- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата. При использовании минимизирует разбрызгивание металла, а также гарантирует высокое качество сварных швов.
- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.
- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
- «СварМонтажСтрой» — ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» — российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
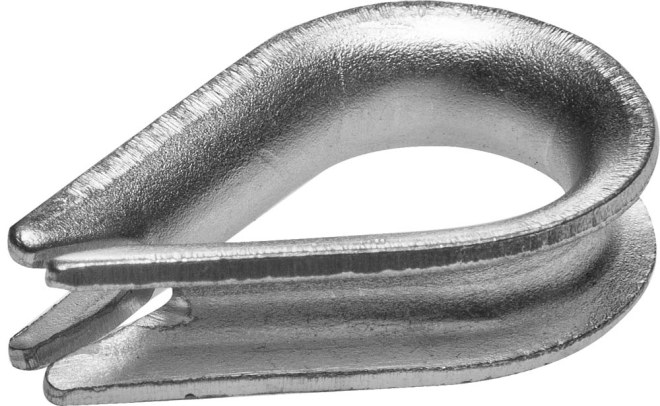
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
- Омедненным. Металлы с низким содержанием легированной стали и углерода нужно соединять при помощи проволоки, содержащей, помимо прочего, большое количество меди.
- Алюминиевым. Он нужен при работе с сплавами алюминия с магнием, марганцем и кремнием.
- Нержавеющим. Использование нержавеющей проволоки оправдано при работе с нержавеющей сталью с содержанием никеля или хрома.
- Порошковым. Если детали из углеродистой стали будут подвергаться дальнейшей термической обработке, то заваривать их нужно при помощи порошковой проволоки.
- Углеродистой стали.
- Низколегированной стали.
- Алюминия, а также его сплавов.
- Меди и соединений с ним.
- Использование омедненных расходных материалов даст возможность минимизировать разбрызгивание металла в среде защищенных газов.
- Понизить расход самых разных наконечников.
- Высокую прочность;
- Отличную коррозийную стойкость;
- Цвет при анодировании, как у основного металла.
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
- Выполнение ровного шва;
- Легкой отделимости налета шлака;
- При работе – ровное горение дуги.
- Никель;
- Вольфрам;
- Марганец;
- Хром;
- Титан;
- Молибден.
 Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […]
Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […] 5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]
5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]- Различных присадках для сварки.
- Маркировке продукта.
- Порошковой проволоке, предназначенной для сварки алюминия, которой можно сваривать и металл титан.
- Для варки стали, такая более распространена, чем другие виды.
- Проволоке, которой можно варить медь.
- Присадочной.
- Способной сваривать чугун, сплавы никеля.
- Способной сваривать нержавеющую сталь.
- Диаметрах присадок.
- СВ — означает что это сварная.
- А — это говорит о том, что в ней есть азот.
- Б — содержание ниобия.
- В — содержит вольфрам.
- Г — имеется марганец.
- Д — в состав входит медь.
- М — содержание молибдена.
- Н — содержание никеля.
- С — в составе имеется кремний.
- Т — содержание титана.
- Ф — ванадий.
- Ц — цирконий.
- Х — хром.
- Ю — алюминий.
- Если в конце маркировки имеется буква А, это означает, что изготовлена из стали высокого качества с минимальным содержанием примесей.
- Если в конце маркировки имеется символика АА, это знак того, что это высочайшего качества сталь, и примесей в ней ещё менее, чем в предыдущем варианте со знаком А.
- СВ — означает, что это сварочная.
- 08 — это говорит о том, что содержит легированные элементы, массовая доля которых равна 0,08%, в этом случае речь идёт об углероде.
- Г — эта буква символизирует о содержании в металле, из которого изготовлен марганец.
- 2 — означает, что в проволоке около 2% вещества, которое указано вслед за этой цифрой. В рассматриваемом данном случае речь идёт о марганце.
- С — имеется кремний в проволоке. В рассматриваемом примере после С нет цифры, это говорит о том, что кремния менее 1%, но больше чем 0,5%.
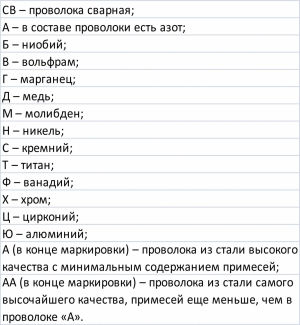
- Сварная низколегированная, включает в себя 6 марок содержащих до 2,5% легирующих элементов.
- Сварная легированная, включает 30 марок, имеет в составе от 2,5 до 10% легирующих элементов.
- Сварная высоколегированная, имеет 41 марку, содержит более 10% легирующих элементов.
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
- Бура. Очень популярное средство при сварке, лужении металлов, часто применяется на производстве;
- Борная кислота;
- Сера;
- Окислы кремния.
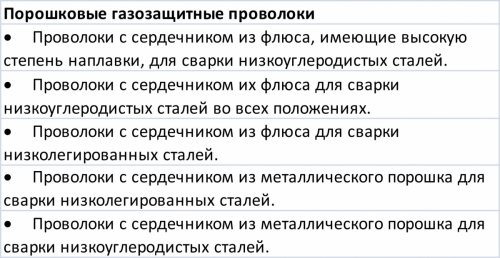
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
- При сварке электрическая дуга открыта. Таким образом, есть возможность смотреть за процессом и направлять его в нужном направлении.
- Состав сварочного шва идеальный.
- Доступны все положения для сваривания деталей.
- Оборудование компактно. Не нужно иметь с собой оборудование для подачи флюса и газа, нет необходимости привозить с собой тяжёлые баллоны с газом.
- Проволока имеет покрытие, которое позволяет переносить давление роликов в подающем механизме сварочного аппарата.
Сварочная проволока. Диаметры, маркировка и виды. Стальная проволока для сварки
Сварочная проволока: классификация, маркировка, применение
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением. Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение. Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.

Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.

Расшифровка сварочной проволоки
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.

Марки проволоки для сварки углеродистых сталей в среде различных газов
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
svarkagid.ru
Как выбрать проволоку для сварки

В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.

Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:

Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.

Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.

Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
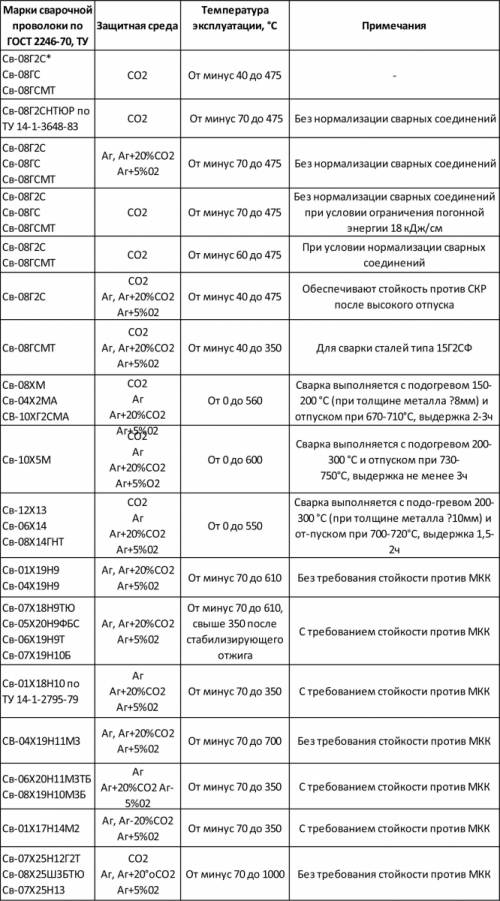
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
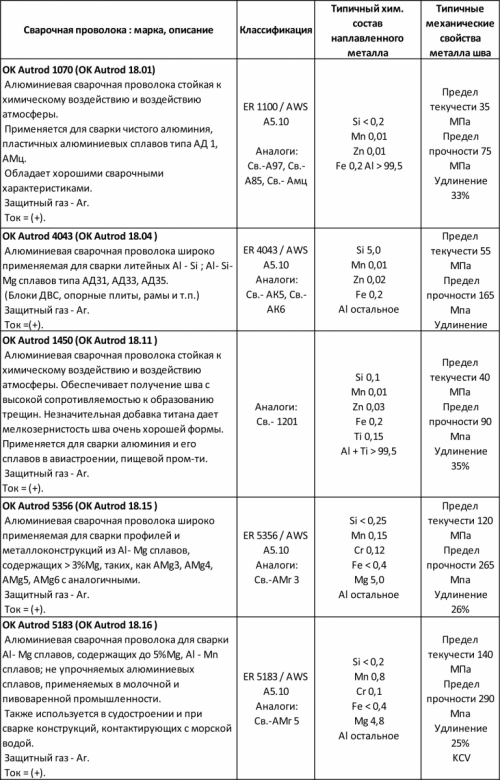
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
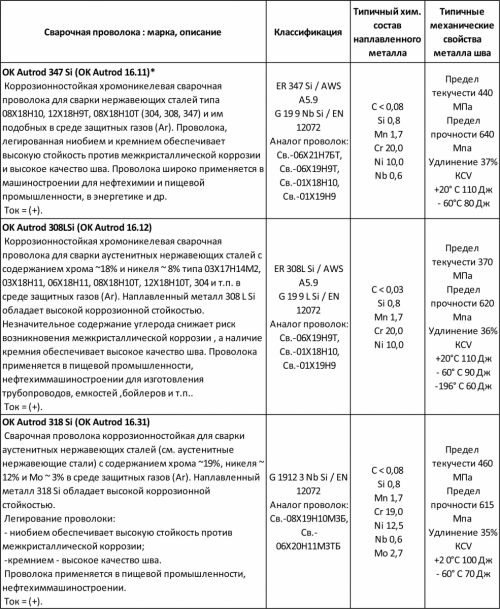
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
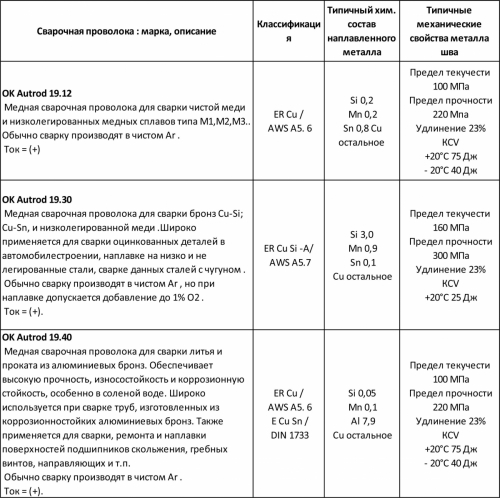
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
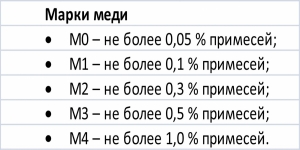
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, - теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
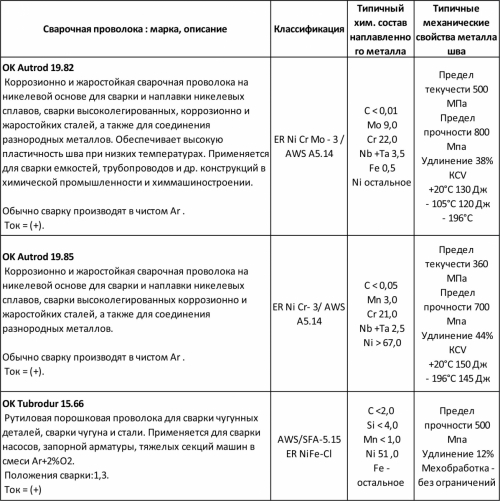
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
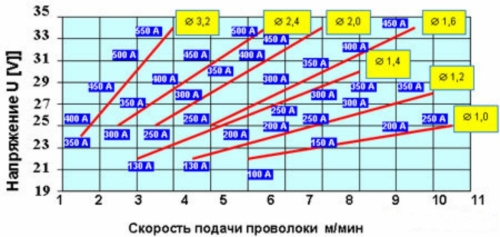
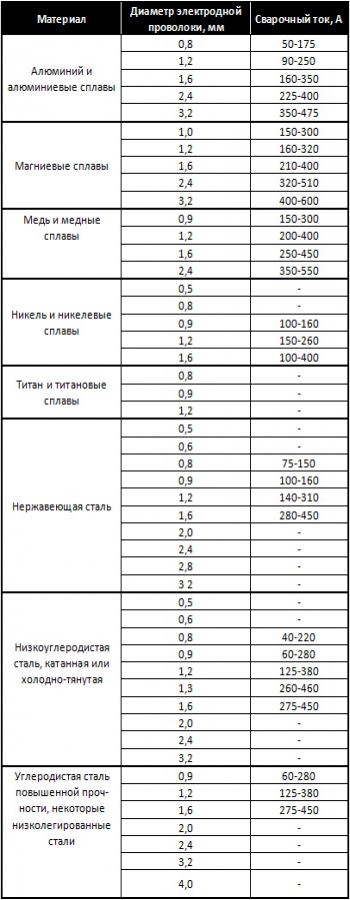
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
strport.ru
Сварочная проволока для полуавтоматов. Советы по выбору
 Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;Т — титан;Ю — алюминий;Ф — ванадий;Б — ниобий;Д — медь;М — молибден;С — кремний;Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Современные механизмы и скорость подачи сварочной проволоки
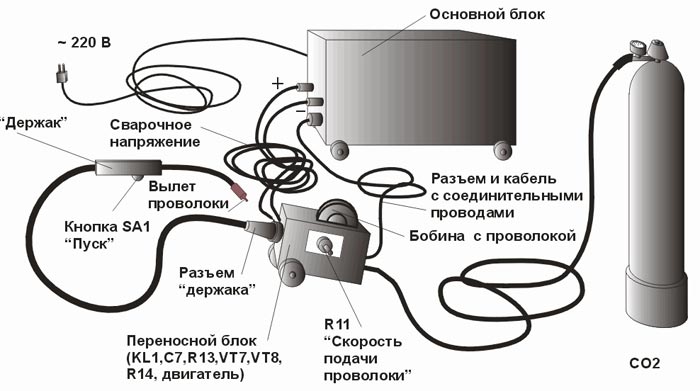
Сварочные полуавтоматы классифицируют следующим образом:
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
proinstrumentinfo.ru
Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.

Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.

Сварочная проволока согласно ГОСТ 2246-70
Преимущества 
Недостатки
Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.

Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.

Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния. |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
svarkaipayka.ru
Как подобрать сварочную проволоку: виды, особенности, применение
 Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока.Сварка с ее помощью дает возможность не использовать хрупкие электроды. Ее применение оправдано при дуговой сварке, автоматической или полуавтоматической. Выступая гибким электродом, в горячем виде она может стать и металлической наплавкой.
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока.Сварка с ее помощью дает возможность не использовать хрупкие электроды. Ее применение оправдано при дуговой сварке, автоматической или полуавтоматической. Выступая гибким электродом, в горячем виде она может стать и металлической наплавкой.
Виды сварочной проволоки
 При любом виде сварки нужно использовать ту проволоку, что близка к металлу, который заваривается. Она должна быть чистой, без ржавчины, окалины и шероховатостей. Ее умелое использование не только повышает качество шва, но и дает возможность его безупречного выполнения.
При любом виде сварки нужно использовать ту проволоку, что близка к металлу, который заваривается. Она должна быть чистой, без ржавчины, окалины и шероховатостей. Ее умелое использование не только повышает качество шва, но и дает возможность его безупречного выполнения.
Такой шов будет обладать пластичностью, но также останется прочным и максимально защищенным от коррозии.
Виды такого заменителя электродов:
 На смену классическим аппаратам трансформаторного типа, приходят компактные сварочные аппараты инверторного типа. Они могут подключаться даже к обычной розетке.
На смену классическим аппаратам трансформаторного типа, приходят компактные сварочные аппараты инверторного типа. Они могут подключаться даже к обычной розетке.
А если функциональности такого аппарата недостаточно используйте сварочные полуавтоматы. Важно правильно подобрать характеристики и компликацию изделия. Читайте здесь о характеристиках дросселей для сварочного полуавтомата.
Все виды заменителей электродов предназначены для проведения работ в защищенной среде, исключение – порошковая проволока.
Сварка сварочной проволокой, как утверждают специалисты, гораздо качественнее, чем при помощи обычного электрода. Но до сих пор нет универсального материала, поэтому важно знать состав металла, с которым предстоит работать и от этого отталкиваться в выборе расходных материалов.
Применение проволки для газовой сварки
 Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Производительность выполнения работ тем ниже, чем толще соединяемый металл. При этом проволока для газовой сварки используется самая обычная.
Единственное условие – приближенность к металлу, с которым проводятся работы, но температура расходного материала не должна превышать температуру плавления металла.
Чаще всего для газовой среды уместно проводить работу проволокой из:
 Для мелкого ремонта металлических изделий подойдет холодная сварка. Узнайте, как пользоваться холодной сваркой в домашних условиях.
Для мелкого ремонта металлических изделий подойдет холодная сварка. Узнайте, как пользоваться холодной сваркой в домашних условиях.
Хотите самостоятельно сделать дома водопроводную или отопительную систему? Читайте тут, какой выбрать аппарат для сварки полипропиленовых труб.
А чтоб защитить глаза во время обычных сварочных работ обязательно нужно использовать хорошую защитную маску. По этому адресу можно узнать рекомендации по выбору маски сварщика хамелеон.
Наличие меди в сварочной проволоке
 Сварочная проволока омедненная гарантирует бесперебойную работу сварочного аппарата любого типа, где обязательно будет ровно гореть дуга при любых режимах сварки.
Сварочная проволока омедненная гарантирует бесперебойную работу сварочного аппарата любого типа, где обязательно будет ровно гореть дуга при любых режимах сварки.
Преимущества:
Чаще всего она продается рядно намотанная на пластиковые кассеты. Так выполненная упаковка позволяет экономить расходные материалы и повышает производительность труда работника.
Алюминиевая сварочная проволока
 Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
В ней меди должно быть не больше 5 и не меньше 3 %. Большое количество алюминия дает такие характеристики:
Успешно применяются такие расходные материалы во время проведения работ в автомобильной индустрии и судостроении. Для рядового потребителя она доступна в катушках по 400 – 1 000 граммов с обязательной рядностью намотки.
Сварочная проволока из нержавейки
 Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Флюсовая сварочная проволока
 Проволока сварочная флюсовая используется при сварке полуавтоматом среднеуглеродистых, низколегированных и углеродистых сталей. Процессы должны происходить без использования защитных газов.
Проволока сварочная флюсовая используется при сварке полуавтоматом среднеуглеродистых, низколегированных и углеродистых сталей. Процессы должны происходить без использования защитных газов.
Флюсовая – порошковая проволока при дуговой сварке отличается тем, что используемый электрод не будет сплошным, а состоящим из металлической оболочки с флюсом из порошка внутри
Процесс изготовления такого электрода начинается с приготовления металлической полой полоски в виде буквы U, затем пустота заполняется порошком и легирующими присадками. После чего происходит сворачивание электрода в трубку.
Производители обещают, что использование их продукта даст возможность добиться:
Сварочная легированная проволока
 Сварочная легированная проволока выпускается намотанная на катушки, ее вес от 400 граммов до 6 килограммов.
Сварочная легированная проволока выпускается намотанная на катушки, ее вес от 400 граммов до 6 килограммов.
С ее помощью можно проводить сварочные работы в различных газовых смесях, в том числе углекислом газе и под флюсом. Это идеальная проволока для аргонной сварки.
Если выпускают ее на заводе в соответствии со всеми ГОСТами, то после холодного деформирования, она может быть успешно применена во всех отраслях машиностроения, металлургии, судо- и вагоностроении.
Легирующими элементами в таких электродах выступают следующие металлы:
Наличия в ней марганца, хрома и никеля позволяет проводить работы с высокоуглеродистыми нержавеющими сталями.
 Если нет возможности сделать обычную шовную сварку, используется точечная контактная сварка. Это надежный быстрый метод соединения металлических изделий.
Если нет возможности сделать обычную шовную сварку, используется точечная контактная сварка. Это надежный быстрый метод соединения металлических изделий.
А для работы с металлами, подверженными сквозному прожиганию лучше использовать плазменный метод. Читайте на этой странице о том, как производится плазменная сварка алюминия.
При проведении сварочных работ в домашних условиях следует соблюдать предосторожности и технику безопасности. По этому адресу, можно узнать детальнее о том можно ли пользоваться сварочным аппаратом дома.
Расход и применение сварочной проволоки
 В среднем расход сварочной проволоки производится исходя из массы всей конструкции, которую нужно будет заварить. Обычно ее вес необходимо умножить на 1,5 и разделить на сто. Таким образом, ее нужно не более 1,5 % от общей массы металла.
В среднем расход сварочной проволоки производится исходя из массы всей конструкции, которую нужно будет заварить. Обычно ее вес необходимо умножить на 1,5 и разделить на сто. Таким образом, ее нужно не более 1,5 % от общей массы металла.
С диаметром чуть сложнее. Массу наплавляемого металла нужно взять за основу, размер диаметра будет составлять 6 – 10 % от нее. Еще обязательно учитывается среда, в которой происходит сварка, ее метод, а также угловой, вертикальный или горизонтальный шов необходимо выполнить.
Если перечисленные выше показатели в основном используются в расчетах на заводах и промышленных предприятиях, то в обычной жизни, гораздо важнее правильно определиться с током, дугой и напряжением.
Длина дуги выбирается от мощности тока. Выбор напряжения очень важен при соединении тонкого металла. А скорость подачи расходного материала выбирается опытным путем. Необходимо, чтобы дуга горела при выбранном токе и напряжении стабильно.
Эффективным, экономичным и практичным можно назвать использование в работе вместо дорогостоящих и хрупких электродов проволоки. Она способна помочь выполнить гибкий и прочный шов.
Для достижения такого результата необходимо только подобрать тот заменитель электрода, который весьма близок по составу к свариваемому металлу.
Читайте также:
metallmaster.org
нюансы в использовании, правила применения, разновидности проволоки
Что такое сварочная проволока св08г2с, омедненная и другие различные виды этого промышленного продукта. Видов этого изделия для сваривания металлов существует множество, и это решило очень много проблем, связанных со скреплением металлических деталей различных размеров и толщины, сделанных из различных металлов.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Виды проволоки
Статья расскажет о:
Маркировка
Важным фактом для качества является её химический состав, он важен при выборе. Состав указан на изделии отечественного производителя, при условии что соблюдается ГОСТ 2246–70 , по зарубежному это стандарт AWS. В СНГ довольно мощно реализовано производство, например, сварочная св08г2с омедненная и много других видов.
Расшифровка обозначений на маркировках отечественного производства:
Проволока СВ-08Г2С
Если взять этот вид как пример, можно разобрать по пунктам, что означает эта маркировка:
Если взять за пример СВ-06Х21Н7БТ, то можно сделать вывод, что это сварочная, она имеет 0,06% углерода, 21% хрома, 7%никеля, легирована ниобием и титаном.
Можно привести другой пример: СВ-08Х19Н10МЗБ, сварочная проволока, которая в составе имеет 0,08% углерода, 19% хрома, 10% никеля, 3% молибдена, легирована ниобием. Есть случаи, когда алюминий маркируется символом А: это встречается в современных маркировках.
Если рассмотреть маркировку СВ-А97, то можно понять, что она состоит на 99,7% из алюминия.
Рассмотрев маркировку СВ-АК5, можно узнать, что это проволока, которая состоит на 95% из алюминия и на 5% из кремния. Чтобы заказать, нужно точно указать маркировку. Бывают ситуации, при которых нет возможности точно прочитать иностранные стандарты. ГОСТ всегда легче прочитать и расшифровать. Если не имеется возможности приобрести отечественного производителя с соответствующими параметрами, нужно обратиться к специалисту, который подскажет аналог иностранного производства.
Какие виды существуют
Всех марок, предназначенных для сваривания различных металлов, существует примерно 77. Делятся они на 3 вида:
Виды разделены условно на части в зависимости от назначения для применения. Одни виды используют для сварки низколегированных сталей, другие — для сталей с высоким содержанием углерода, иные — для сваривания различных цветных металлов, а также есть такие, что применяются для сваривания металла под флюсом, или омедненная, как, например, сварочная св08г2с.
Для присадки при сварке
Сама по себе проволока и есть присадочный материал, отличие лишь в том, что при разных способах сварки металла этот присадочный материал подаётся в свариваемый металл разными способами. После начала процесса сварки металлических деталей присадочный материал определённого диаметра и состава, как требуется для сваривания определённого металла, подаётся в шов, где уже расплавлен металл, и плавится вместе с двумя свариваемыми деталями в месте их соединения, на кромках металлов, функция присадки состоит в том, чтобы заполнять металлом сварной шов.
Это говорит о том, что присадочная и есть материал, восстанавливающий те потери, которые возникают при утрате металла в процессе сварки. Вместо неё, существуют прутки из присадочного материала, ленты, и что из этого использовать видит сам специалист, который обучен всем нюансам при сваривании металлов.
Главное условие, нужное для качественной сварки металлов, — максимально приближенный состав присадки к составу деталей, которые нужно сварить. Нужно знать, каково количество углерода: от этого зависит пластичность шва; сера и фосфор считаются вредными для качества сварки, их должно быть минимально возможное количество.
Температура плавления присадки
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению. Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия.
Флюсы
Существуют следующие флюсы:
Продают зачастую проволоку присадочную для сварки в виде бухт. Прежде чем её начать использовать, рекомендуется её выпрямить, затем порезать на отрезки нужной длины, которая выбирается мастером на его усмотрение, в зависимости от того, как удобнее работать. В случае если проволоку нужно хранить длительное время, целесообразно защитить её от влаги, обернув водозащитной бумагой.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Плюсы самозащитной порошковой
Такая проволока имеет следующие достоинства:
Чтобы наплавить метал открытой дугой, принято пользоваться проволокой диаметром от двух до трёх миллиметров, наплавлять металл под флюсом, диаметр проволоки составляет 3,6 миллиметра. Чтобы сваривать крупногабаритные изделия, применяется проволока диаметром 5 миллиметров. Сама технология сварки самозащитной проволокой такая же, как и технология сварки присадочной проволокой, но есть различие: сварочный аппарат полуавтомат должен иметь режим работы «Без газа», тогда он подойдёт для работ с обоими видами проволоки.
Проволока для сваривания стали. Проволоку марки СВ-08Г2С можно использовать для трубопроводов, различных ёмкостей, котлов.
Какой проволокой варить нержавейку
Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Существуют также разные варианты проволоки как для сварки чугуна, так и для сварки меди, титана, сплавов никеля, они подбираются по составу металла. Главное правило — это очень приближенный состав сварочной проволоки к составу свариваемого металла. Подходить к свариванию металлов нужно ответственно и со знанием дела, только это обеспечит ожидаемый результат.
tokar.guru
Сварочная проволока. Сварка
Сварочными называют материалы, которые обеспечивают возможность протекания сварочных процессов и получение качественных сварных соединений. К таким относят присадочные, покрытые электроды, флюсы, защитные газы и некоторые другие материалы.
С применением присадочных материалов выполняются практически все сварочные швы. Роль данных материалов, помимо получения необходимой геометрии шва, заключается еще и в обеспечении высоких эксплуатационных характеристик при минимальной склонности к образованию дефектов. В большинстве случаев состав присадочного материала мало отличается от химического состава свариваемого металла. Присадочные материалы разрабатывают применительно к конкретным группам свариваемых металлов и сплавов, а также к их отдельным маркам. При этом учитывают и методы сварки, определяющие потери отдельных элементов.
Присадочный материал должен содержать меньшие количества газов и шлаковых включений, быть более чистым по примесям. Присадочные материалы используют в виде металлической проволоки сплошного сечения или порошковой проволоки (с порошковым сердечником). Применяют также прутки, пластины, ленты.
К сварочной проволоке предъявляют высокие требования по состоянию поверхности, предельным отклонениям по диаметру, овальности и другим показателям. Для заполнения разделки шва в зону дуги вводят присадочный металл в виде прутка или проволоки.
При ручной дуговой сварке применяют плавящиеся электроды в виде прутков или стержней с покрытием. При механизированной сварке используют электрод в виде проволоки, намотанной на кассету. Изготовляют стальную холоднотянутую проволоку круглого сечения диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм и поставляют в мотках (бухтах) из одного отреза.
Проволока первых семи диаметров предназначена в основном для полуавтоматической и автоматической сварки в защитном газе. Для автоматической и полуавтоматической сварки под флюсом применяют проволоку диаметром 2–6 мм. На изготовление стержней электродов идет проволока диаметром 1,6–12,0 мм. Поверхность проволоки должна быть гладкой, чистой, без окалины, ржавчины, грязи и масла.
По химическому составу стальная проволока делится на три основные группы:
• углеродистая (6 марок) – с содержанием углерода не более 0,12 % – предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
• легированная (30 марок) – для сварки низколегированных, конструкционных, теплостойких сталей;
• высоколегированная (41 марка) – для сварки хромистых, хромоникелевых, нержавеющих и других специальных легированных сталей.
Проволока маркируется индексом Св (сварочная), буквами и цифрами. Обозначения легирующих примесей следующие:
Г – марганец,
С – кремний,
X – хром,
Н – никель,
М – молибден,
В – вольфрам,
Ф – ванадий и др.
Первые две цифры указывают содержание углерода в сотых долях процента, а цифры после буквы, указывающей легирующие примеси, – количество данного элемента в процентах. Отсутствие цифры после буквенного обозначения легирующего элемента означает, что этого элемента в материале проволоки менее одного процента. Буква А в конце марки указывает на пониженное содержание вредных примесей (серы и фосфора). Например, сварочная проволока марки Св–08ХГ2С содержит 0,08 % углерода, до 1 % хрома, до 2 % марганца и до 1 % кремния. Содержание углерода в сварочной проволоке не превышает 0,12–0,15 %, что снижает склонность металла шва к газовой пористости и образованию твердых закалочных структур.
Содержание кремния в углеродистой проволоке составляет менее 0,03 %, так как наличие кремния способствует образованию при сварке пор в металле шва. Допустимое содержание серы и фосфора также ограниченно (0,04 % каждого элемента), так как они даже при малой концентрации способствуют образованию трещин в сварном шве.
Медь и ее сплавы сваривают проволокой и прутками из меди и сплавов на медной основе.
Алюминий и алюминиевые сплавы сваривают сварочной проволокой из алюминия и его сплавов.
Для сварки других металлов и сплавов применяют сварочную проволоку или стержни, изготовленные либо по ГОСТу на свариваемый металл, либо по техническим условиям.

Рис. 57.
Схема изготовления порошковой проволоки:
1 – стальная лента; 2 – бункер с шихтой; 3 – фильеры; 4 – порошковая проволока

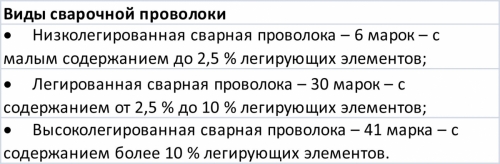
Рис. 58.
Поперечное сечение порошковых проволок:
а – кольцевая; б – с одной загнутой кромкой; в – с двумя загнутыми кромками; г – двухслойная
Порошковая электродная проволока (рис. 57, 58) применяется вместо дорогостоящей легированной сварочной проволоки. Она состоит из таллической оболочки и сердечника. Металлическая оболочка служит для подвода сварочного тока и удержания порошкового сердечника. Сердечник представляет собой смесь порошков минералов, руд, ферросплавов и металлических порошков. Участвуя в металлургическом процессе при сварке, смесь обеспечивает защиту металла сварочной ванны от кислорода и азота воздуха, раскисление и легирование металла шва, образование легко удаляемого шлака и получение высококачественного шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
Порошковая лента применяется вместо порошковой проволоки (рис. 59) для получения более широкого слоя наплавленного металла и увеличения производительности наплавки. Она сворачивается в рулоны, применяется для наплавки автоматами, снабженными специальными устройствами для подачи ленточных электродов. Широкое применение получили проволоки, не требующие при сварке дополнительной защиты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные).
Сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке благодаря высокой производительности и низкой чувствительности к внешним условиям. Наибольшее применение получили проволоки малого диаметра (1,6–2,4 мм) марок ПП—АН1, ПП—АНЗ, ПП—АН7, ПН—АНН, ПП–1ДСК, ПП–2ДСК и др. Они позволяют получить сварные швы с высокими механическими свойствами.

Рис. 59.
Схема изготовления порошковой ленты:
а – отбортовка нижней ленты; б – заполнение порошком и укладка верхней ленты; в – завальцовка кромок нижней ленты; г – выдавливание углублений для уплотнения порошка и придания гибкости ленте
Разработан и успешно применяется способ сварки самозащитной проволокой, т. е. сплошной легированной проволокой без защитной среды (открытой дугой). Металл специальных электродных проволок, применяемых для этого способа, содержит раскисляющие и стабилизирующие элементы. При сварке происходит компенсация выгорания марганца и кремния за счет повышенного содержания их в металле проволоки. Имеющиеся в электродной проволоке алюминий, титан, цирконий и церий обеспечивают хорошее раскисление сварочной ванны, образуя соединение, переходящее в шлак.
Эти элементы связывают азот, нейтрализуя его вредное действие на пластичность и вязкость металла. Введение церия и циркония повышает ударную вязкость и пластичность металла шва. Они также способствуют устойчивости процесса сварки и уменьшению разбрызгивания металла. Этим способом можно производить сварку в углекислом газе постоянным током прямой полярности, что позволяет значительно повысить коэффициент наплавки и производительности сварки. Для этого способа применяют проволоки марок Св–20ГСТЮА и Св–15ГСТЮЦА.
Таблица 12
Порошковые проволоки




Для сварки используют электроды:
НИИ–48Г (Э–10Х20Н9Г6С) – для сварки ответственных конструкций из низколегированных и специальных сталей, высокомарганцовистых сталей типа 110Г13Л, а также сварки таких сталей с хромоникелевыми аустенитными сталями;
ОЗЛ–19 (10Х23Н12Г) – для сварки и заварки дефектов литья из высокомарганцовистой стали марки 110ПЗЛ, а также сварки этой стали с другими сталями, в том числе с легированными типа 30ХГСА и углеродистыми типа сталь 35, сварки в нижнем, вертикальном и ограниченно потолочном положениях шва постоянным током обратной полярности;
ЭА–112/15(10Х15Н25М6Г2АФ) – для сварки легированных высокопрочных сталей типа АК и высокомарганцовистых сталей;
ЭА–395/9 (08Х16Н26М6АГ2) – для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в том числе сталей типа АК, а также сварки углеродистых и низколегированных сталей с аустенитными сталями, например, типа 110Г12Л;
ЭА–981/15 (10Х15Н25М6Г2АФ) – для сварки легированных прочных сталей типа АК и высокомарганцовистых сталей типа 110Г13 разработанная институтом электросварки им. Е. О. Патона самозащитная порошковая проволока ПП АНВ – 2у.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru