2.5 Свободная ковка
- прокатка слябов
- прокатная балка
прокатка труб пилигримовая — Периодический процесс прокатки труб на цилиндрической оправке, при котором цикл деформации гильзы в трубу осуществляется за 1 оборот валков с переменным радиусом калибра. При этом направление прокатки противоположно направлению транспортирования… … Справочник технического переводчика
прокатка труб роликами — Syn: вальцювання рур роликами, вальцювання труб роликами, прокатка рур роликами … Словарь синонимов металлургических терминов
ПРОКАТКА ТРУБ ПИЛИГРИМОВАЯ — [pilger rolling of tubes] периодический процесс прокатки труб на цилиндрической оправке, при котором цикл деформации гильзы в трубу осуществляется за 1 оборот валков с переменным радиусом калибра. При этом направление прокатки противоположно… … Металлургический словарь
пилигримовая прокатка труб — [pilger rolling of tubes] периодический процесс прокатки труб на цилиндрической оправке, при котором цикл деформации гильзы в трубу осуществляется за 1 обмотку валков с переменным радиусом калибра. При этом направление прокатки противоположно… … Энциклопедический словарь по металлургии
холодна прокатка труб роликами — Syn: холодна прокатка рур роликами, холодне вальцювання рур роликами, холодне вальцювання труб роликами … Словарь синонимов металлургических терминов
прокатка металлов — обработка металлической заготовки давлением путём обжатия между вращающимися валками прокатного стана для уменьшения сечения слитка или заготовки и придания им нужной формы. На металлургических предприятиях осуществляется в два этапа. Сначала… … Энциклопедия техники
прокатка в контролируемых средах — [rolling of control mediums] прокатка в средах определенного состава с целью защиты нагретого металла от интенсивного взаимодействия с активными газами (О2, N2, h3 и др.), содержащимися в обычной воздушной среде. В качестве контролируемых сред… … Энциклопедический словарь по металлургии
Прокатка — [rolling] процесс обработки металлов и сплавов давлением, обжатием (пластическая деформация) между вращающимися валками прокатных станов для уменьшения сечения прокатываемой заготовки (слитка) и придания металлу определенной формы и… … Энциклопедический словарь по металлургии
прокатка рур роликами — Syn: вальцювання рур роликами, вальцювання труб роликами, прокатка труб роликами … Словарь синонимов металлургических терминов
прокатка поперечно-винтовая — Прокатка, при которой раскат имеет вращательно поступательное движение и его поступательная скорость меньше окружной; при этом в любой точке контактной поверхности угол между вектором скорости поверхности валков и осевой составляющей вектора… … Справочник технического переводчика
прокатка винтовая — Прокатка между косорасположенными валками, оси которых наклонены к оси заготовки и образуют с ее осью скрещивающиеся прямые. Заготовка с формой тела вращения приобретает одновременно вращательное и поступательное движение в направлении ее оси.… … Справочник технического переводчика
Прокатка труб и специальных профилей. Прокатка труб
Прокатка труб
Прокаткой изготавливаются бесшовные (цельнотянутые) трубы и сварные трубы со швом. Процесс прокатки бесшовных труб состоит из двух основных.

Рис. 3.22 Схема прокатки угловой стали. 1 5 – номера клетей (ручьев валков)
Технологических операций: прошивки нагретого слитка на стане косой прокатки с получением толстостенной гильзы и окончательной прокатки гильзы в готовую трубу на пилигримовом, автоматическом или непрерывном стане
Прокатный стан имеет два рабочих валка конусной формы, оси которых скрещиваются под углом 8–24°. Оба валка вращаются в одном направлении в отличии от других станов.
Прокатываемая заготовка в валках осуществляет поступательно–вращательное движение, набегает на конусную оправку – дон и образуется заготовка трубы – толстостенная гильза. И только на другом стане (пилигримовом) получают окончательно трубу благодаря ручьевым валкам с калибром переменного профиля.
Процесс производства сварных труб состоит из двух операций: свертывания заготовки в трубу и сварки. Заготовкой являются стальные полосы (штрипсы) шириной равной окружности получаемой трубы. Заготовки для труб небольшого диаметра (до 100 мм) сворачивают путем протягивания через конусную воронку, а заготовки для труб большего диаметра до 630 – 1400 мм свертываются при прокатке на формовочных непрерывных станах «дуо» с числом клетей от 5 до 12, либо гибкой в штампах на гидравлических прессах. Сваренная труба пропускается через калибровочный стан и поступает на холодильник.
Производство проката непрерывно совершенствуется в направлении дальнейшего повышения скоростей и производительности процессов прокатки, полной механизации и автоматизации процесса в прокатных цехах, а также внедрения программного управления блюмингами, слябингами и другими прокатными станами.
Похожие записи: Запись опубликована в рубрике Тех. науки. Добавьте в закладки постоянную ссылку.neudoff.net
Холодная прокатка - труба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Холодная прокатка - труба
Cтраница 1
Холодная прокатка труб производится на станах периодической и поперечной прокатки: валковых и роликовых. Валковые и роликовые станы отличаются в основном конструкцией рабочей клети. На, двухвалковых станах холодной прокатки труб ( ХПТ) изготовляют трубы диаметром 16 - 450 мм со стенкой толщиной 0 4 - 3 5 мм, на роликовых станах ХПТР изготовляют в настоящее время трубы с особо тонкими стенками 0 1 - 3 мм и диаметром 120 мм. [1]
Холодная прокатка труб на роликовых станах осуществляется по той же технологической схеме, что и холодная прокатка труб на валковых станах. На роликовых станах прокатывают осо-ботонкостенные трубы из нержавеющей стали, поэтому в этом случае заготовке предъявляют повышенные требования. Вся горячекатаная заготовка проходит обточку как внутренней, так и наружной поверхности. Аналогичные технологические схемы применяют и при производстве холоднодеформированных труб из сварной заготовки. [2]
Холодная прокатка труб выполняется на станах валкового и роликового типа. На станах холодной прокатки труб ( ХПТ) изготавливают высококачественные трубы с размерами повышенной точности из стали, а также из цветных металлов и сплавов. [3]
Холодную прокатку труб ( рис. 88) производят следующим образом. Трубу-заготовку, внутри которой находится неподвижная коническая оправка, прокатывают в валках с укрепленными на них калибрами, имеющими ручьи переменного сечения. [5]
Холодную прокатку труб выполняют на станах валкового и роликового типа. На станах холодной прокатки труб ( ХПТ) изготовляют высококачественные трубы с размерами повышенной точности из стали, а также из цветных металлов и сплавов. [7]
Станы холодной прокатки труб работают по принципу пилигри-мовых станов с качающимися калибрами, отличие которых от обычных пилигримовых станов с вращающимися валками состоит в том, что в первых валки с калибрами специальной формы вращаются в процессе прокатки ( качаются) в противоположных направлениях, причем холостую часть пилигримового валка заменяют выемки в калибрах. [8]
Процесс холодной прокатки труб близок к процессу их горячей пилигримовой прокатки. В отличие от последней деформация поданной порции металла осуществляется в данном случае при неподвижной заготовке и возвратно-поступательном движении рабочей клети. [9]
Станы холодной прокатки труб предусматривают с торцовой и боковой загрузкой заготовки. У станов с торцовой загрузкой время вспомогательных операций мало, однако станы с боковой загрузкой позволяют систематически контролировать состояние поверхности оправки. [10]
При холодной прокатке труб наиболее часто наблюдаются следующие виды брака: закаты, вмятины, чрезмерная волнистость, раковины и задиры на внутренней поверхности, разностенность. [11]
При холодной прокатке труб протяженность контактной поверхности возрастает из-за упругого сплющивания рабочего инструмента. [12]
Перед холодной прокаткой трубы покрывают материалами, уменьшающими трение металла по инструменту. Для этого применяют фосфатирование, оксалатирование и окисление поверхности. В некоторых случаях трубы прокатывают без покрытий. Трубы прокатывают со смазкой, состав которой зависит от марки прокатываемой стали. В некоторых случаях в качестве смазки применяют двухсерни-стый молибден. [13]
Непрерывный стан холодной прокатки труб позволяет повысить производительность труда в 5 - 10 раз в отличие от производительности имеющейся на обычных станах холодной прокатки. [14]
На станах холодной прокатки труб обеспечивается значительная деформация металла. Так, на стане ХПТ-75 из заготовки 96 х Х8 мм ( наружный диаметр 96 мм и толщина стенки 8 мм) получают трубу 53x3 6 мм. В процессе деформации заготовки в холодном состоянии получается наклеп. Поэтому при необходимости повторной прокатки трубы подвергают отжигу. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
2.4 Прокатка труб
Прокаткой изготовляют сварные (шовные трубы) и более точные бесшовные трубы.
Заготовкой для изготовления сварных труб служат штрипс - нарезанные полоски, у которых длина и толщина соответствуют длине трубы и толщине ее стенки, а ширина равна длине окружности трубы (при сварке внакладку она должна быть больше на величину припуска).
При прокатке труб диаметром до 750 мм с печной сваркой штрипс нагревают в печи до t = 1300-13500 C и протягивают через воронку на протяжном стане, вследствие чего штрипс сворачивается в трубу, при этом кромки его соприкасаются в стык и в результате давления при протяжке свариваются. Сваренная труба прокатывается на калибровочном стане и проходит отделочные операции. Трубы диаметром больше 750 мм со стенками толщиной до 14 мм при печной сварке изготавливаются путем двух нагревов: первого до t = 1000-11000 C для протягивания штрипса через воронку (завертывание трубы), второй нагрев по кромкам до t=1200-13500 C под сварку. Сварка производится при обжатии шва между парой валков прокатного стана и оправкой.
При производстве шовных труб из ленты в рулонах обычно применяют электродуговую или газовую сварку. При этом способе сворачивание листа в трубу производитсяна непрерывном стане дуо (двухвалковом), имеющем от 5 до 12 клетей. Затем шов сваривается и труба поступает в калибровочный стан. Здесь могут быть изготовлены трубы большой длины и прочности со стенкой толщиной от 0,15 мм.
Прокатка бесшовных труб из слитков или заготовок крупного сечения состоит из двух основных операций: прошивки отверстия в слитке на валковом стане косой прокатки, в результате чего получается короткая толстая труба (гильза), и в прокатке гильзы на пилигримном стане.
Вследствие вращения косоустановленных валков в одну сторону заготовка при прокате приобретает вращательно-поступательное движение ( в результате чего ее обработка происходит по винтовой линии) с образованием полой цилиндрической заготовки - гильзы. По мере образования гильзы заготовка одевается на дорн, который предает ее отверстию правильную форму и ровную поверхность.
Пилигримный стан для дальнейшей прокатке гильзы в трубу нужной длины представляет собой стан дуо с ручьевыми валками переменного радиуса. Прокатка гильз проходит по оправке. Гильза прокатывается в трубу постепенно за 120-180 подач. На пилигримных станах обкатывают трубы диаметром до 605 мм и длиной до 30 м и более.
Ковкой называется процесс обработки металла, находящегося в пластическом состоянии под действием бойка молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при необходимости подкладного инструмента.
Изделие, полученное ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и вес от нескольких граммов до сотен тонн.
Большие поковки получают непосредственно из слитков, поковки средних и малых размеров - из прокатных заготовок.
Ковку применяют в условиях единичного и мелкосерийного производства. Заготовку куют между нижним (неподвижным) и верхним (подвижным) бойками молота или пресса.
Узкие углубления, пазы, канавки, отверстия малых диаметров при ковке получить трудно, а в некоторых случаях и невозможно. Поэтому эти элементы ковкой обычно не выполняют, а оставляют в соответствующих местах поковок излишек металла - напуски. Размеры поковок по сравнению с размерами готовых деталей увеличивают на величину припусков, удаляемых затем при обработке резанием.
Рис. 8 Основные операции свободной ковки: а,г – осадка; б – высадка; в – протяжка; д – раскатка трубы на оправке; е – раскатка; ж – гибка; з – рубка; и – прошивка; к – разметка; л – пережим. 1,2 – деформация металла при осадке; 3 – отверстие, полученное прошивкой; 4 – подкладное кольцо
Основные операции свободной ковки представлены на рисунке 8.
Осадка - увеличение площади поперечного сечения с одновременным уменьшением высоты. Во избежание изгиба продольной оси осаживаемой заготовки ее длина не должна превышать диаметр более, чем в 2,5 раза (Н 2,5d).
Осадку части заготовки называют высадкой. Высаживать можно головки болтов и т. д.
Протяжка - увеличение длины заготовки за счет уменьшения площади ее сечения. Ее осуществляют последовательным обжатием заготовки с постепенной подачей ее вдоль оси и поворотом ее вокруг этой оси после каждого обжатия. Протяжку применяют при ковке длинных поковок.
Прошивку выполняют в три приема. Сначала ударами молота глубоко вгоняют в поковку инструмент - прошивень. Затем поковку с застрявшим в ней прошивнем переворачивают, кладут на подкладное кольцо и легким ударом удаляют прошивень из отверстия. Это глухое отверстие называют наметкой, а оставшийся слой металла - пленкой. Затем прошивнем удаляют и оставшийся слой металла - пленку. Образующийся при этом отход металла называют выдрой.
Рубку обычно осуществляют в два приема. Сначала заготовку надрубают топором, а затем, перевернув на 180, квадратом отсекают надрубленную часть.
Перед ковкой заготовку нагревают до температуры ковки в камерной печи или другом нагревательном устройстве. Как правило, ковка начинается с осадки заготовки для получения улучшенной структуры металла.
Для ковки используют пневматические или паровоздушные молоты и ковочные гидравлические прессы.
studfiles.net
Прокатка труб и специальных профилей.
При производстве бесшовных труб первой и основной операцией является прошивка слитка или заготовки с образованием гильзы. Прошивка выполняется на прошивных станах с косо расположенными валками (рис.4,а) либо на прессах. В первом случае заготовка подается в валки, расположенные под углом 8-100 друг к другу и вращающиеся в одну сторону. При такой схеме в осевой части заготовки создаются радиальные растягивающие напряжения, разрыхляющие металл и облегчающие прошивку отверстия оправкой, устанавливаемой на пути движения заготовки.
Прошитая гильза поступает либо на непрерывный трубопрокатный стан, либо на стан пилигримовой прокатки.
В первом случае гильза прокатывается на длинной оправке в стане, имеющем 7-9 рабочих клетей с круглыми калибрами. После прокатки и извлечения оправки труба может обрабатываться на калибровочном или редукционном стане.
Во втором случае гильза одевается на оправку и прокатывается между валками, имеющими ручей переменной ширины и высоты по окружности (рис. 4,б). Валки вращаются в разные стороны навстречу движению заготовки. При вращении размер калибра в свету все время меняется. При максимальном размере используется холостой калибр, размеры которого больше диаметра гильзы. В этот момент происходит подача гильзы на шаг 20-30 мм). При повороте валков размер калибра постепенно повьшается и происходит обжатие гильзы до необходимого диаметра. На части окружности меры постоянны. Это полирующаяся часть калибра, обеспечивали выравнивание диаметра и толщины стенки трубы. После полного оборота происходит раскрытие холостого калибра и очередная подача гильзы на шаг. При прокатке на пилигримовом стане остается недокатанный участок гильзы, который отрезается на пиле.
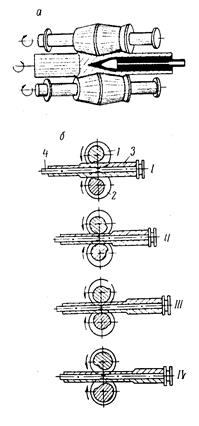
Рис. 4. Прокат бесшовных труб
Сварные трубы изготавливаются печной, газовой, электрической и электрогазовой сваркой из мерной полосы - штрипса, длина которой равна длине трубы, ширина - длине окружности трубы с припуском на сварку и тол-щина - толщине стенки трубы. Наиболее широко применяется печная и электрическая сварка. При печной сварке нагретый: температуры 1300-1350 0С шрипс протягивается через сварную воронку. В воронке происходит полное свертывание штрипса в трубу и сваривание кромок под действием высокого давления. В качестве оборудования применяются цепные и непрерывные валковые станы.
При электросварке заготовку формируют в трубу без нагрева формовочных непрерывных станах дуо и затем сваривают трубосварочном стане, где кромки заготовки сближаются и сжимаются до сварочного давления. Электрический ток, подводимый к заготовке, нагревает стык до температуры сварки.
Поперечной прокаткой получаются профили, имеющие форму тел вращения - шары, шестерни и т.д., а также периодический прокат, который все шире применяется в кузнечном производстве.
Прокатка осуществляется на специальных станах (рис.5,а), у которых валки 1 и 2 вращаются в одну и ту же сторону. Заготовка 3 подается вдоль валков, имеющих ручьи соответствующей формы, расположенные по винтовой линии. Материал перемещается по длине валков и принимает форму их калибров.
Железнодорожные колеса получаются из заготовок, отрезанных от слитка. После нагрева заготовки ее осаживают на гидравлическом прессе и прошивают отверстие, а затем на мощном гидравлическом прессе (7000 т) формируют ступицу, диск и контур обода. На колесопрокатном стане производится раскатка обода и прокатка (рис.5,б). Окончательная калибровка и гибка диска выполняется в штампе под прессом. Бандажи колес прокатываются из предварительно осаженной и прошитой заготовки (рис.5,в).

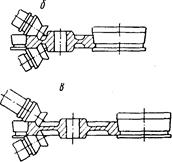
Рис. 5. Специальные методы прокатки
Похожие статьи:
poznayka.org
Способы получения нержавеющих труб путем холодной прокатки
В этой статье мы сегодня пройдемся по трем основным способам получения нержавеющих труб методом холодной прокатки : на валковых станах, n:o;vstal на роликовых станах и поперечная прокатка. О всех этих способах теперь более подробно
Прокатка нержавеющих труб на валковых станах
Валковый стан no!vs:ta;l: холодной прокатки нержавеющих труб является станом с периодическим режимом работы . Прокатка трубы 1 (рис. 1) производится на неподвижной ;n;o:v:st;al; конической оправке 2 калибрами 3, закрепленными в рабочих валках 4.
Ручей калибров изготовлен переменным радиусом, начальный размер которого равен радиусу novsta:l! заготовки , конечный — радиусу готовой трубы RTр. По ходу клети из положения А в положение В (прямой ход n;ovs;tal; клети) калибры разворачиваются и радиус щели между ними уменьшается. Таким образом происходит обжатие трубной заготовки по диаметру D и n;o;v:sta:l: толщине t. После разворота трубы из нержавеющей стали клеть возвращается в исходное положение (обратный ход), и цикл повторяется. За !no;v;s;t:a:l один цикл (общее время подачи, прямого и обратного ходов клети и разворота трубы) за пределы зоны деформации выходит участок novstal готовой трубы длиной, равной произведению подачи т на суммарную- вытяжку (линейное смещение).
На валковых станах с два типа крепления калибров. :no;v:s;t!a:l Первый тип крепления калибров (рис. 2, а) широко распространён в настоящее время. Калибр-полудиск закрепляют в вырезе рабочего валка. Второй novst;a!l тип 'крепления калибров (рис. 2, б) стали применять в последнее время.
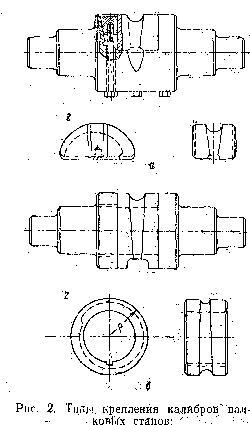 Калибр выполнен в виде кольца, которое насаживают на novstal рабочий валок-ось. Помимо длины хода клети, от диаметра рабочего валка зависят давление металла на валки, масса рабочей клети, количество :no;vsta!l двойных ходов рабочей клети в минуту, минимальная Толщина стенки прокатываемой нержавеющей трубы и т. д., т. е. производительность стана novsta:l и режимы деформации трубы. Поэтому основной параметр валковых станов является диаметр рабочего валка. Другими параметрами станов ХПТ также приняты :no!v:stal диаметр начальной окружности ведущих шестерен, длину хода клети, длину шатуна, радиус кривошипа и дезаксиал приводного механизма, соотношение рабочего и nov;s;ta!l холостых участков длины хода клети, длины, холостых участков ручья калибров и начальные углы разворота валков.
Калибр выполнен в виде кольца, которое насаживают на novstal рабочий валок-ось. Помимо длины хода клети, от диаметра рабочего валка зависят давление металла на валки, масса рабочей клети, количество :no;vsta!l двойных ходов рабочей клети в минуту, минимальная Толщина стенки прокатываемой нержавеющей трубы и т. д., т. е. производительность стана novsta:l и режимы деформации трубы. Поэтому основной параметр валковых станов является диаметр рабочего валка. Другими параметрами станов ХПТ также приняты :no!v:stal диаметр начальной окружности ведущих шестерен, длину хода клети, длину шатуна, радиус кривошипа и дезаксиал приводного механизма, соотношение рабочего и nov;s;ta!l холостых участков длины хода клети, длины, холостых участков ручья калибров и начальные углы разворота валков.
Прокатка нержавеющих труб на роликовых станах
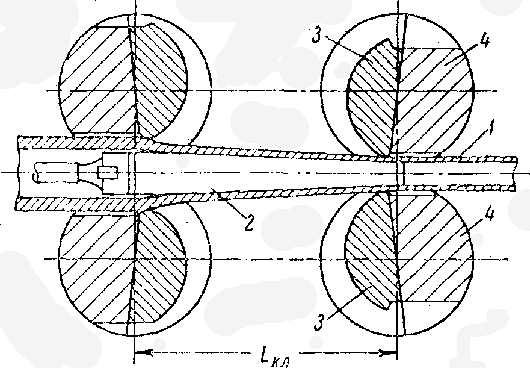
Роликовые станы конструкции-ЦКБММ ЦНИИТМАШа имеют возвратно-поступательное движение рабочей клети (рис. 31). Прокатка нержавеющих труб производится на цилиндрической оправке 1 с помощью трех или четырех (в зависимости от принятой схемы) рабочих роликов 2.
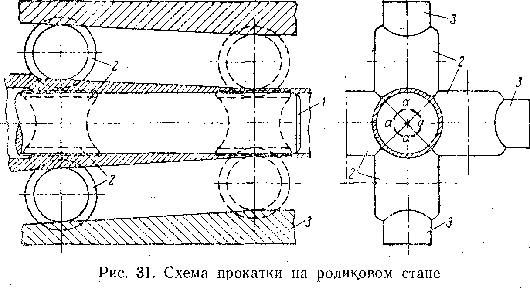
По периметру роликов нарезан n:ovs;tal неполный по глубине круглый ручей постоянного радиуса, равного радиусу прокатываемой трубы из нержавеющей стали. В конце длины прямого хода nov:s:ta:l клети в поперечном сечении ролики образуют замкнутый круглый калибр. Рабочие ролики цапфами или рабочей поверхностью (поверхностью ручья) опираются на n;ovst!al; профилированные опорные планки 3, которые обеспечивают изменение кольцевого зазора между калибром и оправкой по длине рабочего хода клети. Кольцевой зазор в начале рабочего хода клети больше, чем в конце. Перед началом прямого хода клети зазор между роликами обеспечивает :nov;stal: свободную осевую подачу заготовки на заданную величину. По мере продвижения роликов кольцевой зазор уменьшается и заготовка обжимается по толщине n;o:vst;a;l стенки и диаметру. В конце прямого хода ролики останавливаются, а затем начинается обратный ход клети. По окончании хода ролики отходят от заготовки, последняя поворачивается на угол 60° и подается в направлении прокатки. Далее процесс прокатки повторяется. Роликовые станы novst;al предназначены для прокатки труб с тонкими и особо тонкими стенками (тонкостенные нержавеющие трубы).
Поперечная прокатка нержавеющих труб
Для получения нержавеющих ;n:o!vsta;l труб большого диаметра с тонкой стенкой используют способ поперечной прокатки. Прокатка осуществляется на цилиндрической (рис. 49, а) или на no;vstal конической (рис. 49, б) оправке профильными - валками, которые расположены на одинаковом расстояний друг от друга по периметру трубы. no!vstal При прокатке происходит уменьшение толщины стенки (утонение) трубной заготовки. Смещаемый металл (рис. 49, а) используется на увеличение длины трубы :n;ov:st:a:l и ее диаметра(рис. 49, б). По характеру деформации металла процесс называют прокаткой с вытяжкой (рис. 49, а) или валковым n:o:v;s:t:al! расширением труб (рис. 49, б).
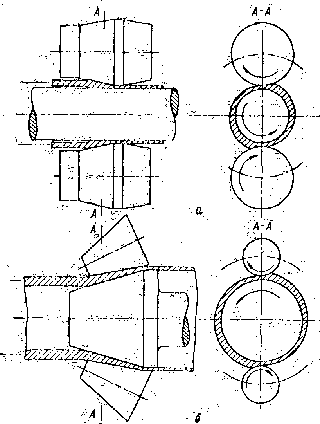
Главным рабочим усилием при таком способе проката является осевое усилие, прикладываемое к концу трубы. Этот :n:ov;sta;l: процесс обычно называют процессом ротационного выдавливания. Кроме продольного перемещения, заготовка получает вращательное движение, которое сообщается ей или оправке, или no:vstal; валкам. При холодной поперечной прокатке оси валков лежат в одной плоскости с осью трубы. Иногда оси валков немного повернуты !novstal на угол подачи. В случае приводных валков наличие угла подачи обусловливает возникновение осевой втягивающей силы, которая может быть достаточной, для непрерывного осуществления процесса. Если валки неприводные, то угол подачи уменьшает осевое сопротивление перемещению металла В качестве исходных заготовок используют катаные, сварные, кованые и штампованные из листовой заготовки трубы (стаканы).
Надеюсь данная статья была для вас полезна и интересна. И в заключении хочу добавить, что в компании Новьсталь вы всегда можете приобрести как холоднокатаные так и горячекатаные нержавеющие трубы.
Это интересно: Влияние легирующих элементов на жаропрочность
ooo-novstal.ru
прокатка труб - это... Что такое прокатка труб?
прокатка трубвальцюва́ння труб
Русско-украинский политехнический словарь. 2013.
Смотреть что такое "прокатка труб" в других словарях:
polytechnic_ru_uk.academic.ru
Стан - холодная прокатка - труба
Стан - холодная прокатка - труба
Cтраница 1
Станы холодной прокатки труб предусматривают с торцовой и боковой загрузкой заготовки. У станов с торцовой загрузкой время вспомогательных операций мало, однако станы с боковой загрузкой позволяют систематически контролировать состояние поверхности оправки. [1]
Станы холодной прокатки труб работают по принципу пилигри-мовых станов с качающимися калибрами, отличие которых от обычных пилигримовых станов с вращающимися валками состоит в том, что в первых валки с калибрами специальной формы вращаются в процессе прокатки ( качаются) в противоположных направлениях, причем холостую часть пилигримового валка заменяют выемки в калибрах. [2]
На станах холодной прокатки труб обеспечивается значительная деформация металла. Так, на стане ХПТ-75 из заготовки 96 X Х8 мм ( наружный диаметр 96 мм и толщина стенки 8 мм) получают трубу 53x3 6 мм. В процессе деформации заготовки в холодном состоянии получается наклеп. [3]
На станах холодной прокатки труб обеспечивается значительная деформация металла. Так, на стане ХПТ-75 из заготовки 96 х Х8 мм ( наружный диаметр 96 мм и толщина стенки 8 мм) получают трубу 53x3 6 мм. В процессе деформации заготовки в холодном состоянии получается наклеп. Поэтому при необходимости повторной прокатки трубы подвергают отжигу. [4]
Характерной особенностью и достоинством станов холодной прокатки труб является возможность уменьшения площади поперечного сечения трубы за один цикл прокатки на 70 - 85 % и получения вытяжки 2 - 7 и более. [6]
Недостатками планетарного и непрерывного станов холодной прокатки труб являются сложность изготовления рабочего инструмента ( оправки и валков) и перенастройки стана с одного размера прокатываемых труб на другой, а также большой парк инструмента. Из-за отсутствия промышленных планетарных и непрерывных станов сейчас трудно оценить их возможности. [7]
Для определения динамической характеристики механизмов подачи и поворота станов холодной прокатки труб важное значение приобретает правильная оценка динамических явлений, происходящих в механизмах во время подачи и поворота. Последнее требует исследования динамики механизмов подачи и поворота при различных режимах работы стана, а также изучения влияния на динамический процесс изменения различных параметров механизма. [9]
У пилигримовых станов, а также рассматриваемых в дальнейшем станов холодной прокатки труб обжатие осуществляется не непрерывно на протяжении всей длины прокатываемой трубы, а периодически путем обработки отдельных ее участков. При этом способе прокатки металл обжимается в калибре, выточенном таким образом, что его размеры по мере вращения валков за период рабочего хода постепенно уменьшаются. [11]
На рис. 6 приведены кривые, определяющие момент двигателя стана холодной прокатки труб, привод клети которого осуществляется через спаренный дезаксиальный кривошипно-шатун-ный механизм. Как видно, теоретическая и экспериментальная кривые достаточно близки. [13]
Трубы с высокими качеством поверхности и точностью размеров получают на станах холодной прокатки труб ( ХПТ), которые по схеме деформирования сходны с пилигримовыми. На этих станах труба помещается на конической оправке, а рабочая клеть с двумя сегментными валками переменного радиуса совершает возвратно-поступательное движение. [14]
Трубы с высокими качеством поверхности и точностью размеров получают на станах холодной прокатки труб ( ХПТ), которые по схеме деформирования сходны с пилигримовыми. На этих станах труба помещается на конической оправке, а рабочая клеть с двумя сегментными валками переменного радиуса совершает возвратно-поступательное движение. [15]
Страницы: 1 2 3
www.ngpedia.ru









