- Линейное расширение и литейная усадка. Если усадка высокая, то шанс возможной деформации металла во время работы со сварочными электродами и после увеличивается. А если детали, которые нужно сварить, достаточно широкие и между ними нет зазора, то увеличивается возможность возникновения больших трещин.
- Теплопроводность — в нержавейке она снижена практически в два раза, по сравнению с другими металлами, поэтому при ее сваривании необходимо уменьшать силу тока на 15-20%.
- Электрическое сопротивление достаточно высокое, поэтому сварка обычными электродами невозможна из-за их чрезмерного нагрева. Поэтому изготавливают особые электроды на основе хромоникелевых стержней, длиной не более 3,5 см для сварки нержавейки.
- Межкристаллитная коррозия — нержавейке присуща возможность терять антикоррозийные свойства, если термический режим сварки будет неправильным или же будет подобран не тот аппарат. Суть данного процесса заключается в том, что при достижении температуры более чем 500 градусов Цельсия на металле по краю возникает карбид хрома и железа, что ведет к коррозии металла. Однако существуют методы борьбы с этим, например, быстрое охлаждение разнообразными способами.
- удельное электрическое сопротивление — в 6 раз выше;
- точка плавления — ниже на 100 градусов Цельсия;
- теплопроводность — меньше на 2/3;
- тепловое расширение — вполовину выше.
- Высокий коэффициент линейного расширения. Это свойство всегда приводит к существенной деформации свариваемых элементов. В ситуациях, когда соединяются толстые детали и не предусматривается зазор, деформация способна способствовать возникновению больших трещин.
- Невысокая теплопроводность. Эта характеристика до 2 раз ниже, чем в случае с низкоуглеродистыми сплавами. Подобное свойство приводит к сквозному проплавлению деталей (особенно тонких) даже при незначительных силах тока.
- Межкристаллическая коррозия. В процессе значительного нагревания (более 500°С) в нержавейке происходит такой процесс. Характеризуется он тем, что в структуре металла возникает прослойка, состоящая из карбида хрома и железа. Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.
- Очищение от загрязнений.
- При соединении тонких пластин (0,5-1,5 мм) необходимо плотно прижать друг к другу.
- При сваривании деталей толщиной более 4 миллиметров необходимо провести разделку кромок, которая нужна для лучшего проваривания, так как швы получаются чуть шире и глубже. Осуществляется с помощью УШМ или напильника.
- Выставить зазор в 1-2 миллиметра.
- При стыковании деталей более 7 миллиметров желательно их прогреть.
- Для надежной фиксации в процессе работы рекомендуется использовать струбцины или прихватки.
- Начало сваривания.
- Аргонодуговая – применяются вольфрмовые электроды и режимы работы AC/DC TIG.
- Ручная дуговая (режим ММА).
- Полуавтоматическая электросварка с использованием защитной аргоновой среды (режим MIG). При этом используется проволока из нержавейки.
- Холодная сварка. Процесс не предполагает нагревание и плавление сплава при его соединении. Стыковка производится под воздействием значительного давления.
- Для исключения попадания вольфрама (из электрода) в зону сварочной ванны дуга поджигается бесконтактным способом. Если на заготовке это провести невозможно, то дуга поджигается в стороне и не торопясь перемещается на свариваемые детали.
- Проводиться работа может на аппарате как с постоянным, так и переменным током.
- Режим выбирается в соответствии с толщиной заготовок. Сюда относится выбор толщины электрода из вольфрама, типа проволоки для присадки, род тока, скорость подачи защитной среды (газа) и скорость проведения работы.
- Важным моментом является то, что степень легирования проволоки для присадки должна быть больше, чем у свариваемой нержавейки.
- Во время сварки нельзя проводить колебательные движения электродом. В противном случае нарушается сварочная зона, а металл начинает окисляться.
- Имеющие рутиловое покрытие. Позволяют работать с постоянным током обратной полярности, формируют условия для незначительного разбрызгивания металла, поддерживают стабильное горение дуги.
- Имеющие покрытие из карбоната магния и кальция. Аналогично предыдущим работают с обратной полярностью на постоянном токе.
- Временный эффект. Материал можно использовать в качестве временного устранения в неотложном случае. Спустя определенное время произойдет разрушение состава и отверстия появятся вновь.
- Не эффективна с разнородными материалами.
- Не подойдет для соединения двух деталей. Прикладываемые нагрузки на швы будут критические и в итоге разрушать их.
- В соответствии с ГОСТ необходимо защитить место сваривания от насыщения газами и понижение уровня азота до 0,05%.
- Может использоваться дуговая сварка в защитном газе или точечная контактная. Промышленность задействует также лазерные сварочные аппараты.
- В качестве присадки применяется специальная проволока для соединения титановых деталей.
- Все кромки тщательно зачищают при помощи напильника, шлифовальной бумаги или болгарки.
- Кромки также обрабатывают ацетоном, чтобы убрать все жирные налеты. Кроме того, данный раствор позволяет обеспечить стабильность электрической дуги, а сварное соединение будет иметь еще более высокое качество.
- Располагая заготовки относительно друг друга, необходимо помнить об увеличенном зазоре, который не допустит деформации конечной детали.
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
- Линейное расширение металла проявляется сильнее, чем у других видом стали. Из-за этого изделие значительно удлиняется во время нагрева от сварки, а по окончании процесса возвращается в первоначальную форму. Это создает два распространенных дефекта при сварке нержавейки. Во-первых, изделие сильно деформируется (образовываются волны, дугообразные прогибы), что портит внешний вид и требует правки геометрических форм. Во-вторых, происходит растяжение сварочного шва, который может не выдержать такого микродвижения и дать трещины. Правильная сварка нержавеющей стали подразумевает ведение дуги на меньших токах, чтобы минимизировать прогрев изделия, и подбор качественных присадочных материалов. В изделиях, которые толще 7 мм, применяется предварительный подогрев всей поверхности током.
- В расплавленном состоянии нержавейка быстро взаимодействует с кислородом, находящимся в окружающем воздухе. Если вести сварку без защитного облака, то металл будет сильно пениться и шов не получится. Слабая защита сварочной ванны позволяет выполнить работу, но дает много пор. Поэтому заварить легированную сталь качественно можно только в хорошей защитной среде. Это обеспечивает специальная обмазка электродов или инертные газы.
- Хорошая теплопроводность и низкая температура плавления материала создают еще одну трудность для сварки нержавеющей стали — выгорание легирующих элементов. Так, после нескольких месяцев, на свариваемом материале можно обнаружить следы коррозии. Чтобы предупредить этот дефект, необходимо выполнять шов немного быстрее, чем на низкоуглеродистой стали. Правильно установленная сила тока тоже играет важную роль.
- Изделие требуется очистить от масла и мусора.
- Тонкие платины (от 0,5 до 1,5 мм) не нуждаются в зазоре, а наоборот их требуется плотно подвести друг ко другу.
- В материале с толщиной от 4 мм и выше, для качественного провара, требуется выполнить разделку кромок. Это производится «болгаркой» или напильником. Благодаря этому будущий шов становится немного шире и глубже, что лучше связывает свариваемые стороны.
- Между пластинами выставляется зазор в 1-2 мм.
- Детали толще 7 мм рекомендуется предварительно подогревать.
- Чтобы зафиксировать пластины и не дать им изменить положение во время сварки, ставится несколько прихваток по всей длине соединения.
- После этого можно приступать к ведению шва.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете с нержавеющей сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
- Сварка электродами. Она характеризуется тем, что плавящийся электрод выступает в виде материала для создания шва. Чаще всего для производства работ такого типа применяют сварочный агрегат — инвертор.
- Аргоновая сварка с вольфрамовым электродом. В ней неплавящимся электродом плавят металл заготовленной детали, который в свою очередь служит материалом для создания шва. Еще одной разновидностью работы с использованием аргона, является сварка с помощью присадочной проволоки без покрытия. В ней защитную функцию сварочной ванны выполняет инертный газ – аргон.
- Полуавтоматическая сварка плавящимся электродом, выполняемая в газовой среде (углекислота; аргон и углекислота).
- Небольшим показателем температурного расширения
- Высоким значением упругости
- Высокой степенью теплопроводности и износоустойчивости
- Большим сопротивлением термической ползучести.
- Изготовление деталей в малых масштабах
- Установка металлоконструкций. Имейте ввиду, что данный вид сварки возможен при условии, что объем запланированных работ небольшой
- Сооружение прихваток во время установки конструкций под сварочные работы
- Устранение дефектов на небольших участках шва
- Наплавка
- Удалите загрязнения с поверхностей и счистите возможный налет.
- Обработайте кромки растворителем для удаления жира. В противном случае он ухудшит стабильность дуги, и получение качественного шва станет невозможным
- Нанесите на поверхности специальный препарат, предотвращающий налипание сварочных брызг.
- Для соединения сталей из нержавеющего металла используйте ток обратной полярности. В ходе сварки наблюдайте за швом: в идеальном варианте он не должен проплавляться. Если проплавка происходит, то следите за тем, чтобы этот процесс был минимален.
- Оставляйте небольшой зазор в сварном стыке: он поможет создать благоприятную среду для оптимальной усадки.
- Сварка нержавейки обычным электродом типична для домашних работ. Если вам предстоит соединять толстые поверхности, то используйте электроды, имеющие большой диаметр. При выборе воспользуйтесь специальными таблицами, ведь неправильно подобранный рабочий инструмент нарушит герметичность шва и создаст риск образования пор и микротрещин.
- Чтобы правильно выбрать нужную величину сварочного тока используйте для работы таблицы, в которых приведено нормирование значений, исходя из толщины используемых материалов. Как правило, для качественного соединения шва используется ток с минимальным значением 20% от тока, применяемого для сварки низкоуглеродных сталей.
- После того, как создание шва завершено, дайте ему остыть. Это позволит стали противостоять появлению коррозии.
- Охлаждайте шов с помощью медных прокладок. Аустенитная сталь охлаждается при помощи воды.
Сварка нержавеющей стали – чем и как проводить сварочные работы. Чем варят нержавейку трубу
Чем варят нержавеющую сталь: разные методы
Перед тем как начать процедуру сварки нержавейки, необходимо изучить все возможные особенности такой сварки. Варить нержавейку — не самое простое занятие, сложность которого зависит от множества нюансов.

Схема сварочного полуавтомата.
Один из важнейших — это хорошая свариваемость, иными словами, первостепенная возможность металла создавать сварное соединение.
Первостепенные особенности, которые в обязательном порядке могут повлиять на качество сварки:

Сварка нержавейки полуавтоматом.
Особенности сварки нержавеющей стали

Двойной пульс для совершенной сварки алюминия и нержавейки.
Для того чтобы правильно и качественно сварить нержавеющую сталь, необходимо также учесть тот факт, что некоторые ее физические свойства отличаются от обычной стали:
Существуют совершенно разнообразные методы сваривания стали своими руками. К примеру, дуговую сварку с использованием особых вольфрамовых электродов, проводящуюся в инертной среде, используют, если толщина металла превышает 1,5 мм. Если нужно сварить тонкую сталь или трубы, то лучше всего прибегнуть к свариванию с помощью плавящихся электродов в среде инертного газа.
Дуговая импульсивная сварка должна быть применима сугубо для листов стали, толщина которых составляет 0,8 мм. Короткой дугой с использованием плавящихся электродов варить стоит сталь толщиной от 0,8 до 3,0 мм, а струйным переносом металла — сталь с толщиной листов свыше 3,0 мм.
Если же рассматривать плазменную сварку, то можно сделать вывод, что она подойдет для очень широкого разброса толщины, поэтому и применяется гораздо чаще. Сварка дуговая под флюсом используется для толщины металла, превышающей 10 мм. Но самые популярные методы сварки — это сварка с помощью покрытых электродов, вольфрамовых электродов в аргоновой среде и полуавтоматическая аргоновая сварка нержавеющей проволокой.
Вернуться к оглавлению
Сварка покрытыми электродами

Режимы сварочных работ в среде инертных газов.
Если вам не принципиально, какими электродами проводить сварку и у вас нет каких-либо особенных требований к сварочному соединению, то самым приемлемым способом будет сварка покрытыми электродами (к ним относятся электроды ОЗЛ-8, НИАТ-1, ЦЛ-11). Из всех электродов лучше всего выбирать те, которые обеспечат после сварки стойкость к коррозии, жаростойкость и хорошие механические свойства.
Сварка должна производиться при постоянном токе с обязательной обратной полярностью. Необходимо следить за тем, чтобы шов был проплавлен по минимуму, поскольку при сварке нержавейки используемые электроды обладают небольшим диаметром и им необходим минимум тепловой энергии. Сила тока в процессе сваривания нержавеющей стали должна быть строго отрегулирована на 15-20% ниже, чем при сварке обычного металла. При большом токе в связи с невысокой теплопроводностью и при высоком сопротивлении электродов с покрытием может случиться значительный перегрев и даже отслоение кусочков. Именно из-за этого у таких электродов высокая скорость плавления, поэтому если вы впервые ими пользуетесь, то поначалу это может быть непривычно.
Для сохранения коррозионных характеристик сварочного шва нужно устроить ускоренное охлаждение при сварке. Для этого можно использовать медные прокладки или определенное воздушное обдувание. Если сталь хромоникелевая, можно охлаждать ее водой.
Вернуться к оглавлению
Сварка нержавейки с помощью вольфрамовых электродов

Вольфрамовые электроды.
Сварка вольфрамовыми электродами в инертной среде подходит, когда металл, который нужно сварить, весьма тонкий или же если требования к качеству сварного соединения очень высоки. Например, если нужно варить трубы, которые в дальнейшем будут использоваться для транспортировки газов или жидкости под высоким давлением, такой способ сварки подойдет идеально. Процедура проводится в аргонной среде, ток может быть как постоянным, так и переменным, но прямой полярности. В роли присадочного вещества рекомендуется брать проволоку с более высоким уровнем легирования, чем у металла. При работе следует избегать колебательных движений с электродами во избежание нарушения защиты зоны варки, что может привести к окислению шва и увеличить стоимость самого процесса.
С обратной стороны от воздуха шов должен быть защищен поддувом аргона, но все-таки нержавеющая сталь не очень критична к подобной защите, но устранить даже малейшую возможность попадания частиц вольфрама в сварочную ванну нужно в любом случае. В этом случае поможет бесконтактное поджигание сварочной дуги, также можно пользоваться угольной или графитовой пластиной в тех же целях.
После того как работа будет закончена, чтобы не расходовать чрезмерно вольфрамовый электрод, газ следует выключать не сразу, а через некоторое время (обычно секунд 10-15). Это помогает для избежания сильного окисления нагретых электродов, что увеличивает срок их использования.
Вернуться к оглавлению
Профилактика дефектов

Сварка нержавейки своими руками.
Всегда при сварке нержавеющей стали необходимо учитывать все ее особенности — в противном случае после работы могут возникнуть различные нежелательные дефекты швов, например, формирование «ножевой» коррозии. От воздействия высокой температуры могут появиться горячие трещины, в основном из-за хрупкости швов.
Для того чтобы избежать подобных казусов, лучше всего применять присадочные материалы, которые помогут в создании крепких швов. Однако такие материалы не должны содержать феррит более чем 2%. Кроме того, в укреплении швов также поможет дуговая сварка, при которой длина дуги будет малой. Следует помнить, что кратеры на основной металл выводиться не должны.
Если вы пользуетесь автоматической сваркой, то должны помнить, что с ее помощью обычно варят на меньших скоростях. Но для того чтобы уменьшить риск появления деформаций, лучше всего сделать меньше подходов, потому что сварка на максимальной скорости способствует лучшей стойкости к коррозии.
Таким образом, прежде чем выбрать, какими электродами варить нержавейку, стоит ознакомиться со всеми ее особенностями и характеристиками, точно знать, какие требования будут предъявлены к сварочному шву и для каких целей будет использоваться изделие.
moiinstrumenty.ru
Чем сварить нержавейку: способы, технологии, правила, видео
Процедура сварки нержавейки в целом довольно не простая, а в домашних условиях она усложняется некоторыми факторами, но вполне выполнима. Сплав, содержащий никель и хром в целом неплохо контактируют друг с другом. Проводя сварку подобных металлов необходимо принимать во внимание их физические и химические свойства. Лишь зная особенности сплава и особенности работы с ним можно рассчитывать на успешное завершение операции.

Разновидности нержавейки
Как в промышленных условиях, так и бытовых при сварке нержавеющей стали требуется правильный выбор методов работы, которые учитывают вид обрабатываемого сплава. Исходя из основных свойств можно классифицировать следующие типы:
Аустенитная
Получила название по основной своей фазе. Сплав имеет высокое содержание хрома (18%) и никеля (10%). В качестве примера можно назвать пищевую сталь AISI 304 (08Х18Н10 по ГОСТ), которую широко применяют в производстве посуды и строительных элементов. Отсутствуют магнитные свойства, хорошая пластичность, высокая механическая прочность и химическая стойкость.
Мартенситная
Имеют специфичную внутреннюю структуру – низкое содержание углерода (0,10-0,12%) и хрома (до 13%). Сплав отличается высокой твердостью, но одновременно хрупкостью. Подобная нержавеющая сталь в основном используется в производстве режущих инструментов, крепежа, применяемых в неагрессивной среде. При проведении должной термической обработки приобретается соответствующая вязкость и стойкость к температуре. В качестве примера можно назвать AISI 410 (12Х13 по ГОСТ).
Ферритная
Имеет среднее содержание хрома. Закалка подобной нержавейкине проводится, отличная устойчивость к агрессивным средам. Обладают меньшей пластичностью, чем аустенитная и хрупкостью, чем ферритная. Трудносвариваемый сплав. Примером может служить AISI 430 (12Х17 по ГОСТ). Хром — 17%, углерод — 0,10-0,12%.
Почему сложно сваривать нержавейку
Сварка нержавеющей стали осложняется тем, что это высоколегированный сплав, который имеет значительное содержание компонентов, оказывающих влияния на основные свойства. В данном случае это хром. Содержание этого материала в сплаве может достигать 30%. Хром, аналогично никелю, титану, марганцу и молибдену обеспечивает антикоррозийную защиту, но одновременно влияет на другие свойства, снижающие уровень свариваемости.
Проводить сварочные работы нержавеющей стали необходимо с учетом следующих особенностей сплава:
Существует и еще один негативный фактор, влияющий на результативность работы. Низкая теплопроводность и повышенное электрическое сопротивление способствуют сильному нагреву электродов с хромоникелевым составом. Для исключения данного негативного влияния варить нержавеющую сталь необходимо соответствующими электродами длиной до 35 сантиметров.

Как подготовить металл
Сваривать сплав можно как обычным дуговым, так и аргонодуговым сварочным аппаратом. Однако вне зависимости от способа необходима предварительная подготовка заготовок. Процесс подразумевает выполнение следующих операций:
Способы сваривания нержавеющей стали
Соединение деталей из нержавейки может проводиться по нескольким технологиям:
Из перечисленных методов некоторые весьма распространены, а отдельные не очень. В каждом конкретном случае решение о выборе способа сварки принимается в соответствии с текущими условиями и требованиями к конечному итогу.

Ручной и полуавтоматический способ с использованием аргона (AC/DC TIG, MIG)
При ручном сваривании нержавейки используются вольфрамовые электроды. Благодаря подобной технологии даже в домашних условиях возможно получить качественное и надежное соединение, даже довольно тонких. Сваривание подобными электродами зачастую осуществляется труб из нержавеющей стали, которые транспортируют разнообразные газы или жидкости.
Метод обладает некоторыми нюансами.
Работая по подобной технологии возможно снизить расход электрода из вольфрама. Необходимо лишь после завершения сварки на протяжении секунд 15 не прекращать подачу защитного газа. Благодаря этому раскаленный электрод защищается от активных процессов окисления.
Полуавтоматическая сварка нержавеющей стали, по-большому счету, не отличается от ручной работы. Главным различием будет подача присадочной проволоки специальным оборудованием. Именно частичная автоматизация процесса позволяет увеличить точность сварки и скорость проведения работы.
Ручная дуговая
Является наиболее распространенным способом сваривания нержавеющей стали. Он не отличается высокой сложностью и доступен для выполнения в домашних условиях. Однако одновременно не позволяет добиться идеальных швов.
Для проведения работ потребуется инвертор. Чтобы качественно провести задуманную операцию с приемлемым качеством соединения необходимо приобрести специальные электроды для нержавейки. Их можно разделить на 2 вида:
Для того, чтобы разобраться с каким рабочим элементом начинать работать следует обратиться к ГОСТ 10052-75. Именно в нем рассматриваются подобные расходники и определяется тип для определенного вида металла или сплава. Для правильного выбора потребуется определить тип нержавейки, с которой придется работать.
Полуавтоматическая в среде аргона
Нержавеющая сталь может свариваться и полуавтоматом. В общем процедура будет выглядеть более изящной и позволять отлично сваривать детали любых толщин. В качестве источника тока может выступать инвертор или выпрямитель с постоянным напряжением. Масса будет размещаться на деталях, а плюсовой контакт – на специальной горелке.
Горелка представляет собой устройство, которое одновременно осуществляет подачу в рабочую зону сварочного тока и защитного газа. Присадочным материалом выступает специальная проволока, подающаяся в автоматическом режиме.
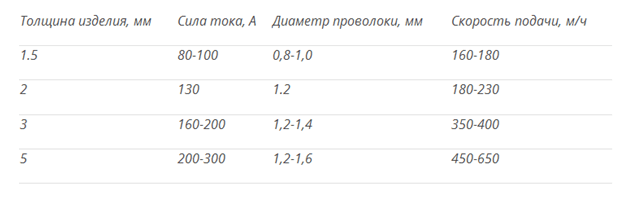
Важной особенностью является то, что присадочная проволока должна быть из такого же материала, как и свариваемые элементы. Сечение и скорость подачи определяются в зависимости от толщин деталей и их размещения в пространстве. Для комфортной работы рекомендуется использовать следующие значения:
В промышленных условиях при необходимости создания особо прочного шва, стойкому к химически агрессивному воздействию, применяется порошковая проволока. Она обладает трубчатым сечением, а внутри размещается флюс, с помощью которого дополнительно защищается зона сваривания. После того, как наложение шва окончено, застывший флюс образует защитную поверхность.
Стоимость полуавтоматических аппаратов выше, чем инверторов. При этом потребуется дополнительное оборудование (баллон с газом, редуктор, шланги) и навыки работы с ним. Однако подобная технология работы позволяет увеличить скорость сваривания и улучшить качество шва.
Холодное сваривание
Этот метод единственный, который не предполагает применение специальных аппаратов и устройств, а также нагрева деталей.
По своей сути, это разновидность двухкомпонентного клея со специальными присадками.
Холодную сварку в основном применяют во время ремонта трубок, емкостей из нержавеющей стали. Может использоваться как в сухих емкостях, так и заполненных жидкостью.
Производится в форме трубочки. Процесс применения очень прост: поверхность очищается от загрязнений и наносятся заметные царапины. Для улучшения сцепления поверхностей рекомендуется провести обезжиривание. От трубки отделяется небольшая часть, которая соответствует размеру образовавшегося отверстия или трещины. Далее необходимо размять кусочек в руках и разогреть его. После этого наносится в достаточном объеме на трещину. Следует обратить внимание на то, что наносить тонким слоем не стоит, так как после высыхания она может раскрошиться. Лучше разместить кусок с запасом по толщине. По завершению застывания нужно провести полировку.
Работа с холодной сваркой и нержавейкой имеет свою нюансы:
Однако за счет низкой цены, малого расхода и простой технологии работы повышают удобство данного метода.
Сваривание разнородных металлов с нержавейкой
При необходимости соединения сварным швом разнородных сплавов следует учитывать физико-химические свойства каждого из них и подбирать соответствующие режимы работы и расходные элементы. Именно присущие свойства каждого металла будут передаваться швам, а если какая-либо составляющая будет выгорать, то характеристики станут передаваться неравномерно.
Разберем нюансы сварочного соединения в домашних условиях латунных, медных и титановых деталей.
Главной особенностью титана является то, что металл обладает высокой прочностью, стойкостью к агрессивным средам, жаростойкостью и пластичностью. В сварных швах титана с разнородными сплавами будет присутствовать водород. Это оказывает негативное воздействие и способствует растрескиванию, особенно если дополнительно включается азот.
Технология сварки титана с нержавейкой выглядит следующим образом:
Соединение медных деталей с нержавеющей сталью также сопровождается техническими сложностями в связи с невысокой температурой плавления меди и ее высоким уровнем поглощения веществ в газообразных состояниях. Эти свойства значительно осложняют проведение сваривания толстых медных деталей обычными электродами даже с использованием защитных газов.
Наиболее перспективным способом будет использование вольфрамовых электродов в аргоновой среде. Однако в отдельных случаях медную проволоку можно использовать в качестве присадки, так как она способствует улучшению качества сварных швов. Иногда можно вместо аргона применять азот. Правда в этом случае вольфрамовый электрод расходуется быстрее, что снижает экономическую целесообразность использование азота. Наибольшая эффективность достигается при совместном использовании вольфрамовых электрод в аргоновой среде, а в азотной – графитовых.
Процесс сварки латуни с нержавейкой весьма затруднен. Латунь обладает значительным количеством цинка, снижающего прочность соединений с любыми разнородными сплавами. Прочность соединения минимальна. В этом случае целесообразнее проводить пайку. Нержавеющая сталь с латунными деталями может соединяться с помощью легкоплавких припоев, но их расход будет чувствительным. При этом образовавшееся соединение не будет иметь свойств, присущих латуни, поэтому будет обладать достаточной прочностью.
Как исключить дефекты при сварке
Процедура сваривания нержавейки обладает своими особенностями. Без их учета и проработки могут возникать определенные дефекты на сварных швах и отрицательные свойства. Например, спустя определенное время в определенных точках вокруг швов могут возникать очаги «ножевой» коррозии.
Итогом воздействия повышенной температуры становится возникновение горячих трещин. Они формируются из-за того, что сварные швы обладают аустенитной структурой. Хрупкость швов объясняется продолжительным влиянием повышенных температур и стигматации.
Для исключения возникновения горячих трещин используется специальные присадочный материал, добавляющий шву прочности. В этом случае процентное содержание феррита в сплаве будет составлять не менее 2%. Для этих же целей используется дуговая сварка и малую длину дуги. Не нужно кратер сварочной ванны выводить на основную плоскость металла.

Автоматический сварочный процесс целесообразно проводить при небольшой скорости. Оптимально провести работу с меньшим количеством подходов. Благодаря повышению скорости и работе с короткой дугой значительно снижается риск возникновения деформации, а также достигается экономия на материале. Максимальная скорость сваривания нержавеющей стали способствует увеличению стойкости к коррозийным явлениям.
Представленные видео помогут разобраться с самыми актуальными способами сваривания нержавеющей стали: при помощи электродов и инвертора и инвертором с защитным газом – аргоном. Исходя из планируемого конечного результата, вы обязательно подберете оптимальный для себя.
oxmetall.ru
Сварка нержавеющих труб
Сварка труб из такого материала, как нержавеющая сталь позволяет получить высококачественный шов, причем изделие будет обладать превосходными механическими характеристиками, главным из которых будет хорошая сопротивляемость коррозионным процессам, так как нержавейка совсем не чувствительна к ржавчине.
Технология орбитальной сварки подразумевает не только горячее прессование, но и применение специальных электродов, все работы производятся в аргоновой среде. Кроме того, сами электроды при проведении орбитальной сварки обладают специальным защитным покрытием из легирующих составов. Металлическая часть электрода изготавливается из специальных материалов, которые будут обеспечивать высококачественное сварное соединение. По своему химическому составу оно вовсе не будет отличаться от основной трубы.
Особенности сварки нержавейки
Сварка нержавеющих труб обладает определенными отличительными характеристиками, которые напрямую связаны с качествами подобного металла. Прежде всего, нужно принимать во внимание, что трубы, выполненные из нержавейки, значительно хуже проводят через себя тепло по сравнению с обыкновенной высокоуглеродистой или низкоуглеродистой сталью. Это не очень положительный момент, так как высокая температура будет наблюдаться только в районе, где производятся основные работы, причем она отводиться практически не будет.Вследствие данного момента заготовку можно перегреть или же вовсе прожечь насквозь. В связи с этим для сварки труб аргоном необходимо устанавливать сварочный ток более низких значений — примерно на 20% ниже по сравнению с работами при использовании обыкновенной стали.
Еще одним из ключевых моментов является достаточно высокий коэффициент линейного типа, соответственно трубопровод будет выдавать очень большую линейную усадку.
Этот момент также сложно отнести к положительным, так как из-за этого качества элементы, сделанные из нержавейки, будут сильно деформироваться, на их поверхности могут появляться трещины. Чтобы минимизировать подобное качество при сварке труб из нержавеющей стали, желательно делать между ними довольно большой зазор, благодаря которому все деформационные моменты будут сводиться практически к нулю.
У нержавеющей стали достаточно высокое сопротивление, что обязательно сказывается в случае, если используют высоколегированные электроды, так как они начнут сильно нагреваться и быстрее расплавляться. Соответственно, качество сварного соединения будет значительно ниже. Если человек все же решил использовать данный расходный материал, что лучше всего брать электроды наименьшей длины.
Подготовка к проведению работ
Перед тем как сваривать нержавеющие элементы, их следует правильно подготовить к проведению работ. Основные моменты здесь заключаются в следующем:
Как правильно производить работы?
Работы, касающиеся соединения тонкостенных труб, изготовленных из нержавеющей стали, следует производить по определенной технологии. Только в этом случае удастся сформировать надежный и долговечный сварной шов, чтобы конструкция получилась не только качественной, но и приобрела при этом весьма привлекательный внешний вид.
Сварка в аргоновой среде производится при помощи специального электрода неплавящегося типа. Он производится из вольфрама, а все работы ведутся как на постоянном, так и на переменном токе. Следует помнить, что полярность устанавливают прямую.
Электрод закрепляется в специальной горелке, оснащенной соплом, по которому и будет подаваться аргон. Сварное соединение будет получаться за счет наплавления на заготовки присадочной проволоки, которая может подаваться к участку проведения работ как в ручном, так и в автоматическом режиме. Перемещать горелку придется вручную.Горелку не перемещают из стороны в сторону, как при работе с черным металлом, так как в противном случае сварочная ванна выйдет из аргоновой среды, что в значительной степени снизит конечное качество соединения. После того как шов сформирован, необходимо еще некоторое время подавать газ, чтобы он остывал тоже в его среде.
electrod.biz
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 ммЛучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
Электроды ММА для нержавеющих сталей

Вопрос №2.В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.

Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:Временное сопротивление разрыву, более 540Н/мм2Относительное удлинение, более 20%Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов• Струйный перенос – лучше всего использовать порошковую проволоку без газа• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.

Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
svarka-master.ru
Сварка нержавеющей стали в домашних условиях
Использование нержавеющей стали во многих изделиях продлевает их срок эксплуатации и улучшает внешний вид. Легированные металлы широко применяются в химической промышленности, машиностроении, и изготовлении бытовых емкостей и полотенцесушителей. Но порой этот материал, под действием блуждающих токов или сильной коррозионной среды, дает течь. Начинающие сварщики, в попытках исправить положение, сталкиваются с несколькими трудностями по работе с таким металлом. Или же возникает потребность соорудить собственную емкость из легированной стали. Как варить нержавейку правильно, чтобы швы оставались герметичными? Сколько существует способов сварки нержавейки и какой из них лучше? Что наиболее подойдет для работы в домашних условиях?

Особенности сварки
Варить нержавеющую сталь возможно несколькими способами, но в каждом из них необходимо учитывать специфические особенности материала. Работа с легированной сталью отличается от низкоуглеродистой тем, что свариваемый металл позволяет формировать ровные швы, требующие минимальной обработки. Благодаря шлифовке и полировке можно получить идеальный вид поверхности, которую не нужно красить.
Но в том, как сваривать нержавейку, есть и свои трудности. Они заключаются в следующем:
Зная о вышеописанных свойствах металла можно выбирать верные режимы сварки и правильные расходные материалы, что позволит получить качественный результат.
Подготовка металла
Как правильно варить нержавейку показано на различных видео. Но все эти способы подразумевают предварительную подготовку материала под сварку. Эти этапы включают ряд действий:
Чем варить нержавейку: суть методов и технология процесса
Технология сварки легированных сталей подразумевает использование электрической дуги, позволяющей плавить металл, и создания защитного газового облака. Существует три способа сварить нержавейку.
Покрытыми электродами (MMA)
Суть метода заключается в использовании источника тока (трансформатор с выпрямителем или инвертор), подсоединяемого одним концом (массой) к изделию, а вторым к держателю электрода. Сварочный ток создает дугу между ними, способную плавить металл и формировать шов. Кроме краев пластин плавится и стержень электрода, который состоит из похожего по составу к основному металла. Сварочную ванну защищает обмазка электрода, которая расплавляется и выделяет особый газ.
ММА — это отличный вариант, когда требуется сварка нержавейки в домашних условиях. Аппараты доступны по цене и компактны для хранения в кладовке или гараже. Транспортировка не требует много места, а легкий вес позволяет работать на любой высоте. Электроды по нержавейке доступны в продаже.
После подготовки металла процесс сварки выполняется ведением электрода по линии соединения. Первый проход необходимо произвести ровно, наклонив электрод на себя или в удобную сторону. В этом же направлении и ведется шов. Расстояние между концом электрода и поверхностью металла выдерживается в 3-5 мм. Когда свариваемые пластины толстые, то требуется несколько проходов. После каждого следует отбивать шлак. Многопроходные швы ведутся с легкими колебаниями электрода для придания чешуйчатости и заполнения места соединения.
Настройки на аппарате выставляются соответственно изделию:
| Толщина пластин, мм | Напряжение, V | Диаметр электрода, мм | Сила тока, А |
| 1 | 11 | 2 | 30-40 |
| 1.5 | 12 | 2 | 40-60 |
| 2 | 13 | 2 | 55-75 |
| 3 | 15 | 3 | 90-100 |
Полуавтоматом
Нержавеющие стали свариваются отлично полуавтоматом. Это более изящный процесс, позволяющий быстро и качественно заварить соединение любой толщины. Источником тока выступает аппарат с постоянным напряжением или инвертором. Масса крепится на изделие, а «плюс» подсоединяется к специальной горелке.
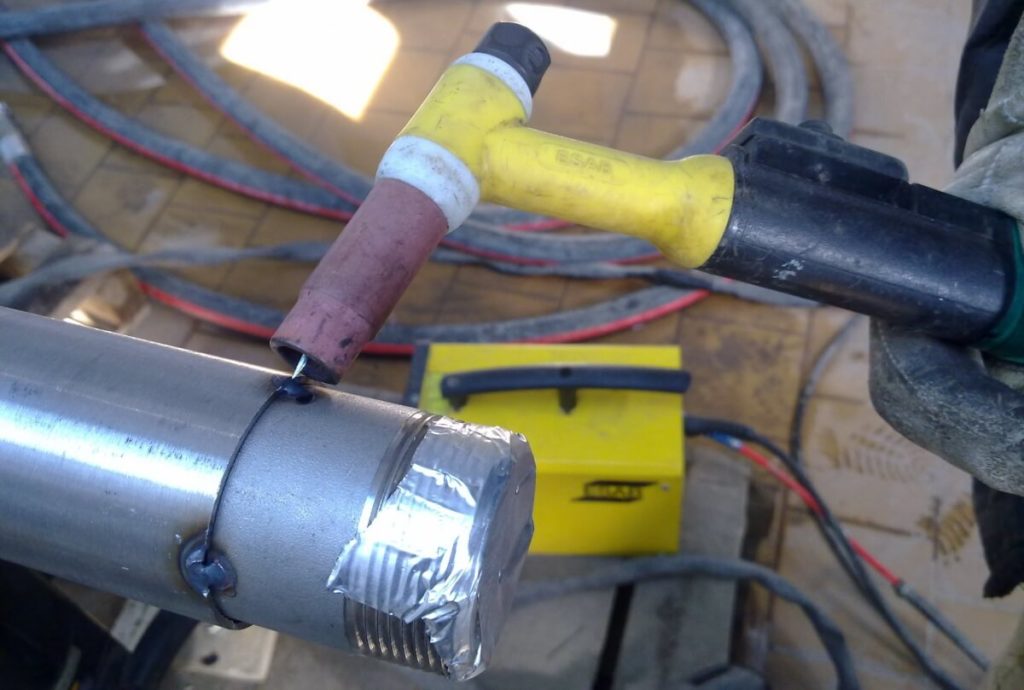
Горелка совмещает в себе подачу тока и подвод инертного газа в зону сварки. Электричество передается по кабелю и специальному мундштуку-контактору. Газ идет по параллельно уложенной в рукаве шланге и выходит через сопло. В качестве присадочного материала выступает проволока, автоматически подающаяся тяговым механизмом. Напряжение через мундштук переходит на проволоку и между ней и изделием возбуждается дуга. Одновременно происходит обдув защитным газом, предотвращающий контакт с внешней средой. Для соединения нержавейки используют чистый аргон или его смеси с углекислотой.
Проволока должна быть из того же материала, что и свариваемые детали. Ее диаметр и скорость подачи выставляются исходя из толщины изделия и пространственного положения. Рекомендуемые параметры следующие:
| Толщина изделия, мм | Сила тока, А | Диаметр проволоки, мм | Скорость подачи, м/ч |
| 1.5 | 80-100 | 0,8-1,0 | 160-180 |
| 2 | 130 | 1.2 | 180-230 |
| 3 | 160-200 | 1,2-1,4 | 350-400 |
| 5 | 200-300 | 1,2-1,6 | 450-650 |
Для создания особо прочных швов, подвергающихся химическому воздействию на предприятиях, применяют порошковую проволоку, которая имеет трубчатое строение и включает в себя флюс, дополнительно защищающий зону сварки. После окончания шва флюс застывает на поверхности в виде шлака и требует отбития. Швы ведутся с колебательными движениями, справа налево или наоборот. Важно следить за полным заполнением зоны соединения присадочным металлом. Это хорошо контролировать, поскольку при сварке обычной проволокой нет шлака, мешающего обзору.
Полуавтоматические аппараты стоят дороже инверторов и требуют дополнительной оснастки баллоном, редуктором и шлангами. Но благодаря такому способу сварки можно быстро вести работы.
Аргоновая сварка
Сварка тонкой нержавейки особенно хорошо удается аппаратами с постоянным током и не плавящимся электродом. Масса от оборудования подключается к пластинам, а + крепится к горелке. Аппарат выдает постоянный ток, полярность выставляется обратная. По каналу к горелке подводится напряжение и газ. Ток передается через прижимной механизм на вольфрамовый электрод. Между ним и пластинами зажигается электрическая дуга. Кончик электрода, заточенный как игла, позволяет формировать тонкие швы, на миллиметровом железе. Сам электрод не плавится, а лишь нуждается в периодической заточке. Оплавляются кромки свариваемого материала и дополнительно подается присадочная проволока. Она должна быть из однородной стали со свариваемым изделием. В процессе задействованы обе руки сварщика, поэтому данный метод требует определенных навыков и тренировок.
Защитным газом выступает аргон, подающийся по шланге в аппарат. Его продувка не только ограждает сварочную ванну от внешней среды, но и помогает остужать электрод и конец зоны сварки.
Швы таким методом ведутся справа налево, с наклоненной горелкой. Если необходимо тоненькое соединение, то никаких колебаний не требуется. В случае широких стыков, выполняются поперечные движения электродом. Зазор между ним и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм, чтобы было удобно вести шов, но не перегревать вольфрам. Рекомендуются следующие параметры:
| Толщина материала, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 10 | 1.6 |
| 1.5 | 45-55 | 12 | 2.3 |
| 2 | 60-80 | 15 | 2.3 |
| 3 | 90-110 | 16 | 2.3 |
Сваривание нержавейки — это интересный процесс, позволяющий получить качественное соединение, способное служить длительный срок. В домашних условиях наиболее подходит сварка покрытым электродом инвертором. Но если предстоит большой объем работ, то лучше воспользоваться полуавтоматом. Для соединение тоненьких пластин идеальна аргоновая сварка.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как варить нержавейку инвертором в домашних условиях?
Ноябрь 26, 2015
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать нержавеющую сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке

У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
Техника сварки нержавеющей стали

Чем можно варить нержавейку? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Перед сваркой зону контакта необходимо тщательно зачистить металлической щеткой и промыть растворителем, для удаления масла или иных жиров. Как и все металлы, нержавейка при сварке очень чувствительна к чистоте поверхности. Ток выбирается согласно инструкции к сварочному инвертору определенной модели, но в любом случае, он должен быть ниже, чем для работы с углеродистыми сталями.
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
вернуться к меню ↑Выбор инвертора
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%. В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки в домашних условиях подходят практически все современные инверторы бытового и профессионального типа.
вернуться к меню ↑Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
electrod.biz
Сварка нержавейки электродом в домашних условиях
Сварка нержавеющей стали является одной из самых трудных в сварочном деле. Ванна, при работе, получается текучей и создает сложности при формировании потолочных и вертикально расположенных швов. Разжиженный металл при выполнении этого вида работ стекает не только с вертикальных поверхностей, но и с горизонтальных. Именно поэтому при сварке нержавейки требуются аккуратность и четкость в движениях: только благодаря этим действиям получается качественный шов. 
Способы сварки нержавейки
Выделяются три основных способа для промышленных и домашних работ:
В данной стать постараемся ответить на вопрос, можно ли варить нержавейку обычным электродом.
Требования к выбору электродов
Для того чтобы сваривать нержавеющий металл необходимо подобрать электроды.Если рассуждать логически, электроды нужно использовать предназначенные для таких работ. Они должны обладать следующими особенностями:
Ассортимент электродов весьма широкий. Если не вдаваться в детали каждой конкретной марки, а полагаться на  жизненный опыт многих сварщиков можно сделать небольшие выводы. На сегодняшний день распространенным вариантом среди мастеров являются электроды ОК 67.60 шведской фирмы ESAB. Они подходят для многих коррозиестойких сталей, таких как 08Х18Н10, 12Х18Н10Т, 12Х18Н10 и т.д. ESAB ОК67.60 с рутилово-кислым покрытием имеют легкий повторный поджиг, уверенно держат дугу, шов получается чистым и ровным. Образующийся шлак при этом отделяется легко. Заварить аккуратный шов с их применением под силу даже новичку.
жизненный опыт многих сварщиков можно сделать небольшие выводы. На сегодняшний день распространенным вариантом среди мастеров являются электроды ОК 67.60 шведской фирмы ESAB. Они подходят для многих коррозиестойких сталей, таких как 08Х18Н10, 12Х18Н10Т, 12Х18Н10 и т.д. ESAB ОК67.60 с рутилово-кислым покрытием имеют легкий повторный поджиг, уверенно держат дугу, шов получается чистым и ровным. Образующийся шлак при этом отделяется легко. Заварить аккуратный шов с их применением под силу даже новичку.
Электроды отечественного производства идут в основном с базисным покрытием. Распространенными марками являются ОЗЛ-8, либо ЦЛ-11. Они дешевле, но требуют от сварщика определенного мастерства. Данные электроды часто залипают, имеют нестабильную дугу, но все же обеспечивают неплохие антикоррозионные свойства шву.
Где чаще всего применяется метод
Области, в которых применяется сварка нержавейки инвертором, обширны за счет мобильности инвертора. Он не привязан к единому месту, поэтому работы могут выполняться как в домашних условиях, так и на производстве.
Сварка нержавеющей стали электродами будет полезна только при создании коротких швов. РДС востребована в следующих видах работ:
Резюмируя вышесказанное, стоит еще раз отметить, что сварка нержавейки электродом используется в случае, если предстоящие работы не имеет большого масштаба. Поэтому инверторное соединение нержавеющих сталей подходит для использования в личных целях, и в целях производства на малых участках. Соединяемыми элементами выступают металлические конструкции, предметы из нержавеющей стали или трубы.
Если вы все же намерены выполнить сварку нержавейки с помощью электродов, то последовательность выполнения работ описана ниже.
Подготовка к РДС в домашних условиях
Стоит понимать, что наличие большого опыта в сварочном деле не выступает гарантом создания аккуратных и качественных вертикальных швов.
Сварка нержавейки в домашних условиях возможна после подготовки свариваемых поверхностей к будущему соединению. Выполните следующие действия перед передачей материала в работу:
Если говорить о ММА-сварке нержавеющих сталей, необходимо тщательно подбирать сварочные материалы и не перегревать деталь , ведь перегрев ведет к выгоранию легирующих компонентов.
Процесс сварки нержавеющих металлов дома
Как правильно варить нержавейку электродами подскажут следующие рекомендации:
Процесс сварки подошел к концу, дальше требуется провести работы по сохранению антикоррозионных свойств свариваемых деталей.
Почему ржавеет нержавейка — как защитить сварочный шов
Нержавеющая сталь крайне чувствительна к механической зачистке после сварки, при которой снимается верхний окисленный ( пассированный ) слой материала. Именно он защищает сварочный шов от ржавчины. Восстановление окисленного слоя происходит примерно 4-6 часов в зависимости от марки. В течении этого времени не допускается попадание органики в зону зачистки, что зачастую является невыполнимым. Возможное решение этой проблемы заключается в использовании специального спрея после механической зачистки. Консервант состоит из пассивирующих присадок и синтетических масел.

svarkagid.ru