- в твёрдом карбюризаторе
- в газовом карбюризаторе
- в кипящем слое
- в растворах электролитов
- в пастах
- в твёрдом карбюризаторе
- в газовом карбюризаторе
- в кипящем слое
- в растворах электролитов
- в пастах
- С неупрочняемой сердцевиной. В данную группу входят такие марки цементируемых сталей углеродистых, как 10, 15, 20. Используют их в деталях с небольшими размерами и малоответственными функциями. В данном случае под цементируемым слоем при осуществлении закалки происходит превращение аустенита в феррито-перлитную смесь.
- С сердцевиной, упрочняемой слабо. В состав этой группы включают хромистые низколегированные стали таких марок, как 15Х, 20Х. Здесь проведение дополнительного легирования с помощью малых добавок ванадия обеспечивает получение более мелкого зерна, что приводит к улучшению пластичности и вязкости материала.
- С сильно упрочняемой сердцевиной. Стали данной группы применяют при изготовлении деталей, которые обладают большим сечением или сложной конфигурацией, а также испытывают влияние значительных ударных нагрузок или подвергаются воздействию немалых переменных напряжений. В них осуществляют введение никеля (12Х2Н4А, 12ХНЗА, 20ХН). Из-за дефицитности данного материала иногда проводят его замену марганцем, при этом применяют ввод небольшого количества ванадия или титана для дробления зерна.
- в твёрдом карбюризаторе
- в газовом карбюризаторе
- в кипящем слое
- в растворах электролитов
- в пастах
Технология цементации стали, ее сущность и назначение — методики и видео. Процесс цементации стали
Цементация стали, ее сущность и назначение
В зависимости от специфики применения различных металлов и сплавов нередко производится их дополнительная обработка. Это позволяет выделить (усилить) те или иные свойства образца. Что представляет собой цементации стали, зачем она нужна, в каких случаях целесообразно ее проводить – об этом читатель в доступной форме узнает из предлагаемой статьи.
Существуют различные методики химико-термического воздействия на материалы. Одна из них – цементация. Применяется данная технология для сталей малоуглеродистых и легированных, содержание элемента «С» в которых не превышает 0,25%.
Назначение – повышение таких характеристик сплава, как износостойкость, прочность, твердость.
Сущность цементации[/su_highlight] – укрепление поверхностного слоя стали. Это осуществляется его насыщением углеродом (на глубину от 0,5 до 2 мм) и последующей закалкой образца.

Для реализации чаще всего используются специальные печи, где процесс протекает при высокой температуре – порядка 945 (±15) ºС.
В зависимости от габаритов и конструкционных особенностей изделия оно выдерживается в таких условиях в течение нескольких часов. По сути, это комплексная обработка детали (химическая + термическая) с целью придания ей твердости.

Способы цементации стали
Пастами
Технология самая простая, но не всегда применимая. Для деталей, имеющих сложную конфигурацию, с различными выступами, пазами и тому подобное, она явно не подходит.
Методика – поверхностное нанесение цементирующей пасты на образец. Ее слой выбирается большим по сравнению с расчетной глубиной проникновения углерода в сталь (примерно в 7 раз).
Условия – температурный режим выставляется в зависимости от вида пасты, в пределах от 900 до 1 000 ºС.
Такую цементацию стали можно провести и в домашних условиях, при наличии сушильного шкафа с требуемыми параметрами.
Газовой средой
Одна из самых эффективных методик, которая широко применяется в промышленности. Она существенно упрощает процесс цементации, сокращает время обработки стали и повышает производительность. Главное условие – правильно подобрать смесь по долевому содержанию углерода и оптимальный температурный режим.
Методика – продукция загружается с цементационную печь, в которую подается газ.

Кипящим слоем
Такой способ лишь отчасти напоминает предыдущий.
Методика – в печи, на решетке газораспределительной, помещается так называемый корунд. Эндогаз (смесь, в которую вводится метан) подается снизу и, поднимаясь, его разжижает, вследствие чего мельчайшие фракции начинают перемещаться вместе с потоком к обрабатываемому изделию. При высокой температуре происходит диффузия частичек корунда, и как результат, насыщение поверхностного слоя образца углеродом.

Особенность – степень цементации легко регулировать, изменяя подачу газа. Такая технология позволяет равномерно насыщать сталь по всей площади.
Такой способ, с учетом затрат и небольшой сложности, специалисты рекомендуют использовать при мелкосерийном производстве заготовок.
Твердым карбюризатором
В качестве насыщающей среды при такой технологии цементации используются полукоксы каменноугольный, торфяной или древесный уголь с гранулами от 3 до 10 мм при обязательном добавлении веществ, инициирующих процесс (активизаторов).
Методика – обрабатываемые образцы помещаются в металлическую емкость, на песчаный затвор. Они располагаются так, чтобы со всех сторон их можно было обложить слоем карбюризатора. Следовательно, соприкосновение изделий со стенками резервуара или друг с другом не допускается.
Условия цементации – температура 925 (±25) ºС. Время выдержки зависит от слоя насыщающей среды. Определяется из расчета: на 0,1 мм – 1 час термической обработки. Процесс можно ускорить, доведя нагрев до 975 – 980 ºС. Это сокращает время проведения технологической операции, но повышает эн/затраты и снижает качество готового продукта. На его поверхности образуется сетка, которую придется удалять.

В ряде случаев это довольно сложно, например, если изделие характеризуется рельефностью.
Электролитическим раствором
Методика – по сути, это разогрев постоянным током. Роль анода в цепи играет обрабатываемая деталь.
Условия – U = 150 – 300В. Это позволяет, в зависимости от силы тока, изменять температуру в пределах 500 – 1 100 ºС. Электролит готовится из нескольких компонентов, а в качестве активизаторов используются вещества с высоким содержанием углерода. Например, ацетон, сахароза, глицерин.
ismith.ru
Цементация стали — WiKi
Цемента́ция ста́ли — поверхностное диффузионное насыщение стали углеродом с целью повышения твёрдости, износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0,25 % C) и легированные стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900—950 °С, при газовой цементации (газообразный карбюризатор) — при 850—900 °С.
После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.
Способы цементации:
Цементация в твёрдом карбюризаторе
Цементовальная печь XIX векаВ этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5—10 мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы. Этот процесс известен по крайней мере с XII века[1].
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором. Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.
Стандартный режим: 900—950 °С, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
При "ускоренном" режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза, и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придётся убирать многократной нормализацией металла.
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов, и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Цементация в кипящем слое
Процесс цементации в кипящем слое проходит в атмосфере эндогаза с добавкой метана. Кипящий слой представляет собой гетерогенную систему, в которой за счёт проходящего потока газа через слои мелких (0,05-0,20 мм) частиц (чаще корунда) создаётся их интенсивное перемешивание, что внешне напоминает кипящую жидкость. Частицы корунда располагаются на газораспределительной решётке печи. При определённой скорости прохождения восходящего потока газа (выше критической скорости) частицы становятся подвижными, и слой приобретает некоторые свойства жидкости (псевдоожиженный слой). В этом состоянии сцепление между частицами нарушено, они становятся подвижными и опираются не на решётку, а на поток газа. Достоинствами процесса цементации в кипящем слое являются: сокращение длительности процесса вследствие большой скорости нагрева и высокого коэффициента массоотдачи углерода; возможность регулирования углеродного потенциала атмосферы в рабочей зоне печи; уменьшение деформации и коробления обрабатываемых деталей за счёт равномерного распределения температуры по всему объёму печи. Процесс цементации в кипящем слое может быть использован на заводах мелкосерийного и единичного производства.
Цементация в растворах электролитов
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности углеродом в многокомпонентных растворах электролитов — один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450–1050°С. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения цементации в электролит, кроме электропроводящего компонента, вводят углеродсодержащие вещества-доноры (глицерин, ацетон, этиленгликоль, сахароза и другие).
Цементация в пастах
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6—8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910—1050 °С.
Примечания
Литература
Ссылки
ru-wiki.org
Цементация стали - это... Что такое Цементация стали?
Цементация стали — поверхностное диффузионное насыщение малоуглеродистой стали углеродом с целью повышения твёрдости, износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0.2 % C) и легированные стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900—950 °С, при газовой цементации (газообразный карбюризатор) — при 850—900 °С.
После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.
Способы цементации:
Цементация в твёрдом карбюризаторе
В этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5-10мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы.
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором.
Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.Стандартный режим: 900-950 градусов, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированого слоя. для получения 1 мм слоя - выдержка 10 часов.
При "ускореном" режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придется убирать многократной нормализацией.
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненых малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Цементация в кипящем слое
Цементация в слое мелких частиц (0,05-0,20 мм) корунда, через который проходит восходящий поток эндогаза с добавкой метана (кипящий слой). При прохождении газа частицы становятся подвижными и слой приобретает некоторые свойства жидкости (псевдоожиженный слой).
Цементация в растворах электролитов
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности углеродом в многокомпонентных растворах электролитов, один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450–1050°С. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения цементации в электролит кроме электропроводящего компонента вводят углеродсодержащие вещества-доноры (глицерин, ацетон, этиленгликоль, сахароза и другие).
Цементация в пастах
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6-8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910-1050°С
Ссылки
dic.academic.ru
Описание процесса цементации.
Цементация стали.
Технологический процесс диффузионного насыщения углеродом называется цементацией. Обычно после цементации сталь подвергают закалке и низкому отпуску. После такого комплексного процесса концентрация углерода на поверхности стальной детали составляет 0.8 – 1%, структура низкоотпущенного мартенсита с мелкими сфероидальными карбидами хорошо сопротивляется износу, твердость поверхности равна 750 – 950 HV. Сердцевина детали, содержащая 0.08 – 0.25% углерода, остается вязкой. Поверхности не подлежащие цементации, защищают гальваническим омеднением; толщина медного слоя составляет 0.02 – 0.05 мм.
Цементации обычно подвергают такие детали машин, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину: зубчатые колеса, валы и пальцы, распределительные валики, кулачки, червяки и т. д.
Карбюризатор.
Исходную среду для цементации принято называть карбюризатором. В основном применяют два способа цементации: в твердом и в газовом карбюризаторе. В нашем случае необходимо использовать газовый карбюризатор, так как процесс газовой цементации идет быстрее, кроме того этот процесс легко регулируется и автоматизируется. На заводах работают автоматизированные агрегаты для цементации, которые регулируют процесс по углеродному потенциалу.
При газовой цементации в качестве карбюризатора используют разбавленный природный газ (состоящий почти полностью из метана), контролируемые атмосферы, получаемые в специальных генераторах, а также жидкие углеводороды (керосин, бензол и др.), каплями подаваемые в герметичное рабочее пространство печи, где они образуют активную газовую среду. Основная ведущая реакция при наличии метана:
Ch5 2h3 + C
В зависимости от состава газовой смеси и содержания углерода в стали атмосфера в рабочем пространстве печи может быть науглероживающей, обезуглероживающей и нейтральной. Нейтральному составу газовой смеси соответствует определенная равновесная концентрация углерода на поверхности стальной детали. Эту концентрацию углерода принято называть углеродным потенциалом контролируемой атмосферы. Следовательно, науглероживание будет происходить в том случае, если концентрация углерода на поверхности стали будет меньше углеродного потенциала газовой смеси при данной температуре.
Структура цементованного слоя.
Обычно ее сопоставляют со схемами, представленными на рис. 7.4 [1]. Наружная часть слоя, содержащая больше 0.8 % С, имеет структуру заэвтектоидных сталей – перлит и вторичный цементит, который при медленном охлаждении выделяется на границах аустенитных зерен в виде оболочек. Средняя часть слоя, имеющая эвтектоидную концентрацию, состоит из перлита. Далее по направлению к сердцевине концентрация углерода уменьшается, структура соответствует доэвтектоидной стали, причем количество перлита уменьшается при приближении к сердцевине.
Принято различать полную и эффективную толщину цементованного слоя (рис 7.4 [1]).
За эффективную толщину принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зоны слоя. Эффективная толщина цементованного слоя обычно составляет 0.5 – 1.8 мм и в исключительных случаях достигает 6 мм ( при больших контактных нагрузках на цементованную поверхность).
Структура после цементации получается крупнозернистой в всязи с длительной выдержкой деталей при температуре науглероживания. Длительность изотермической выдержки при цементации зависит от заданной толщины слоя и марки цементируемой стали.
studfiles.net
Цементация стали - технологический процесс и его описание. Цементация стали в домашних условиях
Образование 24 марта 2014Сама по себе цементация стали является процессом, в основе которого лежит химико-термическая обработка. Суть ее состоит в осуществлении диффузионного насыщения поверхности указанного материала достаточным количеством углерода при нагревании в определенной среде. 
Цементация стали. Цель данного действия
Основной задачей указанного процесса является проведение обогащения верхнего слоя машинных деталей и элементов необходимым количеством углерода, процентное содержание которого в данном случае может составлять 0,8-1,1%. В результате такой операции после осуществления закалки получают высокий уровень твердости материала, при этом его пластичная сердцевина сохраняется. Это немаловажные свойства данного процесса.
Разновидности
По степени прочности образования сердцевины принято выделять три основные группы обрабатываемого материала:
В основном цементация стали используется для образования высокого процентного соотношения твердости поверхности детали, а также для достижения высокой износоустойчивости, которая создается благодаря применению термической обработки после проведения указанного процесса.
Видео по теме
Какие детали подвергаются данной операции
Цементация стали применяется для следующих изделий:
- зубчатых колес;
- "пальцев";
- валов;
- осей;
- рычагов;
- "червяков";
- деталей подшипников (крупногабаритных колец и роликов) и др.
Способы цементации
Если существует несколько видов указанного материала, то для каждого из них будет применяться своя собственная методика данного процесса. Как правило, цементированная сталь может создаваться в различных условиях и средах, а также при обязательной температуре от 850 до 950 градусов по Цельсию. Поэтому разделяют несколько методов этого действия:
1. Процесс цементации, происходящий в твердом карбюризаторе. В этом случае возможно использование органических веществ (костей животных, древесины и т.д.) и неорганических (кокса) в сочетании с различными активаторами. Обогащение углеродом будет происходить при проведении химической реакции его окисления. Применение активаторов в данном случае способствует лучшему и быстрому ее протеканию. Такой метод особенно целесообразен для достижения больших глубин науглероживания. Он является эффективным при штучном изготовлении стальных изделий. Однако данный процесс очень трудоемкий, он влечет за собой большие затраты сил, времени и энергии.
2. Процесс цементации, происходящий под воздействием газов. В данном методе принято использовать обогащенные газы (природный, магистральный и др.) или категорию инертных (азот). Все зависит от индивидуального подхода. К тому же цементируемая сталь на основе газов создается с малым процентом алифатических предельных углеводородов, пропана или алканов. Чаще всего этот метод применяется в масштабном производстве, но является очень затратным в плане денежных средств. Похожий способ применяется при термическом производстве. При этом в горячую ротортную печь вводят смеси органических высокомолекулярных соединений (например, скипидара, этилового спирта и т.д.), которые, в свою очередь, обладают способностью распада под влиянием катализаторов (никелевых).
3. Процесс жидкостной цементации. Его применяют в цианидных и бесцианидных ваннах. Каждая из этих сред характеризуется своими особенностями, преимуществами и недостатками. К примеру, цианидные ванны не относятся к категории безвредных. Их принято классифицировать как опасные носители не только для окружающей среды, но и для человека. Поэтому при работе с таким материалом необходимо стараться соблюдать все предписанные меры безопасности, чтобы избежать неблагополучных последствий. А вот метод, основанный на бесцианидной ванне, не рекомендовано применять в силу того, что он ведет к необратимому загрязнению окружающей среды и наносит ей огромный урон. Указанные способы если и применяют на практике, то только лишь для получения небольших глубин науглероживания.
Термообработка цементованных изделий
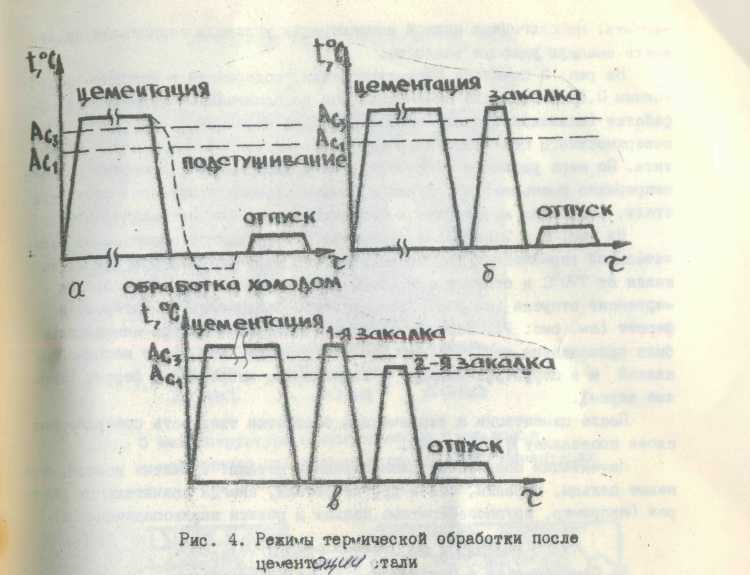
Данный процесс является также достаточно важным этапом обработки деталей. Ведь даже после цементации изделие не обладает высоким процентом износостойкости и надёжности. Поэтому завершающим шагом в данном случае служит работа по закаливанию и отпуску. Процесс закалки характеризуется рядом особенностей и свойств. Весь процесс цементации проходит под влиянием роста зерна, а его отдача по сечению является неодинаковой и расходуется неравномерно. Поэтому в работе выделяют несколько этапов закалки, каждый из которых происходит в определённых температурных условиях.
Вывод
Ознакомившись с вышесказанным, можно сказать, что организация указанного процесса при изготовлении стальных изделий является очень важной. Данное действие значительно укрепит поверхностный слой детали. При обладании определенными навыками в этой сфере и наличии необходимых материалов и оборудования может быть осуществлена цементация стали в домашних условиях.
Источник: fb.ruКомментарии
 Идёт загрузка...
Идёт загрузка... Похожие материалы
 Образование Азотирование стали в домашних условиях: структура, технология и описание
Образование Азотирование стали в домашних условиях: структура, технология и описаниеТехнологии азотирования основываются на изменении структуры поверхности металлического изделия. Данный комплекс операций требуется с целью наделения целевого объекта защитными характеристиками. Впрочем, не только физи...
 Домашний уют Фикус карликовый: фото и описание, особенности ухода в домашних условиях
Домашний уют Фикус карликовый: фото и описание, особенности ухода в домашних условияхЭто растение является сравнительно молодым в комнатном цветоводстве. По внешнему виду оно напоминает миниатюрную копию фикуса Бенджамина. У них одинаковая окраска листьев при некоторой разнице в размерах. Комнатную ку...
 Автомобили Выправление вмятин без покраски - что это за технология и можно ли ее использовать в домашних условиях?
Автомобили Выправление вмятин без покраски - что это за технология и можно ли ее использовать в домашних условиях?Почти каждый автолюбитель сталкивался с вмятинами на кузове своего железного друга. Автомобиль с подобными деформациями не только плохо выглядит, но и в большей степени подвержен коррозии. Поэтому, чтобы машина выгляд...
 Дом и семья Гастрит у кошек: причины, симптомы, лечение и профилактика. Чем кормить кошку в домашних условиях
Дом и семья Гастрит у кошек: причины, симптомы, лечение и профилактика. Чем кормить кошку в домашних условияхГастрит у кошек довольно часто встречается. Заболевание связано с воспалительным процессом стенок желудка. Гастрит может носить хроническую форму либо иметь острое течение. Также по происхождению он может иметь первич...
 Дом и семья Улитки ахатины: уход и содержание. Чем кормить ахатин в домашних условиях. Все виды ахатин: африканская, гигантская
Дом и семья Улитки ахатины: уход и содержание. Чем кормить ахатин в домашних условиях. Все виды ахатин: африканская, гигантскаяКого только ни заводят сейчас городские жители в качестве домашних питомцев! Очень популярными в последнее время стали тихие и в общем-то неприхотливые гигантские улитки ахатины. Содержание и уход за этими бессловесны...
 Дом и семья Как и чем кормить красноухою черепаху в домашних условиях
Дом и семья Как и чем кормить красноухою черепаху в домашних условияхВопрос: «Чем кормить красноухою черепаху в домашних условиях?» – рано или поздно встает перед любым владельцем этих маленьких зеленых питомцев. Очень важно, чтобы домашний любимец получал пищу не тол...
 Дом и семья Как и из чего сделать вибратор в домашних условиях
Дом и семья Как и из чего сделать вибратор в домашних условияхВремя, когда товары, предлагаемые интим-магазинами, считались чем-то постыдным и непристойным, давно ушло в прошлое.
 Домашний уют Комнатный лимонный эвкалипт: описание, особенности выращивания в домашних условиях
Домашний уют Комнатный лимонный эвкалипт: описание, особенности выращивания в домашних условияхЭвкалипт — вечнозеленое теплолюбивое растение, принадлежащее к семейству Миртовых. Его родиной является Австралия. Сегодня насчитывают более 500 разновидностей эвкалипта. Все они отличаются не только внешним вид...
 Домашний уют Электрошокер своими руками: схема, инструкция по сборке и эксплуатации. Как сделать электрошокер в домашних условиях
Домашний уют Электрошокер своими руками: схема, инструкция по сборке и эксплуатации. Как сделать электрошокер в домашних условияхОбеспечение безопасности человека играет немаловажную роль, именно по этой причине многие выбирают различные средства защиты. Пневматическое или же, например, огнестрельное оружие не всегда доступно, к тому же небезоп...
 Домашний уют Огненные мотыльки - фиалка. Описание сорта, выращивание в домашних условиях
Домашний уют Огненные мотыльки - фиалка. Описание сорта, выращивание в домашних условияхКомнатные растения не могут оставить равнодушными практически никого. А вот всем знакомые фиалки вызывают восторг и просто захватывают дух своей красотой. При своей относительной неприхотливости они радуют глаз продол...
monateka.com
Цементация стали Википедия
Цемента́ция ста́ли — поверхностное диффузионное насыщение стали углеродом с целью повышения твёрдости, износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0,25 % C) и легированные стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900—950 °С, при газовой цементации (газообразный карбюризатор) — при 850—900 °С.
После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.
Способы цементации:
Цементация в твёрдом карбюризаторе
Цементовальная печь XIX векаВ этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5—10 мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы. Этот процесс известен по крайней мере с XII века[1].
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором. Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.
Стандартный режим: 900—950 °С, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
При "ускоренном" режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза, и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придётся убирать многократной нормализацией металла.
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов, и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Цементация в кипящем слое
Процесс цементации в кипящем слое проходит в атмосфере эндогаза с добавкой метана. Кипящий слой представляет собой гетерогенную систему, в которой за счёт проходящего потока газа через слои мелких (0,05-0,20 мм) частиц (чаще корунда) создаётся их интенсивное перемешивание, что внешне напоминает кипящую жидкость. Частицы корунда располагаются на газораспределительной решётке печи. При определённой скорости прохождения восходящего потока газа (выше критической скорости) частицы становятся подвижными, и слой приобретает некоторые свойства жидкости (псевдоожиженный слой). В этом состоянии сцепление между частицами нарушено, они становятся подвижными и опираются не на решётку, а на поток газа. Достоинствами процесса цементации в кипящем слое являются: сокращение длительности процесса вследствие большой скорости нагрева и высокого коэффициента массоотдачи углерода; возможность регулирования углеродного потенциала атмосферы в рабочей зоне печи; уменьшение деформации и коробления обрабатываемых деталей за счёт равномерного распределения температуры по всему объёму печи. Процесс цементации в кипящем слое может быть использован на заводах мелкосерийного и единичного производства.
Цементация в растворах электролитов
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности углеродом в многокомпонентных растворах электролитов — один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450–1050°С. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения цементации в электролит, кроме электропроводящего компонента, вводят углеродсодержащие вещества-доноры (глицерин, ацетон, этиленгликоль, сахароза и другие).
Цементация в пастах
Цементация с нанесением на науглероживаемую металлическую поверхность С-содержащих материалов в виде суспензии, обмазки или шликера, сушкой и последующим нагревом изделия ТВЧ или током промышленной частоты. Толщина слоя пасты должна быть в 6—8 раз больше требуемой толщины цементованного слоя. Температуру цементации устанавливают 910—1050 °С.
Примечания
Литература
Ссылки
wikiredia.ru
СУЩНОСТЬ ПРОЦЕССА ЦЕМЕНТАЦИИ
Цементация - это химико-термическая обработка, при которой поверхность стальных деталей насыщается углеродом.
Цель цементации - получение на поверхности детали высокой твердости и износостойкости в сочетании с вязкой сердцевиной.
Цементации подвергают стали с низким содержанием углерода 0,1 - 0,2%. Насыщение поверхностного слоя происходит при нагреве детали до определенной температуры в среде, легко выделяющей углерод в активном состоянии. В результате изменения химического состава поверхностного слоя меняется также его фазовый состав и микроструктура. Основные параметры химико-термической обработки - температура и продолжительность выдержки. Она обеспечивает получение упрочненного слоя одинаковой толщины от поверхности. На поверхности концентрация углерода достигает 1,1 - 1,2%. Более высокое содержание углерода приводит к образованию значительных количеств вторичного цементита, сообщающего слою повышенную хрупкость. Глубина цементованного слоя зависит не только от температуры, при которой осуществляется процесс, но и от времени выдержки при этой температуре (рис.I).
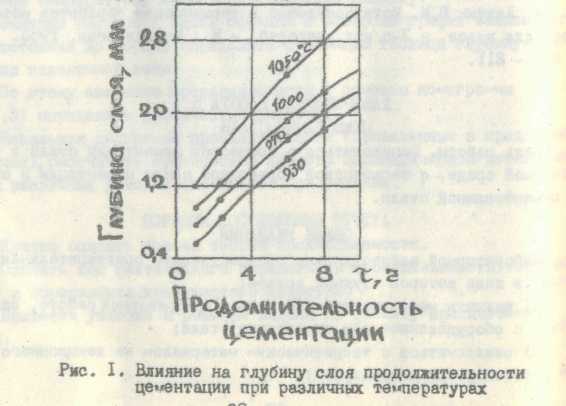
Обычно скорость цементации составляет примерно 0,1 мм за 1ч выдержки. Поскольку глубина цементованного слоя редко требуется более 0,5 мм, процесс осуществляют,- за 8 - 12 часов. Цементацию проводят в твердом, жидком и газообразном карбюризаторах. Среда, поставляющая углерод к поверхности детали, подвергаемой цементации, называется карбюризатором. Твердая цементация производится в специальных ящиках, в которых детали 1 (см.рис.2) укладываются попеременно с карбюризатором 2. Ящики закрываются крышками и замазываются огнеупорной глиной для предотвращения утечки газов.
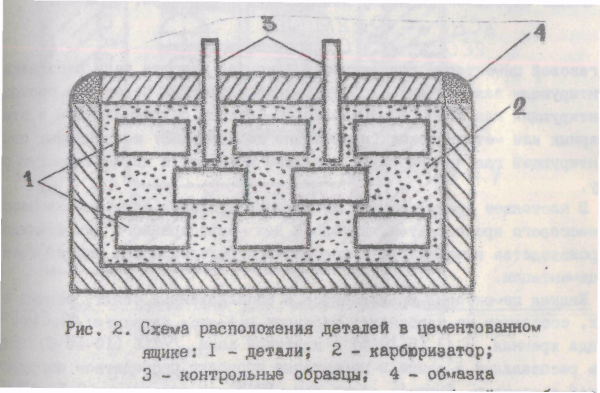
В качестве твердого карбюризатора используют дубовый или Березовый древесный уголь и активизаторы ВаСО3илиNа2СО3(сода). При нагреве до температуры 930 - 950°С идут диффузионные процессы при которых образующиеся активные атомы углерода диффундируют в кристаллическую решетку железа. Процесс цементации в твердом карбюризаторе проводят выше Ас3, когда сталь находится в аустенитном состоянии, в котором растворяется до 2% углерода. Процесс твердой цементации - продолжительная операция и занимает в зависимости от требуемой глубины цементации несколько часов. Такая продолжительность процесса объясняется
малой скоростью прогрева ящика, наполненного нетеплопроводным карбюризатором. Для контроля хода процесса цементации в ящик через отверстия вставляет два контрольных образца (свидетеля) 3, изготовленных из той же стали. По излому контрольных образцов судят, достигла ли глубина цементованного слоя заданной величины. Увеличение скорости цементации достигается применением цементации в газовых средах.
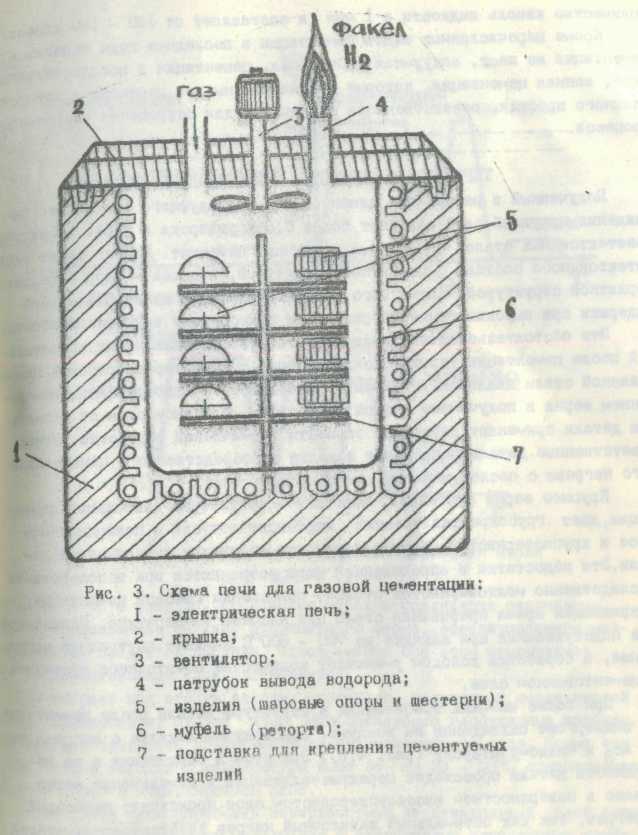
При газовой цементации (впервые была осуществлена Аносовым П.Д. на Златоустовском заводе) детали нагревают в герметичных печах в атмосфере углеродосодержащих газов. Для газовой цементации используют природный газ (содержит до 92 - 96 % метана) или искусственные газы, полученные пиролизом жидких углеводородов - керосина, бензола. При газовой цементации герметически закрытая реторта печи наполнена цементирующим газом. Чаще с определенной скоростью через нее проходит цементирующий газ (рис. 3). Газовая цементация осуществляется в стационарных или методических (непрерывно действующих) конвейерных печах. Цементирующий газ приготовляют отдельно и подают в цементационную реторту.В настоящее время газовая цементация является основным процессом для массового производства, и только для мелкосерийного, или единичного производства экномически целесообразен более простой способ твердой цементации.
Жидкая цементация производится в расплавленных солях, обычно в солях, состоящих из карбонатов щелочных металлов. Эту смесь расплавляют в ванне и цементации проводят посредством погружения деталей в расплав. Процесс ведут при 850°С на протяжении 0,5 - 3,0 часов, при этом глубина сдоя получается в пределах 0,2 - 0,5 мм. Основное достоинство процесса - возможность непосредственной закалки из цементационной ванны и малые деформации обработанных изделий. В условиях индивидуального и мелкосерийного производства некоторое применение нашла цементация из паст. В этом случае на обрабатывавшуюся поверхность наносится обмазка, содержащая сажу (33 - 70 %), древесную пыль (20 - 60% ), желтую кровяную соль (5 - 20%) и другие компоненты. В качестве связующих материалов используют органические, органоминеральные и неорганические клеи. Толщина обмазки должна быть в 6 - 8 раз больше требуемой толщины цементованного слоя.В качестве карбюризатора используют также керосин, бензол и некоторые масла. Интенсивность подачи определяют по количеству капель жидкости вIмин и составляет от 120 - 180 капель.
Кроме перечисленных видов цементации в последние годы появились: цементация из паст, вакуумная цементация, цементация в псевдосжиженном слое, ионная цементация, которые предназначены для цементации деталей сложного профиля, ответственного назначения для сокращения длительности процесса.
infopedia.su