке и быстром охлаждении, со скоростью более верхней критической.
Цель закалки - повысить твердость, прочность, износоустойчивость.
Скорость охлаждения при закалке обычно задают охлаждающей средой (вода, масло, специальные среды). Верхняя критическая скорость закалки сильно зависит от содержания углерода (см.рис.1.5.) и легирующих элементов. Малоуглеродистые стали (<0,25%С) обычно закалке не подвергаются, так как Vвкз у них настолько велика, что не достигается даже при охлаждении в воде. Изменение структуры углеродистых сталей при закалке представлено в табл.1.
Таблица 1
Изменение структуры стали при закалке
Марки
стали
Структура
до закалки
Структура
при нагреве
Структура
после охлаждения
15-25
Ф+П
А
С или Т
30-60
Ф+П
А
М
65-У8
Ф+П, П
А
М+Аост.
У9-У13
С (Ф+Ц)
А+Ц
М+Аост.+Ц
Используются несколько способов закалки, которые классифицируются по методу охлаждения.
Закалка в одном охладителе (воде или масле)
Наиболее простой и распространенный способ. Однако, некоторые стали при охлаждении в воде склонны к возникновению трещин. При охлаждении в масле скорость охлаждения меньше, но многие стали при таком охлаждении не закаливаются (скорость охлаждения меньше Vвкз и мартенсит не образуется).
Закалка в двух охладителях (через воду в масло)
При этом методе в верхнем интервале температур скорость охлаждения велика, но сталь достаточно пластична и значительных напряжений не возникает. В области же мартенситного превращения (ниже 3000) скорость охлаждения при переносе детали в масло значительно меньше, что практически исключает образование трещин. Твердость при таком методе закалки такая же, как при закалке в воде.
Ступенчатая закалка заключается в том, что после нагрева детали переносят в печь-ванну с расплавом щелочей (обычно КОН+NaOH). Нагретую до температуры немного выше начала образования мартенсита (350-4000), выдерживают небольшое время для выравнивания температуры по сечению, а затем охлаждают в масле или на воздухе.
Твердость после такой закалки такая же, как и в предыдущих способах, но напряжения и вероятность образования трещин еще меньше.
Ступенчатая закалка применяется только для мелких изделий (до 10мм) из углеродистых сталей. Для более крупных деталей ее не применяют, так как в расплаве щелочей скорость охлаждения внутри детали мала.
Для легированных сталей, обладающих высокой устойчивостью переохлажденного аустенита, такую закалку применять нецелесообразно, так как они обычно хорошо закаливаются в масле, которое достаточно медленно охлаждает при температурах образования мартенсита.
Изотермическая закалка проводится так же как и ступенчатая, но в расплаве щелочей детали выдерживают более длительное время (до полного распада аустенита на бейнит). При этом существенных напряжений не возникает, но твердость получается ниже, чем при других способах закалки. Преимуществом этого способа является то, что после него не требуется отпуска. Изотермическая закалка обычно применяется для деталей сложной формы, склонных к деформациям и образованию трещин.
Все рассмотренные способы закалки показаны на диаграмме распада переохлажденного аустенита на рис.16.
Закалка является наиболее ответственной операцией термической обработки, так как проводится в конце технологического цикла изготовления детали или инструмента. Возможные дефекты при закалке, пути их предупреждения или исправления указаны в табл.2.
Прокаливаемость характеризует способность стали закаливаться на определенную глубину. При охлаждении в процессе закалки по сечению детали скорость охлаждения будет различна - чем дальше от поверхности тем она меньше. Поэтому и структура по сечению детали может быть различной (М, М+Т, Т, С, Ф+П).
Прокаливаемость - расстояние от поверхности до того места, где в структуре 50% мартенсита и 50% тростита (полумартенситная зона). Прокаливаемость выражается в мм и зависит от состава стали, а точнее от величины верхней критической скорости закалки. С увеличением содержания углерода и легирующих элементов, верхняя критическая скорость закалки уменьшается и глубина прокаливаемости увеличивается. Прокаливаемость характеризуют также критическим диаметром закалки. Это такой диаметр прутка стали в центре которого при охлаждении в воде получается полумартенситная зона. Естественно, что критический диаметр закалки в 2 раза больше прокаливаемости.
Прокаливаемость важнейшая характеристика стали, определяющая выбор марки стали в зависимости от размеров закаливаемой заготовки. Чем больше размер заготовки, тем более легированная сталь должна быть применена.
Закаливаемость стали характеризует твердость правильно закаленной стали и измеряется в единицах твердости. Чем больше содержание в стали углерода, тем больше искажения решетки мартенсита и выше твердость. Легирующие элементы на закаливаемость влияют слабо.
- выше верхней критической температуры Ас3 — полный отжиг;
- между критическим температурами Ас1 и Ас3 – неполный отжиг;
- ниже критических температур – низкий отжиг.
- для чистых металлов – 0,4Тпл,
- для обычных сплавов – 0,6Тпл,
- для сложных термопрочных сплавов – 0,8Тпл.
- появление зародышей новых зерен;
- рост новых зерен;
- исчезновение деформированных зерен;
- устранение наклепа;
- возврат металла в равновесное состояние.
- предварительной – перед холодным деформированием, если исходная сталь уже обладает некоторой степенью упрочнения;
- промежуточной – используется между операциями холодной прокатки, если суммарная степень деформаций слишком велика и есть вероятность, что запасов пластичности стали может не хватить;
- окончательной – если в результате должен получиться полуфабрикат с высокой степенью пластичности.
- термическими – образованными во время неравномерного нагрева или охлаждения с различной скоростью отдельных элементов изделия, после сварки, литья, механообработки;
- структурными – появившимися в результате фазовых превращений, которые реализовались в различных частях металла с разной скоростью.
- при полном происходит общая рекристаллизация;
- при неполном – частично сохраняется исходная структура, неполный отжиг широко востребован для заэвтектоидных (содержащих более 0,8% углерода) углеродистых и нержавеющих сталей.
- нагрев в проходной печи;
- пропуск через соляную или свинцовую ванну, температура которой – 450-550°C;
- намотку на приводной барабан.
Отжиг и нормализация углеродистой стали. Отжиг стали
2.2. Отжиг стали
studfiles.net
Отжиг и нормализация углеродистой стали :: Технология металлов
Отжиг стали.
Отжигом называется операция термической обработки, при которой путем нагрева, выдержки при установленных температурах и последующего медленного охлаждения в стали получают устойчивую структуру, свободную от остаточных напряжений. Цель отжига стальных изделий — снять внутренние напряжения, устранить структурную неоднородность, улучшить обрабатываемость резанием и подготовить к последующей термической обработке.
Отжиг стали может быть с фазовой перекристаллизацией: полный, изотермический, на зернистый перлит и диффузионный, а также без фазовой перекристаллизации — рекристаллизационный.
Рис. 1. Интервалы температур для различных видов отжига и нормализации углеродистой стали
Отжиг включает следующие операции.
1. Нагрев стали до температур, на 20—30° превышающих верхнюю критическую точку АС1, т. е. лежащих выше линии GS, — полный отжиг для доэвтектоидных сталей (рис. 1), или нагрев стали до температур, на 30—40° превышающих нижнюю критическую точку AC1 т. е. расположенных выше линии PSK, — неполный отжиг.
2. Выдержка детали в течение времени, достаточного для равномерного прогрева ее по всему сечению до заданных температур и для завершения всех структурных (фазовых) превращений, которые должны полностью закончиться. Законченность структурных превращений в стали при отжиге составляет цель данной операции: лишь в этом случае свойства стали после отжига существенно улучшаются.
3. Медленное охлаждение стали от температур отжига со скоростью, меняющейся (от 10 до 100° в час) в зависимости от марки стали, формы и назначения детали.
Полному отжигу подвергают обычно доэвтектоидные стали, нагревая их до температур выше линии GS, выдерживая при них в течение 1/4 продолжительности нагрева и медленно охлаждая вместе с печью до 600 — 400° С. Углеродистые стали охлаждают со скоростью 100—150° в час, легированные — со скоростью 30—50° в час. Полный отжиг сопровождается фазовой перекристаллизацией, в результате чего крупнозернистая сталь получает мелкозернистую структуру, освобождается от внутренних напряжений, становится мягкой и вязкой. Для отжига изделия упаковывают в ящики, трубы или реторты, которые затем наполняют песком, чугунной стружкой или углем, чтобы предохранить поверхность изделий от обезуглероживания и окисления. Наилучшие результаты дает применение защитной атмосферы. Отжиг в защитной атмосфере называют светлым, так как при этом способе обезуглероживания и окисления почти не бывает и поверхность изделий остается относительно светлой.
Неполный отжиг является разновидностью отжига перекристаллизации. При неполном отжиге сталь нагревают до температуры, на 30—40° превышающей нижнюю критическую точку АС1 (см. рис. 1), т. е. до 750—760° С.
Замедленное охлаждение или длительная выдержка стали при температурах 680—750° С способствует образованию крупнопластинчатого перлита, облегчающего обрабатываемость стали резанием. Для мягких доэвтектоидных сталей, содержащих до 0,4—0,5% углерода, этот вид отжига применяют редко, так как они и без отжига достаточно хорошо обрабатываются резанием. Для инструментальных сталей, особенно заэвтектоидных, неполный отжиг является единственным видом отжига. Он способствует снятию внутренних напряжений и улучшению обрабатываемости резанием.
Отжигу на зернистый перлит подвергают эвтектоидные и заэвтектоидные стали. Для отжига сталь нагревают на 20—30° выше критической точки ACi(см. рис. 54) и после выдержки при рабочей температуре в течение 3—5 часов медленно охлаждают (со скоростью 30—50° в час) до 650—600° С. В результате длительной выдержки пластинчатый перлит превращается в зернистый; это явление называется сфероидизацией (округлением). Высокоуглеродистые инструментальные стали, содержащие более 0,65% углерода, со структурой зернистого перлита хорошо обрабатываются резанием и лучше поддаются закалке; они обладают меньшей склонностью к образованию трещин и короблению. В некоторых случаях, чтобы ускорить процесс сфероидизации перлита, нагрев и охлаждение повторяют несколько раз. Такой отжиг называется м а я т н и к о в ы м, или цикличным. При цикличном отжиге инструментальную сталь нагревают до 730—750° С и медленно охлаждают до 650° С; процесс повторяют несколько раз. Все заэвтектоидные (инструментальные) стали отжигают на зернистый перлит.
Изотермический отжиг заключается в нагреве стали выше критической точки АС3 и выдержке при этой температуре в течение времени, необходимого для полного и равномерного прогрева. Затем сталь относительно быстро охлаждают до температуры ниже Ar1(650—700° С). При этой постоянной (изотермической) температуре сталь выдерживают определенное время, необходимое для полного распада аустенита с образованием перлита (в доэвтек-тоидной стали — феррита и перлита), и затем охлаждают на воздухе. Изотермический отжиг имеет почти вдвое более короткий цикл,
чем обычный отжиг.
Рис. 2. Интервал закалочных температур углеродистой стали
Преимущества изотермического отжига —однородность структуры и ускорение процесса, особенно при отжиге легированной стали. Для сталей, содержащих большое количество хрома, никеля и других элементов, только изотермический отжиг позволяет добиться превращения весьма устойчивого аустенита в перлит и феррит и обеспечить хорошую обрабатываемость стали режущим инструментом. Диффузионный отжиг применяют для слитков и крупных отливок, чтобы выравнять (путем диффузии) химический состав стали, имеющий внутрикристаллическую ликвацию. Сталь нагревают до 1050—1150° С, выдерживают при этой температуре 10—15 часов и затем медленно охлаждают до 600 — 550° С. Диффузионный отжиг приводит к росту зерна стали; этот дефект устраняют повторным отжигом на мелкое зерно (полный отжиг). Сталь, прошедшая гомогенизацию, обладает более высокими меха* ническими свойствами; особенно повышается ударная вязкость.
Рекристаллизационным отжигом называется отжиг стали, прошедшей холодную прокатку, волочение или холодную штамповку, с выдержкой при температуре 680—700° С и последующим охлаждением. Этой температуры достаточно для того, чтобы возвратить стали свойства, которые она имела до холодной обработки давлением. В результате такого отжига понижается твердость и прочность, но повышаются показатели пластичности — относительное удлинение, ударная вязкость.
Нормализация стали.
Нормализацией называется нагрев стали выше линии GSE на 30—50° (см. рис. 1) свыдержкой при этой температуре и последующим охлаждением на воздухе. Нормализацию применяют для устранения внутренних напряжений и наклепа, повышения механических свойств стали.
Слово «нормализация» указывает на то, что сталь после этой операции получает нормальную, однородную, мелкозернистую структуру; перлит приобретает тонкое строение. Нормализации подвергают отливки и поковки. В настоящее время нормализация распространена в машиностроении больше, чем отжиг, так как она более производительна и дает лучшие результаты.
Источник:Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
markmet.ru
Отжиг стали: теория и процессы
Отжиг стали – это термическая обработка, при которой сталь нагревают:
После нагрева следует медленное охлаждение, чаще всего с печью.
Нагрев выше температуры Ас3 обеспечивает полную перекристаллизацию стали, а медленное охлаждение обеспечивает распад аустенита на полностью феррито-перлитную структуру (рисунок 1).
 Рисунок 1 — Среднеуглеродистая сталь 40 после полного отжига.Феррито-перлитная структура.
Рисунок 1 — Среднеуглеродистая сталь 40 после полного отжига.Феррито-перлитная структура.
Цели отжига стали
Основными целями отжига стали являются перекристаллизация стали и устранение внутренних напряжений. Отжиг, как и нормализация, является первоначальной операцией термической обработки. Цель отжига – устранить дефекты предыдущих металлургических операций (литья, прокатки, ковки) или подготовить сталь к последующим технологическим операциям, например, обработке резанием или закалке. Часто отжиг является заключительной термической операцией, когда свойства стали после отжига удовлетворяют требованиям к детали или изделию.
Полный отжиг стали
Полный отжиг – нагрев выше верхней критической температуры с последующим медленным охлаждением – решает обе эти задачи. При нагреве феррито-перлитная структура стали переходит в аустенитную, а затем при охлаждении аустенит превращается обратно в феррит и перлит – происходит полная перекристаллизация. Крупнозернистая феррито-перлитная структура, характерная для стали после литья или ковки, после полного отжига превращается в структуру из мелких зерен феррита и перлита. Интервалы температуры полного отжига показаны на рисунке 2 для стали с различным содержанием углерода.
 Область температуры для полного отжига стали.
Область температуры для полного отжига стали.
Неполный отжиг стали
Неполный отжиг стали – нагрев между выше температуры Ас1, но ниже температуры Ас3 – проводят, когда структура стали не слишком крупнозернистая и нет видманштеттова структура феррита. Этот отжиг иногда называют межкритическим. В этом случае происходит только перекристаллизация только перлитной структуры, а феррит остается без изменений. Понятно, что неполный отжиг является более экономичным, чем полный.
Низкий отжиг стали
Низкий отжиг проводят ниже обеих критических точек. Поэтому этот отжиг еще называют подкритическим. При этом отжиге не образуется аустенита. Низкий отжиг стали проводят в тех случаях, когда исходная структура не требует исправления и нет необходимости в ее перекристалиизации. Цель низкого отжига – только снизить внутренние напряжения в детали за счет механизмов возврата, рекристаллизации, роста зерна и аггломерации карбидов. Если исходная структура стали бейнитная или мартенситная, то такую операцию называют не отжигом, а отпуском.
Низкий отпуск является одним из способов сфероидизации стали.
Диффузионный отжиг
Диффузионный отжиг является вариантом полного отжига. Его проводят для стальных слитков. Для литой стали характерны неоднородность химического состава, а также дендритная ликвация. Операцию диффузионнго отжига, которую называют также гомогенизацией, проводят при высокой температуре, обычно до 1000-1100 °С. Такой нагрев с выдержкой приводит к устранению или смягчению дендритной неоднородности. Однако в результате такого высокого нагрева возникает крупнозернистая структура, которая требует дополнительной термической обработки, обычно – отжига. Если диффузионный отжиг применялся к слиткам, которые предназначены для обработки металлов давлением (прокатке, ковке), то в отжиге нет необходимости – зерно измельчится последующей пластической деформацией.
Охлаждение стали при ее отжиге
Скорость охлаждения при отжиге стали не должна быть более 50-100 °С в час, что может достигаться только при охлаждении с печью. Это обеспечивает превращение аустенита с минимальной степенью переохлаждения и гарантирует образование равновесной феррито-перлитной структуры.
Изотермический отжиг
Чтобы избежать трудностей контроля скорости охлаждения стали при отжиге, а также сократить длительность отжига, вместо классического отжига с медленным охлаждением на практике часто применяют так называемый изотермический отжиг. Он отличается от обычного полного отжига тем, что сталь от температуры отжига охлаждают быстро до температуры на 50-100 °С ниже критической точки Ас1 и выдерживают при ней столько, сколько требуется для полного превращения аустенита.
Источники:1. Гуляев А. П. Металловедение, 1986.2. The Heater’s Guide: Practices and Procedures for Irons and Steels, AMS International, 1995.
steel-guide.ru
Лекция 8 Операции термической обработки стали. Отжиг стали. Виды отжига. Нормализация. Виды и способы закалки стали. Виды отпуска.
Операции термической обработки стали.
Термическая обработка – самый распространенный в современной технике способ изменения свойств металлов и сплавов. Термообработку применяют как промежуточную операцию для улучшения технологических свойств (обрабатываемости давлением, резанием и д.п.) и как окончательную операцию для придания металлу или сплаву такого комплекса свойств, который обеспечивает необходимые эксплуатационные характеристики изделия. Термическая обработка включает в себя следующие основные виды: отжиг 1-го рода, отжиг 2-го рода, закалку с полиморфным превращением, закалку без полиморфного превращения, отпуск, старение.
Эти виды термической обработки относятся и к сталям, и к различным металлам и сплавам. Рассмотрим термическую обработку сталей.
Отжиг, нормализация, закалка, отпуск.
Отжиг.
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Отжиг 1 рода не связан с фазовыми превращениями. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения.
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной ликвации. Это достигается за счет диффузионных процессов. Поэтому, чтобы обеспечить высокую скорость диффузии, сталь нагревают до высоких температур в аустенитной области - 1000-12000С. При этих температурах делается длительная выдержка (10-20 час.) и медленное охлаждение. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно путем последующей обработки давлением или отжигом ΙΙ рода. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг применяют для сталей после холодной обработки давлением – это термическая обработка деформированного металла или сплава, при котором главным процессом являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат происходит при относительно низких температурах (300-400 0С).
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение:
ТР ≈ (0,3 – 0,4)∙ТПЛ., что составляет для углеродистых сталей 670-700 0С.
Отжиг, уменьшающий напряжение – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением, литья, сварки, шлифовании, обработки резанием и др. технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650 0С в зависимости от марки стали и способа обработки.
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов. Этот вид отжига состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг производится для доэвтектоидных сталей. Для этого сталь нагревают выше критической точки Ас3 на 30-50 0С и после прогрева детали проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30-100 0С/час. Температурный интервал нагрева для полного отжига показан на стальной части диаграммы железо-цементит (выше линии GS, рис. 1).
Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
- устранение пороков структуры, возникших при предыдущей обработке (литье, горячей деформации, сварке, термообработке) – крупнозернистость и видманштеттов феррит;
- смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
- уменьшение напряжений.
Рис. 1. Стальная область диаграммы с зонами нагрева при отжиге: 1 – диффузионный; 2 – рекристаллизационный; 3 – для снятия напряжений; 4 – полный; 5 – неполный;
6 - нормализационный
Неполный отжиг отличается от полного тем, что в этом случае нагрев производится на 30-50 0С выше критической точки Ас1 (линия РSК на диаграмме железо-цементит). Эта операция производится как для доэвтектоидных сталей, так и для заэвтектоидных сталей. Охлаждение проводят так же, как и при полном отжиге (вместе с печью).
При неполном отжиге не происходит изменение ферритной составляющей структуры в доэвтектоидной стали и цементитной составляющей в заэвтектоидной стали. Поэтому полного исправления структуры не происходит. Неполный отжиг доэвтектоидной стали используют для смягчения ее перед обработкой резанием, снятия внутренних напряжений.
В заэвтектоидных сталях в результате неполного отжига образуется структура зернистого перлита, обладающая наименьшей твердостью, позволяющая облегчить обработку резанием углеродистых и легированных инструментальных и подшипниковых сталей. Кроме того зернистый перлит является оптимальной структурой перед закалкой, т.к. обладает меньшей склонностью к росту аустенитных зерен, широким интервалом закалочных температур, меньшей склонностью к растрескиванию при закалке и повышенной прочностью и вязкостью закаленной стали.
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30-50 0С), затем ускоренное охлаждение до температуры изотермической выдержки ниже точки Ас1 и дальнейшее охлаждение на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
- больший выигрыш во времени, т.к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
- получение более однородной структуры по сечению изделий, т.к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Нормализация.
Нормализационный отжиг (нормализация) применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения структуры стали перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + 30-50 0С и заэвтектоидную Аст + 30-50 0С и после выдержки охлаждают на спокойном воздухе.
Ускоренное по сравнению с отжигом охлаждение обуславливает несколько большее переохлаждение аустенита. Поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Аст вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали.
studfiles.net
Отжиг стали: виды, технология, режимы отжига
Отжигом называют термообработку, в результате которой в сплаве получают равновесную структуру. Существует несколько видов этой операции, но все они включают нагрев до температуры, зависящей от марки стали, выдержку и охлаждение с небольшой скоростью. Назначение отжига стали – снижение внутренних напряжений и повышение пластичности, сопровождаемые некоторым уменьшением прочности.
Виды отжига стали первого рода
Для такой термообработки не характерны фазовые превращения. Выделяют несколько типов технологий отжига первого рода.
Гомогенизация
Этот вид отжига направлен на снижение химической неоднородности, возникающей в результате рекристаллизации.
Определение! Рекристаллизацией называют процесс появления новых (чаще всего равноосных) зерен за счет других фаз. Этот процесс особенно интенсивно проходит в пластически деформированных материалах.
Гомогенизация производится при высоких температурах с длительными выдержками: от 2-х до 48 часов. После этого сталь приобретает повышенные пластические свойства.
Рекристаллизационный отжиг
Изготовление проката способом холодной прокатки является причиной вытягивания зерен в направлении главной деформации. В результате этого появляется наклеп (нагартовка).
Определение! Наклепом (нагартовкой) называют упрочнение стали из-за трансформации структуры в процессе пластического деформирования при температурах менее температуры рекристаллизации.
Если сталь, для которой уже характерен наклеп, подвергать дальнейшему деформированию, она разрушится. Поэтому для ликвидации этого эффекта применяют рекристаллизационный отжиг, режим которого определяется химическим составом сплава, нагрев в этом случае производится выше температур рекристаллизации. Начальные температуры рекристаллизации составляют:
Время отжига определяется геометрией изделия и составляет обычно от получаса до двух часов. Во время этой термообработки происходит:
Внимание! Размер зерна после отжига зависит от степени деформации, которой был подвергнут прокат. Если она приближалась к критической, то зерна после отжига будут крупными, что крайне нежелательно. Поэтому степень деформации перед термообработкой не должна превышать 60%. После рекристаллизационного отжига образуется мелкозернистая однофазная структура, обеспечивающая оптимальное сочетание прочности и пластичности.
Эта термическая обработка может быть:
Отжиг для снятия внутренних напряжений
Эти напряжения могут быть:
Внутренние напряжения при эксплуатации детали могут превысить предел прочности и стать причиной разрушения. Отжиг, позволяющий избежать негативных последствий, осуществляется при температурах ниже температуры кристаллизации и составляющих 0,2-0,3Тпл.
Режимы отжига второго рода
Этот вид термообработки предназначен для образования равновесной структуры в металлах и сплавах путем фазовых превращений. В данном случае происходит как частичная, так и полная замена начальной структуры.
Такой вид отжига разделяют на полный и неполный:
Патентирование является специфическим процессом, но по характеру фазовых превращений его можно отнести к отжигу второго рода. Этот вид изотермической обработки применяется для получения высококачественной канатной, пружинной и рояльной проволоки с содержанием углерода 0,45-0,8%. Проволока при патентировании проходит следующие этапы:
В результате этих операций образуется структура тонкопластинчатого троостита или сорбита. Эти микроструктуры позволяют получать при волочении степень обжатия более 75%.
metallz.ru
ОТЖИГ СТАЛИ
СЛЕСАРНОЕ ДЕЛО
11. Что такое отжиг?
Отжигом называют термическую операцию, заключающуюся в нагревании материала до определенной температуры, выдерживании его при этой температуре и медленном охлаждении.
12. Какова цель отжига углеродистых сталей?
Целью отжига углеродистой стали являегся снятие
Внутренних напряжений, получение мелкозернистой структуры стали, уменьшение твердости, улучшение обрабатываемости, а также увеличение пластичности и вязкости стали.
13. Перечислить виды отжига углеродистых сталей.
Различают следующие виды отжига углеродистых сталей: для снятия наклепа, диффузионный, рекристаллиза - ционный, изотермический, на зернистый перлит, нормализация (табл. 24).
14. Что такое диффузионный отжиг?
Диффузионный отжиг — нагревание стали до температуры 1000—1250° С (оптимальная температура 1150° С), выдерживание при этой температуре в течение определенного времени и последующее медленное охлаждение в течение 6—8 ч до температуры 800—890° С в печи, а затем — на воздухе. Целью этой операции является уменьшениенеоднородности химического состава деталей, имеющих внутрикристаллическую ликвацию. Эта операция используется для крупного стального литья н крупных слитков из легированных сталей.
| Рис. 51. Диаграмма структурных превращений железо—углерод: система Fe— Fe3 С; б — структурные составляющие в системе Fe—Fe3 С. |
15. Какой вид отжига используется для инструментов? Бывший в пользовании инструмент (молоток, зубило, пробойник, напильник, плашка и т. д.) с целью его переделки или исправления подвергают нормализации. Отжиг
ИЗ
| Вид Отжига | Нагрев | Охлаждение | Вид заготовок | Назначение отжига |
| Полный | Для доэзтектоидной стали с углеродом до 0,8% на 30—50° С выше критической точки Ас3 (910°С), выдержка 0,5—1 ч | Медленное. Углеродистые — 150—200° С в час, низколегированные — 75—100° С в час, высоколегированные — 30—50° С в час | Поковки и фасонные отливки из доэвтектоидных углеродистых и легированных сталей | Повышение пластичности и снижение твердости, снятие внутренних напряжений, улучшение обрабатываемости |
| Неполный | Для стали с углеродом не более 0,3% до температуры на 30—70° С выше критической точки Асх (723° С), выдержка 0,5—1 ч | Медленное. Углеродистые 150—200° С в час, низколегированные — 75—100° С в час, высоколегированные — 30—50° С в час | Поковки и отливки из заэвтектоидной углеродистой и легированной стали | Снятие внутренних напряжений, улучшение обрабатываемости |
| Для снятия наклепа | До температуры 600—650° С | Постепенное охлаждение | Поковки и отливки, проходящие холодную чеканку, гибку и другие операции холодной пластической обработки | Снятие поверхностных напряжений, улучшение обрабатываемости |
| Диффузионный | На 150—300° С выше критической точки Ас3 (910° С) (оптимальная температура 1150° С) | Постепенное охлаждение в течение 6—8 ч до 800—850° С и далее на воздухе | Поковки и отливки из углеродистой легированной стали | Выравнивание химического состава деталей, имеющих внутрикри - сталлическую ликвацию (неоднородность состава) |
| Рекри - сталли - зацион - ный | На 150—250° С выше температуры рекристаллизации, обычно 680— 700° С | Медленное иля ускоренное | Заготовки, полученные холодной штамповкой, прокаткой и волочением (межоперационная обработка) | Уменьшение твердости, увеличение пластичности, снятие напряжений |
| Изотермический | На 50—100° С выше критической точки Асг для инструментальной стали или на 30—50° С выше Ас3 для конструкционной, выдержка 0,5—1 ч | В соляной ванне до 650—700° С с последующим охлаждением на воздухе | Прокат или поковки, главным образом, легированных сталей | Повышение производительности отжига |
| На зернистый перлит | На 10—20° С выше точки Acl (730—770° С) | Медленное. 25—30° С в час до 600° С, последующее охлаждение на воздухе | Заготовки для эвтек - тоидной инструментальной стали | Уменьшение твердости, улучшение обрабатываемости, повышение пластичности и вязкости |
| Нормализация | На 50—70® С выше Ас3 для доэвтектоидных сталей и выше точки Асг (723° С) для заэв - тектоидных | На спокойном воздухе | Заготовки нз всех за- эвтектоидных и доэвтектоидных сталей как после ковки, так и в процессе механической обработки | Получение мелкозернистой структуры, устранение карбидной сетки, повышение прочности и вязкости, улучшение обрабатываемости, снятие внутренних напряжений |
Этого вида основан на нагревании стали до температуры выше критической точки Ас3 на 50—70° С для доэвтектоид - ной стали и выше точки Асу (температура 723° С) для стали с углеродом менее 0,3%, кратковременной выдержке при этой температуре и последующем постепенном охладжении на воздухе (рис. 51).
16. На каком оборудовании ведется отжиг стали?
Отжиг стали ведется в печах, предназначенных для
Нагревания стали при большинстве процессов термической обработки.
ПАЙКА, ЛУЖЕНИЕ, ЗАЛИВКА ВКЛАДЫШЕЙ, МЕТАЛЛИЗАЦИЯ И СКЛЕИВАНИЕ
262. Что такое пайка? Пайка — это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления …
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ И ДОПУСКИ НА ИЗГОТОВЛЕНИЕ
4. Что такое шероховатость поверхности? Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков …
СЛЕСАРНОЕ ДЕЛО 0 ВОПРОСАХ И ОТВЕТАХ
1. Что ты знаешь о слесарном деле? Слесарное дело — это ремесло — умение обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и другого …
msd.com.ua
Разновидности отжига сталей - Отжиг сталей - Отжиг второго рода
Основной фактор, от которого зависит микроструктура стали после отжига 2-го рода, — это степень переохлаждения аустенита. Разновидности отжига 2-го рода различаются главным образом способами охлаждения и степенью переохлаждения аустенита, а также положением температур нагрева относительно критических точек.
Необходимая степень переохлаждения аустенита достигается или при непрерывном охлаждении, или при изотермической обработке.
На рисунке на примере доэвтектоидной стали схематично изображены режимы охлаждения, соответствующие основным разновидностям отжига 2-го рода: полный (1), изотермический (2), нормализационный (3) отжиг (нормализация) и патентирование (4).
Основные разновидности отжига 2-го рода доэвтектоидной стали

К заэвтектоидным сталям применяют сфероидизирующий отжиг и нормализацию.
Полный отжиг
При отжиге сталь после нагрева выше критической точки медленно охлаждается вместе с печью. Проведение отжига 2-го рода основано на использовании фазового превращения в отличие от отжига 1-го рода, основанного на рекристаллизации, снятии макронапряжений и других структурных изменениях, необязательно связанных с фазовыми превращениями.
Для проведения полного отжига доэвтектоидную сталь нагревают до температур на 20 — 40 °С выше точки Ас3.
Температура нагрева сталей для отжига 2-го рода

Температура нагрева сталей для отжига 2-го рода:
1 — полный отжиг; 2 — неполный отжиг; 3 — сфероидизирующий отжиг; 4 — нормализация.
Охлаждение при отжиге проводят с такой малой скоростью, чтобы аустенит распадался при небольшой степени переохлаждения. Так как в легированных сталях аустенит более склонен к переохлаждению (смотрите рисунок Схематические диаграммы изотермического распада аустенита), то их следует охлаждать при отжиге с меньшей скоростью, чем углеродистые.
Если углеродистые стали можно охлаждать при отжиге со скоростью 200 град/ч, то легированные — со скоростью 100 — 30 град/ч. Скорость охлаждения при отжиге можно регулировать, охлаждая печь с закрытой или открытой дверцей, с полностью или частично выключенным обогревом, и перегружая садку в специальную камеру замедленного охлаждения.
Так как превращение аустенита при отжиге полностью завершается при температурах значительно выше изгиба С-кривых, то отжигаемые изделия можно выдавать из печи на спокойный воздух при температурах 500 — 600 °С, если не опасны термические напряжения. Если же одной из целей отжига является уменьшение напряжений в детали сложной конфигурации, то следует проводить охлаждение с печью почти до комнатной температуры.
Структура доэвтектоидной стали после полного отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига следующие: устранение пороков структуры, возникших при предыдущей обработке металла (литье, горячей деформации, сварке и термообработке), смягчение стали перед обработкой резанием и уменьшение напряжений.
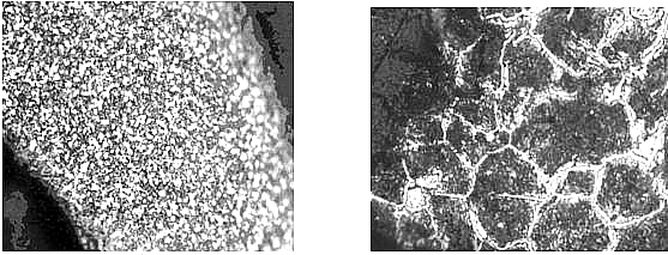
При литье могут кристаллизоваться крупные зерна аустенита, из которых при охлаждении образуются грубые зерна феррита и перлита. Часто феррит располагается в виде вытянутых кристаллов с определенной ориентировкой — возникает видманштеттова структура, характеризующаяся пониженной ударной вязкостью.
Микроструктура доэвтиктоидной стали


Микроструктура доэвтиктоидной стали. Х 100:
а — видманшеттова структура литой стали; б — та же сталь после полного отжига.
Если температура окончания горячей обработки давлением (ковки, прокатки) слишком высока, то успевает вырасти крупное зерно аустенита, а если температура слишком низка, то возникает строчечная структура.
Строчечная структура доэвтектоидной стали


Строчечная структура доэвтектоидной стали:
а — Х 70; б — Х 300.
У сварного шва имеются такие же недостатки структуры, как у литой стали, причем по соседству с зоной литой структуры находится зона стали, перегретой в твердом состоянии.
Во время проведения операций термической обработки возможен перегрев стали. Например, при гомогенизационном отжиге сталь необходимо нагревать до температур 1100 — 1200 °С, при которых вырастает крупное аустенитное зерно.
Для устранения указанных недостатков структуры, возникших при литье, горячей деформации, сварке и термообработке, необходимо провести полную фазовую перекристаллизацию. При нагреве до температуры Ас3 + (20 — 40 °С) образуется мелкое аустенитное зерно, из которого при охлаждении складывается равномерная и мелкая структура, состоящая из феррита и перлита.
Иногда однократного отжига бывает недостаточно для исправления структуры стали. Это объясняется, во-первых, тем, что образующиеся при нагреве аустенитные зерна находятся в ориентационной связи с исходной видманштеттовой структурой или структурой бейнита и мартенсита, образовавшихся при подкалке на воздухе отливок, сварных швов и горячего проката из легированных сталей.
При такой исходной структуре обычный отжиг не исправляет грубозернистого излома (смотрите Образование аустенита при нагревании). Во-вторых, при горячей деформации шлаковые и сульфидные включения вытягиваются вдоль полос феррита.
При обычном нагреве до Ас3 + (20 — 40 °С) эти включения не растворяются в аустените и ориентируют при последующем охлаждении выделяющийся феррит, т. е. строчечность не устраняется обычным отжигом.
В рассмотренных случаях можно применять двойной отжиг: вначале при повышенной, а затем при нормальной температуре.
Первый высокотемпературный отжиг (выше точки b Чернова) необходим для развития первичной рекристаллизации аустенита, устраняющей его ориентационные связи с исходной кристаллографически упорядоченной структурой (смотрите Образование аустенита при нагревании), а также для растворения вытянутых шлаковых и сульфидных включений. Второй отжиг при нормальной температуре устраняет структуру перегрева от первого отжига.
Целям обычного полного отжига, измельчающего зерно, противоположна цель отжига, увеличивающего зерно. Отжиг на крупное зерно с нагревом до 950 — 1100 °С применяют к мягким низкоуглеродистым сталям для улучшения обрабатываемости резанием. Такие стали дают вязкую, трудно отделяемую стружку, способны привариваться к режущему инструменту, что делает поверхность шероховатой.
Улучшению качества поверхности и большей ломкости стружки низкоуглеродистых сталей способствует структура с крупными колониями пластинчатого перлита, которую и получают при высокотемпературном отжиге, увеличивающем зерно.
Неполный отжиг
Неполный отжиг доэвтектоидной стали проводят при нагреве до температур выше Ас1, но ниже Ас3. Этот отжиг для доэвтектоидных сталей применяют ограниченно. При температуре неполного отжига избыточный феррит не исчезает. Следовательно, неполный отжиг не может устранить указанных выше пороков стали, которые связаны с нежелательными размерами и формой избыточного феррита.
Неполный отжиг доэвтектоидной стали используют для смягчения ее перед обработкой резанием, так как в результате эвтектоидного превращения при неполном отжиге образуется мягкий перлит. Неполный смягчающий отжиг позволяет сэкономить время и снизить стоимость обработки.
«Теория термической обработки металлов»,И.И.Новиков

Для получения высокопрочной канатной, пружинной и рояльной проволоки применяют изотермическую обработку, которая известна с 70-годов XIX в. и получила название патентирования. Проволоку из углеродистых сталей, содержащих от 0,45 до 0,85%С, нагревают в проходной печи до температуры на 150 — 200 °С выше Ас3, пропускают через свинцовую или соляную ванну с температурой 450 — 550 °С…
Малая степень переохлаждения аустенита, необходимая при отжиге, может быть получена не только при непрерывном охлаждении стали с печью. Другой путь — ступенчатое охлаждение с изотермической выдержкой в интервале перлитного превращения (смотрите рисунок Основные разновидности отжига 2-го рода доэвтектоидной стали). Такая термообработка называется изотермическим отжигом. После нагрева до температуры выше А3 сталь ускоренна охлаждают до температуры…
При нормализации сталь нагревают до температур на 30 — 50 °С выше линии GSE и охлаждают на воздухе (смотрите рисунок Температура нагрева сталей для отжига 2-го рода). Ускоренное по сравнению с отжигом охлаждение обусловливает несколько большее переохлаждение аустенита (смотрите рисунок Основные разновидности отжига 2-го рода доэвтектоидной стали). Поэтому при нормализации получается более тонкое строение эвтектоида…
Для режима сфероидизирующего отжига заэвтектоидных сталей характерен узкий температурный «интервал отжигаемости». Нижняя его граница должна находиться немного выше точки А1, чтобы образовалось большое число центров выделения карбида при последующем охлаждении. Верхняя граница не должна быть слишком высокой, так как иначе из-за растворения в аустените центров карбидного выделения при охлаждении образуется пластинчатый перлит. Так как точки…
Для заэвтектоидных сталей полный отжиг с нагревом выше Аст (линия ES) вообще не используют, так как при медленном охлаждении после такого нагрева образуется грубая сетка вторичного цементита, ухудшающая механические и другие свойства. К заэвтектоидным углеродистым сталям широко применяют отжиг с нагревом до 740 — 780 °С и последующим медленным охлаждением. После такого нагрева в аустените…
www.ktovdome.ru