- Высокая прочность;
- Термостойкость и устойчивость к механическим воздействиям;
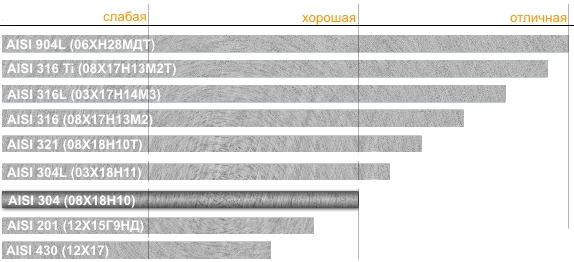
- Устойчивость к коррозии;
- Доступная цена.
- Постоянные размеры;
- Термоустойчивость;
- Уникальные характеристики.
- При изготовлении используется сталь высокого качества;
- Сварной шов особой прочности;
- Возможны варианты с муфтами и без них;
- Трубы проходят строгий контроль на соответствие нормам;
- Стоимость достаточно невысока;
- Простой монтаж;
- Универсальность: можно использовать для любых трубопроводов.
- С применением электросварочного соединения труб;
- С помощью муфт и сопутствующего оборудования.
- Обыкновенные.
- Легкие.
- Усиленные.
- Диаметр трубы – от 10 мм до 80 мм.
- Толщина стенок – от 2,5 мм до 4,5 мм.
- Длина отрезка – от 4 м до 12 м.
- Марка стали — Ст1-2КП, 1-2ПС, 08ПС.
- Стандартные трубы ВГП ГОСТ 3262 75 изготовляются из высококачественной стали.
- Так называемые «черные трубы» ВГП имеют усиленный сварной шов.
- Трубы данного типа имеют три удобные для потребителя категории – легкие, усиленные и обыкновенные. Это позволяет выбрать нужный вариант для идеального оформления магистрали.
- Резьба на концах труб может быть длинной, короткой, либо наноситься в зависимости от пожелания заказчика на нужную сторону в нужных параметрах.
- Поставляются трубы данной категории либо с муфтами, либо без них.
- Параметры труб могут быть обозначены в дюймах, что считается нормой.
- Реализуемые трубы проходят обязательный гидровихревой контроль, поэтому соответствие нормам можно считать практически идеальным.
- Невысокая стоимость при отличном качестве продукции – гарант возложенных стандартов и нормативов.
- Универсальность в применении. Трубы нужного типа идеально подходят для монтажно-ремонтных работ практически любой категории.
- Огромный спектр разновидностей труб – от горячекатаных бесшовных, до холоднокатаных и электросварных вариантов.
- Наличие комплектующих элементов – фланцев, муфт, тройников, отводов, переходов и прочего, а также возможность их легкого применения в монтажных работах.
- высокая прочность, что позволяет использовать продукцию при любом методе монтажа и на любых участках;
- кислородная и газовая непроницаемость – это именно те свойства, благодаря которым газопроводные магистрали сооружаются и будут сооружаться только из стальных изделий;
- низкий коэффициент расширения – перепады температур и влаги не оказывают влияния на материал. Трубопровод не расширяется, что позволяет использовать жесткое крепление и не требует устройства компенсационных приспособлений;
- долговечность – при правильном обслуживании составляет 50 лет;
- доступная стоимость.
- довольно большой вес, что затрудняет монтаж и требует большого количества крепежа;
- необходимости профилактического обслуживания – металл накапливает электричество;
- необходимость в теплоизоляции при укладке в грунт – замерзающая жидкость расширяется, в то время как параметры водовода остаются неизменными. Это приводит к повреждениям и разрывам.
- Наружный диаметр – от 33 до 165 мм.
- Толщина стенок – от 1 до 5,5 мм.
- Длина – немерная колеблется от 4 до 12 м, мерная 4–8 или 8–12 м.
- водоводы из стали обычной точности – контролируется только механические качества изделия. Химический состав стали не исследуется. Продукция применяется для бытовых коммуникационных систем;
- трубопровод из стали повышенной точности – используется оцинкованная сталь при изготовлении, механические свойства нормируются ГОСТ 3262-75. Изделия применяются при сооружении крупных магистралей, где важна высокая стойкость к давлению.
- черные – без цинкования, чаще используются при прокладке газовых магистралей;
- оцинкованные – готовая продукция подвергается цинкованию – погружению в расплав цинка. На внутренней и внешней поверхности изделия образуется защитный слой, предохраняющий от коррозии. Крупные водопроводные магистрали сооружаются из оцинкованных ВГП.
- с резьбой на концах (накатка или нарезка) – стоит отметить, что защитный слой повреждается во время сварки, а поэтому оцинкованные изделия монтируются только резьбовым методом;
- без резьбы – предполагается сварное соединение.
- легкие – рабочее давление жидкости не должно превышать 25 кг/кВ. см;
- обычные – предполагает такое же давление, но допускает гидроудары;
- усиленные – давление может достигать величины в 32 кг/кВ. см.
- ГОСТ 617-2006 Трубы медные и латунные круглого сечения общего назначения. Технические условия
- ГОСТ ИСО 362-2006 Шум. Измерение шума, излучаемого дорожными транспортными средствами при разгоне. Технический метод
- ГОСТ Р 51317.3.2-2006 Совместимость технических средств электромагнитная. Эмиссия гармонических составляющих тока техническими средствами с потребляемым током не более 16 А (в одной фазе). Нормы и методы испытаний
- ГОСТ 27735-94 Весы бытовые. Общие технические требования
- ГОСТ Р 50271-92 Гайки шестигранные стальные самостопорящиеся. Механические и эксплуатационные свойства
- ГОСТ 8.586.4-2005 Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 4. Трубы Вентури. Технические требования
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия. Трубы водопроводные стальные гост
ГОСТ 3262-75
ГОСТ 3262-75
Группа В62
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
Технические условия
Water-supply and gas-supply steel pipes. Spesifications
МКС 23.040.10 ОКП 13 8500, 13 8501
Дата введения 1977-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССРРАЗРАБОТЧИКИ
В.И.Стружок, канд. техн. наук; В.М.Ворона, канд. техн. наук; Ю.М.Миронов, канд. техн. наук; А.И.Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.09.75 N 2379
3. Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 3262-62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято Постановлением Госстандарта от 12.11.91 N 1726
7. ИЗДАНИЕ (май 2007 г.) с Изменениями N 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.(Измененная редакция, Изм. N 2, 3, 5).
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл.1.По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл.2.(Измененная редакция, Изм. N 1, 3).
1.2. По длине трубы изготовляют от 4 до 12 м: мерной или кратной мерной длины с припуском на каждый рез по 5 мм и продольным отклонением на всю длину плюс 10 мм; немерной длины. По согласованию изготовителя с потребителем в партии немерных труб допускается до 5% труб длиной от 1,5 до 4 м.(Измененная редакция, Изм. N 3, 4).
Таблица 1
Размеры, мм
Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг | ||||
легких | обыкновенных | усиленных | легких | обыкновенных | усиленных | ||
6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
15 | 21,3 | 2,35 | - | - | 1,10 | - | - |
15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
20 | 26,8 | 2,35 | - | - | 1,42 | - | - |
20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Таблица 2
Размеры, мм
Условный проход | Наружный диаметр | Толщина стенки | Масса 1 м труб, кг |
10 | 16 | 2 ,0 | 0,69 |
15 | 20 | 2,5 | 1,08 |
20 | 26 | 2,5 | 1,45 |
25 | 32 | 2,8 | 2,02 |
32 | 41 | 2,8 | 2,64 |
40 | 47 | 3,0 | 3,26 |
50 | 59 | 3,0 | 4,14 |
65 | 74 | 3,2 | 5,59 |
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали, равной 7,85 г/см. Оцинкованные трубы тяжелее неоцинкованных на 3%.
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл.3.
Таблица 3
Размер труб | Предельное отклонение для труб точности изготовления | |
обычной | повышенной | |
Наружный диаметр с условным проходом: | ||
до 40 мм включ. | +0,4 мм -0,5 | ±0,4 мм |
свыше 40 мм | +0,8%-1,0 | ±0,8% |
Толщина стенки | -15% | - 10% |
Примечания:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.(Измененная редакция, Изм. N 3).
1.4. Предельные отклонения по массе труб не должны превышать +8%.По требованию потребителя предельные отклонения по массе не должны превышать:+7,5% - для партии;+10% - для отдельной трубы.(Измененная редакция, Изм. N 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включительно;1,5 мм - с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл.4.
Таблица 4
Условный проход, мм | Число ниток при условном проходе | Длина резьбы до сбега, мм | |
длинной | короткой | ||
6 | - | - | - |
8 | - | - | - |
10 | - | - | - |
15 | 14 | 14 | 9,0 |
20 | 14 | 16 | 10,5 |
25 | 11 | 18 | 11,0 |
32 | 11 | 20 | 13,0 |
40 | 11 | 22 | 15,0 |
50 | 11 | 24 | 17,0 |
65 | 11 | 27 | 19,5 |
80 | 11 | 30 | 22,0 |
90 | 11 | 33 | 26,0 |
100 | 11 | 36 | 30,0 |
125 | 11 | 38 | 33,0 |
150 | 11 | 42 | 36,0 |
1.7. Трубы с условным проходом 6, 8, 10,15 и 20 мм по требованию потребителя сматывают в бухты.
Примеры условных обозначений
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20х2,8 ГОСТ 3262-75
То же, с муфтой:
Труба M-20х2,8 ГОСТ 3262-75
То же, мерной длины, с резьбой:
Труба P-20х2,8-4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20х2,8 ГОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20х2,8-4000 ГОСТ 3262-75
Для труб под накатку резьбы в условном обозначении после слова "труба" указывается буква Н.Для труб с длинной резьбой в условном обозначении после слова "труба" указывается буква Д.Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П. (Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050.
2.2. По требованию потребителя на концах труб, подлежащих сварке, толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35°-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1-3 мм.По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1, 2.2. (Измененная редакция, Изм. N 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966, из расчета одна муфта на каждую трубу.(Измененная редакция, Изм. N 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.На торцах труб не допускаются расслоения.Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.(Измененная редакция, Изм. N 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.(Измененная редакция, Изм. N 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.(Измененная редакция, Изм. N 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.Допускается исправление отдельных неоцинкованных участков на 0,5% наружной поверхности трубы по ГОСТ 9.307.(Измененная редакция, Изм. N 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:2,4 МПа (25 кгс/см) - трубы обыкновенные и легкие;3,1 МПа (32 кгс/см) - трубы усиленные.По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.По требованию потребителя трубы должны выдерживать испытание на раздачу:для труб с условным проходом от 15 до 50 мм - не менее 7%;для труб с условным проходом 65 мм и более - не менее 4%.По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющенными поверхностями, равного 2/3 наружного диаметра труб.
2.8, 2.9. (Измененная редакция, Изм. N 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, классу точности В.Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10, 2.11. (Измененная редакция, Изм. N 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15%, а по требованию потребителя не превышает 10%.Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10% требуемой длины резьбы, а по требованию потребителя не превышает 5%.
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15% по сравнению с указанной в табл.4, а по требованию потребителя - до 10%.
2.12, 2.13. (Измененная редакция, Изм. N 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. N 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами. (Измененная редакция, Изм. N 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки стали и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050; химический состав и механические свойства стали - в соответствии с документом о качестве предприятия - изготовителя заготовки.Масса партии - не более 60 т.(Измененная редакция, Изм. N 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.Допускается применять статистические методы контроля по ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.________________* На территории Российской Федерации действует ГОСТ Р 50779.71-99.Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.(Измененная редакция, Изм. N 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1%, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, - две трубы от партии.(Измененная редакция, Изм. N 3, 4).
3.4. Контролю массы подвергают все трубы. (Измененная редакция, Изм. N 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100%-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.(Измененная редакция, Изм. N 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.(Измененная редакция, Изм. N 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.Испытание на растяжение проводят по ГОСТ 10006. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.(Измененная редакция, Изм. N 3, 6).
4.2. Осмотр поверхности труб проводят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают до нанесения покрытия.(Измененная редакция, Изм. N 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.Допускается проведение испытания на оправке с углом конусности 30°.(Измененная редакция, Изм. N 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695.(Измененная редакция, Изм. N 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативной документации.(Введен дополнительно, Изм. N 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типов МТ-41НЦ, МТЗОН или типа "Импульс" по нормативной документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.(Измененная редакция, Изм. N 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НД. (Измененная редакция, Изм. N 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160х100 мм класса 3 по ГОСТ 3749, пластинчатыми щупами набора 4 по НД или угломером по ГОСТ 5378. Угол скоса фаски контролируют угломером по ГОСТ 5378.(Измененная редакция, Изм. N 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, калибрами-скобами по ГОСТ 2216 или ГОСТ 18360.Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенкомером по ГОСТ 11358 с обоих концов трубы.Длину труб измеряют рулеткой по ГОСТ 7502. Резьбу контролируют калибрами по ГОСТ 2533.Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.(Измененная редакция, Изм. N 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.(Введен дополнительно, Изм. N 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692 с дополнением.
5.1.1. Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативной документации.Разд.5. (Измененная редакция, Изм. N 3).
Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2007
docs.cntd.ru
Оцинкованная ВГП труба по ГОСТ 3262-75 (Водогазопроводная труба)
Оцинкованная ВГП труба по ГОСТ 3262-75 – это достаточно известная и востребованная разновидность трубопроката, которая имеет цинковое покрытие, дающее изделию достойную антикоррозийную прочность.
ВГП труба изготавливается по ГОСТ 3262-75 из стали высочайшего качества. Средняя длина изделий – 4-13 метров. По желанию заказчика, его можно создать и больше установленной длины.
Трубы стальные ВГП ГОСТ 3262-75

Оцинкованная стальная ВГП труба – это трубопрокат повышенной точности, который используется, в основном, в качестве газопроводных и водопроводных конструкций.
ГОСТ 3262-75 устанавливает технические требования и стандарты, по которым изготавливаются трубной ВГП прокат. Но каждый стандарт предусматривает возможные отклонения от норм. К примеру, возможное предельное отклонение по массе не может превышать 8%.
Сортамент водогазопроводных стальных труб с оцинкованный покрытием разделяется на 2 категории.
| Разновидность длин ВГП труб | |
| Мерной длины с резьбой | Немерной длины с муфтой. |
Преимущества оцинкованных ВГП труб по ГОСТ 3262-75:
Данные изделия значительно превосходят прочность металлических изделий, а если сравнивать с трубами из углеродистого металла, то имеют высокую устойчивость к коррозии.
Специалисты компании «Металл-сервис» с уверенностью гарантируют высочайшее качество и долговечность данного трубопроката.
Методы оцинковки

Оцинкованная ВГП труба по ГОСТ 3262-75 покрывается двумя способами. При горячей оцинковке трубопрокат окунают в цинковый расплав, после чего ей дают остыть, по итогу чего образуется пленка. При электрохимической оцинковке применяется цинковый раствор. Но недостатком такого метода можно назвать то, что токсичный электролит, используемый в данном методе, нуждается в уничтожении.
Технические требования по ГОСТ 3262-75

Согласно данному стандарту, изделия выпускаются длиной 4-13 метров и наружным диаметром 10,2-166 мм. По желанию заказчика, трубы могут быть с диаметром до 20 мм и необходимой длины.
Способ выбирается с учетом толщины стенки изделий. Для сварки подходят изделия с толщиной от 5 мм.
Легкие и обыкновенные оцинкованные ВГП трубы используются в сферах с давлением 2,4 МПа, усиленные – 3,1МПа.
Вся поверхность изделий покрывается цинковым покрытием толщиной не меньше 30 мкм. Отсутствовать он может на торце. Допускается «наплыв» цинка в некоторых местах, шероховатость, а также следы от подъемного оборудования.
Изготовленные изделия подвергаются проверке различными методами.
Методы испытаний

В случае, когда изделие имеет условной проход не больше 40 мм, то оно выдерживает испытание на изгиб (метод горячего окунания), проходящее вокруг оправки с внешним диаметром 2,5 мм.
Существует еще более серьезное испытание – это испытание на раздачу (метод погружения), которое выражается в процентах. С его помощью можно определить, насколько труба имеет возможность расширяться до появления трещин. При условном проходе 15-50 мм, значение этого показателя обычно больше 7%, а с проходом больше 65 мм – меньше 4%.
«Описанные методы подходят только для оцинкованной ВГП трубы по ГОСТ 3262-75. Ведь разрушение оцинкованного слоя покрытия трубы лишит его многих качественных характеристик.»
Сортамент водогазопроводных стальных труб

Все ВГП трубы изготавливаются по стандарту ГОСТ. В этой таблице представлены установленные размеры для производства водогазопроводных изделий. Каждый завод-изготовитель ориентируется именно на них.

А теперь давайте узнаем, где применяется данный металлопрокат.
Применение оцинкованной ВГП трубы по ГОСТ 3262-75

Оцинкованная ВГП труба по ГОСТ 3262-75 применяется для прокладки внутренних коммуникаций в жилых и производственных объектах, а также их отопления.
Такие изделия востребованы в авиационной, судостроительной промышленности, а также в гражданском строительстве.
Оцинкованные изделия, включая ВГП трубы по ГОСТ 3262-75 будут популярны еще на протяжении многих лет. Это благодаря тому, что металл имеет качества, такие как:
По сравнению с другими видами трубопроката, оцинкованная ВГП труба по ГОСТ 3262-75 имеет большое преимущество. Изделие совершенно не подвергается появлению ржавчины, а стенки её — гладкие. По качественным характеристикам, изделие обладает высокими механическими свойствами. Ей невозможно случайно нанести повреждения. При этом, изделие можно использовать в любых погодных условиях, так как она термоустойчива. Для данного вида обычно используют метод сварки или резьбового соединения.
Но вот монтаж оцинкованных ВГП труб по ГОСТ 3262-75 должен выполнять специалист. Чтобы получить соединение без протечек, необходимы знания и опыт.
Купить оцинкованные ВГП трубы
«Металл-Сервис» предлагает купить оцинкованные ВГП трубы высокого качества от проверенных поставщиков. Мы гарантируем, что все изделия будут полностью соответствовать установленным стандартам ГОСТ.
Наши сотрудники отличаются особым профессионализмом. Поэтому если у Вас есть какие-либо вопросы по металлопрокату – Звоните! Менеджеры компании с радостью расскажут Вам, что такое оцинкованная ВГП труба по ГОСТ 3262 75 и где она применяется.
metallservice24.com
Трубы стальные водогазопроводные. Технические условия / Водоснабжение и канализация / Законодательство
ГОСТ 3262-75
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
Технические условия
Water-supply and gas-supply steel pipes. Specifications
МКС 23.040.10
ОКП 138500, 138501
Дата введения 01.01.77
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ В. И. Стружок, канд. техн. наук; В. М. Ворона, канд. техн. наук; Ю. М. Миронов, канд. техн. наук; А. И. Постолова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.09.75 № 2379
3. ВЗАМЕН ГОСТ 3262-62
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9.301-86 |
4.5 |
ГОСТ 7502-98 |
4.9 |
|
ГОСТ 9.302-88 |
4.5 |
ГОСТ 8026-92 |
4.7 |
|
ГОСТ 9.307-89 |
2.7 |
ГОСТ 8694-75 |
4.4а |
|
ГОСТ 380-94 |
2.1 |
ГОСТ 8695-75 |
4.4б |
|
ГОСТ 1050-88 |
2.1, 2.10, 3.1 |
ГОСТ 8944-75 |
2.3 |
|
ГОСТ 2216-84 |
4.9 |
ГОСТ 8954-75 |
2.3 |
|
ГОСТ 2533-88 |
4.6, 4.9 |
ГОСТ 8965-75 |
2.3 |
|
ГОСТ 3728-78 |
4.4 |
ГОСТ 8966-75 |
2.3 |
|
ГОСТ 3749-77 |
4.8 |
ГОСТ 10006-80 |
4.1 |
|
ГОСТ 3845-75 |
4.3 |
ГОСТ 10692-80 |
3.1, 5.1 |
|
ГОСТ 5378-88 |
4.8 |
ГОСТ 11358-89 |
4.9 |
|
ГОСТ 6357-81 |
2.11 |
ГОСТ 18242-72 |
3.2 |
|
ГОСТ 6507-90 |
4.9 |
ГОСТ 18360-93 |
4.9 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 12.11.91 № 1726
6. издание 2005 г. с Изменениями № 1, 2, 3, 4, 5, 6, утвержденными в ноябре 1977 г., декабре 1978 г., январе 1987 г., мае 1988 г., ноябре 1989 г., ноябре 1991 г. (ИУС 1-78, 2-79, 4-87, 8-88, 2-90, 2-92)
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
(Измененная редакция, Изм. № 3, 5).
1. СОРТАМЕНТ
1.1. Трубы изготовляют по размерам и массе, приведенным в табл. 1.
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют по размерам и массе, приведенным в табл. 2.
(Измененная редакция, Изм. № 1, 3).
1.2. По длине трубы изготовляют от 4 до 12 м:
мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину плюс 10 мм;
немерной длины.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб длиной от 1,5 до 4 м.
(Измененная редакция, Изм. № 3, 4).
Таблица 1
|
Условный проход |
Наружный диаметр |
Толщина стенки труб |
Масса 1 м труб, кг |
||||
|
легких |
обыкновенных |
усиленных |
легких |
обыкновенных |
усиленных |
||
|
6 |
10,2 |
1,8 |
2,0 |
2,5 |
0,37 |
0,40 |
0,47 |
|
8 |
13,5 |
2,0 |
2,2 |
2,8 |
0,57 |
0,61 |
0,74 |
|
10 |
17,0 |
2,0 |
2,2 |
2,8 |
0,74 |
0,80 |
0,98 |
|
15 |
21,3 |
2,35 |
- |
- |
1,10 |
- |
- |
|
15 |
21,3 |
2,5 |
2,8 |
3,2 |
1,16 |
1,28 |
1,43 |
|
20 |
26,8 |
2,35 |
- |
- |
1,42 |
- |
- |
|
20 |
26,8 |
2,5 |
2,8 |
3,2 |
1,50 |
1,66 |
1,86 |
|
25 |
33,5 |
2,8 |
3,2 |
4,0 |
2,12 |
2,39 |
2,91 |
|
32 |
42,3 |
2,8 |
3,2 |
4,0 |
2,73 |
3,09 |
3,78 |
|
40 |
48,0 |
3,0 |
3,5 |
4,0 |
3,33 |
3,84 |
4,34 |
|
50 |
60,0 |
3,0 |
3,5 |
4,5 |
4,22 |
4,88 |
6,16 |
|
65 |
75,5 |
3,2 |
4,0 |
4,5 |
5,71 |
7,05 |
7,88 |
|
80 |
88,5 |
3,5 |
4,0 |
4,5 |
7,34 |
8,34 |
9,32 |
|
90 |
101,3 |
3,5 |
4,0 |
4,5 |
8,44 |
9,60 |
10,74 |
|
100 |
114,0 |
4,0 |
4,5 |
5,0 |
10,85 |
12,15 |
13,44 |
|
125 |
140,0 |
4,0 |
4,5 |
5,5 |
13,42 |
15,04 |
18,24 |
|
150 |
165,0 |
4,0 |
4,5 |
5,5 |
15,88 |
17,81 |
21,63 |
Таблица 2
|
Условный проход |
Наружный диаметр |
Толщина стенки |
Масса 1 м труб, кг |
|
10 |
16 |
2,0 |
0,69 |
|
15 |
20 |
2,5 |
1,08 |
|
20 |
26 |
2,5 |
1,45 |
|
25 |
32 |
2,8 |
2,02 |
|
32 |
41 |
2,8 |
2,64 |
|
40 |
47 |
3,0 |
3,26 |
|
50 |
59 |
3,0 |
4,14 |
|
65 |
74 |
3,2 |
5,59 |
Примечания:
1. Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
2. Масса 1 м труб подсчитана при плотности стали равной 7,85 г/см3. Оцинкованные трубы тяжелее неоцинкованных на 3 %.
1.3. Предельные отклонения по размерам труб не должны превышать указанных в табл. 3.
Таблица 3
|
Размеры труб |
Предельные отклонения для труб точности изготовления |
|
|
обычной |
повышенной |
|
|
Наружный диаметр с условным проходом: |
||
|
до 40 мм включ. |
+ 0,4 мм |
±0,4 мм |
|
- 0,5 мм |
||
|
Свыше 40 мм |
+ 0,8 % |
±0,8% |
|
- 1,0 % |
||
|
Толщина стенки |
- 15 % |
- 10 % |
Примечания:
1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе труб.
2. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
(Измененная редакция, Изм. № 3).
1.4. Предельные отклонения по массе труб не должны превышать + 8 %.
По требованию потребителя предельные отклонения по массе не должны превышать:
+ 7,5 % - для партии;
+ 10 % - для отдельной трубы.
(Измененная редакция, Изм. № 2, 5).
1.5. Кривизна труб на 1 м длины не должна превышать:
2 мм - с условным проходом до 20 мм включ.;
1,5 мм - с условным проходом свыше 20 мм.
1.6. Резьба на трубах может быть длинной или короткой. Требования к резьбе должны соответствовать указанным в табл. 4.
Таблица 4
|
Условный проход, мм |
Число ниток при условном проходе |
Длина резьбы до сбега |
Условный проход, мм |
Число ниток при условном проходе |
Длина резьбы до сбега |
||
|
длинной |
короткой |
длинной |
короткой |
||||
|
6 |
- |
- |
- |
50 |
11 |
24 |
17,0 |
|
8 |
- |
- |
- |
65 |
11 |
27 |
19,5 |
|
10 |
- |
- |
- |
80 |
11 |
30 |
22,0 |
|
15 |
14 |
14 |
9,0 |
90 |
11 |
33 |
26,0 |
|
20 |
14 |
16 |
10,5 |
100 |
11 |
36 |
30,0 |
|
25 |
11 |
18 |
11,0 |
125 |
11 |
38 |
33,0 |
|
32 |
11 |
20 |
13,0 |
150 |
11 |
42 |
36,0 |
|
40 |
11 |
22 |
15,0 |
||||
(Измененная редакция, Изм. № 3).
1.7. Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают в бухты.
Примеры условных обозначений
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20´2,8 ГОСТ 3262-75
То же, с муфтой:
Труба М-20´2,8 ГОСТ 3262-75
То же, мерной длины, с резьбой:
Труба Р-20´2,8 - 4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20´2,8 ГОСТ 3262-75
То же, с цинковым покрытием, мерной длины, с резьбой:
Труба Ц-Р-20´2,8 - 4000 ГОСТ 3262-75
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
(Измененная редакция, Изм. № 1, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35°-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см2) - трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см2) - трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см2).
(Измененная редакция, Изм. № 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм - на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм - не менее 7 %;
для труб с условным проходом 65 и более - не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2/3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050.
(Измененная редакция, Изм. № 3).
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
(Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя - до 10 %.
2.12, 2.13 (Измененная редакция, Изм. № 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
(Измененная редакция, Изм. № 3).
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050; химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии - не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
___________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, - две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100%-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают до нанесения покрытия.
4.3, 4.4 (Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Допускается проведение испытания на оправке с углом конусности 30°.
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
(Измененная редакция, Изм. № 3, 4, 6).
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НТД.
(Измененная редакция, Изм. № 3).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160´100 мм класса 3 ГОСТ 3749, пластинчатыми щупами набора 4 по НТД или угломером ГОСТ 5378. Угол скоса фаски контролируют угломером по ГОСТ 5378.
(Измененная редакция, Изм. № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, калибрами-скобами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенкомером по ГОСТ 11358 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502. Резьбу контролируют калибрами по ГОСТ 2533.
Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование и хранение проводят по ГОСТ 10692 с дополнением.
5.1.1. Резьба труб должна быть защищена от механических повреждений и коррозии смазкой по нормативно-технической документации.
Разд. 5. (Измененная редакция, Изм. № 3).
www.estateline.ru
Труба вгп гост, труба вгп гост 3262, труба вгп 3262, труба стальная гост 3262, трубы водогазопроводные гост
Трубы ВГП (водогазопроводные) соответствуют ГОСТ 3262-75, ГОСТ 380-88 и ГОСТ 1050-8. Труба ВГП ГОСТ 3262-75 используется для транспортировки горячей и холодной воды и газа. Рабочее давление в трубах должно составлять не более 25 МПа.
Труба стальная водогазопроводная ГОСТ имеет как бытовое, так и промышленное назначение. Труба стальная гост 3262 широко применяется в строительстве и коммунальном хозяйстве – для бытового водо- и газопровода, бытового отопления. Цены на трубу ВГП ГОСТ достаточно демократичны, что обуславливает ее широкое применение в строительстве и промышленности.
Компания «Регионметпром» поставляет стальные водогазопроводные трубы, произведенные на ведущих российских предприятиях. ДУ (условный диаметр труб) составляет от 15 до 100 мм. Водогазопроводные трубы повышенного уровня точности снабжены маркировкой «П». Диаметры труб с таким обозначением имеют повышенную точность.
Мерная длина труб составляет от 4 до 12 мм. Другие варианты длины труб для газопроводов и водопроводов – немерная длина и длина, кратная мерной.
.jpg)
Труба водогазопроводная ГОСТ 3262-75
Данный ГОСТ определяет сортамент труб ВГП, изготовленных из стали.
Труба ВГП, соответствующая ГОСТ 3262, может быть оцинкованной и неоцинкованной, или черной. По толщине стенок трубы подразделяются на легкие, обыкновенные и усиленные. Также трубы выпускаются с нарезанной или накатанной резьбой или без резьбы.
Труба ВГП может быть как черной (стальная без покрытия), так и оцинкованной. Оцинкованное покрытие наносится для противостояния коррозии и увеличивает долговечность водогазопроводной трубы. Согласно стандартам ГОСТа, толщина оцинковки должна быть не менее 30 мкм. На торцах трубы допускается отсутствие слоя покрытия. Изделие после цинкования должно соответствовать техническим требованиям. Не должно быть пузырчатости, посторонних включений, отслаивания покрытия. Изделия с этими недостатками считаются бракованными. Оцинкованные трубы весят больше, чем черные трубы аналогичного диаметра в среднем на 3%.
Диаметр и масса трубы водогазопроводной ГОСТ 3262 75
.jpg)
Преимущества труб стальных ГОСТ 3262
На многих участках трасс, например, при открытой прокладке могут применяться только стальные трубы. Поэтому стальные трубы ВГП, несмотря на появление труб из новых, современных материалов, до сих пор незаменимы при прокладке водопровода и газопровода.
Технические условия определяют жесткие требования к прокладке газопроводных труб – они не должны изготавливаться из пластика.
Монтаж труб ВГП традиционно осуществляется двумя способами:
Компания «Регионметпром» предлагает широкий сортамент труб ВГП, соответствующих ГОСТам. Наша компания более десяти лет работает на рынке трубного проката и является официальным дилером ЗАО «Торговый Дом «ТМК» в Уральском Федеральном округе. Продукция имеет все необходимые лицензии и сертификаты. Многолетние связи с заводами-изготовителями позволяют поддерживать постоянный ассортимент продукции на складах.
www.regionmetprom.ru
Труба ВГП ГОСТ 3262 75: особенности стандарта
Трубы категории ВГП – это группа водогазопроводных труб, изготовленных из стали. Причем, существуют оцинкованные и неоцинкованные варианты. Трубы пустотелые, цилиндрической формы, имеющие продольный сварной шов.
Категория имеет три варианта толщины стенок — толстостенные, средние и тонкостенные. Ассортимент такого характера дает возможность использовать трубы, подходящие конкретно к данному проекту, в котором они используются.
Параметры изделий

Трубы ВГП
Название говорит само за себя – труба данного типа может быть использована как в водопроводных системах, так и в магистралях, проводящих газ. В принципе – ВГП труба считается универсальным вариантом для многих областей применения.
Стандартные трубы имеют длину отрезков от 4 м до 12 м. Причем, есть возможность выбора материала – без резьбы, или с цилиндрической, либо накатанной резьбой на концах. Причем, трубная резьба может быть короткой или длинной – все зависит от нюансов в использовании.

Резьбовые трубы
Обычно труба ВГП имеет три категории прочности:
Категория прочности почти напрямую зависит от толщины стенок самой трубы. Дело в том, что для разных целей используются трубы различной степени прочности.
Обратите внимание!
Для горячего водоснабжения потребуется ВГП труба с толстыми стенками, для холодного можно использовать вариант со средними показателями.
Для газопроводных систем прекрасно подойдут трубы с тонким профилем, так как газ не является веществом, быстро разрушающим проводящие его системы.
Вообще, трубы как материал выбираются в соответствии с областью применения. Зачастую, стремясь сэкономить, пользователь выбирает самый недорогой вариант. И, как следствие, платит дважды за ремонт или замену магистрали до срока ее предполагаемой годности.
Стандарты и области применения материалов

Параметры труб ВГП
Как и на любой строительный материал, на трубы существуют определенные правила и стандарты.
Характеристики изделий
Так, ВГП труба имеет не только определенные характеристики, ее параметры соответствуют стандарту, называемому ГОСТом. В данном случае мы рассматриваем марку 3262-75.
Подробнее о характеристиках трубы данного типа:
Обратите внимание!
Допустимы небольшие отклонения в утолщении, оно ограничено массой труб.
Трубы данной категории идеально подходят для применения, как в водопроводных, так и в газопроводных системах.
Системы отопления и газоснабжения будут прекрасно работать с трубами этого ГОСТа.
Что касается веса, то допустимыми считаются отклонения по массе материала, не превышающие 8%. Причем, вес партии материала не должен превышать норму веса после 7,5%, а вес конкретной трубы после 10%. Отклонения от этих норм считаются недопустимыми.
Далее, что касается кривизны, то ВГП трубы ГОСТ 3262 75 допускаются к стандартам, если кривизна отрезка не превышает 2 мм на каждый метр длины. Условный проход в этом случае не должен превышать 2 мм на каждые 20 мм и 1.5 мм на фрагмент свыше 20 мм.
Обычно, трубы ВГП ГОСТ 3262 75 имеют проход 6, 8, 10, 15, 20 мм.
Применение труб с покрытием и без него
По пожелание заказчика, осуществляется продажа и доставка труб оцинкованной или неоцинкованной категории. Стоит заметить, что для магистралей, предназначенных для проводки горячей или холодной воды, желательно использовать трубы из нержавеющей стали с оцинкованной поверхностью.
Хоть такие трубы тяжелее неоцинкованных, примерно на 3%, покрытие дает прекрасный результат при прохождении жидкостей по магистрали. Труба не ржавеет, и срок ее службы продлевается в разы.
Достоинства труб ВГП
Как вы поняли, стандартные ВГП трубы ГОСТ 3262 75 имеют широкий спектр применения. Наличие как минимум трех типов этого вида дает возможность применять их практически во всех областях трубопроводов. Причем, есть возможность выбора категории для вида магистрали, с богатым подбором типа труб для ее монтажа.
o-trubah.ru
описание, применение, фото – стальные трубы
Водогазопроводная труба еще долгое время будет изготавливаться из стали. Альтернативные варианты – металлопластиковые водоводы, керамические, могут применяться лишь на определенных участках: локальные водопроводы, безнапорная канализация, коммуникация внутри здания. Однако при надземном монтаже трубопровод подвергается слишком сильному воздействию погодных факторов. Это исключает применение пластиковых или других изделий.

Трубы ГОСТ 3262-75
Характеристики ВГП
Водогазопроводные трубы изготавливаются из стальных заготовок – штрипсов, методом формовки. Края заготовки завариваются. Шов используется усиленный. Исследование шва является первой задачей контроля качества, так как он представляет собой место повышенного риска. Согласно ГОСТ 3262-75 для определения качества используется рентгенография.

Водогазопроводные трубы, как правило, изготавливаются прямошовными, так как для этих изделий более важным качеством является стойкость к внутреннему давлению, а не сопротивляемость внешним нагрузкам. На фото – газовый трубопровод.
Преимущества:

Недостатки:

Параметры ВГП
Размеры и возможные отклонения регулируются ГОСТ 3262-75.
Так как речь идет о водопроводных трубах, то вместо величины внутреннего диаметра используется такой показатель, как условный проход. Приводится он как в дюймах, так и в мм.
Разновидности продукции
Разный способ укладки трубопровода и разные условия эксплуатации предполагают отличные друг от друга технические характеристики. Прокат выпускает несколько модификаций.

Классификация по материалу
Сырьем при изготовлении водогазопроводных труб выступает углеродистая сталь различных марок. При этом ГОСТ 3262-75 регламентируется два вида продукции:
По сути оба вида водогазопроводных труб изготавливаются из стали, но проходят разные уровни контроля. В итоге получают:
Форма выпуска
Труба водогазопроводная ГОСТ 3262-75 выпускается:
Стойкость к гидродавлению
Толщина стенок водогазопровода определяет прочность и стойкость к определенному гидравлическому давлению. Классификация такова:

trubygid.ru
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
Название англ.: Water-supply and gas-supply steel pipes. SpecificationsСодержание госта: Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций
Похожие документы
znaytovar.ru