- в процессе сверления возникает скрип и свист;
- инструмент нагревается гораздо быстрее, чем обычно;
- качество отверстия получается низким – имеются зазубрены и заусенцы;
- стружка выходит только из одной спиральной канавки (этот признак может свидетельствовать еще и о неправильной заточке).
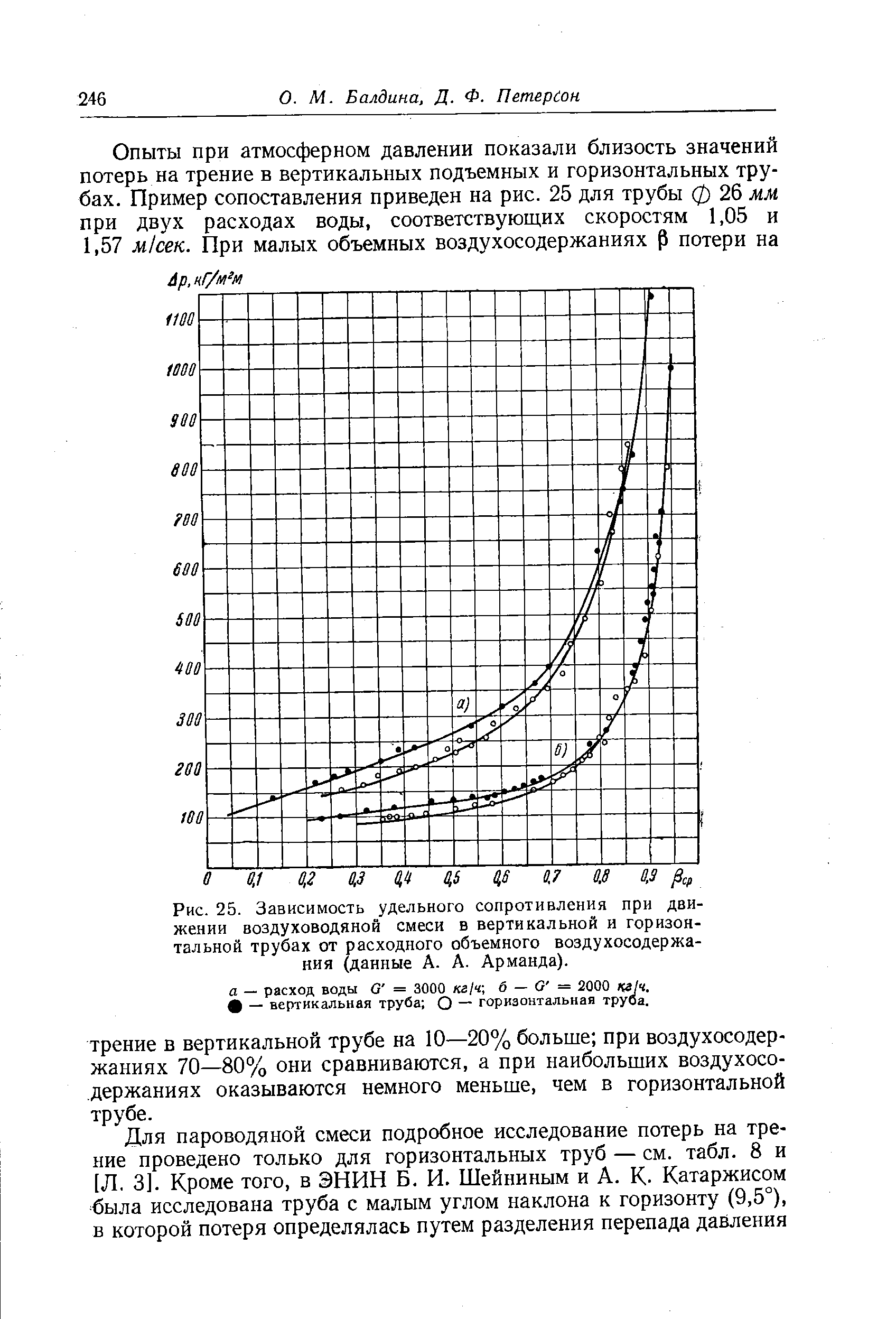
- режущая часть (режущая кромка), образующаяся схождением поверхности канавки и задней поверхности;
- передняя поверхность, которая располагается под режущей кромкой;
- задняя поверхность, которая располагается за кромкой:
- перемычка, расположенная между двумя задними поверхностями.
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
- 1. Болгарка кладется на горизонтальную плоскость диском вверх, чтобы диск тоже располагался горизонтально. Инструмент нужно крепко удерживать левой рукой, этой же рукой следует контролировать и кнопку питания.
- 2. Затем сверло надо поднести к диску и заточить, стараясь соблюдать заводские углы. Шлифмашинку при этом следует включать на минимальных оборотах.
- при сверлении стали, чугуна и твёрдых бронз угол 2φ равен 116 — 118º.
- при сверлении мягких бронз и латуней угол 2φ равен 130º.
- при сверлении силумина, алюминия или баббита угол 2φ равен 140º.
- при сверлении меди угол 2φ равен 125º.
- при сверлении целлулоида, эбонита и других пластиков угол 2φ равен 85-90º.
- когда мы затачиваем сверло, его кромка должна быть строго параллельна оси заточного станка, в идеале — рабочей поверхности заточного круга;
- в процессе заточки нельзя спешить и оказывать излишнее давление на кромку;
- каждая режущая кромка на каждом сверле должна быть такой же длины, как и противоположная;
- для каждого металла необходимо хотя бы примерно соблюдать свой угол заточки.
- древесина, алюминий и хрупкие материалы требуют заточки под углом 140 градусов;
- силуминовые сплавы, магниевые, а также пластики отлично сверлятся при заточке сверла под углом 90 градусов;
- для сверления меди применяют угол заточки 125 градусов;
- 120-130 градусов — оптимальный угол для сверления мягкой бронзы и латуни;
- для сверления стали, чугуна и твёрдой бронзы применяют угол 116-119 градусов.
- Сверло медленно и неравномерно погружается в материал обрабатываемой заготовки.
- При работе сверло быстро и сильно нагревается – чрезмерное трение и «жевание» металла вместо его резки вызывают существенное выделение тепловой энергии.
- Выполняемое сверление сопровождается сильным и крайне противным визжаще-скрипящим звуком.
- Законченные отверстия имеют рваные края и грубую, шероховатую внутреннюю поверхность.
- точильный станок с наждачным кругом
- электродрель, в патрон которой вставляется сверло и затачивается на абразиве
- шлифовальная машинка.
- одноплоскостной (задняя часть пера имеет одну плоскость)
- двухплоскостной (соответственно, две плоскости)
- конический (задняя часть является круговым конусом)
- цилиндрический (задняя поверхность представляет собой цилиндр постоянной или переменной кривизны)
- винтовой (спиральная задняя поверхность).
- Заточку всегда следует начинать с задней поверхности. Необходимо в несколько подходов, плотно прижимая обрабатываемую поверхность к точильному кругу и четко сохраняя требуемый угол, продолжать заточку до тех пор, пока задняя поверхность не приобретет требуемую форму.
- Для затачивания режущей части инструмент прижимают под углом 120°, для получения нужного угла между перемычкой и режущими поверхностями сверло необходимо вращать вокруг своей оси.
- Линия перемычки, играющей серьезную роль для качественной работы инструмента, при ее затачивании должна располагаться строго перпендикулярно к оси сверла – выполнить это не так просто, как может показаться с первого взгляда, и для аккуратного затачивания перемычки требуется некоторый опыт.
- Скруглившуюся форму ленточки можно попытаться исправить, сточив длину сверла на 1-2 см. Если эта мера не помогла, сверло признается негодным и требует замены на новое.
- оно должно быть симметричным относительно своей оси
- его плечи должны быть прямыми и равными по размеру – их различный размер при выполнении сверления уведет инструмент в сторону и даст отверстие большего диаметра
- режущая кромка должна быть выше, чем задняя поверхность
- углы плечей при вершине сверла должны быть равны
- угол между перемычкой и линией, соединяющей противоположные вершины режущих кромок, должен составлять 45°
- перемычка должна быть строго перпендикулярна оси сверла.
- при трении о заготовку раздается резкий скрип;
- стружка выходит мелкой крошкой, а не спиралью;
- во время сверления происходит сильный нагрев.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
- затачивающее устройство с абразивным кругом;
- шлифовальный прибор;
- электродрель с соответствующей насадкой.
- режущие части располагают идентичной длиной касательно оси сверла;
- углы заострения элементов не отличаются друг от друга.
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
- Габариты — 320×180×190 мм;
- Вес — 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
Как заточить сверло по металлу и какие углы заточки бывают? Угол заточки сверла для чугуна и стали
Как правильно заточить сверло по металлу в домашних условиях: угол заточки

Шуруповерты, дрели и перфораторы
Любые режущие насадки для дрели в процессе эксплуатации затупляются, что, собственно, не требует доказательств. Однако не спешите их выбрасывать, так как вернуть насадке первоначальную работоспособность можно путем заточки. Далее мы подробно расскажем, как это сделать.
1
Когда требуется заточка?Если свёрла по дереву могут эксплуатироваться длительное время и при этом оставаться острыми, то инструмент по металлу приходит в негодность очень быстро. Конечно, опытный мастер определяет тупое сверло на глаз или по первому же его соприкосновению с поверхностью металла. Если же вы новичок, определить потребность инструмента в заточке можно по следующим признакам:

Имейте в виду, что, работая тупым наконечником, вы подвергаете себя опасности, так оно может сломаться. При этом разлетающиеся его части способны причинить серьезную травму. Кроме того, сверло может "закусить". В такой ситуации, если дрель мощная или вы работаете на станке, деталь вырывает из рук, что зачастую тоже заканчивается травмой. Поэтому затягивать с заточкой или заменой наконечника ни в коем случае нельзя.
2
Основные параметры деталиЧтобы вы могли правильно заточить наконечник, прежде всего давайте рассмотрим основные его элементы, к которым относится:
В процессе эксплуатации насадки больше всего страдает режущая кромка, перемычка и задние поверхности. Поэтому восстановление инструмента происходит путем заточки задних поверхностей, к которым примыкаем режущая кромка и перемычка. Однако не все так просто: чтобы кромка вновь стала острой и образовалась четкая перемычка, углы заточки должны соответствовать значениям из таблицы:
| Вид угла | Значение в градусах |
| α (угол, угол между плоскостью задней поверхности и режущей кромкой) | 10 |
| γ (угол заточки режущей кромки) | 20 |
| 2ϕ (основной угол, образованный задними поверхностями, или угол при вершине) | 116 градусов /- 30 градусов |
Соблюдение этих значений позволит режущей кромке всегда первой соприкасаться с поверхностью обрабатываемой детали, что обеспечит максимальную эффективность инструмента. От угла при вершине зависит длина режущей кромки. Его соблюдение позволит стружке хорошо укладываться в канавку и выходить наружу. Если же сделать угол более острым, увеличится ширина срезаемой полоски, в результате чего стружка забьет канавку и перестанет удаляться из отверстия со всеми вытекающими последствиями. Слишком же тупой угол снизит эффективность сверла.
3
Затачиваем на точильном станкеЗаточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.

Оптимальная частота вращения точильного круга составляет полторы тысячи оборотов в минуту.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:

Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.

Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
В процессе заточки образуется большое количество искр, поэтому для выполнения этой операции обязательно наденьте защитные очки.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз. Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.

После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Подводить затачиваемый инструмент к рабочей поверхности точила необходимо плавно, чтобы не возникало удара.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
4
Нет заточного станка – болгарка на все случаи жизниЕсли у вас нет заточного станка, но при этом срочно понадобилось заточить сверло, можно воспользоваться болгаркой (УШМ). Но имейте в виду, что шлифмашинка – это один из самых опасных ручных электроинструментов. Нарушение техники безопасности при работе с ним приводит к серьезным увечьям, а иногда и летальному исходу. Поэтому если опыта работы с УШМ у вас нет, лучше не пытаться сэкономить, а купить новую насадку.

Если вы все же приняли решение точить сверла болгаркой, используйте для этих целей исключительно торцевой лепестковый круг. Кроме того, желательно, чтобы сама болгарка была небольшой, т.е. маломощной. Процесс заточки выглядит следующим образом:
Недостаток такого метода заключается в том, что заточка осуществляется "на глаз", поэтому если раньше сверла по металлу вы не затачивали, лучше от такого способа отказаться. Неумелыми действиями можно еще больше испортить инструмент.
5
Используем приспособление – когда теория не нужнаСамый простой способ заточить сверло по дереву или металлу, который не требует от вас никаких умений и знаний – это использовать специальное приспособления для дрели или шуруповерта. Устройство представляет собой насадку с отверстиями разных диаметров.

Для заточки нужно надеть на электроинструмент насадку, затем вставить инструмент в отверстие, соответствующее его диаметру, и повернуть до упора. Специальные пазы зафиксируют сверло в рабочем положении. Имейте в виду, что крайне важно правильно расположить сверло в отверстии, так как только в этом случае задняя поверхность будет обрабатываться под правильным углом. После установки сверла нужно включить электроинструмент и подождать некоторое время, пока заточится одна его сторона. Затем затачиваемый инструмент нужно повернуть на 180 градусов и повторить процедуру.
Недостаток приспособления заключается в том, что имеется ограничение по диаметру. Минимальный диаметр сверла, которое можно заточить составляет 3–3,5 мм, а максимальный – 10 мм. Как правило, шаг диаметра составляет 5 мм. Однако для бытовых целей этого вполне достаточно. Стоимость такого приспособления находится в пределах от 600 до 4000 рублей, в зависимости от производителя. Наиболее дорогими являются изделия от немецкого производителя Bosch.
6
Несколько слов о ремонте сверл по бетонуВсе вышеописанные способы заточки относятся к инструменту по металлу и по дереву. Однако сверло с наконечником из победита тоже может затупиться. При этом оно проявляет себя так же, как и инструмент по металлу – плохо сверлит, быстро перегревается и издает при работе неприятный высокочастотный звук. Надо сказать, что принцип заточки победитовых сверл примерно такой же, как и для инструмента по металлу, однако имеются некоторые важные нюансы.
Прежде всего нужно измерять высоту режущей части затупленного инструмента. Затачивать сверла имеет смысл, если высота составляет не менее 7-10 мм. Если же высота меньше, добиться качественного результата не получится, поэтому выгодней приобрести новую насадку. Для заточки нам понадобится круг с алмазным напылением. Имейте в виду, что твердосплавный наконечник не терпит высоких температур. Поэтому работать необходимо на минимальных оборотах.

Чтобы заточить твердосплавное сверло правильно, вначале нужно подправить кромки наконечника, которые первыми "слизываются" в процессе работы по бетону. Углы кромок напайки должны быть ровными, т.е. под 90 градусов. Затем затачиваются задние поверхности до самой напайки, как показано на фото выше. Если твердосплавная напайка сточилась до стали, необходимо подточить переднюю часть. В противном случае мягкая сталь будет выходить на поверхность режущей кромки, соответственно никакой эффективности и качества сверления в таком случае от инструмента не добиться.
Чтобы заточить победитовое сверло и при этом не перегреть его, в процессе работы используйте охлаждающую жидкость – воду или машинное масло.
Как и при обработке любых других сверл обязательно следите за симметричностью. Режущие стороны должны быть одного размера. Если центр оси сместится, то снизится эффективность инструмента, кроме того, отверстия будут получаться неровными. Существует также еще одно важное правило – чем тверже наконечник, тем острее должен быть угол при вершине. Для победитовых напаек этот угол должен составлять 170 градусов.
Вот, собственно, и все, что необходимо знать для самостоятельной заточки сверл.
obustroen.ru
заточка свёрл
Сверло по металлу является самым распространённым инструментом в любой мастерской, а правильная заточка свёрл позволяет производить сверление легко и быстро, даже если обрабатываемый материал довольно твёрдый. В этой статье, больше рассчитанной на новичков, будет описано почти всё, что связано с правильной заточкой и доводкой сверла по металлу, а так же полезные приспособления, которые ощутимо облегчат эту операцию.
Мало кто знает, что спиральное сверло является более сложным инструментом, чем токарный резец. И каждого уважающего себя мастера в арсенале имеется большое количество спиральных свёрл разного диаметра и длины и все они будут бесполезны, если они не будут правильно заточены. Особенно это важно при сверлении металлов и сплавов, ведь просверлить древесину, какой то пластик, или другой мягкий материал возможно и подзатупившимся сверлом, а с металлами такой фокус не получится.
К тому же заточенное сверло при сверлении древесины может не тупиться достаточно долгое время, а при сверлении металлов и сплавов свёрла приходится постоянно подтачивать и содержать в безукоризненном состоянии. Иначе при сверлении тупым сверлом придётся прилагать большое усилие, а толку всё равно не будет и кончик сверла попросту сгорит. Да и вообще любой опытный мастер отлично знает ощутимую разницу при сверлении тупым и острым сверлом.
Правильно заточенное сверло отлично врезается в металлы и сплавы, даже довольно твёрдые. Но если сверло используется часто, а сплав довольно твёрдый, то даже остро заточенное сверло с каждой минутой будет вгрызаться в материал все медленнее, а усилие давления на инструмент придётся прилагать все сильнее.
С какой скоростью затупится остро заточенное спиральное сверло зависит от нескольких факторов: от твёрдости или вязкости просверливаемого материала, скорости подачи (силы давления), от оборотов шпинделя сверлильного станка или дрели, от состава применяемой смазочно-охлаждающей жидкости (СОЖ) и других причин и нюансов.
И если даже один из выше перечисленных факторов окажется неблагоприятным, то острота спирального сверла измеряется минутами. Ну и если необходимо сверлить довольно много отверстий одного диаметра одним сверлом, да ещё и обрабатываемый материал довольно твёрдый, то заточку сверла придётся делать довольно часто, иначе работа превратится в мучение, ну или придётся сделать запас из нескольких новых сверл нужного диаметра, а это лишние затраты.
Поэтому каждый уважающий себя и свой кошелёк мастер, должен уметь затачивать спиральные свёрла правильно. А вот как это сделать и с помощью чего, и будет рассмотрено в этой статье.
О том, что сверло начало тупиться подскажет скрипящий звук, к тому же при этом возрастает усилие, которое нужно сделать на инструмент, чтобы он хоть как то продолжал работать. Но всё же лучше прекратить работу, иначе чем дальше, тем количество выделяемого тепла будет больше, а процесс износа инструмента (его режущих кромок) будет быстрее. К тому же чем больше износятся режущие кромки (грани) сверла, тем сложнее и дольше их восстанавливать.
И процесс затупления возникает с самых краёв углов режущих кромок спирального сверла, так как края режущих кромок не только вгрызаются в материал при сверлении, но ещё и испытывают трение от постоянного соприкосновения с стенками уже просверленного отверстия. Да и скорость резания на краях гораздо больше, чем у центра. Если вовремя не прекратить работу для заточки сверла, то затупление постепенно распространится от краёв на всю поверхность режущих кромок и восстановить их будет уже сложнее.
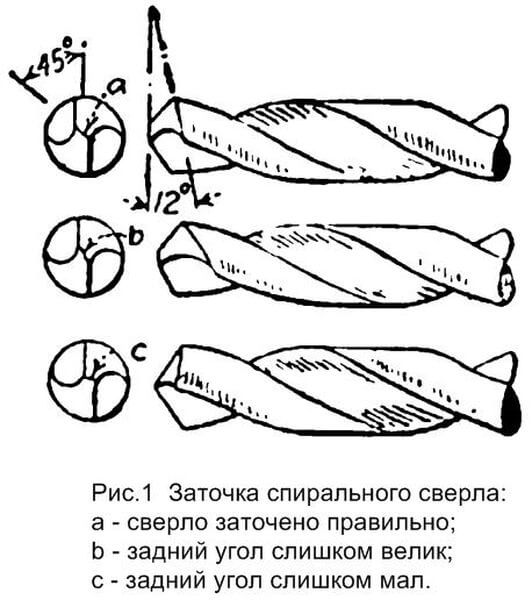
Геометрия спирального сверла.
Прежде чем перейти непосредственно к правильной заточке сверла, рассмотрим из чего состоит спиральное сверло и его геометрические параметры, так как ознакомившись с ними, новичкам будет гораздо легче производить правильную заточку свёрл.
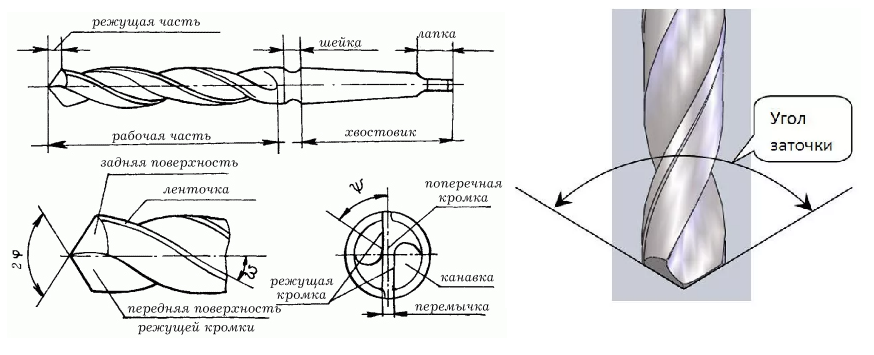
 Как было сказано выше, спиральное сверло — это довольно сложный инструмент, даже сложнее чем токарный резец. Как видно из рисунка 1 а спиральное сверло состоит из рабочей части, шейки и хвостовика. Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
Как было сказано выше, спиральное сверло — это довольно сложный инструмент, даже сложнее чем токарный резец. Как видно из рисунка 1 а спиральное сверло состоит из рабочей части, шейки и хвостовика. Хвостовик сверла может быть как коническим — конус Морзе, так и цилиндрическим и всё зависит от устройства шпинделя сверлильного станка или дрели.
На рабочей части сверла выполнены две винтовые (спиральные — отсюда и название) канавки, которые образуют два рабочих пера. Так же рабочая часть сверла имеет режущую и цилиндрическую направляющие части с двумя спиральными ленточками, которые обеспечивают направление и центровку сверла в просверливаемом отверстии.
Режущая часть сверла имеет две главные режущие кромки (см. рисунок 1), которые образуются пересечением задних и передних поверхностей и две главные режущие кромки выполняют основную работу резания материала. Также режущая часть имеет поперечную кромку (см. рисунок 1 справа внизу) на перемычке сверла.
Шейка сверла — это промежуточная часть, которая соединяет конический хвостовик и рабочую часть сверла. Шейка может и отсутствовать на спиральных свёрлах небольших диаметров, которые имеют обычный цилиндрический хвостовик.
Хвостовик сверла предназначен для крепления сверла в шпинделе сверлильного станка или в патроне станка или дрели, а также хвостовик служит для передачи крутящего момента от шпинделя (патрона) к рабочей части сверла. Как я отметил чуть выше, хвостовик может быть как коническим, для закрепления в коническом отверстии шпинделя сверлильного станка или в переходной конической втулке с конусом Морзе (об этом я уже писал в подробной статье про сверлильные станки вот тут). Или цилиндрическим, для закрепления в сверлильном патроне.
Лапка на хвостовике не позволяет сверлу провернуться в коническом отверстии шпинделя при больших нагрузках, а также лапка служит упором для выбивания сверла из конического отверстия шпинделя (выбивание производят с помощью клина).
Основные углы спирального сверла.
Основные углы показаны на рисунке 2.
Передний угол ϒ измеряют в плоскости, которая перпендикулярна к главной режущей кромке сверла (эта плоскость указана на рисунке ΙΙ — ΙΙ). Угол ϒ образуется касательной линией АМ, указанной на рисунке 2, к передней поверхности в точке А на режущей кромке и линией АК, которая перпендикулярна к поверхности резания в той же точке.
 В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
В разных точках режущей кромки передний угол имеет разные значения. Так если у периферии на наружном диаметре сверла угол имеет наибольшую величину в 20-30º, то при приближении к вершине сверла он уменьшается до величины, которая близка к нулю.
Задний угол α измеряется в плоскости, которая касательна к цилиндрической поверхности, ось которой совпадает с осью сверла ( плоскость указана на рисунке Ι — Ι). Задний угол α образуется касательной к задней поверхности в точке А на режущей кромке сверла и касательной в той же точке к поверхности резания.
Задние углы у спирального сверла разные для различных сечений по диаметру сверла. У периферии задние углы как правило меньше 6 — 8º, а у перемычки могут достигать 30º.
Угол наклона поперечной кромки ψ образован между проекциями поперечной кромки (см. рисунок 1 б) и главными режущими кромками на плоскость, которая перпендикулярна оси сверла.
Для того, чтобы повысить стойкость спирального сверла (свёрл) диаметром более 12 мм практикуют двойную заточку свёрл и при этом режущие кромки сверла имеют форму ломаной линии (см. рисунок 3). При этом основной угол 2φ равен 116º-118º — это для чугуна и стали, а на участке В, который равен 0,18 — 0,22 D мм. ещё затачивается второй угол при вершине сверла 2φο — он равен 70 — 75º.
 Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Следует отметить, что стойкость с двойной заточкой свёрл получатся примерно в два раза больше, чем при обычной заточке. А это значит, что скорость резания у спиральных свёрл с двойной заточкой примерно на 15% больше, чем рекомендуется обычно в специальных таблицах нормативов для свёрл с обычной заточкой.
Рекомендуемая форма заточки и подточки спиральных свёрл, в зависимости от диаметра и обрабатываемого материала, показана в таблице 1 ниже.
Угол наклона винтовой канавки ω — это угол, который заключён между направлением оси сверла и касательной к ленточке сверла. А величина этого угла составляет примерно от 18 до 30º. Следует отметить, что для спиральных свёрл маленьких диаметров (от 0,25 — 3 мм) угол наклона винтовой канавки ω делают от 18 до 25º. Ну а для спиральных свёрл с бóльшим диаметром (от 10 мм и более) угол наклона винтовой канавки ω равен 30º.
Угол при вершине сверла 2φ — это угол, который заключён между режущими кромками и в зависимости от свойств обрабатываемого материала желательно принимать следующие значения угла 2φ:
А в целях уменьшения усилия при сверлении и обеспечения нормального процесса образования стружки, применяют две специальные подточки, которые показаны в таблице 2 ниже.
Первая подточка — это подточка поперечной кромки сверла и она осуществляется с обеих её сторон на длину L.
Вторая подточка — это подточка ленточки сверла на длине L¹. При этом ширина ленточки делают уменьшенной до размеров примерно ƒ равной 0,2 — 0,4 мм. И такая подточка уменьшает трение ленточки о стенки просверливаемого отверстия.
В таблице 2 чуть ниже приведены данные об нужных углах и других элементах при заточке сверла (свёрл).
Новаторские (и не только) способы заточки сверла.
На рисунке 4 показана заточка сверла конструкции В.И. Жирова, которая имеет двойную заточку и позволяет сверлить с довольно большими подачами. Кроме двойной заточки это сверло имеет и сильно подточенную перемычку и поперечное лезвие у этого сверла вообще отсутствует. От этого ощутимо уменьшаются осевые усилия и облегчается процесс резания материала при сверлении.

Сверло конструкции Жирова
Такую заточку сверла желательно применять для сверления чугунов и других хрупких материалов и при их сверлении значения подач инструмента берутся в полтора раза бóльшими, чем при сверлении свёрлами с обычной заточкой.
Ещё один новаторский способ заточки по способу Е.Я. Есиновича показан на рисунке 5. Довольно давно, ещё в 60-х годах прошлого века он начал прорезать на главных режущих кромках две стружко-разделительные канавки.
При сверлении эти канавки отлично дробят стружку и от этого облегчается вывод стружки из отверстия (особенно из глубокого) во время сверления.

Сверло конструкции Есиновича
Так же при таком способе заточки ощутимо улучшаются условия охлаждения инструмента и всё это повышает производительность труда при сверлении, особенно при сверлении глубоких отверстий.
На рисунке 6 показана заточка сверла для сверления отверстий в стенках труб и в листовом материале из цветного металла. Если сверлить стенки труб и листовой материал обычными свёрлами, то внутри трубы или с обратной стороны стального листа образуются довольно крупные заусенцы, удалить которые в трубах (или в порогах и других закрытых полостях кузова автомобиля) довольно проблематично.

Заточка сверла для сверления отверстий в стенках труб из цветных металлов.
А изображённое на рисунке 6 сверло позволяет сверлить почти без заусенцев, так как такое сверло на выходе из отверстия не вытягивает заусенцы, а образует с помощью торца А остаток металла в виде тонкой шайбы.
Также для качественного сверления листового материала (например для отверстий в кузове машины при замене порогов — заточка с выступающей вершинкой, а также для сверления различных пластиков, фанеры, МДФ, дерева применяется заточка сверла показанная на рисунке 7. И как видно на рисунке 7 сверло имеет острые подрезающие кромки вогнутой по радиусу формы (радиус R) и кромка криволинейной формы имеет глубину профиля h.

Заточка сверла для сверления отверстий в листовом металле, пластике, фанере, дереве…
А ленточки подточены на длину L¹ и эта длина должна быть примерно на 5 — 10 мм больше длины отверстия, которое сверлится. Ну а поперечную кромку подтачивают со стороны передних поверхностей под углом в 10º.
При заточке свёрл с выступающей вершинкой (как на рисунке 7б) высота выступа h для свёрл диаметром от 15 до 18 мм составляет примерно 3-4 мм, а уголки сверла должны выступать над впадиной на величину h¹, которая равна не менее 1,8 мм.
Заточка свёрл — нюансы правильной заточки.
Для начала не помешает запомнить новичкам, что затачивать свёрла следует так, чтобы поперечное лезвие перемычки сверла получилось острым, а не закруглённым. Заточка сверла показана на рисунке 8 и как видно из рисунка заточка осуществляется по задней поверхности.
 А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
А получение нужных величин геометрии спирального сверла основано на том, что задние поверхности инструмента являются частями конических поверхностей воображаемых конусов, ну а режущие кромки сверла должны совпадать с образующими этих конусов. А оси воображаемых конусов должны быть взаимно перпендикулярны и составлять с осью сверла угол β который равен 45º.
При заточке передняя торцовая плоскость круга заточного станка (о заточных станках и шлифовальных кругах подробно вот тут) должна совпадать с образующей воображаемого заточного конуса, осью которого является ось поворота головки заточного станка.
Затачиваемое спиральное сверло, зажатое в головке станка под углом β к её оси, совершает в процессе заточки вокруг этой оси качательное движение. А получение разных углов при вершине сверла 2φ осуществляется за счёт изменения угла при вершине заточного конуса (из этого следует, что φ = α+β).
Ну, а если к примеру, повернуть суппорт с расположенной в нём осью качания головки станка и установить угол α =13º, тогда при заточке сверла получим нормальный угол при вершине, то есть: 2φ=2α+2β=2×45º=116º.
И ещё при заточке следует правильно зажимать сверло в кулачках головки станка, чтобы сверло было зажато именно по ленточкам. А расстояние ι от периферийных точек режущих кромок сверла до зажимных кулачков (или губок) следует выбирать по таблице 3, опубликованной ниже.
Подточку перемычки и ленточки у спирального сверла производят как правило вручную, при помощи шлифовального круга с немного сточенными (закруглёнными) кромками. Ну а что касается применяемых абразивных кругов, то для заточки свёрл из быстрорежущих и углеродистых сталей применяют шлифовальные круги из электрокорунда (на керамической связке) твёрдость таких кругов СМ1, а зернистость от 63 до 80 — это для предварительной обработки. Для окончательной обработки зернистость конечно же меньше и составляет от 32 до 50.

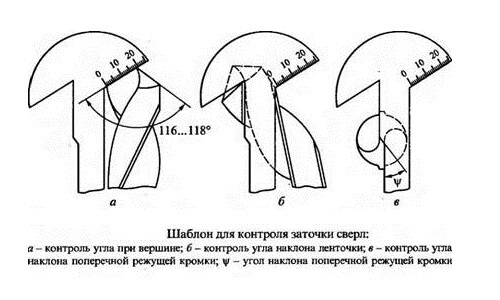
Ну а правильность заточки контролируют с помощью специальных шаблонов, например как на рисунке 9 (на рисунке показан контроль правильности заточки свёрл с помощью шаблона: а — для проверки угла 2φ, б — для проверки угла ψ).
Ну а у кого нет специализированного заточного станка для заточки свёрл, то можно использовать обычный наждак и простое приспособление показанное на рисунке 10, в котором делается (сверлится) нужный угол для установки сверла.

заточка свёрл с помощью простого приспособления
Вот вроде бы и всё, надеюсь многие новички найдут в этой статье что то полезное для себя и заточка свёрл для них уже будет не такой сложной операцией, успехов всем.
suvorov-castom.ru
Заточка сверла по металлу: рекомендации специалиста
Настоящий хозяин никогда не станет выбрасывать даже недорогие сверла и постарается заточить даже сломанное сверло, поскольку после заправки оно ещё может отслужить довольно долго. Но для этого необходимо восстановить его геометрию в соответствии с заводскими параметрами. Это отчасти касается и перового сверла по дереву. Как заточить сверла по металлу правильно, чем проводить заточку разберёмся прямо сейчас.
Поскольку металл тверже дерева, то о заточке свёрл по дереву можно не вспоминать долгие месяцы, а то и годы. Любой, даже самый мягкий металл, не сможет быть обработан тупым и изношенным инструментом. Кроме того, что о качестве отверстия можно забыть, используя тупые сверла, сам процесс сверления сопровождается перегревом инструмента, а это ещё больше изнашивает инструментальную сталь. В производственных условиях существуют специальные приспособления для заточки свёрл, есть и бытовые заточные станки для спиральных свёрл, но мастера, как правило, используют заточной станок универсальный, в крайнем случае, при наличии опыта, можно заправить сверло болгаркой.
Заточить сверло можно по нескольким методикам и от этого зависит твёрдость обрабатываемого металла, а также немаловажную роль играет и диаметр сверла. Однако в любом случае стоит обратить внимание на некоторые моменты:
Именно опираясь на последний пункт, необходимо соблюдать угол заточки, которые образуют режущие кромки:
А как же соблюдать такую точность, ведь 120 от 118 градусов на глаз отличить довольно сложно? Конечно, сложно. Для этого существуют специальные шаблоны, по которым сверяют углы заточки кромок. Зная угол, такой шаблон можно запросто изготовить своими руками, а со временем угол будет получаться автоматически.
В зависимости от диаметра сверла, может применяться несколько методик правки кромок. К примеру, для сверла диаметром не более 3 мм применяют одноплоскостную заточку. Это значит, что рабочая кромка затачивается только в плоскости, параллельной рабочей поверхности заточного станка или его оси. Есть некоторые нюансы, поскольку при таком методе правки может выкрашиваться рабочая кромка сверла, если перестараться с усилием прижатия. Поэтому таким методом затачивать надо аккуратно, тем более, что сверла небольшого диаметра.
Для сверла диаметром более 3 мм используют более сложный метод заточки — конический. Для этого сверло удерживается за хвостовик, кромка аккуратно прижимается к рабочей поверхности заточного круга. В процессе заточки тело сверла слегка покачивается, тем самым придавая кромке коническую форму.
Победитовое сверло для сверления отверстий в бетоне затачивается ещё проще — для этого необходимо соблюдать угол между осью сверла и осью заточного станка строго 60 градусов, а угол поворота режущей кромки должен быть в пределах 170 градусов. Здесь спешить никак нельзя, поскольку есть риск сточить большую часть напайки, после чего сверло будет непригодно для использования, но имея определённые навыки, можно сточить металлическую часть сверла, освободив несколько миллиметров победитовой напайки, если есть такая возможность.
Самая распространённая ошибка при заточке спирального сверла любого диаметра — отрицательный угол между режущей кромкой и затылком. Чтобы этого избежать, необходимо просто следить, чтобы кромка в любом случае была выше затылочной части. Заправляйте инструмент правильно и удачной всем работы!
Оцените статью: Поделитесь с друзьями!siteproremont.ru
Заточка сверла по металлу своими руками | Инструменты
 » Инструменты
» Инструменты
Заточка сверла. Угол заточки сверла для стали

Содержание
Заточка сверла. Угол заточки сверла для стали
Угол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.

Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов это оптимальный угол большинства сверл.
Угол заточки сверла по дереву
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.

Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам красная медь – 125 алюминий -140 пластмассы – 90-100 хрупкие материалы –140.

Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
А также вы можете посмотреть видео ручная заточка спиральных сверл, ч. 1
Заточка сверла по металлу своими руками
 Качество и аккуратность сверлильных работ и металлообработки во многом зависят от состояния режущего рабочего элемента – сверла. Сверло, не обладающее достаточной степенью прочности, тупое или неверно заточенное, не позволит выполнить необходимые отверстия быстро, качественно и безопасно. Особенно важно это при работе с металлом: затупившееся сверло однозначно не справится с твердым материалом, да еще и испортит инструмент и заготовку.
Качество и аккуратность сверлильных работ и металлообработки во многом зависят от состояния режущего рабочего элемента – сверла. Сверло, не обладающее достаточной степенью прочности, тупое или неверно заточенное, не позволит выполнить необходимые отверстия быстро, качественно и безопасно. Особенно важно это при работе с металлом: затупившееся сверло однозначно не справится с твердым материалом, да еще и испортит инструмент и заготовку.
Совсем тупое…
Любое сверло, в том числе и по металлу изнашивается в процессе эксплуатации. Время его полноценной работы определяется только степенью его активного использования и выполняемым объемом сверления. Признаков негодности сверла и необходимости его немедленной заточки несколько:
В целом, выполненные тупым режущим инструментом работы просто малоэффективны: для скромного результата требуется приложение существенных физических и временных усилий. От чрезмерного трения и нагрева и без того тупое сверло будет изнашиваться еще быстрее.

Заточим и сами!
Многие сознательно или неосознанно «добивают» сверло до полной негодности, чтобы выбросить его и купить новое. Чаще это происходит даже не от нежелания связываться с заточкой, а от незнания, как конкретно ее выполнить в бытовых условиях. Однако процесс заточки не требует ничего сверхъестественного и может быть выполнен с использованием стандартных приспособлений, имеющихся практически в любой домашней мастерской.
Металлорежущие сверла по металлу имеют спиральную (винтовую) форму, вершина таких сверл всегда заострена. Стандартные металлорежущие сверла имеют угол при вершине 120°, для стали величина угла составляет 140°.
Заточка сверла – это комплекс последовательных затачиваний двух главных режущих кромок, двух вспомогательных и перемычки.
Конечно, специальное заточное оборудование в домашние мастерские обычно нет смысла приобретать, для затачивания наиболее ходовых в быту сверл до 12 мм в диаметре вполне можно обойтись следующим:
Вполне возможно использование и другого подобного инструментария, лишь бы он обеспечивал достаточную скорость вращения.

Совет: перед началом работы следует приготовить защитные очки и перчатки, обеспечивающие безопасность затачивания металлического инструмента на высокой скорости, разлетающиеся во все стороны искры и металлическая пыль могут серьезно повредить и органы зрения, и кожу. Любая удобная емкость с водой потребуется для охлаждения сильно нагревающегося от трения о точильный круг сверла, перегрев приведет к хрупкости инструмента и окончательного выхода его из строя в самое ближайшее время.
Вариант заточки с использованием станка содержит следующую последовательность действий:
Следует правильно определиться с видом заточки режущих граней, зависящим от нужной формы задней поверхности сверла:

Правильно заточенное сверло должно соответствовать следующим правилам:
Совет: при заточке любого сверла любым способом следует четко придерживаться заводской конфигурации режущих кромок и перемычек и не пытаться фантазийно перекроить их под собственное выдуманное лекало.
Правильно заточенное сверло – это гарантия аккуратных и качественных отверстий, безопасности работ и сохранности инструмента, а также показатель профессионализма выполняющего их мастера.
Технология затачивания сверла
Для получения отверстий в металле применяют спиральные сверла с выточенными продольными канавками, по которым уходит появляющаяся при обработке материала стружка. Вследствие наличия канавок на таком сверле имеются два винтовых пера (их также иногда именуют «зубы»). Ширина канавки и пера режущего инструмента должна быть примерно одинаковой. Сердцевина его определяется глубиной канавки. Следует учесть, что при чрезмерном увеличении ее более удобно размещается стружка, но толщина сердцевины уменьшается вследствие этого она может быть ослаблена, в таком случае прочность сверла снизится.
Источники: http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/, http://proinstrumentinfo.ru/zatochka-sverla-po-metallu-svoimi-rukami/, http://recn.ru/zatochka-sverla-po-metallu
Комментариев пока нет!restart24.ru
Расскажем как правильно заточить сверло по металлу и как его сохранить
Для создания отверстий в металлах используются спиралевидные сверла. Каким бы прочным не был материал наконечника – все равно рано или поздно инструмент потеряет остроту режущей кромки. Признаки затупления:

При наличии любого из этих признаков вам необходимо наточить сверло. Причем не надо дожидаться окончательного стачивания острых кромок. При работе с тупым кончиком, он раскаляется настолько, что закаленный металл «отпускается», и стремительно деградирует.
Лучше вы будете при каждой заточке уменьшать длину инструмента на 0,5-1 мм, но приспособление будет всегда острым и прослужит дольше.
Следующая крайность – выбрасывать тупой инструмент и покупать новый. Вы же не выбрасываете затупленные ножи или топор? Вот и сверла надо точить. В отличие от режущих инструментов – этот процесс регламентирован определенными нормами.
Как правильно заточить сверло, какие углы заточки существуют
Главный угол при вершине, определяющий возможность обрабатывать разные металлы – развертка кромок наконечника.

Его величина изменяется для разных материалов.
Чтобы понять, как правильно точить разные углы – необходимо понять, сколько их у сверла, и где они расположены. Для примера рассмотрим компоненты рабочей части, и величины углов наконечника для обработки нержавеющей стали:

Как видите, инструмент состоит из большого числа компонентов, каждый из которых выполняет свою работу. Однако не все кромки придется затачивать вручную. Да и контролировать процесс можно по универсальному шаблону.

Сверла по металлу выглядят одинаково, за исключением специальных моделей, которые в быту не применяются.

Хвостовик и шейка в обслуживании не нуждаются. Из рабочей части затачивается лишь режущая часть. Ленточка, предназначенная для формирования и отвода стружки, изготавливается на заводе. Обработать ее в домашних или даже промышленных условиях практически невозможно.
Режущая кромка состоит из задней и передней поверхностей, которые соединяются под острым углом. Именно эта кромка соскабливает стружку с заготовки, углубляясь в поверхность и формируя отверстие.

Если кромка не острая, имеет выщерблины и неровности – сверление сильно затрудняется, и происходит банальное холостое трение металла о металл.
Чем наточить сверло по металлу
В отличие от ножа или топора, простым оселком не обойтись. Для заточки потребуется абразивный круг, вращающийся со скоростью до 1500 оборотов в минуту. Самое удобное приспособление – точильный станок.
Диск должен быть мелкозернистым Величина фракции по стандартной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют характерный зеленоватый оттенок. Маркировка материала – 64С.

Опытные мастера точат руками, используя лишь подручник. Правильность углов проверяют шаблоном. Однако существует ряд приспособлений для облегчения работы и повышения точности обработки.

Выбор достаточно широк, можно подобрать станок на любой вкус и кошелек. Многие «кулибины» изготавливают приспособления самостоятельно.

Вам необходимо лишь выставить по таблице необходимый угол, закрепить сверло в стойке – и контролировать нагрев.
ВАЖНО! При заточке рабочая кромка нагревается настолько сильно, что закалку металла может «отпустить». Наконечник потеряет твердость, и износ будет происходить быстрее.
Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды. При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл купить полуавтоматическую машинку для заточки. Это может быть как отдельный специализированный станок

так и насадка на электроинструмент.

В обоих случаях ваше участие в работе минимально. Качество обработки в таких приспособах идеальное, но и стоимость достаточно большая.
Не стоит отчаиваться, мудрые китайцы придумали, как точить сверла недорого и эффективно. Насадка на обычный шуруповерт справляется с работой медленно, но качественно. И ценник более чем гуманный.

И все же вернемся к традиционному ручному способу
Именно так точат сверла по металлу практически все домашние слесаря.
Перед началом работ надо определиться, каким видом заточки надо обработать рабочую часть сверла. Режущие грани точат следующими способами:

Сначала затачивается задняя поверхность кромки. Толщина снятого материала должна быть такой, чтобы не осталось ни одного дефекта на кромке. Если на сверле присутствуют выщерблины 1-2 мм – придется укорачивать насадку на эту длину.
В ходе процесса периодически осматриваем рабочую кромку. Грани должны быть симметричными, перемычка ровной, и находиться точно посередине между рабочими кромками.

Сверла диаметром до 3 мм затачивают одноплоскостным способом. После придания правильной формы задней поверхности, сверло с помощью подручника или другого приспособления прижимается к наждаку под углом 25°-30°.
ВАЖНО! Рабочая поверхность абразивного круга должна «набегать» на поверхность заточки. В противном случае кромка будет неровной.
В процессе заточки сверло нельзя поворачивать и менять угол. Это необходимо для придания кромке идеально плоской формы. К тому же, при повороте может выкрошиться часть металла рабочей кромки.
Инструмент такого малого диаметра затачивается с одного подхода, поэтому перегрева бояться не следует. Охлаждать сверло в содовом растворе можно при смене плоскости заточки.Осматриваем рабочий кончик – грани должны быть одинаковыми, иметь равный угол наклона.
Проверяем по шаблону правильность угла. Если не получилось с первого раза – дорабатывать кромку нельзя. Необходимо произвести заточку заново.
Инструмент диаметром более 4 мм затачивают коническим способом. Техника требует определенных навыков, поэтому перед обработкой ценных сверл следует потренироваться на тех, которые не жалко испортить.
[tip]СОВЕТ! Старайтесь не выбрасывать сломанные сверла. Во-первых, на них можно отрабатывать навыки заточки, во-вторых, хвостовик сломанного инструмента может быть использован в качестве выколотки или шплинта.[/tip]Конический способ принципиально отличается от одноплоскостного. Сверло держится двумя руками (размеры крупных экземпляров это позволяют). После касания абразива режущей кромкой, сверло поворачивается по задней стороне, чтобы придать ей коническую форму.
ВАЖНО! Во время процесса нельзя отрывать сверло от наждака. Каждый подход начинается с рабочей кромки и заканчивается полным поворотом до конца задней поверхности.
После каждого подхода рабочая часть сверяется с шаблонами по всем трем углам.
Можно точить крупные сверла и плоскостным способом. Однако при этом способе сверло будет плохо отводить стружку из отверстия и сильно перегреваться.
Как хранить новые и заточенные сверла

При хранении и переноске сверла не должны тереться друг о друга. Когда вы достаете инструмент из общей коробки, острые рабочие кромки тупятся об соседей. Оптимальный вариант – индивидуальные отверстия или втулки для вертикального хранения. А если подписать размеры – поиски сверла нужного диаметра не займут много времени.

Разумеется, влажность в помещении не должна приводить к коррозии.Подробный рассказ как правильно заточить сверло смотрите в этом видео.
obinstrumente.ru
Заточка сверла по металлу: технология и особенности
Заточка сверла по металлу может осуществляться без обращения к мастеру. Общеизвестно, что при эксплуатации сверлильный инструмент тупеет. Чем больше он используется, тем скорее происходит его деформация.
Как определить, что инструмент затупился
Множество людей не обращают внимание на признаки, указывающие на необходимость заточки сверла своими руками. Они эксплуатируют инструмент, пока он до конца не сломается, после чего покупают другой. Обусловлено это чаще всего непониманием, как правильно затачивать сверло по металлу. Необходимо помнить, что затачивание возможно осуществить собственноручно, в бытовых условиях. Потребуется особый инструментарий.
Сделать отверстие в стали возможно, если инструмент хорошо заточен. Если при сверлении участок, в котором сверлильное приспособление касается детали, заскрипит, значит, инструмент затупился. Он станет прокручиваться, тереться о сталь. Кроме того, тепловыделение значительно увеличится.
Специалисты обычно применяют маленькие инструменты, радиус которых меньше восьми миллиметров. Для затачивания тупых сверл в домашних условиях возможно применять:
Можете применять любой иной аппарат, на который можно поставить особый камень и обеспечить его кручение. Быстрота вращения должна превышать восемьсот оборотов в минуту.

Подготовка
Перед тем как начать затачивание, наденьте очки, перчатки, приготовьте емкость с жидкостью. Мельчайшие частички и искорки станут лететь от затачивающего устройства в разных направлениях. Если не прикрыть руки, голову, они способны травмировать кожный покров. В особенности сильно пострадают органы зрения. В лучшем случае вы отделаетесь небольшими проблемами с глазами, в худшем – ослепнете.
Емкость с водой предназначена для охлаждения инструмента. При затачивании он станет греться от трения о крутящуюся поверхность абразива. Если инструмент не охлаждать, он подвергнется перегреву, поломается.
Процедура затачивания
Как заточить сверло по металлу? Это не слишком сложно. Требуется четко следовать алгоритму, по которому выполняется процедура. Прежде всего, определитесь, какой вид заточки сверла избрать. Выбор зависит от формы, которая должна быть у режущих частей инструмента.
Чтобы удостовериться, что приспособление заточено верно, посмотрите на него. Если вы все выполнили грамотно, то:
Сверла заточка должна начинаться с основания инструмента, расположенного сзади. Необходимо не отклоняться от угла, заданного вначале. Если вы раньше не занимались ничем подобным, возможно, вам понадобится повторить затачивание пару раз. По завершении каждой заточки внимательно осматривайте инструмент. Процедуру необходимо повторять до тех пор, пока задняя часть не станет конусообразной (при взгляде слева/справа).
Далее нужно заточить режущую часть. Существуют различные методы, по которым можно точить сверла. Старайтесь, чтобы все части обладали одной и той же формой.

Если вы осуществляете затачивание в одной плоскости, то обработка заднего основания выполняется под углом в двадцать восемь – тридцать градусов. Это несложный метод, который применяется для инструментов малой толщины (радиус не более полутора миллиметров).
Приспособление нужно приложить под определенным углом затачивания к абразивному элементу. Не допускайте переворачивания, перемещения инструмента. Это спровоцирует рассыпание режущих частей, в особенности тогда, когда металл имеет невысокое качество.
Режущие элементы инструментов с большим радиусом должны точиться конически. Данный метод труднее предыдущего. Если вы неуверены, что правильно выполните процедуру, потренируйтесь на детали, которая вам не нужна, прежде чем браться за затачивание.
Как правильно заточить сверло конически? Левой рукой возьмитесь за основной, а правой – за хвостовой участок. Основание должно находиться около заборного конуса. В противном случае затачивание пройдет неправильно. Правой рукой выполните покачивание инструмента. Сзади сформируется основание в форме конуса. Аналогичную процедуру нужно провести для другой части инструмента. Контролируйте, чтобы перо не отходило от абразивного элемента ни на секунду.
Особенности
Как правильно заточить сверло по металлу? Обеспечьте сохранение первоначальной формы задней части сверлильного приспособления. Подобный прием позволит точно выдержать установленные углы заточки сверла. Конически вы сумеете наточить собственноручно инструменты радиусом до пяти миллиметров. Как затачивать сверла большего размера? Точите основные части каждого пера по отдельности.
При затачивании происходит уменьшение передних и задних углов инструмента, угол режущей кромки увеличивается. Это обеспечивает продление эксплуатационного периода, уменьшение ширины поперечной кромки.
При использовании конического способа затачивания перо становится прочнее. В производственных условиях часто осуществляют доводку, предоставляющую возможность устранить мельчайшие неровности, остающиеся после заточки сверла по металлу своими руками.
Применение шаблона для установления угла
Как самому заточить сверло? Это было написано выше. Для исключения ошибок нужно выполнять проверку правильности затачивания специальным приспособлением – шаблоном.
Шаблон возможно сделать из листа металла (медь, алюминий, сталь), имеющего толщину примерно один миллиметр. Желательно использовать листы из стали, потому как они служат дольше прочих. Посредством шаблона вычислите угол заточки сверла по дереву/металлу при вершине, размер режущих частей, угол промеж перемычки и кромки. Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Если длины режущих частей и угол их наклона к оси инструмента будут неравномерны, нагрузка станет распределяться неправильно. В результате эксплуатационный период сократится ввиду изнашивания режущих частей, постоянно пребывающих в состоянии перегрузки.
 Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.
Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.
Точильное устройство
Точильный агрегат возможно сделать собственноручно. Он заключает в себе большое основание и маленькую часть с отверстиями для сверлильных приспособлений разного размера. Прибор не может предназначаться для затачивания какого-то одного инструмента. Он должен предоставлять возможность обрабатывать инструменты, имеющие различный диаметр и длину.
Основание устройства, посредством которого осуществляется заточка спиральных сверл, может быть сделано из выструганных реек толщиной 3-4 сантиметра. К ним под углом 32 градуса нужно приделать деревянную планку, имеющую боковой скос под углом 27 градусов. Данная планка предназначается для правильной ориентации державки со сверлом относительно шлифовального элемента. Державку можете изготовить из бруска, имеющего скос под углом 62 градуса.

Вы уже знаете, как заточить сверло по дереву/металлу. Это не слишком трудно. Потребуется проявить сосредоточенность, быть терпеливым и упорным, аккуратным. Лишь в этом случае вы сможете выдержать необходимый угол заточки сверла по металлу. Если сомневаетесь в собственных силах, обратитесь к квалифицированному специалисту. Однако помните об одном из главных плюсов собственноручного затачивания – экономия денежных средств. Мастер не будет бесплатно точить ваш инструмент. Исключение составляют случаи, когда специалист – ваш знакомый. Также вы можете посмотреть видео заточки сверла по металлу. В настоящее время на просторах интернета можно без труда найти и скачать подобные видеоролики, в которых доступно объясняется процесс затачивания сверлильного приспособления.
oxmetall.ru
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется — конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления — причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного — причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности — причина: затупление сверла.
4. Перегрев сверла — причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины — это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
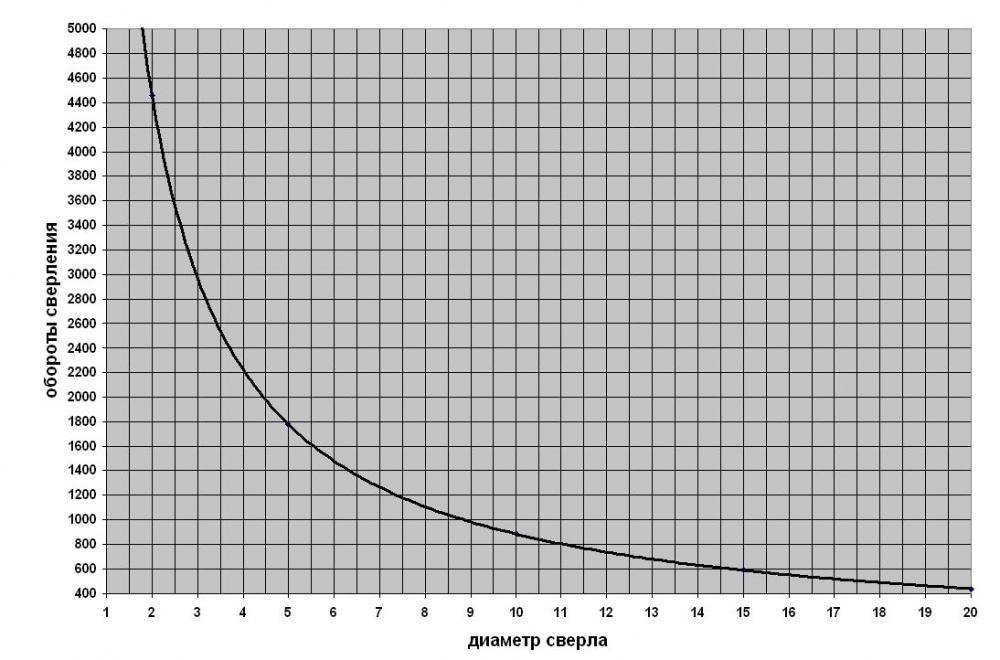 Рис.2
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно — заточных станках, проще говоря — точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда — материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора — этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
 Рис.3 Правка торца наждачного круга эльборовым резцом.
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла — углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть — 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
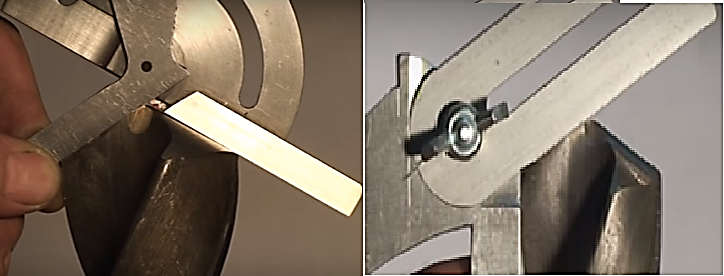 Рис 4. Замер шаблоном угла заточки
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
 Рис 5 . Удержание сверла при заточкеСверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Рис 5 . Удержание сверла при заточкеСверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.
 Основное назначение данного прибора — это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая — бытовая — предназначена для не частого использования в быту, и вторая — « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Основное назначение данного прибора — это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая — бытовая — предназначена для не частого использования в быту, и вторая — « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :

Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверлЗаточка свела на специальных станкахPartner PP-13

Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC — 200 приобретается отдельно.
Дополнительные технические характеристики:
themechanic.ru