- Материаловедение / Ю.М. Лахтин, В.П. Леонтьева. – М.: Машиностроение. 1980. – 493 с.
Начальное, наследственное и действительное зерно аустенита в стали. Рост зерна аустенита при нагреве. Влияние величины зерна на свойства. Перегрев и пережог.
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации. Предварительная то стали отжиг и нормализация
Нормализация стали: процесс, температура, режимы, время
Одним из способов изменения параметров стали является термообработка. Она включает несколько методов, одним из которых является нормализация. Далее рассмотрены принципы и применение данной технологии, отличия ее от прочих методов этой группы.

Нормализация стали
Общие положения
Принцип большинства технологий термической обработки подразумевает нагрев и выдержку сталей и охлаждение, что изменяет их строение. Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Нормализацией стали называют процесс нагрева, выдержки материала, его последующего охлаждения на воздухе.
В результате формируется нормализованная структура. Этим объясняется название данного способа обработки.
Нормализация применяется для разных сталей, а также отливок. К тому же данной операции подвергают для измельчения структуры материала сварные швы.
Принципы
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.

Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Интенсивность охлаждения в существенной степени определяет количество перлита и размеры пластин.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Таким образом, нормализация сокращает внутренние напряжения, измельчает крупнозернистую структуру поковок, отливок, сварных швов путем перекристаллизации. То есть изменяется микроструктура стали.
Назначение
Нормализацию используют в различных целях. Путем осуществления данных работ как повышают, так и наоборот снижают твердость стали, ударную вязкость и прочность. Это определяется термической и механической историей материала. Данную технологию применяют с целью сокращения остаточных напряжений либо улучшения степени обрабатываемости материала различными методами.
Стальные отливки подвергают такой обработке для гомогенизации структуры, повышения подверженности термическому упрочнению, сокращения остаточных напряжений.
Получаемые путем обработки давлением предметы нормализуют после ковки и прокатки для сокращения разнозернистости структуры и ее полосчатости соответственно.
Нормализация с отпуском служит в качестве замены закалки для предметов сложной формы либо с резкими перепадами по сечению. Данный способ позволяет избежать дефектов.

Процесс нормализации стали
Кроме того, нормализацию используют с целью измельчения крупнозернистой структуры, улучшения структуры перед закалкой, повышения обрабатываемости резанием, устранения сетки вторичного цемента в заэвтектоидной стали, подготовки к завершающей термической обработке стали после нормализации.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.
Применение
Выбор какого-либо из рассмотренных способов обработки определяется концентрацией в стали углерода. Для материалов с величиной данного показателя до 0,2% предпочтительнее использовать нормализацию. Стали с количеством углерода 0,3 — 0,4% обрабатывают и нормализацией, и отжигом. В таких случаях выбор способа осуществляют на основе требуемых свойств материала. Так, нормализация стали придает ей мелкозернистую структуру, большие прочность и твердость в сравнении с отжигом. Кроме того, данная технология является более производительным процессом. Следовательно, при прочих равных условиях она более предпочтительна. Закалке ее предпочитают ввиду хрупкости получаемых таким способом изделий и при обработке предметов с перепадами сечения во избежание дефектов.
Таким образом, нормализацию можно считать промежуточной технологией по отношению к ним: она дает материал большей твердости, чем отжиг, но менее хрупкий в сравнении с закалкой, улучшая структуру и сокращая напряжения. Ввиду этого нормализация получила в машиностроении более обширное распространение.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Отжиг нормализационный (нормализация) | Мир сварки
Отжиг нормализационный (нормализация)
Нормализация заключается в нагреве доэвтектоидной стали до температуры, превышающей точку Ас1 на 50 °С, а эвтектоидной стали выше Аст также на 50 °С, непродолжительной выдержке для прогрева садки и завершения фазовых превращений и охлаждении на воздухе. Нормализация вызывает полную фазовую перекристаллизацию стали и устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке или штамповке.
Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность ферритно–цементитной структуры и увеличивает количество перлита или, точнее, квазиэвтектоида типа сорбита или троостита. Это повышает на 10–15 % прочность и твердость нормализованной средне- и высокоуглеродистой стали по сравнению с отожженной.
Нормализация горячекатаной стали повышает ее сопротивление хрупкому разрушению, что характеризуется снижением порога хладноломкости и повышением работы развития трещины.
Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. При повышении твердости нормализация обеспечивает большую производительность при обработке резанием и получение более чистой поверхности. Для отливок из среднеуглеродистой стали нормализацию или нормализацию с высоким отпуском применяют вместо закалки, и высокого отпуска. Механические свойства будут в этом случае несколько ниже, но изделия подвергнутся меньшей деформации по сравнению с получаемой при закалке, и вероятность появления трещин практически исключается.
Нормализацию с последующим высоким отпуском (600—650 °С) часто используют для исправления структуры легированных сталей вместо полного отжига, так как производительность и трудоемкость этих двух, операций выше, чем одного отжига.
ЛИТЕРАТУРА
weldworld.ru
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится полный, неполный и изотермический отжиги.
Перекристаллизационный отжиг основан на фазовой перекристаллизации, т. е. является отжигом II рода. Основное его назначение – полное изменение фазового состава. Температура нагрева и время выдержки должны обеспечить нужные структурные превращения, скорость охлаждения выбирают такой, чтобы успели произойти обратные диффузионные фазовые превращения. После отжига получают однородную мелкозернистую структуру, твердость понижается, пластичность повышается и отжиг II рода применяют в качестве предварительной термической обработки и перед обработкой стальных деталей на металлорежущих станках.
В зависимости от температуры нагрева различают полный и неполный отжиг.
Полный отжиг применяют для доэвтектоидной стали. Изделия нагревают, чтобы обеспечить полную перекристаллизацию – превращение исходной ферритно-перлитной структуры в аустенит. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры в готовой детали.
Неполный отжиг связан с фазовой перекристаллизацией, он применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
После охлаждения получится грубая структура, состоящая из крупных зерен феррита и перлита. Сталь обладает пониженной пластичностью. Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой цементитная сетка дробится. Сталь с зернистым цементитом лучше обрабатывается режущим инструментом и приобретает хорошую структуру после закалки.
С целью экономии времени проводят изотермический отжиг. При изотермическом отжиге в процессе выдержки происходит выравнивание температуры по сечению изделия. Это способствует получению более однородной структуры и однородных свойств. Легированные стали подвергают такому отжигу. При отжиге легированных сталей увеличивается не только продолжительность нагрева и выдержки, но и продолжительность охлаждения. Высоколегированные стали охлаждают с малой скоростью вследствие большей устойчивости легированного аустенита. Их твердость остается после отжига высокой, что ухудшает обрабатываемость режущим инструментом.
Нормализацией называют термическую обработку стали, при которой изделие нагревают до аустенитного состояния и охлаждают на спокойном воздухе. Отличие нормализации от полного отжига для доэвтектоидных сталей заключается только в скорости охлаждения. В результате нормализации получается более тонкое строение эвтектоида, уменьшаются внутренние напряжения, устраняются пороки, возникшие в процессе предшествующих обработок изделий. Твердость и прочность выше, чем после отжига. Нормализацию применяют как промежуточную операцию, улучшающую структуру. Особенностями режима этого вида термообработки являются температура нагрева и охлаждение на спокойном воздухе. Эти особенности обусловлены специфическими целями нормализации. Применительно к доэвтектоидным сталям, особенно низкоуглеродистым, нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге.
Охлаждение на воздухе обеспечивает высокую степень переохлаждения аустенита, чем при отжиге, продукты его распада оказываются более дисперсными, а плотность генерируемых дислокаций приближается к 108 см2, вследствие этого нормализацией можно получить более благоприятную мелкозернистую структуру стали, обладающую повышенными прочностными свойствами.
В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки. При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Рекристаллизационный отжиг (рекристаллизация) стали происходит при температурах 500–550 °C; отжиг для снятия внутренних напряжений – при температурах 600–700°. Эти виды отжига снимают внутренние напряжения в отливках от неравномерного охлаждения их частей и в заготовках, обработанных давлением при температурах ниже критических.
Диффузионный отжиг применяется в случаях, когда в стали наблюдается внутрикристаллическая ликвация. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. В результате сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называют также гомогенизацией.
Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога зерен.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Отжиг и нормализация стали
Отжиг.
Отжиг - это первичная операция термической обработки, при которой стали нагревают до определенных температур, выдерживают при этих температурах и затем медленно охлаждают вместе с печью.
Цель и назначение отжига так же разнообразны, как и выполнение. Отжиг применяют для снятия внутренних напряжений, повышения механических свойств металла, улучшения обрабатываемости режущим инструментом, снижения твердости и для подготовки структуры к дальнейшей термической обработке.
В зависимости от температуры нагрева и назначения различают следующие виды отжига: полный, неполный, отжиг на зернистый перлит, изотермический, диффузионный и т. д.
Полный отжиг.
Полный отжиг осуществляется главным образом после горячей механической обработки и литья углеродистых и легированных сталей. Основной целью полного отжига кованых и литых деталей является измельчение зерна, смягчение металла для улучшения его обработки режущим инструментом и устранение внуренних напряжений. Это достигается нагревом, не превышающим 20-40°С верхней критической точки АСз, и медленным охлаждением.
Температуру нагрева для деталей, изготовленных из углеродистых сталей, определяют по диаграмме состояния, а для легированных сталей - по положению их критической точки АСз, имеющейся в справочных таблицах.
Время выдержки при температуре отжига обычно складывается из времени, необходимого для полного прогрева всей массы деталей, и времени, нужного для окончания структурных превращений. После отжига сталь медленно охлаждают вместе с печью. Детали, изготовленные из углеродистой стали, охлаждают со скоростью 180-200°С в час, из низколегированных сталей - со скоростью 90-100°С в час, из высоколегированных - со скоростью примерно 50°С в час. Высоколегированные стали целесообразнее подвергать изотермическому отжигу.
В результате полного отжига деталей, изготовленных из доэвтектоидной углеродистой стали, получается пластинчатый перлит, а зерна феррита располагаются в виде разорванной сетки.
Структура фасонных литых деталей, изготовленных из стали с содержанием углерода от 0,15 до 0,45%, обычно неоднородна, т. е. состоит из очень крупных и мелких зерен, а механические свойства такой стали неудовлетворительны. Поэтому для повышения механических свойств, измельчения зерна и снятия внутренних напряжений литые детали нужно обязательно подвергать полному отжигу.
Неполный отжиг. Если до отжига структура стали была удовлетворительная, но сталь обладает повышенной твердостью и в деталях имеются внутренние напряжения, то целесообразнее применять неполный отжиг. Детали при таком отжиге нагревают при температуре, немного превышающей точку ACl. Неполный отжиг изменяет структуру перлита, однако, структура феррита может оставаться неизменной. Внутренние напряжения снимаются полностью, и сталь получает пониженную твердость и хорошо обрабатывается механически.
Отжиг на зернистый перлит (сфероидизация). Заэвтектоидные высокоуглеродистые инструментальные стали со структурой пластинчатого перлита имеют плохую обрабатываемость режущим инструментом. Поэтому заэвтектоидные углеродистые и легированные стали подвергают отжигу только на зернистый перлит.
Получение зернистого перлита достигается специальным видом отжига, близким по своему режиму к неполному отжигу. Сталь нагревают немного выше ACl с последующим охлаждением сначала до 700°С, затем до 550-600°С и далее на воздухе. Особенно важным для получения зернистого перлита является точное соблюдение температурного режима, так как при очень медленном охлаждении зернистый перлит получается с крупными зернами, а часто с отдельными пластинками перлита, а при более быстром охлаждении образуется мелкозернистый (точечный) перлит. Поэтому для получения зернистого перлита целесообразно применять циклический или маятниковый отжиг. При таком отжиге сталь нагревают до 760-780°С, после небольшой выдержки охлаждают имеете с печью до 680 - 700°С и затем снова повторяют весь цикл несколько раз.
Изотермический отжиг. Этот вид отжига заключается в нагреве стали на 30-50°С выше точки Ас3, охлаждении до температуры несколько ниже точки Аr1, изотермической выдержке при этой температуре для полного превращения аустенита и последующем охлаждении на воздухе. Изотермический отжиг позволяет сокращать продолжительность циклов, используемых при обычном отжиге высоколегированной стали, с 15-30 до 4-7 час. и дает однородную структуру. Такой отжиг особенно необходим для высокохромистых сталей с устойчивым аустенитом.
Диффузионный отжиг (гомогенизация). Он производится для устранения или уменьшения химической неоднородности, получаемой при затвердевании стальных слитков (дендритная ликвация). Выравнивание химического состава стали и уничтожение дендритной ликвации осуществляется путем диффузии (перемещения) атомов примесей из мест с высокой концентрацией в места с низкой концентрацией. Для обеспечения хороших условий диффузии атомов диффузионный отжиг стали, проводят при высоких температурах (1100-1200°С), с длительной выдержкой (от 10 до 15 час.) и медленным охлаждением.
Длительная выдержка при высокой температуре приводит к укрупнению зерен. Для измельчения зерен после диффузионного отжига часто применяют обыкновенный отжиг. Такому отжигу подвергают слитки хромоникелевых, марганцовистых и других высококачественных сталей.
Рекристаллизационный (разупрочняющий) отжиг. При деформации стали в холодном состоянии происходит ее наклеп. Зерна феррита и перлита вытягиваются по направлению деформации. Вследствие этого наклепа искажается кристаллическая решетка, сталь становится более жесткой, твердой и пластичность ее резко падает. Для восстановления пластичности и устранения наклепа деформированную сталь (обычно листовую) подвергают рекристаллизационному отжигу. Отжиг обычно производят при температуре 650-680°С, в результате чего вместо старых вытянутых зерен в исходной структуре образуются новые, равноосные зерна и сталь становится мягкой и вязкой.
Для сохранения чистой и блестящей поверхности холоднокатаных стальных листов и ленты рекристаллизационный отжиг производят в печах с нейтральной (не окисляющей) атмосферой.
Нормализация. Термическую операцию, при которой сталь нагревают до температуры 30-50°С выше верхних критических точек АСзи Аст, выдерживают при этой температуре и затем охлаждают на спокойном воздухе, называют нормализацией.
Нормализацией устраняют внутренние напряжения и наклеп, повышают механические свойства и подготовляют структуру стали для окончательной термической обработки.
При нормализации превращение аустенита происходит с большей степенью переохлаждения, чем при отжиге, поэтому перлит имеет более тонкую структуру. В результате нормализации сталь получает нормальную, однородную мелкозернистую структуру. При нормализации среднеуглеродистых и малолегированных сталей образуется структура сорбитообразного перлита или сорбита и свободного феррита. При этом прочность и ударная вязкость нормализованной стали значительно выше, чем отожженной. Например, у хромистой стали 40Х после отжига σь = 65,5 кгс/мм2, δ = 21%, ак=5,6 кгсм/см2, а после нормализации σь =75,4 кгс/мм2; δ = 20,9%; ак= 7,8 кгсм/см2. Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а следовательно, и более производительным. Поэтому углеродистые стали целесообразнее нормализовать, а не отжигать.
Дефекты и брак при отжиге и нормализации. В процессе отжига и нормализации может возникать неисправимый и исправимый брак (дефекты). Наиболее распространенными видами дефектов и брака являются: окисление, обезуглероживание, перегрев и пережог стали.
Окисление. При нагреве в пламенных или электрических печах поверхность стальных деталей взаимодействует с печными газами. В результате металл окисляется и на деталях образуется окалина. С повышением температуры и времени, выдержки окисление резко возрастает. Образование окалины не только вызывает угар (потерю) металла, но и искажает геометрическую форму деталей. Поверхность стали под окалиной получается разъеденной и неровной, что затрудняет обработку металла режущим инструментом. Окалину с поверхности деталей удаляют или травлением в серной кислоте, или очисткой в дробеструйных установках.
Обезуглероживание. Обезуглероживание, т. е. выгорание углерода с поверхности деталей, всегда происходит при окислении стали. Обезуглероживание резко снижает прочностные свойства конструкционной стали.
Кроме того, детали с обезуглероженной поверхностью, склонны к закалочным (трещинам и короблению. Особенно большое обезуглероживание наблюдается при нагреве металла в электрических печах.
Для предохранения деталей от окисления, а следовательно и от обезуглероживания, в процессе отжига, нормализации и закалки применяют неокисляющие (контролируемые) атмосферы.
Для защиты деталей и заготовок от окисления и обезуглероживания при высоких температурах в рабочее пространство печи вводят защитные газы. Можно также создать защитную (контролируемую) атмосферу, которая может быть науглероживающей.
Контролируемые атмосферы обычно вводят при отжиге или закалке в рабочее пространство печи. В зависимости от химического состава контролируемые атмосферы могут быть нейтральными, восстановительными или науглероживающими.
Контролируемые атмосферы получают различными методами: разложением аммиака на азот (25%) и водород (75%), газификацией древесного угля, осветительного керосина и т. п.
Наиболее универсальной и эффективной газовой средой является эндотермическая, получаемая в результате переработки природного газа в специальных установках-эндотермических генераторах.
Под эндотермической понимается атмосфера, получаемая в генераторах, где реакции протекают с поглощением тепла.
Эндотермическая атмосфера имеет следующий состав: ~ 20% СО;- 40% Н2;~40% N2.
Она может быть использована почти для всех термических и химико-термических операций, причем состав ее можно регулировать по точке росы.
Перегрев. Сталь перегревается при очень высокой температуре отжига и нормализации, а также при большой выдержке. При перегреве зерна в стали укрупняются, что ведет к снижению прочности, вязкости и образованию закалочных трещин. Такой дефект стали устраняют повторным правильным отжигом или нормализацией.
Пережог. При нагреве до высоких температур получается пережог стали, выражающийся в оплавлении поверхности деталей и окислении зерен. При высокой температуре нагрева кислород из окружающей печной атмосферы проникает внутрь нагретой стали, при этом границы зерен сильно окисляются. Сталь теряет пластические свойства, прочность и становится настолько хрупкой, что при малейших ударах разрушается. Пережженную сталь, исправить термической обработкой невозможно, поэтому она идет на переплавку.
www.metalrf.ru
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится полный, неполный и изотермический отжиги.
Перекристаллизационный отжиг основан на фазовой перекристаллизации, т. е. является отжигом II рода. Основное его назначение – полное изменение фазового состава. Температура нагрева и время выдержки должны обеспечить нужные структурные превращения, скорость охлаждения выбирают такой, чтобы успели произойти обратные диффузионные фазовые превращения. После отжига получают однородную мелкозернистую структуру, твердость понижается, пластичность повышается и отжиг II рода применяют в качестве предварительной термической обработки и перед обработкой стальных деталей на металлорежущих станках.
В зависимости от температуры нагрева различают полный и неполный отжиг.
Полный отжиг применяют для доэвтектоидной стали. Изделия нагревают, чтобы обеспечить полную перекристаллизацию – превращение исходной ферритно-перлитной структуры в аустенит. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры в готовой детали.
Неполный отжиг связан с фазовой перекристаллизацией, он применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
После охлаждения получится грубая структура, состоящая из крупных зерен феррита и перлита. Сталь обладает пониженной пластичностью. Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой цементитная сетка дробится. Сталь с зернистым цементитом лучше обрабатывается режущим инструментом и приобретает хорошую структуру после закалки.
С целью экономии времени проводят изотермический отжиг. При изотермическом отжиге в процессе выдержки происходит выравнивание температуры по сечению изделия. Это способствует получению более однородной структуры и однородных свойств. Легированные стали подвергают такому отжигу. При отжиге легированных сталей увеличивается не только продолжительность нагрева и выдержки, но и продолжительность охлаждения. Высоколегированные стали охлаждают с малой скоростью вследствие большей устойчивости легированного аустенита. Их твердость остается после отжига высокой, что ухудшает обрабатываемость режущим инструментом.
Нормализацией называют термическую обработку стали, при которой изделие нагревают до аустенитного состояния и охлаждают на спокойном воздухе. Отличие нормализации от полного отжига для доэвтектоидных сталей заключается только в скорости охлаждения. В результате нормализации получается более тонкое строение эвтектоида, уменьшаются внутренние напряжения, устраняются пороки, возникшие в процессе предшествующих обработок изделий. Твердость и прочность выше, чем после отжига. Нормализацию применяют как промежуточную операцию, улучшающую структуру. Особенностями режима этого вида термообработки являются температура нагрева и охлаждение на спокойном воздухе. Эти особенности обусловлены специфическими целями нормализации. Применительно к доэвтектоидным сталям, особенно низкоуглеродистым, нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге.
Охлаждение на воздухе обеспечивает высокую степень переохлаждения аустенита, чем при отжиге, продукты его распада оказываются более дисперсными, а плотность генерируемых дислокаций приближается к 108 см2, вследствие этого нормализацией можно получить более благоприятную мелкозернистую структуру стали, обладающую повышенными прочностными свойствами.
В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки. При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Рекристаллизационный отжиг (рекристаллизация) стали происходит при температурах 500–550 °C; отжиг для снятия внутренних напряжений – при температурах 600–700°. Эти виды отжига снимают внутренние напряжения в отливках от неравномерного охлаждения их частей и в заготовках, обработанных давлением при температурах ниже критических.
Диффузионный отжиг применяется в случаях, когда в стали наблюдается внутрикристаллическая ликвация. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. В результате сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называют также гомогенизацией.
Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога зерен.
studfiles.net
Нормализация - Отжиг сталей - Отжиг второго рода
При нормализации сталь нагревают до температур на 30 — 50 °С выше линии GSE и охлаждают на воздухе (смотрите рисунок Температура нагрева сталей для отжига 2-го рода). Ускоренное по сравнению с отжигом охлаждение обусловливает несколько большее переохлаждение аустенита (смотрите рисунок Основные разновидности отжига 2-го рода доэвтектоидной стали).
Поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно. Кроме того, частично подавляется выделение избыточной фазы (феррита или вторичного цементита) и, следовательно, образуется квазиэвтектоид (смотрите рисунок Схематические диаграммы изотермического распада аустенита). Таким образом, прочность стали после нормализации должна быть больше, чем после отжига.
Нормализацию применяют чаще всего как промежуточную операцию для смягчения стали перед обработкой резанием, для устранения пороков строения и общего улучшения структуры перед закалкой. Таким образом, назначение нормализации как промежуточной обработки аналогично назначению отжига.
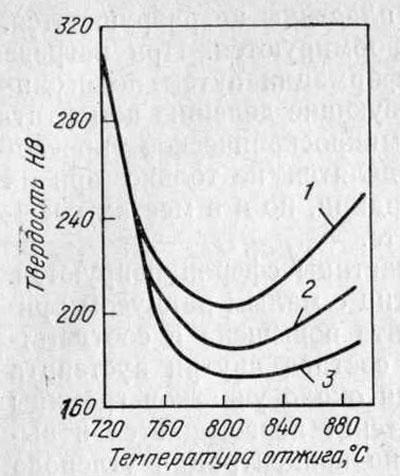
Так как нормализация выгоднее отжига, то ее всегда следует предпочесть отжигу, если оба эти вида обработки дают одинаковые результаты. Но нормализация не всегда может заменить отжиг как операцию смягчения стали. Это объясняется следующим. Склонность аустенита к переохлаждению растет с увеличением содержания в нем углерода и легирующих элементов. Поэтому разница в свойствах после отжига и после нормализации зависит от состава стали. Например, твердость сталей, содержащих 0,2; 0,4:5 и 0,8%С, после отжига равна соответственно 120, 160 и 180 НВ, а после нормализации 130, 190 и 240 НВ.
Нормализацию широко применяют вместо смягчающего отжига к малоуглеродистым сталям, в которых аустенит слабо переохлаждается. Но она не может заменить смягчающий отжиг высокоуглеродистых сталей, которые весьма ощутимо упрочняются при охлаждении на воздухе из-за значительного переохлаждения аустенита.
Что же касается средне- и высоколегированных сталей, то в них при охлаждении на воздухе может образоваться мартенсит, т. е. происходит воздушная закалка (смотрите Прокаливаемость сталей). Здесь следует уточнить понятие нормализации. Под нормализацией понимают такую термическую обработку стали, при которой охлаждение на воздухе приводит к распаду аустенита в температурном интервале перлитного превращения. Поэтому если охлаждение легированной стали на воздухе дает мартенсит, как в стали 18Х2Н4ВА, то такой процесс никакого отношения к нормализации не имеет.
Нормализацию широко применяют взамен отжига для устранения пороков стали, возникших при горячей деформации и термической обработке, причем во многих случаях нормализация дает лучшие результаты, чем отжиг. Например, строчечность в стали легче устранить нормализацией, так как при большем переохлаждении аустенита феррит выделяется не только на вытянутых шлаковых и сульфидных включениях, но и во всем объеме аустенитного зерна.
В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Аст (линия ES) вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе он не успевает образовать грубую сетку, понижающую свойства стали.
Например, если после горячей прокатки в инструментальных сталях У11 — У13 имеется грубая цементитная сетка, то перед сфероидизирующим отжигом ее устраняют нормализацией с нагревом до 850 °С и последующим охлаждением, ускоренным с помощью вентиляторов.
Очень часто нормализация служит для общего измельчения структуры перед закалкой. Если в стали перед закалкой имеются грубые выделения избыточного феррита, то при нагреве под закалку аустенит не успевает как следует гомогенизироваться.
Участки аустенита, соответствующие местам залегания грубых включений феррита, будут обеднены углеродом и после закалки не приобретут необходимую твердость. После предварительной нормализации измельчаются выделения избыточного феррита, эвтектоид становится более дисперсным и тем самым облегчается быстрое образование гомогенного аустенита при нагреве под закалку.
Нормализацию используют и как окончательную обработку средне- и высокоуглеродистых доэвтектоидных сталей, если требования к свойствам умеренные и необязательна закалка с высоким отпуском.
В заключение отметим, что скорость охлаждения на воздухе зависит от массы изделия и отношения его поверхности к объему, вследствие чего эти факторы сказываются на получаемой структуре и свойствах нормализованной стали.
«Теория термической обработки металлов»,И.И.Новиков

Для получения высокопрочной канатной, пружинной и рояльной проволоки применяют изотермическую обработку, которая известна с 70-годов XIX в. и получила название патентирования. Проволоку из углеродистых сталей, содержащих от 0,45 до 0,85%С, нагревают в проходной печи до температуры на 150 — 200 °С выше Ас3, пропускают через свинцовую или соляную ванну с температурой 450 — 550 °С…
Малая степень переохлаждения аустенита, необходимая при отжиге, может быть получена не только при непрерывном охлаждении стали с печью. Другой путь — ступенчатое охлаждение с изотермической выдержкой в интервале перлитного превращения (смотрите рисунок Основные разновидности отжига 2-го рода доэвтектоидной стали). Такая термообработка называется изотермическим отжигом. После нагрева до температуры выше А3 сталь ускоренна охлаждают до температуры…
Для режима сфероидизирующего отжига заэвтектоидных сталей характерен узкий температурный «интервал отжигаемости». Нижняя его граница должна находиться немного выше точки А1, чтобы образовалось большое число центров выделения карбида при последующем охлаждении. Верхняя граница не должна быть слишком высокой, так как иначе из-за растворения в аустените центров карбидного выделения при охлаждении образуется пластинчатый перлит. Так как точки…
Для заэвтектоидных сталей полный отжиг с нагревом выше Аст (линия ES) вообще не используют, так как при медленном охлаждении после такого нагрева образуется грубая сетка вторичного цементита, ухудшающая механические и другие свойства. К заэвтектоидным углеродистым сталям широко применяют отжиг с нагревом до 740 — 780 °С и последующим медленным охлаждением. После такого нагрева в аустените…

Легирующие элементы оказывают чрезвычайно важное для практики влияние на кинетику распада аустенита. За исключением кобальта, все широко используемые легирующие элементы, растворенные в аустените (Cr, Ni,Mn, W, Mo, V и др.), замедляют перлитное превращение, сдвигая верхнюю часть С-кривой вправо. Природа увеличения устойчивости переохлажденного аустенита под влиянием легирующих элементов довольно сложная. Если в углеродистых сталях перлитное превращение…
www.ktovdome.ru
7.2. Нормализация
Начальное зерно аустенита– это зерно, полученное при 727°С, оно всегда мелкое (рис. 32).
Рис. 32. Схема роста аустенитного зерна при нагреве: НМЗ – наследственно мелкозернистая сталь, НКЗ – наследственно крупнозернистая
При нагреве зерно растет. Действительное зерно аустенита– это зерно, полученное при данной температуре, его размер зависит от температуры нагрева, времени выдержки и наследственности стали. Сталинаследственно крупнозернистые(НКЗ) при производстве раскислены марганцем. При нагреве рост зерна в них начинается сразу выше АС1. Сталинаследственно мелкозернистые(НМЗ) раскислены марганцем, кремнием и алюминием. Нитрид алюминияAlN, располагаясь по границам зёрен, тормозит их рост. При нагреве до 1000-1100˚С зерно растёт незначительно, но при более высоких температурах частицыAlNрастворяются в аустените, и зерна аустенита резко растут.
При последующем охлаждении размер действительного зерна сохраняется, независимо от протекающих фазовых превращений.
Перегрев стали – это нагрев до температур, значительно превышающих температуры фазовых превращений (1000…1100˚С), в результате чего формируется крупнозернистая структура, ухудшаются механические свойства стали. Перегрев можно исправить повторным нагревом до температур, немного выше температуры фазовых превращений (Ас3или Асm).
Нагрев до ещё более высоких температур в окислительной атмосфере, вызывает пережогстали. Происходит образование оксидов железа по границам зерен, резко повышается хрупкость. Пережог неисправим.
Зерно - это кристалл неправильной формы. Кристаллы могут иметь форму дендрита. Дендрит - кристалл древовидной формы. Мелкое зерно прочное, крупное зерно хрупкое.
Нормализация стали. Назначение процесса, получаемые структуры. Классы сталей после нормализации.
Нормализация – это нагрев доэвтектоидных сталей на 40…50 °С выше АС3, заэвтектоидных – на 40..50°С выше АСm, выдержка и последующее охлаждение на спокойном воздухе (Рис.38, 40).
Рис. 40. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при нормализации
При нагреве происходит полная фазовая перекристаллизация, в результате охлаждения получают высокодисперсные феррито-цементитные смеси. Структуры:
доэвтектоидных сталей - С+Ф,
эвтектоидной – С,
заэвтектоидных – С+ЦII.
После нормализации сталь имеет более высокую прочность, твёрдость, сопротивление хрупкому разрушению, по сравнению с отжигом.
Цель нормализации - устранение крупнозернистой структуры, полученной при предшествующей обработке (литье, горячей прокатке, ковке или штамповке, диффузионном отжиге). Нормализацию применяют:
для низкоуглеродистых сталей - вместо отжига,
для среднеуглеродистых – вместо закалки с высоким отпуском,
для высокоуглеродистых (заэвтектоидных) – для частичного устранения цементитной сетки,
для некоторых легированных сталей – вместо закалки.
7.2.1. Классификация сталей по структуре в нормализованном состоянии
Структура сталей после нормализации зависит от суммарного количества в них легирующих элементов (ƩЛЭ), которые сдвигают С-кривую вправо и снижают линии Мн и Мк (рис. 41).
а) б) в)
Рис. 41. Структурные классы сталей в нормализованном состоянии: а – перлитный, б – мартенситный, в – аустенитный
Структурные классы сталей в нормализованном состоянии:
Перлитный класс: ƩЛЭ<5%, структура – феррито-карбидные смеси, как правило сорбит пластинчатый;
Мартенситный класс: 5%<ƩЛЭ<13%, структура – мартенсит;
Аустенитный: ƩЛЭ≥13%, среди которых имеются γ-стабилизаторы структура - АЛЕГ.
Высоколегированные стали, не содержащие γ-стабилизаторов, после нормализации будут иметь ферритную или ледебуритную структуру.
{1. Перлитный класс - характерен для углеродистых сталей с суммарным содержанием легирующих элементов менее 5% (рис. 81а). Структура таких сталей после охлаждения на воздухе - фер-рито-цементитная (феррито-карбидная) смесь. Например, в доэвтектоидных сталях - как правило, сорбит+феррит.
2. Мартенситный класс - характерен для сталей с суммарным содержанием легирующих элементов от 5 до 13% (рис. 816).
142
Материаловедение
Скорость охлаждения на воздухе для этих сталей больше VKp, что приводит к образованию структуры мартенсита.
3. Аустенитный класс - характерен для сталей с суммарным содержанием легирующих элементов, среди которых имеются у-стабилизаторы, более 13% (рис. 81 в). Для таких сталей температура начала мартенситного превращения смещается в область отрицательных температур, следовательно, аустенит не претерпевает полиморфных превращений при охлаждении. Стали, не содержащие Y-стабилизаторов, в этих условиях будут иметь структуру феррита, поскольку они, также как и стали аустенитного класса, не испытывают полиморфного превращения и при любых способах охлаждения относятся к ферритному классу. Высоколегированные стали с высоким содержанием углерода образуют карбидный (леде-буритный) класс, а стали, имеющие С-кривую с развитой бейнитной областью, - бейнитный.
Назначение нормализации различно в зависимости от состава стали:
• для низкоуглеродистых сталей (до 0,3% С) нормализацию применяют вместо отжига. При повышении твердости этих сталей нормализация обеспечивает большую производительность при обработке резанием и получение более высокой чистоты поверхности. Кроме того, нормализация является более экономичной термической обработкой, чем отжиг, так как меньше времени затрачивается на охлаждение стали;
• для среднеуглеродистых сталей (0,3...0,5%С) нормализацию применяют вместо закалки и высокого отпуска (улучшения). Механические свойства, особенно ударная вязкость, в этом случае будут ниже, но изделия будут подвержены меньшей деформации по сравнению с получаемой при закалке, и вероятность появления трещин практически исключается;
• для высокоуглеродистых (заэвтектоидных) сталей нормализацию применяют перед последующей термообработкой для устранения хрупкой цементитной сетки;
• для высоколегированных сталей нормализация может применяться вместо закалки, так как охлаждение таких сталей на воздухе обеспечивает получение структуры мартенсита.}
3. Бронзы литейные и деформируемые. Маркировка, состав, структура, свойства.
studfiles.net









