- C 0.95 - 1.09
- Si 0.17 - 0.33
- Mn 0.17 - 0.28
- Ni до 0.25
- S до 0.018
- P до 0.025
- Cr до 0.2
- Cu до 0.25
- метчики;
- инструмент для деревообработки;
- штампы, матрицы и пр;
- мерительный инструмент, например, калибры.
- фасонный прокат по гост 2590-2006, гост 2591-2006;
- пруток и серебрянку по гост 1435-99, гост 14955-77;
- поковки, ленту и многие другие.
- У - углеродистая;
- 10 содержание углерода в сплаве;
- индекс А обозначает, что в этой стали пониженное содержание серы и фосфора и она относится к высококачественным сплавам.
- с низкой теплостойкостью, к ним относят материалы, в которых доля легирующих добавок не превышает 4%;
- полутеплостойкие, в их состав входит не более 7% углерода и не более 18% хрома.
- с высокой теплостойкостью. К ним относят высоколегированные стали иногда их называют быстрорезами.
нетеплостойкие ( углеродистые и легированные с содержанием легирующих элементов до 3-4 % ) .
полутеплостойкие до 400-500С , с содержанием углерода до 6-7 % , а хрома около 4-18 % .
теплостойкие до 550-650С . Это в основном высоколегированные стали ледебуритного класса , содержащие Cr , W , V , Mo , Co . Их ещё называют быстрорежущими .
стали небольшой прокаливаемости ( углеродистые ) .
стали повышенной прокаливаемости ( легированные ) .
превращение происходит в интервале температур Мн - Мк .
превращение протекает путём образования всё новых и новых кристаллов мартенсита , а не роста ранее образовавшихся .
до нагрева ,
после нагрева.
А 2.) М + А
превращение протекает не до конца . При фактическом завершении превращения ещё остаётся некоторое количество остаточного аустенита .
нагрев до 200С - низкий отпуск - применяется для снятия внутренних напряжений ( структура : мартенсит отпущенный ) .
нагрев на 350- 500С - средний отпуск - повышает пластичность ( структура : мелкозернистая ферритно-цементитная смесь - троостит ) .
нагрев 500С - высокий отпуск - возрастает удельная вязкость , следовательно падает прочность .
твёрдость после термообработки - 62-63 HRc.(59-61 HRc для плашек )
увеличение прочности и износостойкости .
структура из зернистого перлита трансформировалась в мартенсит отпущенный .
Геллер Ю. А. “Материаловедение”.
Гуляев А. П. “Металловедение” .
Гуляев А. П. “Термическая обработка стали” .
Лахтин Ю. М. “Материаловедение” .
- Fe – около 97%
- C – 0,96-1,03%
- Si – 0,17-0,33%
- Mn – 0,17-0,33%
- Cu – не больше 0,25%
- Ni – не больше 0,25%
- P – не больше 0,03%
- S – не больше 0,028%
- Cr – не больше 0,2%
- ГОСТ 21997-76 и ГОСТ 2283-79 – ленты
- ГОСТы 7417-75, 8559-75, 8560-78 и 1435-99 – калиброванные прутки
- ГОСТы 14955-77 и 1435-99 – шлифованные прутки и серебрянка
- ГОСТы 1133-71, 4405-75 и 1435-99 – поковки
- ГОСТ 4405-75 и 103-2006 – полосы
- свариваемость без ограничений, кроме деталей после химико-термической обработки
- возможность обработки резанием
- нечувствительность к поражению флокенами
- высокий предел выносливости
- прокаливаемость и др.
Сталь У10А: расшифровка, характеристики и применение. Содержание углерода в стали у10
Сталь У10А - характеристики, применение, расшифровка
Среди множества видов сталей, одни могут применяться для сооружения металлических конструкций, другие для обработки металлов и других материалов. К этой группе относят инструментальные стали, среди них занимает свое место сталь У10А.
Химический состав
ГОСТ 1435 - 99 нормирует процентное соотношение веществ входящих в состав стали марки У10А. Он приведен ниже.
Подобные пропорции позволяют использовать эту марку стали для изготовления инструмента, который работает без повышения температуры на режущей кромке. К такому инструменту относят:
Аналоги
Эту марку стали можно заменить на У11, У12А и некоторыми другими. Сплав этого класса выпускают по всему миру, так в США производят - G51320, в Германии - C105W2, в КНР - T10A.
ГОСТ
Производители выпускают несколько вариантов поставки, в том числе:
Расшифровка
Маркировка У10А расшифровывается следующим образом:
Сталь У10А, которую применяют для производства режущего инструмента, относят к сталям с небольшой прокаливаемостью и не отличающимися высокой теплостойкостью. Это позволяет их использовать для производства инструмента с небольшими габаритными размерами. В качестве примера можно рассмотреть технологию термической обработки метчиков.
Термическая обработка метчиков
Заготовки для метчиков помещают в соляную ванну. В ней и производят их нагрев под закалку. Это позволяет выполнить термическую обработку таким образом, что поверхностные слои получают дополнительную твёрдость, а сердцевина остаётся вязкой. Такой способ закалки позволяет уменьшить изменение резьбы и в то же время в целом стойкость метчика растёт. В результате увеличивается срок действия инструмента.
После нагрева, заготовки метчиков, изготовленных из У10А, и имеющим диаметр до 8 мм охлаждают в масле. Заготовки для метчиков более 8 мм охлаждают в воде. Затем оба типа заготовок переносят в масляную ванну. Температура отпуска до 180 ºС, а время - составляет до 2 часов. Контроль твердости можно выполнить, используя тарированный напильник. Твердость, в зависимости от диаметра метчика составляет от 57 до 63 по HRC.
Технолог, выбирая режущий инструмент, должен понимать, что инструмент, изготовленный из стали марки У10А и аналогов, теряет свои прочностные характеристики при температуре в зоне резания порядка 190 - 200 ºС.
На самом деле, инструментальные стали можно разделить на три группы:
Всякий, кто когда-то занимался слесарным делом наверняка обращал внимание на их длительный срок работы. Все дело в том что для производства напильников, надфилей применяют марку У10А, которую относят к сплавам с повышенной твёрдостью. Между тем то, что хорошо для напильников не всегда может быть хорошо для ножей. Дело в том, что твердость - это не самое главное свойство ножей. Ножи, выполненные из стали У10А, и прошедшие соответствующую закалку способны длительное время держать заточку.
Но между тем, этот материал обладает высокой хрупкостью и может расколоться в любую секунду. Поэтому для производства качественных сталей применяют композицию, состоящую их сталей У10А и 7ХНМ. Такая композиция позволяет получать качественные ножи, которые применяют туристы, охотники и другие экстремалы.
Оцените статью:Рейтинг: 0/5 - 0 голосов
prompriem.ru
Режим технической обработка изделий из стали У10. Материаловедение
8
Режим термической обработки изделий из стали У10 .ВВЕДЕНИЕ .
Метчик - инструмент для нарезания внутренней резьбы - цилиндрический валик с режущими кромками на конце . Различают ручные и машинные метчики .
Плашка (круглая нарезная) - инструмент для нарезания (накатывания) наружной резьбы вручную или на станках . Нарезные плашки бывают круглые (лерки) , раздвижные (призматические) . Накатные плашки состоят из 2-х прямоугольных призм или роликов , рабочие части которых имеют профиль , противоположный профилю резьбы1 .
В зависимости от области применения , метчики и плашки изготавливают из инструментальной углеродистой и быстрорежущей стали . Для изготовления ручных метчиков и плашек обычно применяют углеродистую (легированную) инструментальную сталь .
Метчики и плашки ручные применяют для нарезания внутренней и внешней резьбы вручную , поэтому принимаем скорость резания незначительно малой . При малых скоростях резания не происходит перегрев режущего инструмента , что очень существенно при выборе марки стали .
Требования , предъявляемые к материалам изделий : высокая твёрдость , износостойкость, прочность .
Для изготовления вышеперечисленных изделий предлагается сталь У10 - инструментальная углеродистая высокопрочная нетеплостойкая небольшой прокаливаемости .
Общие сведения об инструментальных сталях .
Инструментальными называются углеродистые и легированные стали высокой твёрдости ( примерно 60-65 HRc ) в режущей кромке , значительно повышающей твёрдость обрабатываемого материла , а так же высокой прочностью при некоторой вязкости для предупреждения поломки инструмента в процессе работы и износостойкостью , необходимой для сохранения размеров и формы режущей кромки при резании . Именно благодаря этим свойствам , стали этого класса используются при изготовления различного инструмента . Чаще всего инструментальные - это заэвтектоидные или ледебуритные стали , со структурой после закалки и низкого отпуска - мартенсит и избыточные карбиды .
Все инструментальные стали подразделяются на три группы :
Одной из важнейших характеристик инструментальных сталей является прокаливаемость . Из всех инструментальных сталей высокой прокаливаемостью обладают только высоколегированные теплостойкие и полутеплостойкие стали . Инструментальные стали , которые не обладают теплостойкостью , делят на две группы :
Маркируются инструментальные углеродистые стали буквой “У” , следующая за буквой цифра обозначает среднее содержание углерода в десятых долях процента .
Сталь У10 . Характеристики , структура , термообработка .
Предложенная для изготовления метчиков и плашек сталь У10 относится к углеродистым сталям небольшой прокаливаемости , необладающим теплостойкостью . Углеродистые инструментальные стали этого класса имеют небольшую прокаливаемость вследствие неустойчивости переохлаждённого аустенита . Именно поэтому эти стали применяют для изготовления инструментов небольших размеров .
Углеродистые стали можно использовать в качестве режущего инструмента , только тогда , когда процесс резанья происходит при малых скоростях . Это обусловлено тем , что их высокая твёрдость сильно снижается при нагреве выше температуры 190-200С .
Углеродистые стали в исходном состоянии имеют структуру зернистого перлита, при этом твёрдость их не превышает 170-180 НВ . В этом состоянии углеродистые стали легко обрабатываются резанием . Температура закалки углеродистой стали должна быть чуть выше точки Ас1 - 760-780С , но ниже , чем Астдля того , чтобы в результате закалки получить мартенситную структуру и сохранить мелкозернистую нерастворённую структуру вторичного цементита2 .
Нетеплостойкие стали высокой твёрдости :
| Марка ст. | C | Mn | Si | Cr | Назначение |
| У10,У10А | 0,96-1,03 | 0,17-0,33 | 0,17-0,33 | 0,20 | Штампы высадочные и вытяжные , |
| У11А , У11 | 1,06-1,13 | 0,17-0,33 | 0,17-0,33 | 0,20 | напильники , метчики для резания |
| У12А , У12 | 1,16-1,23 | 0,17-0,33 | 0,17-0,33 | 0,20 | мягких металлов |
| У13А , У13 | 1,26-1,4 | 0,3-0,6 | 0,15-0,35 | 0,4-0,7 |
Закалка и отпуск У10 .
По данным Лахтина Ю. М. “Металловедение” , мелкий инструмент , такой , например , каким являются метчики и плашки , из стали У10 закаливают в воде или в водных растворах солей , а охлаждают в горячих средах , то есть применяется ступенчатая закалка .
Отпуск проводят при 150-170С для сохранения высокой твёрдости ( 62-63 HRc).
Общие сведения о ступенчатой закалке:
При ступенчатой закалке изделие охлаждают в закалочной среде , температура которой выше , чем мартенситная точка данной стали . Охлаждение и выдержка в этой среде обеспечивают передачу температуры закалочной ванны во все точки сечения закаливаемого изделия . После этого следует окончательное медленное охлаждение . Именно во время этого охлаждения и происходит закалка - аустенит превращается в мартенсит .
При термической обработке углеродистых инструментальных сталей (точка М=200-250) температуру ступеньки выбирают около 250С (для смесей азотнокислых солей ) , 120-150С - для щёлочи или смеси азотнокислых солей , и около 100С - для 50 % раствора NaOH в воде3 .
По данным Гуляева А. П. “Термическая обработка стали” принимаем для стали У10 : ступенчатая закалка в соляной ванне с температурой 160-170С (KOH+NaOH) с добавкой воды около 3-5 % . Эти цифры соответствуют закалке деталей из углеродистой инструментальной стали диаметром 10-15 мм , которые вполне удовлетворяют требованиям , предъявляемым к назначенным деталям . В том случае , если деталь превышает допустимые значения ступенчатой закалки , вполне может быть применена закалка с “подстуживанием” ( закалка в воде с предварительным недолгим охлаждением на воздухе , Гуляев А. П. “Термическая обработка стали” . ) . Так как предельные размеры назначенных деталей не заданы , то расчёт проводим с тем условием , что они не выходят за пределы 10-15 мм , и основным способом закалки изделий остаётся первый .
Значения закалки , нагрева и отпуска для изделий из стали У10 : (нагрев- 760-780С)
| Твёрд. в исх. сост. | Закалка , С | Охл. Среда | Отпуск , С | Получ. твёрд . |
| 170-180 НВ | 160-170 | KOH+NaOH+h3O(4%) | 150-170 | 62-63 HRc |
Твёрдость изделия до и после закалки . Структуры стали .
| Величина | До термообработ. | После термообраб. |
| Твёрдость | 170-180 НВ | 62-63 HRc |
| Структура | зернистый перлит | мартенсит и карб . |
Общие сведения о процессах , происходящих при закалке стали У12.
В исходном (отожженном) состоянии сталь У10 имеет структуру зернистого перлита ( Fe+Fe3C ). При нагреве получаем структуру аустенита и цементита первичного ( Fe+Fe3C ) . Происходит перестройка кристаллической решётки железа - кубическая объёмноцентрированная решётка переходит в гранецентрированную .
- атом углерода . - атом железа .
Рис.1 с
с
а
а
с/a 1
О. Ц. К. (Fe) a=2,8 A (с/а=1) Г. Ц. К. (Fe) a=3,6 A О. Ц. К. тетрагональная
При переохлаждении аустенита Г. Ц. К. решётка становится неустойчивой . Несмотря на то , что скорость диффузии при низких температурах мала , происходит
обратное перестроение кристаллической решётки без выделения углерода (бездиффузионный процесс) . То есть процесс , показанный на рис. 1 идёт в обратном направлении : Г. Ц. К. О. Ц. К. ( большая степень тетрагональности ).
При малых температурах скорость диффузии мала , следовательно превращение идёт очень быстро . Атом углерода не может выйти из кристаллической решётки и вытягивает её в объёмноцентрированную .
Fe(C) Fe(C) ( Ау М)
Так как процесс бездиффузионный , концентрация углерода в мартенсите будет такая же , как и в аустените .
Процесс кинетикоматренситного превращения протекает не до конца. При фактическом окончании процесса ещё остаётся некоторое количество остаточного аустенита ( Аост.) . Остаточный аустенит снижает твёрдость стали4 .
Рис. 2
Аат Аост. На температуру начала и конца мартенситного превращения влияет состав стали , в частности содержание углерода.
Мн 20С Мк
T,C Рис. 3
C увеличением концентрации углерода температура начала мартенситного превращения понижается , а температура конца мартенситного превращения при концентрации углерода более 0,4 % переходит в Мн область отрицательных температур .
0,2 0,4 0,6 0,8 1 1,2 %C
Мк
Бездиффузионное мартенситное превращение.
Т,С Рис. 4 Vкр. =( А1 - tm )/m
A1 - 727C
m - температура у изгиба С-образной кривой tm - время
Vкр. lg()
Типичным в кинетикомартенситном превращении является следующее :
Рис. 5
Зерно аустенита :
Игла мартенсита сжимает зёрна аустенита .
3.) превращение протекает при условии непрерывного снижения температур .
Тетрагональность мартенсита объясняется наличием в кристаллической решётке углерода , она прямопропорциональна содержанию углерода .
При выбранном режиме закалки ( нагрев до 760С с последующим ступенчатым охлаждением ( 160С ) в соляной ванне KOH+NaOH+h3O(3-5 %) ) получаем структуру мартенсит закалки + аустенит остаточный + карбиды (М+Аост.+Fe3C ) , твёрдость изделия - (56)5 - 62 HRc .
* Прим.: при данном режиме закалки значительно увеличивается твёрдость и прочность изделия в результате изменения структуры материала ( стали У10 ) , хотя остаточный аустенит твёрдость снижает .
Необходимо добавить так же , что при нагреве под закалку на 760С и выше в изделиях из стали У10 появляются трещины при закалке в воде . Ступенчатая закалка значительно уберегает изделия от появления трещин . Это связано с тем , что более медленное охлаждение при ступенчатой закалке значительно расширяет безопасный интервал температур нагрева под закалку6 .
T, C
840
810
780
750
HRc Рис. 6
65 60 55 80 70 60 50 40 30 20
Твёрдость , HRc Образцы с трещинами , %
Ещё один плюс в пользу ступенчатой закалки в водном растворе солей - это то , что при закалке в масле изделие не будет иметь необходимую твёрдость , а лишь только закалка в масле может ещё заменить ступенчатую закалку без потерь на качестве изделий и потерь на браке ( образование трещин при закалке ) . Поэтому окончательно предлагается ступенчатая закалка в водном растворе солей с указанными выше параметрами .
Общие сведения о процессах , происходящих при отпуске стали У12.
В закалённой стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость , поэтому после закалки необходимо применить отпуск.
Операция отпуска заключается в нагреве закалённой стали ниже точки Ас1 , выдержке её при заданной температуре с последующим охлаждением в воде или на воздухе . Целью отпуска является снятие внутренних напряжений после закалки и получение требуемых механических свойств .
Отпуск делится на три вида :
После закалки имеем структуру М + Аост. . После отпуска получаем структуру с наибольшим удельным объёмом мартенсита и наименьшим удельным объёмом аустенита остаточного .
Очевидно , что в результате изменения удельного объёма ведёт к удлинению образца . Нагрев способствует выделению углерода из исходной структуры в виде карбидной фазы Fe2C - -карбида , имеющего гексагональную кристаллическую решётку . Вследствие этого концентрация углерода в начальной структуре начинает уменьшаться , а степень тетрагональности стремиться к единице .
-карбид - это гетерогенная смесь Fe и необособившихся частиц карбидов . Всё это вместе составляет когерентно связанную кристаллическую решётку .
Для стали У12 выбираем отпуск с последующим охлаждением в воде - низкий отпуск. Низкий отпуск наряду с увеличением твёрдости , избавляет изделие от внутренних напряжений закалки , что необходимо в данном случае для повышения износостойкости изделия .
При нагреве до 200С происходит первое превращение при отпуске - мартенсит закалочный превращается в мартенсит отпущенный .
ВЫВОДЫ из проделанной работы .
В результате назначенной термообработки - ступенчатая закалка при 170С в соляной ванне с последующим отпуском при 180С ( 230С для плашек ) и охлаждении изделия в воде - достигнуты следующие результаты :
Вывод : изделия из стали У10 , прошедшие термообработку , полностью соответствуют предъявляемым к ним требованиям ( высокая твёрдость , износостойкость , прочность ) .
Возможная замена : сталь У9 так же относится к классу инструментальных сталей . Её состав и микроструктура схожи с составом и микроструктурой стали У10, при назначенной термообработке её твёрдость окажется равной 62 HRc , к тому же прочность и износостойкость увеличатся , образование трещин при закалке незначительно ( по сравнению со сталью У10 при предлагаемом режиме термообработки ) . Следовательно , при изготовлении метчиков и плашек для ручной резки возможна замена стали У10 на сталь У9 без потерь на качестве изделий .
| Название изделия | Материал | Режим закалки | Режим отпуска | Получ твёрдость |
| Метчик | У10 | нагр. до 760С с послед. | 180С , в воде | 62-63 HRc |
| Плашка | У10 | зак. в NaOH+KOH (160C) | 230C , в воде | 59-61 HRc |
СПИСОК ЛИТЕРАТУРЫ .
1Данные : “Советский энциклопедический словарь” .
2По данным Лахтина Ю. М. “Материаловедение” .
3Гуляев А. П. “ Термическая обработка стали ”.
4Материал подобран на основе лекций .
5Поданным лабораторной работы №7.
6Гуляев А. П. “Термическая обработка стали” .
studfiles.net
Сталь У10 , описание свойств и режим закалки , термообработка
Сталь У10 , описание свойств и режим закалки , термообработка
Сталь У10 , описание свойств и режим закалки , термообработка
| Марка: У10 ( заменители: У11, У12, У12А ) Класс: Сталь инструментальная углеродистая Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 1435-99 , ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калиброванный пруток: ГОСТ 1435-99 , ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка: ГОСТ 1435-99, ГОСТ 14955-77. Полоса:ГОСТ 103-2006, ГОСТ 4405-75 . Поковки и кованные заготовки: ГОСТ 1435-99, ГОСТ 4405-75 , ГОСТ 1133-71. Лента: ГОСТ 2283-79 , ГОСТ 21997-76 . Использование в промышленности: инструмент, работающий в условиях, не вызывающих разогрева режущей кромки: метчики ручные, рашпили, надфили, пилы для обработки древесины, матрицы для холодной штамповки, гладкие калибры, топоры. |
| Химический состав в % стали У10 | ||
| C | 0,96 - 1,03 |
 |
| Si | 0,17 - 0,33 | |
| Mn | 0,17 - 0,33 | |
| Ni | до 0,25 | |
| S | до 0,028 | |
| P | до 0,03 | |
| Cr | до 0,2 | |
| Cu | до 0,25 | |
| Fe | ~97 | |
| Свойства и полезная информация: |
| Удельный вес: 7810 кг/м3 Термообработка: Состояние поставки Твердость материала: HB 10 -1 = 197 МПа Температура критических точек: Ac1 = 730 , Ac3(Acm) = 800 , Ar1 = 700 , Mn = 210 Температура ковки, °С: начала 1180, конца 800. Сечения до 100 мм охлаждаются на воздухе, 101-300 мм в яме. Обрабатываемость резанием: при HB 197, К υ тв. спл=1,1 и Кυ б.ст=1,0 Свариваемость материала: не применяется для сварных конструкций. Способ сварки КТС. Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: не склонна. |
| Механические свойства проката стали У10 сечением 0,1-4,0 мм (ГОСТ 2283-79) | ||
| Состояние поставки | σв(МПа) | δ5 (%) |
| Лента холоднокатаная: отожженая нагартованная нагартованная, класс прочности Н1 нагартованная, класс прочности Н3 Лента отожженая высшей категории качества | 750 750-1200 750-900 1050-1200 700 | 10 - - - 13 |
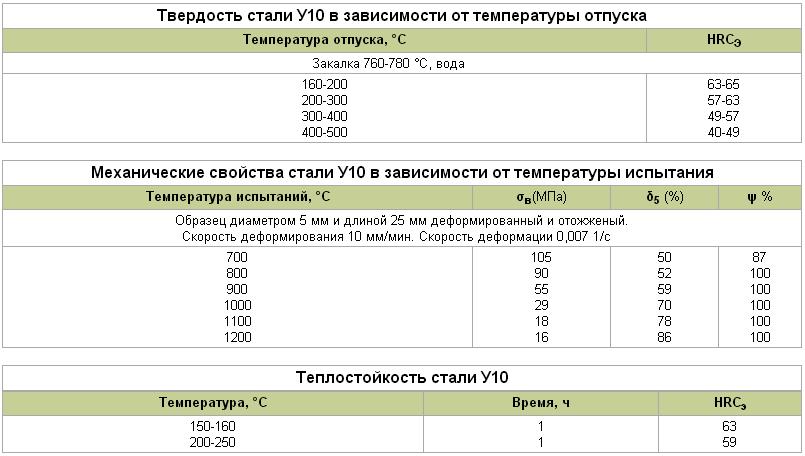
| Твердость стали У10 после термообработки (ГОСТ 1435-99) | |
| Режимы термообработки | HRCЭ (HB) |
| Отжиг Закалка 770-800 °С, вода Сечение до 10-12 мм. Закалка 800 °С, масло или раслав солей при 190 °С. Отпуск 160-200 °С Сечение до 8 мм. Закалка 800 °С, масло или расплав солей при 190 °С. Отпуск 380-480 °С * Сечение до 60 мм. Закалка 770 °С, вода или 5-10%-ный раствор NaCl. Отпуск 170 °С. Пружины. Изотермическая закалка 800 °С в расплаве солей с водой. Температура ихотермы 280-360 °С. Отпуск 280-360 °С Поверхностная закалка с индукционный нагревом. Отпуск 160-200 °С | До (207) Св. 68 57-61 44-50 59-63 44-52 59-63 |
* Рекомендуется для пружин и деталей пружинного типа
| Твердость стали У10 в зависимости от температуры отпуска | |
| Температура отпуска, °С | HRCЭ |
| Закалка 760-780 °С, вода | |
| 160-200 200-300 300-400 400-500 | 63-65 57-63 49-57 40-49 |
| Механические свойства стали У10 в зависимости от температуры испытания | |||
| Температура испытаний, °С | σв(МПа) | δ5 (%) | ψ % |
| Образец диаметром 5 мм и длиной 25 мм деформированный и отожженый. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с | |||
| 700 800 900 1000 1100 1200 | 105 90 55 29 18 16 | 50 52 59 70 78 86 | 87 100 100 100 100 100 |
| Теплостойкость стали У10 |
| Температура, °С | Время, ч | HRCэ |
| 150-160 200-250 | 1 1 | 63 59 |
| Прокаливаемость стали У10 | |||||||
| Расстояние от торца, мм | Примечание | ||||||
| 1,5 | 3 | 6 | 9 | 15 | 35 | 48 | Закалка 860 °С |
| 62-67 | 46,5-54 | 38-42,5 | 35-40 | 31-35,5 | 22-27,5 | 22 | Твердость для полос прокаливаемости, HRC |
| Термообработка | Критическая твердость, HRCэ | Критический диаметр в воде | Критический диаметр в масле |
| Закалка Закалка 800 °С | 61 43-66 | 15-20 20 | 4-6 - |
| Физические свойства стали У10 | ||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) |
| 20 | 40 | 7810 | 420 | |||
| 100 | 11.5 | 44 | ||||
| 200 | 11.9 | |||||
| 300 | 12.5 | 41 | ||||
| 400 | 13 | |||||
| 500 | 13.4 | |||||
| 600 | 13.9 | 38 | ||||
| 700 | 14.3 | |||||
| 800 | 13.9 | |||||
| 900 | 15.4 | 34 | ||||
| 1000 | 13.3 | |||||
Расшифровка марки стали У10: буква У говорит о том, что перед нами инструментальная качественная нелегированная сталь, в которой присутствует углерод в среднем 1%.
Инструмент из стали У10 и его термообработка: отрезовки, гладилки и кельмы изготовляют сварными. Полотна изготовляют из сталей У7, У10 и подвергают термической обработке до приварки рукоятки. Учитывая значительную площадь и небольшую толщину полотен, лучше всего закалку их производить между полыми охлаждаемыми закалочными плитами или между сплошными закалочными плитами, смазанными маслом. Отпуск производят при температуре 300- 400° в течение 15-20 мин. Требуемая твёрдость Rc = 42-52.
Фрезы из углеродистой стали У10 после нагрева под закалку в свинцовой или соляной ванне замачивают в воде и переносят в масло. Выдержка в воде должна быть наименьшая во избежание появления трещин в местах резких переходов и вдоль режущих кромок, например фрезу диаметром 25 мм охлаждают в воде 3-4 сек., а затем переносят в масло. Погружать в воду фрезы следует быстро, чтобы охлаждение было равномерным по всей длине. В случае отсутствия соляной или свинцовой печи фрезы можно нагревать в камерной печи с последующим замачиванием в воде только рабочей части и переносом в масло. При охлаждении в воде фрезу следует передвигать вверх и вниз для устранения резкой границы перехода от нагретой зоны к охлаждённой. Невыполнение этого может привести к возникновению трещин. Твёрдость Rc = 60-64.
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 иσсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| sв | - предел кратковременной прочности, МПа | R иρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | - температура, при которой получены свойства, Град | |
| sT | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn иr | - плотность кг/м3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σtТ | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
www.artwood.ru
применение, химический состав. Сталь У10 и её характеристики
Исходя из особенностей маркировки углеродистых сталей, сплав с наименованием У10 должен иметь в своём составе около 1% углерода (0,96-1,03%). Какое влияние на материал оказывает такое количество данного элемента? Инструментальная углеродистая сталь марки У10 отличается низкой теплостойкостью и относительно небольшой прокаливаемостью. Вследствие этого сплав не используется при сварных работах, равно как и при отливке элементов крупных размеров. Чаще всего из этого металла делаются фрезы, которые работают на небольших скоростях. Связано это с заметным падением показателей твердости сплава марки У10 при t>190–200оС.
Химический состав
По своему химсоставу сплав У10 относительно схож со своими заменителями – марками У11 и У12:
Характеристики стали У10
При удельном весе в 7810 кг/м3 и твердости HB 10-1=197 МПа сталь У 10 комфортно обрабатывается резанием и ковкой: К υ тв. спл=1,1, Кυ б.ст=1,0 и t=1180-800оС. Материал не склонен к отпускной хрупкости и нефлокеночувствителен. Остальные физические и механические свойства углеродистого сплава У10 представлены в таблицах: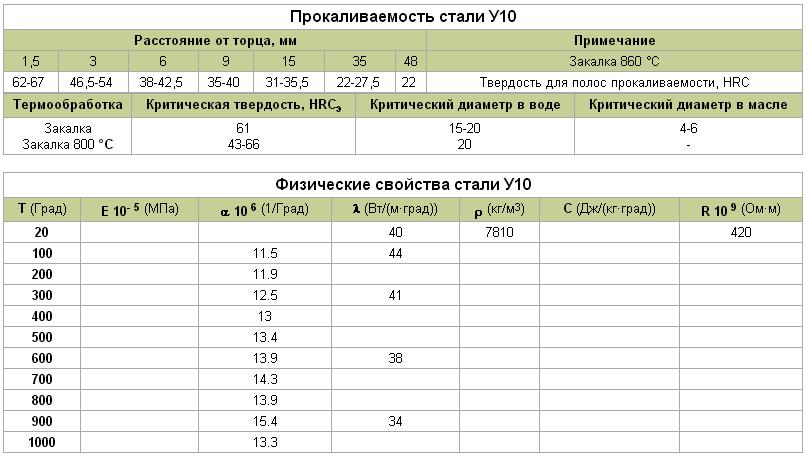
Сталь У10: применение
В цеха промышленных предприятий сталь У10 поставляется в виде сортового проката согласно утвержденным ГОСТам:
Главная сфера применения сплава У10 – фрезы, пилы – инструмент, предназначенный для обработки древесины. Кроме того, углеродистая инструментальная сталь У10 позволяет делать качественную игольную проволоку, различные детали холодной штамповки, витые пружины и прочие пружинящие детали, метчики и плашки, простейшие калибры, а также рабочие детали ручного слесарного инструмента: напильники, шаберы и пр.
Закалка стали У10
Процесс закаливания данного сплава является ступенчатым. Сначала заготовка помещается в горячую среду, после чего охлаждается в воде или водном соляном растворе. Оптимальная для данного сплава твердость в 62-63 HRc достигается при отпуске при t= 160оС. Инструментальная сталь У 10 в готовых изделиях обычно отличается малой толщиной, но относительно большой площадью поверхностей, поэтому такие полосы или плиты прокаливаются полностью – на всем протяжении заготовки.
fx-commodities.ru
свойства, характеристики, химический состав. Сферы применения стали 10 и влияние обработки на ее состав.
Сортамент сталей, выпускаемый в мире и в России, достаточно обширен, что заставляет производителей осуществлять их маркировку, т.е. идентифицировать свойства, позволяющие использовать марку с определенными физико-химическими характеристиками в последующих производственных процессах. Сталь 10 относится к конструкционным углеродистым качественным сталям, применяемым для деталей механизмов и конструкций. Содержание углерода – наиболее важная составляющая сталей, влияющая на их твердость и прочность. Цифра 10 означает среднее значение содержания С в металле в сотых долях процента. Термин «качественная» – означает чистоту и великолепные механические свойства в силу уменьшения содержания в них серы, фосфора, неметаллических примесей и т.д.
Свойства стали 10 и применение
 Качественные стали по своим характеристикам должны превосходить обыкновенные, поскольку этого требует их применение. ГОСТ 1050-88 относит сталь 10 к низкоуглеродистым сталям с содержанием углерода 0,07-0,14%. В ней присутствуют легирующие элементы, однако это обычные, недорогие и незначительные в процентном отношении присадки: кремний, медь, мышьяк, хром, марганец, медь и т.д.
Качественные стали по своим характеристикам должны превосходить обыкновенные, поскольку этого требует их применение. ГОСТ 1050-88 относит сталь 10 к низкоуглеродистым сталям с содержанием углерода 0,07-0,14%. В ней присутствуют легирующие элементы, однако это обычные, недорогие и незначительные в процентном отношении присадки: кремний, медь, мышьяк, хром, марганец, медь и т.д.
Так же, как и ее низкоуглеродистые аналоги (Ст 0,5, 08), марка 10 обладает высокой пластичностью, что позволяет использовать ее для производства штампованных деталей, металлоизделий с помощью высадки или волочения. Когда ее нагревают до 1280-1300оС, она пригодна для листового проката, труб, проволоки, при более низких температурах приобретает повышенную прочность и обрабатываемость.
Другие марки, имеющие цифру 10 в названии, также относятся к качественным углеродистым сталям, но обладают некоторыми свойствами, отличными от стали 10. Марки Ст, включая Ст10, обладают хорошей свариваемостью и коррозийной устойчивостью, находят применение в нефтяной и химической промышленности. Сталь У10 относится к инструментальным маркам с низкой теплостойкостью. Поэтому ее можно применять для производства инструментов, которые будут использоваться при небольших скоростях резания. При 190–200°С твердость ее значительно падает. Марка В10 представлена металлом с гарантированными механическими и физическими свойствами и чаще всего применяется для сварных конструкций.
Технологические характеристики стали 10
 Технологические характеристики стали 10 позволяют использовать ее достаточно широко. К наиболее важным следует отнести:
Технологические характеристики стали 10 позволяют использовать ее достаточно широко. К наиболее важным следует отнести:
В целом, сталь 10 пригодна для штамповки, поковки, изготовления котлов высокого давления, трубопроводов, сортового проката, шлифованного прутка, винтов, электронагревателей, холоднодеформированных труб, коррозийностойких листов, бердной проволоки и других продуктов для длительного использования при температурах от -40 до +450°С.
fx-commodities.ru
Марочник сталей характеристики, свойства сталей и сплавов
Цена
Инструментальная углеродистая сталь У10 используется для изготовления инструмента, работающего без разогрева режущей кромки – матрицы холодной штамповки, топоры, гладкие калибры, пилы по дереву, надфили, рашпили, ручные метчики.
| Марка металлопроката | Заменитель |
| У10 | У11 |
| У12 |
| Марка | Классификация | Вид поставки | ГОСТ | Зарубежные аналоги |
| У10 | Сталь инструментальная углеродистая | Прутки, полосы и мотки | 1435–99 | есть |
| Лента холоднокатаная | 2283–79 | |||
| Прокат сортовой | 5210–95 |
Термообработка
| Режим |
| Состояние поставки |
Ковка
| Вид полуфабриката | t, 0С | Охлаждение | |
| Размер | Условия | ||
| Слиток | 1150–800 | до 100 | На воздухе в штабелях |
| 101–150 | В ящиках | ||
| 151–700 | Неполный отжиг | ||
| Переохлаждение | |||
| Заготовка | 1180–800 | до 100 | На воздухе |
| 101–300 | В яме | ||
Сварка
| Свариваемость |
| для сварных конструкций не применяется |
Флокеночувствительность
Не чувствительна.
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| отожженное | 197 | 550 | 1,1 | 1,0 |
Склонность к отпускной хрупкости
Не склонна.
Массовая доля элементов не более, %:
| Кремний | Марганец | Медь | Никель | Сера | Углерод | Фосфор | Хром |
| 0,17–0,33 | 0,17–0,33 | 0,25 | 0,25 | 0,028 | 0,95–1,09 | 0,03 | 0,2 |
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Режим термообработки | t | KCU | y | d5 | sт | sв |
| мм | 0С | кДж/м2 | % | % | МПа | МПа | |||
| Лента холоднокатан. | 2283–79 | до 4 | Состояние поставки |
|
|
| 10 |
| 750 |
Твердость, Мпа
| Сортамент | ГОСТ | HB 10-1 |
| Прокат после отжига | 1435–99 | 197 |
Температура критических точек, 0С
| Критические точки | Ac1 | Ac3 | Ar1 | Mn |
| Температура | 730 | 800 | 700 | 210 |
Шлифуемость
Хорошая.
Теплостойкость
| t | HRCэ | Время |
| 0С | ч | |
| 150–160 | 62 | 1 |
| 200–250 | 58 | 1 |
Закалка – критический диаметр, мм
| На воздухе | В воде | В селитре | В масле |
| не закаливается | 15–20 | 4–6 | 4–6 |
| t | r | R 109 | E 10-5 | l | a 106 | C |
| 0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7810 | 420 |
| 40 |
|
|
| 100 |
|
|
| 44 | 11.5 |
|
| 200 |
|
|
|
| 11.9 |
|
| 300 |
|
|
| 41 | 12.5 |
|
| 400 |
|
|
|
| 13 |
|
| 500 |
|
|
|
| 13.4 |
|
| 600 |
|
|
| 38 | 13.9 |
|
| 700 |
|
|
|
| 14.3 |
|
| 800 |
|
|
|
| 13.9 |
|
| 900 |
|
|
| 34 | 15.4 |
|
| 1000 |
|
|
|
| 13.3 |
|
| Австрия | Англия | Болгария | Венгрия | Германия | Евросоюз | Испания | Италия |
| ONORM | BS | BDS | MSZ | DIN, WNr | EN | UNE | UNI |
| Китай | Польша | Румыния | США | Франция | Чехия | Швеция | Юж. Корея | Япония |
| GB | PN | STAS | - | AFNOR | CSN | SS | KS | JIS |
Сталь марки У10 используют для изготовления инструмента, работающего без разогрева режущей кромки.
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
|
| МПа | кДж / м2 | % | % | МПа | МПа |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
|
| Без ограничений | Ограниченная | Трудно свариваемая |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Физические свойства
| R | Ом·м | Удельное сопротивление |
| r | кг/м3 | Плотность |
| C | Дж/(кг·град) | Удельная теплоемкость |
| l | Вт/(м·град) | Коэффициент теплопроводности |
| a | 1/Град | Коэффициент линейного расширения |
| E | МПа | Модуль упругости |
| t | 0С | Температура |
Купить инструментальную углеродистую сталь У10 в Санкт-Петербурге Вы можете по телефону + 7 (812) 703-43-43. Специалисты компании «ЛенСпецСталь» оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.
www.lsst.ru