- Вольфрамовая. Дороговизна этого компонента объясняет факт практически полного отсутствия вольфрамовых сталей в широком доступе.
- Молибденовая. Более распространенный вариант, имеющий в своем составе ванадий и углерод: это придает ему высокую абразивную стойкость.
- Высоколегированная.
- М1. Из этой стали делают продукцию универсального назначения. Обладает большой гибкостью и хорошо переносит механические воздействия. Уровень красностойкости здесь невысокий.
- М2. Данный материал чаще всего служит основой производства универсальных сверл. Марка М2 имеет высокую красностойкость, что позволяет режущим приспособлениям длительное время сохранять свою функциональность.
- М7. Из этого материала в основном производят изделия значительной мощности, которые должны быть не только гибкими, но и надежными. Сверла по металлу марки М7 используются для сверления твердых поверхностей большой толщины.
- М50. Сверла, изготовленные из этого сплава, обычно применяются в портативных приспособлениях, где значительный изгиб инструмента выступает наиболее распространенной причиной поломок. Уровень красностойкости здесь ниже, по сравнению с другими марками.
- М35. Для обозначения этого материала может также использоваться аббревиатура HSSE. Кобальт здесь присутствует в большем количестве, что делает материал более красностойким, по сравнению со сталью М2. Есть и обратный эффект – из-за этого ударные нагрузки инструментами переносятся не так хорошо.
- М42. Доля кобальта здесь очень значительна, что объясняет другое название сплава – «суперкобальт». Изготовленные из М42 инструменты, наряду с отличной красностойкостью, очень хорошо переносят истирание. Из стали данного типа в основном производятся инструменты для работы со сложными неподатливыми материалами.
- HSS(R). Наименее стойкие сверла, изготовленные методом роликового обкатывания в режиме высокого нагревания.
- HSS G. Режущую кромку здесь шлифуют боразоном. Это самые популярные инструменты, что объясняется их высокой стойкостью. Во время сверления эффект вибрации здесь минимален.
- HSS E. Литера «E» дает понять, что в составе имеется кобальт. Сверл данного типа можно проделывать отверстия в сложных материалах повышенной вязкости (на отечественном рынке таким образом помечаются сплавы М35). В некоторых случаях производитель может более точное указывать процентное содержание кобальта (к примеру, HSS-Co 5 или HSS-Co8).
- HSS G TiN. В качестве напыления в данном случае применяется нитрид титана. Это позволяет сделать поверхностный слой инструмента на порядок тверже, при увеличении стойкости к нагреву до + 600 градусов.
- HSS G TiAIN. Указание на напыление сверл нитридом титана, который дополнительно легирован алюминием. Таким образом достигается увеличение прочности защитного слоя почти на 3000 HV. Сопротивляемость нагреву увеличивается почти на 900 градусов.
- HSS E VAP. Предназначены для сверления нержавеющих оснований: налипание стружки здесь практически не происходит. Поломки изделий этой серии случаются крайне редко, а отверстия получаются очень качественными.
- HSS 4241. Маркированными подобным образом приспособлениями обрабатывают деревянные, пластиковые и алюминиевые изделия.
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
- ступенчатое сверло для листовых материалов;
- кольцевое сверло или центробор для неглубокого сквозного сверления отверстий большого диаметра;
- комбинированное сверло-метчик, которым можно за один проход просверлить отверстие и нарезать в нем резьбу.
- пос. Удельная;
- пос. Быково;
- дер. Верея;
- пос. Малаховка.
- цилиндрические;
- концевые;
- шпоночные.
- прочность;
- качество исполнения;
- марка и страна-производитель;
- применяемый для изготовления материал;
- стоимость;
- надежность.
- сплошные;
- сварные;
- оснащенные пластинами.
- Для шпинделя выбирается частота вращения 380 мин-1;
- подача на оборот выставляется на уровне 0,4 мм/об.;
- показатель минутной подачи будет иметь значение 152 мм/мин.
- с жаро- и кислотостойкими сталями;
- со стальными литейными формами;
- с коррозиестойкими металлами;
- с легированными сплавами.
- Большой угол заточки (около 135°), что отлично подходит для сверления круглых и гладких поверхностей.
- Специфическая конструкция, которая позволяет выполнять точное и аккуратное сверление больших отверстий без дополнительных приспособлений.
- Отшлифованная канавка для быстрого отвода стружки.
- Усиленный хвостовик, за счет которого минимизируется возможность поломки, и соответственно, увеличивается период эксплуатации.
- Присутствие кобальта в составе инструмента, который позволяет выполнять сверление вязких металлов, таких как алюминий, свинец, медь или олово.
- Качество металла, в котором необходимо сделать отверстие. Как уже известно, кобальтовые сверла рекомендуется использовать только для высокопрочных легированных сталей и сплавов, имеющих высокие степени вязкости. В иных ситуациях нужно подбирать другой инструмент.
- Диаметр отверстия. В зависимости от предполагаемых размеров отверстия, необходимо покупать наиболее подходящие кобальтовые сверла по металлу. Например, чтобы просверлить отверстие диаметром 9 мм, нужно приобрести сверло диаметром 8,6 мм или 8,4 мм, поскольку за счет ударной силы инструмента отверстие обязательно увеличится.
- Глубину необходимого отверстия. Если, к примеру, оно будет сверлиться под дюбель, тогда нужно сопоставить его длину с размером сверла и выбрать инструмент на 2-3 мм больше.
- Оснащение, применяемое для сверления, например, перфоратор или дрель. Стоит помнить, что два этих приспособления в корне отличаются. К примеру, хвостовики сверл будут разные для перфоратора и дрели. И напоследок, перфоратор служит больше для выполнения долбления, в то время как дрель подходит только для сверления.
- Поверхность, которая подвергнется обработке. Кобальтовое сверло отлично подойдет для круглой или гладкой поверхности металлического изделия, но вряд ли будет столь эффективным на плоскости с высоким уровнем шероховатости.
Кобальтовые сверла: виды, особенности и применение. Сверло стальное
Сверла по металлу HSS: что это, характеристики, применение
Из-за огромного разнообразия представленных в продаже сверл простому обывателю иногда сложно определиться с подходящим вариантом. Особенно следует быть внимательным к выбору инструмента для сверления металлических или стальных поверхностей: ошибки в этом случае чреваты серьезными поломками. Специалисты в подобных ситуациях рекомендуют пользоваться сверлами по металлу HSS.

Что характерно для стали HSS
Обозначение «HSS» указывает на сталь быстрорежущего типа, из которой производятся приспособления для резки. Речь в первую очередь идет о сверлах, фрезах, плашках и метчиках. По своим характеристикам этот высокоуглеродистый материал немного напоминает твердые сплавы, отличаясь от них большей прочностью и дешевизной. Уровень твердости здесь может достигать 62-64 единицам (шкала HRC).
Существует три основные разновидности этой стали:
Если в составе сплава имеется вольфрам, это придает ему «красностойкость»: благодаря ей инструмент продолжает оставаться острым после достижения температуры, при которой материал раскаляется докрасна (примерно + 530 градусов). Кобальт делает сплавы еще более красностойкими и износостойкими.
Как маркируют отечественные изделия
Маркировка быстрорежущей стали отличается только числовыми обозначениями (буква везде одинаковая – «М»).
Цифра же содержит указание на различные характеристики материала:

Как принято обозначать на Западе
Сверло из аналогичного материала на Западе маркируются, как «HSS». Наличие дополнительных буквенных указателей помогает сложить представление о способе легирования.
Расшифровка принятых на западе обозначений:

Рекомендации по выбору
Подбирая сверло по металлу, желательно покупать продукцию известных брендов, где и заточка на высшем уровне, и сплав прочный и качественный:
Ruko. Отличный вариант в соотношении цена/качество. Рекомендуется обратить внимание на модели TL 3000, отличающиеся своей многофункциональностью и титановым напылением. Эти сверла хороши в тех случаях, когда при работе образуется средняя и длинная стружка.
Bosch. Известный мировой бренд разнообразных ручных строительных инструментов и их комплектующих. Особенно ценят продукцию Bosch профессиональные строители.
Haisser. Очень мощные сверла, которые применяются в промышленности и быту. Они способны переносить самые экстремальные нагрузки благодаря титановому сплаву и особенной заточке.
«EKTO». Продукция этого отечественного производителя на порядок дешевле, чем у западных аналогов, при неплохом качестве и продолжительности службы. Рекомендуется в основном для бытового применения.
oxmetall.ru
Стальное сверло - Большая Энциклопедия Нефти и Газа, статья, страница 1
Стальное сверло
Cтраница 1
Стальное сверло массой 0 090 кг, нагретое при закалке до 840 С, опущено в сосуд, содержащий машинное масло при 20 С. Какое количество масла следует взять, чтобы его конечная температура не превысила 70 С. [1]
Стальное сверло массой 0 090 кг, нагретое при закалке до 840 С, опущено в сосуд, содержащий машинное масло при 20 С. [2]
Стальное сверло массой 0 09 кг, нагретое при закалке до 840 С, опущено в сосуд, содержащий машинное масло при 20 С. Сколько масла следует взять, чтобы его конечная температура не превысила 70 С. [3]
Стальное сверло массой 0 090 кг, нагретое при закалке до 840 С, опущено в сосуд, содержащий машинное масло при 20 С. [4]
Стальное сверло массой 0 090 кг, нагретое при закалке до 840 С, опущено в сосуд, содержащий машинное масло при 20 С. Какое количество масла следует взять, чтобы его конечная температура не превысила 70 С. [5]
В процессе сверления стекла стальными сверлами применяют скипидар в качестве вещества, уменьшающего поверхностное натяжение стекла и тем самым способствующего сверлению. Для склейки стеклянных деталей, облегчающей процесс обработки, применяют массу из смолы и воска. Этой же массой залепляют на время обработки тонкие капилляры в некоторых приборах. В противном случае капилляры легко забиваются наждаком. [7]
При сверлении пластифицированных твердосплавных заготовок стальными сверлами имеется опасность раскалывания заготовки вследствие быстрого износа сверла и образования конусности. Для предотвращения раскалывания обрабатываемой детали вследствие износа сверла ( особенно при сверлении близко расположенных отверстий) обработку следует производить твердосплавными сверлами, а при их отсутствии сверло необходимо периодически менять или затачивать его изношенную часть. [9]
Bohr ( er) ] - стальное сверло, примен. [10]
Bohr ( er) ] - стальное сверло, применяемое в зубоврачебной практике. [11]
Отверстия в глухом стекле ( пробки кранов) сверлят стальными сверлами с победитовыми наконечниками, применяя скипидар. При сверлении стекла перфорированными алмазными сверлами используют воду. [12]
Сверление отверстий для установки опор производится электродрелью марки И-28 а и стальными сверлами с победитовыми наконечниками. [14]
Пробу металла или сплава получают в виде стружки, просверливая куски образца стальным сверлом на сверлильном станке, или опилок, натирая их твердым напильником или острой пилой. Опилки обычно собирают на глянцевую бумагу. Они часто бывают загрязнены частичками металла из нaпильникa или пилы, которые удаляют магнитом, если сам исследуемый материал не содержит железа и других притягиваемых магнитом материалов. [15]
Страницы: 1 2
www.ngpedia.ru
Чем сверлить каленую сталь своими руками
Чем лучше просверлить каленую сталь? - Вопрос, которым задаются мастера, когда появляется такая необходимость. К примеру, появилась надобность проверить каленый стальной клинок... Покажу способ как это делаю лично я и какие сверла использую.Изготовление самодельного сверла
Понадобятся стержни твердосплавные, вольфрамо-кобальтовые, в народе победит. Но на самом деле это не победит это ВК8.Зажимаем в ручные тисочки.И делаем из стержня сверло, стачивая лишние. На обычном на точильном камне очень сложно затачивать твердые сплавы, я пользуюсь алмазом.Затачиваем две плоскости, как под плоскую отвертку.Обрабатываем вторую грань.Получилось вот такое перышко. Теперь заточим режущие кромки.Получилось сверло для каленых металлов.Самодельные сверла готовы. Их необходимо сделать сразу несколько, так как они быстро тупятся и каждый раз затачивать их бегать не будешь.Конечно можно было бы использовать обычные, твердосплавные сверла, но все равно пришлось их перетачивать, а зачем переделывать когда можно сделать свое.Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.Меняем режущую часть.Пол минуты и отверстие в калёной стали просверлено.Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС.Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано. Всем спасибо за внимание!Смотрите видео
sdelaysam-svoimirukami.ru
Школа инструмента » Как выбрать сверла по металлу
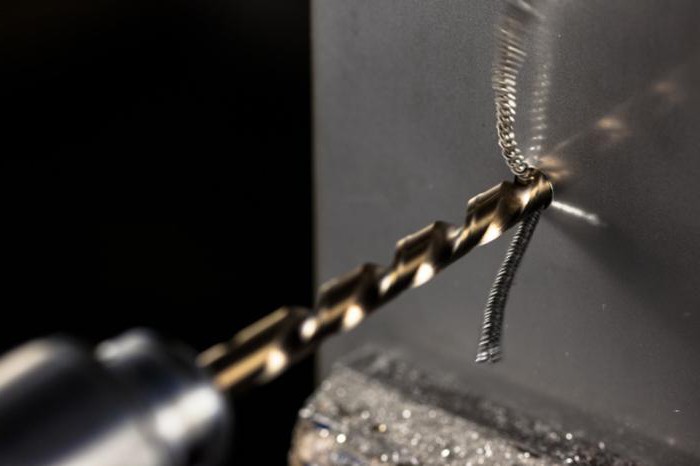
Для сверления металлов используют винтовые или, как их чаще называют, спиральные сверла. Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200оС происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600оС, а некоторые марки – до 1000оС.
Вольфрам – основной компонент, повышающий "красностойкость стали" (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
М1
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
М2
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
М7
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
М35
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
М42
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
HSS-R
Сверла этого вида изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
HSS-G
Сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Сверла, покрытые нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
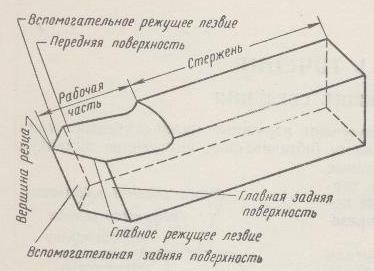
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118о. Для чугуна или твердой бронзы его можно уменьшить до 116о. Для латуни, мягкой бронзы, алюминия применяют углы 120о, 130о, 140о.
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118о, кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75о. Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
Популярные наборы и сверла специальной формы
Наиболее часто используемые сверла – диаметром от 2 до 10 мм. Они используются в металлообрабатывающих мастерских, на станциях СТО, в домашнем хозяйстве. На популярность этих диаметров указывает и то, что большинство легкого сверлильного оборудования имеет патроны, приспособленные под этот диапазон размеров.
Для общего применения подходит набор сверл с шагом диаметра 0,5 мм. В большинстве случаев такой набор перекроет основные потребности сверления. Для конкретного применения можно подбирать диаметры с шагом 0,1 мм. Более точные размеры отверстий достигаются дополнительной обработкой.
Есть особые случаи, для которых удобно использовать специальные сверла:
Правильный выбор инструмента в соответствии с предстоящим применением существенно упростит работу и поможет достичь должного качества.
uni-tool.ru
Сверло алмазное стальное 1 мм
Стальное трубчатое сверло с алмазным напылением.Отлично подойдёт для сверления твёрдых камней - таких как, бирюза, аметист, кварц. Процесс сверления твёрдых минералов должен сопровождаться постоянным охлаждением. Лучше всего, сверлить камень, находящийся в ёмкости с водой. Такой подход позволит на долго сохранить свёрла в безупречном рабочем состоянии, и без особых сложностей и проблем, сверлить твёрдые минералы.
Рабочий диаметр 1,0 мм. Диаметр хвостовика 0,8 мм. (Вполне успешно зажимается в миллиметровую цангу проксоновской бормашинки)Вид инструмента: Оснастка
Уважаемые покупатели! Мы делаем всё возможное, для того, чтобы фотографии наших товаров максимально точно передавали внешний вид и цвет изделия. Однако учитывайте пожалуйста, что цвет настоящего изделия может несколько отличаться от его цвета на сайте. Это связано с тем, что разные мониторы по разному отображают цвет.
Также просим вас обратить внимание. Для каждого товара возле его цены указана единица измерения - за комплект, за штуку и т.п. На некоторых изображениях товара, его единиц может быть больше, чем фактически можно приобрести за указанную стоимость. Так, при указанной единице измерения "за штуку", наличие на изображении товара более одной штуки, не является основанием для требования покупателем продать ему присутствующее на фотографии количество единиц товара по цене одной.
Для данного товара, возможна курьерская доставка по Москве и подмосковью.Стоимость курьерской доставки составляет от 0 до 1000 рублей, в зависимости от адреса доставки.
Бесплатная курьерская доставка возможна (индивидуально) для следующих населённых пунктов:
Доставка в Москву и другие населённые пункты оценивается индивидуально, в зависимости от конкретного заказа, транспортной доступности, дальности поездки.
СамовывозЖители Москвы и Московской области, всегда могут забрать данный товар самовывозом из посёлка Удельная, Раменского района.
Доставка в регионыОсуществляем доставку почтой РФ - по всей территории Российской Федерации. Отправляем по предоплате. Доставка осуществляется по тарифам почты РФ. Рассчитать стоимость доставки самостоятельно, вы можете здесь.
Доставка транспортными компаниями не осуществляется. Это связано с тем, что многие наши товары уникальны, а транспортные компании нередко "теряют" отправления и вообще относятся к доставляемым вещам из рук вон плохо. Кроме того, нецелесообразно отправлять миниатюрные украшения транспортной компанией.
Осуществляем доставку в любую точку мира, где есть почтовое сообщение с РФ. Доставка осуществляется по тарифам почты РФ, исключительно по предоплате. Сверло алмазное стальное 1 мм Отзывы:Ваш отзыв может быть первым.
samodelckin.ru
Особенности твердосплавных сверл по металлу: нюансы выбора, виды, особенности
Часто во время обработки металлических заготовок приходится прибегать к специальным приспособлениям, рассчитанным на работу с особо прочными материалами. Именно таким может считаться твердосплавное сверло. Эта деталь получила наибольшее распространение при обработке пазов. В то же время с ее помощью выполняется резьба металлических изделий.
Подобным элементом часто оснащают станки различного назначения. Если рассматривать предлагаемые на рынке виды таких сверл, то самыми востребованными считаются концевые виды.
Рассматривая доступные к продаже изделия, следует отметить, что они могут иметь разное число зубцов и вариант исполнения. Обычно эти элементы создаются с применением особых материалов, которые отличаются высоким качеством исполнения и демонстрируют высокую стойкость к износу. Эти свойства и позволяют с минимальными затратами времени выполнять необходимые операции.
Какие факторы следует учитывать при выборе средств?
В рамках доступных для сверления приспособлений можно выделить несколько наиболее распространенных типов:
Принять правильное решение в пользу подходящего типа можно лишь при условии, если покупатель имеет представления о том, для чего он планирует использовать это устройство. Помимо глубины сверления необходимо знать о материале, который придется обрабатывать.
На этапе выбора твердосплавных сверл для металла наибольшего внимания заслуживают следующие параметры:
Наилучшим решением будет, если покупатель остановит выбор на сверлах проверенных производителей. Действуя подобным образом, можно гарантировать, что во время сверления не возникнет вынужденных перерывов, а также будет исключено низкое качество готовых изделий.
Твёрдосплавные свёрла: применение, разнообразие моделей и отличия
Сверлильные изделия твердосплавного варианта исполнения широко используются не только на производстве, но и в быту, причиной чего являются их функциональные особенности и значимые преимущества. Предлагаемые модели могут быть классифицированы на несколько видов, исходя из такого параметра, как сфера их применения.
Скажем, если возникает задача по созданию отверстий большого диаметра, то желательно останавливать выбор на сверлах первого типа. Приспособления винтового исполнения помогут эффективно выполнять операцию, если необходимо обеспечить значительную глубину создаваемого отверстия.
Какие бывают твердосплавные сверла?
Характерной особенностью твердосплавных сверл для металла является очень прочная титаново-вольфрамовая основа, полезный эффект от наличия которой сводится к обеспечению высокой скорости выполнения работы. В дополнение к этому преимуществом подобных изделий является высокая стойкость к внешним воздействиям.
Виды сверл
Принято различать следующие виды твёрдосплавных свёрл для металла:
В случае возникновения необходимости в приобретении твердосплавных сверл желательно рассматривать модели от известных фирм. Это дает уверенность в высоком качестве и надежности приобретаемого продукта.
Конструкции сверл со сменными твердосплавными пластинами
При создании сверл для металла, оснащенных сменными твердосплавными пластинами, обязательно должен быть выдержан диаметр, диапазон которых может составлять 12–63 мм. Они позволяют создавать отверстия до 5 диаметров. Причем они в состоянии работать с поверхностями из различных материалов. В основе сверла для металла присутствует корпус, имеющий точные посадочные поверхности под пластины и непосредственно твердосплавные пластины, которые фиксируются в корпусе за счет винтов.
Особенности конструкционного исполнения корпуса сверла для металла связаны с внешним оформлением и размерами канавок, используемых для удаления стружки. Они могут иметь прямой либо спиральный вариант исполнения. Стоит заметить, что они могут различаться в плане угла подъема винтовой линии. Если профилирование каналов была проведено с соблюдением технологии, то это дает возможность выполнять обработку с высокой подачей. Причем здесь исключается спутывание стружки, а качество обработанной поверхности остается достаточно высоким.
Также необходимо уделить внимание исполнению каналов для подвода СОЖ. Лучше всего, когда они находятся недалеко от зоны корпуса. Такой вариант размещения позволяет сократить до минимума сердцевину корпуса сверла, что дает возможность нарастить канавки, используемые для удаления стружки.
Конструкция
Устройство твердосплавных пластин имеет свои особенности, благодаря чему удается добиваться высокой производительности и устойчивости инструмента при обработке различных материалов и эксплуатации инструмента в любых условиях. Обеспечить более высокую производительность и устойчивость инструмента удается благодаря геометрии передней поверхности пластины, марке твердого сплава и исполнению самой пластины.
Наибольшее распространение получили твёрдосплавные пластины для сверл, имеющие форму трех- и четырехгранника. Сверление с применением этих приспособлений позволяет обеспечить создаваемому отверстию почти плоское дно. Особенностью устаревших модификаций сверл является наличие квадратной, треугольной или пластины типа «ломанный треугольник». При использовании подобных устройств можно гарантировать достаточно хорошие результаты в плане производительности, стойкости и качества. Однако все же они показывают не такие впечатляющие результаты, как изделия для сверления, оснащенные специально профилированными пластинами.
Наилучших результатов можно ожидать от технологии, которая внедрена в конструкции, носящая название пошагового врезания. Здесь внимание уделяется режущей кромке центральной четырехгранной пластины, выполненной в виде волны. Вначале при помощи подобной технологии удается добиться стабилизации сверла и в то же время уменьшения до минимума риска его увода. В дополнение к этому наблюдается существенное уменьшение силы резания.
Сверла, оснащенные сменными твердосплавными пластинами, для металла выделяются и тем, что позволяют создавать отверстия, диаметр которых превышает номинальный показатель сверла. Это достигается за счет смещения сверла на токарном станке по отношению к оси элемента на расстоянии в диапазоне 0,8–3,5 мм. Точное значение определяется непосредственно диаметром.
Подобную операцию на обрабатывающем центре выполняют при помощи эксцентриковых втулок. Также вместо них могут использоваться регулируемые патроны для сверл. Вместе с тем при помощи сверла со сменными твердосплавными пластинами для металла можно выполнять такую операцию, как растачивание заранее созданных отверстий, а также обработка фасок. Эта задача решается при помощи периферийной пластины сверла.
Собираясь использовать сверла со сменными пластинами для металла, необходимо иметь в виду, что с их помощью можно обрабатывать наклонные и вогнутые поверхности, не прибегая к подготовке поверхности и засверливанию. Чтобы успешно справиться с подобной задачей, необходимо только уменьшить подачу при врезании на 50–70%.
Увеличение производительности
Среди достоинств, которыми обладают сверла для металла, оснащенные сменными твердосплавными пластинами, следует выделить то, что они позволяют повысить уровень производительности, стойкости и добиться большей экономии на изготовление одной детали.
Если планируется создавать отверстия ф25, а используемая поверхность выполнена из стали, то при работе высококачественным сверлом для металла из быстрорежущей стали лучше всего задействовать следующие режимы обработки:
Если для обработки аналогичного материала выбрано сверло со сменными твердосплавными пластинами, то для шпинделя должна быть выбрана частота вращения, имеющая значение 3700 мин-1, подача на оборот составит 0,09 мм/об., а оптимальным показателем минутной подачи будет 333 мм/мин.
Особенностью всех пластин является наличие четырех режущих кромок. В дополнение к этому следует помнить о том, что твердосплавные пластины обладают куда большей стойкостью, нежели изделия для сверления, выполненные на основе быстрорежущей стали. Если выбор был остановлен на приспособлениях, оснащенных сменными пластинами, то пользователю не придется тратить время и силы на такую операцию, как переточка инструмента. Особую актуальность это достоинство приобретает в ситуациях, когда планируется создавать множество отверстий.
Применение СОЖ
Чтобы добиться наилучших результатов при использовании сверла для металла, оснащенного сменными твердосплавными пластинами, в обязательном порядке должен присутствовать внутренний подвод СОЖ. Если приходится иметь дело с отверстиями, глубина которых не превышает одного диаметра, то здесь допустимо отказаться от использования СОЖ. При определении расхода СОЖ следует учитывать диаметр используемого сверла для металла.
Если рассматривать номенклатуру сверл для металла, оснащенных сменными твердосплавными пластинами, то она включает достаточно большое количество модификаций. Причем для получения наилучших результатов при осуществлении сверления следует в первую очередь позаботиться о правильном подборе и использовании металлорежущего инструмента. По этой причине, решив использовать новую технологию или внести изменения в имеющуюся, желательно привлечь к реализации этого замысла специалистов. Они не только помогут подсказать наиболее подходящее решение для возникшей задачи, но и помогут наиболее эффективно его реализовать.
Технические рекомендации при сверлении металлов
Чтобы правильно выполнить центровку сверла для металла, следует применять центрирующий штифт. Для этого следует накернить отверстие, ориентируясь на разметку. Затем штифт вставляют в углубление и включают магнит. Далее следует повторно убедиться в правильном размещении штифта, поскольку при работающем магните часто происходит смещение штатива.
Определитесь с оптимальной скоростью. Этот параметр имеет большое значение. Следует учесть, что в случае выбора более высокой скорости, чем рекомендовано, выполнить работу по сверлению не удастся. Обязательно необходимо обеспечить частоту вращения не ниже 25% от рекомендованной. При работе с твердосплавными сверлами следует помнить о том, что они чутко реагируют на чересчур заниженные скорости. В этом случае можно столкнуться с такими явлениями, как повышенная вибрация и выкрошивание зубьев. Если скорость будет завышена более, чем на 20%, то при использовании сверла из быстрорежущей и порошковой стали последние быстро придут в негодность.
Следует правильно выбрать подачу. В начале работы необходимо установить подачу на уровне в 2 раза ниже рекомендованного. Следует иметь в виду, что при слишком большом давлении на сверло скорость останется прежней. Чтобы добиться большей производительности, рекомендуется применять в сочетании с твердосплавными сверлами оборудование, обладающее повышенной частотой вращения. Иногда может понадобиться прилагать больше усилий во время сверления. Если это происходит, то высока вероятность, что вы работаете затупившимся сверлом либо пытаетесь создать отверстие в слишком твердом материале.
Заключение
Твердосплавные сверла являются довольно специфичным изделием для обработки поверхностей, выполненных из особо прочных материалов. По этой причине выбор подобных приспособлений должен осуществляться с учётом конкретного изделия, в котором планируется создавать отверстие. Не всегда использование первого попавшегося твердосплавного сверла позволяет эффективно решать возникшую задачу.
Чтобы обеспечить высокую производительность сверления, нужно принимать во внимание множество факторов, включая особенности обрабатываемого материала, характеристики создаваемых отверстий, качество кромки. В ряде случаев может потребоваться приобретение и специального сверлильного оборудования, поскольку обычные инструменты, рассчитанные на использование сверл для создания отверстий в заготовках нормальной прочности, могут быть не приспособлены для этого. В некоторых ситуациях это может привести даже к тому, что не только не удастся эффективно решить задачу по сверлению отверстий, но и сделать негодным к дальнейшему использованию приобретенное твердосплавное сверло, стоимость которого обычно довольно высокая.
Оцените статью: Поделитесь с друзьями!stanok.guru
Кобальтовые сверла: виды, особенности и применение
Когда дело доходит до ремонтных работ в квартире или в доме, в 90% случаев придется сверлить отверстия. Чаще всего в домашней обстановке встречаются сварные швы, трубы или каленые металлические изделия, которые нужно просверлить. Чтобы качественно выполнить процедуру, необходимо иметь при себе соответствующий инструмент. А для таких случаев как раз пригодятся кобальтовые сверла по металлу. Отзывы об этих инструментах всегда положительные и говорят сами за себя. В частности, можно сказать, что это мощные, износостойкие, жаропрочные и надежные инструменты, которые помогут хозяину жилища в считаные минуты справиться с преградой и быстрее закончить ремонтные работы.
Что это за сверла и из какого материала сделаны

Кобальтовые сверла – металлорежущие инструменты, которые применяются для работы с высокопрочными легированными сталями и сплавами, имеющими большие степени вязкости. Но также такие сверлильные инструменты обеспечивают стабильную и высокую точность отверстий, что значительно упрощает дальнейшую работу с ними.
Они изготавливаются в основном из быстрорежущей стали с добавлением кобальта. Самые популярные кобальтовые сверла по металлу – это Р6М5К5, Р9К10, ВК6 и ВК8.
В зависимости от цифры после буквенного обозначения кобальта, можно узнать, сколько процентов этого твердого металла содержится в инструменте. Например, его содержание в инструментальной быстрорежущей стали Р9К10 достигает почти 10%. Соответственно, в составе Р6М5К5 и ВК6 кобальта меньше.
Область применения сверлильных инструментов из кобальта
Если нужно просверлить несколько отверстий в вязких материалах или твердых сплавах, например, в меди или нержавеющей стали, для этого отлично подойдут кобальтовые сверла по металлу. Практика показывает, что эти инструменты хорошо подходят для работы:
Кроме того, кобальтовые сверла по металлу могут пригодиться не только в домашних, но и в производственных условиях для бурения чугуна, а также для быстрого и точного проделывания отверстий других сталей и сплавов на металлорежущих станках.
Преимущества кобальтовых свёрл

Как было отмечено ранее, основными преимуществами этих инструментов являются высокая износостойкость и жаропрочность. Другими словами, кобальтовые сверла прослужат дольше в быту, так как они меньше подвержены механическим повреждениям и хорошо держатся при высоких температурах плавления.
Кроме того, к преимуществам и особенностям этих сверлильных инструментов также относятся:
Особенности применения кобальтовых свёрл

Перед тем как сверлить отверстие, требуется учесть:
Особенности сверления
Чтобы продлить срок эксплуатации любого инструмента, в том числе и сверла, нужно соблюдать некоторые правила. К примеру, не рекомендуется использовать кобальтовые сверла на больших скоростях, особенно при отводе стружки из отверстия. Это поможет избежать заклинивания и поломки инструмента.
В случае если процедура сверления будет длительной, нужно не допускать перегрева инструмента. Для этого рекомендуется поливать его олеиновой кислотой или делать небольшие перерывы.
fb.ru