- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.
- 0082 СТ 0635- Внутренний диаметр 82 мм; толщина стенки базовой трубы 6 мм; толщина наплавки 3,5 мм.
- 0100 СТ 0640- Вн. Диаметр 100 мм; толщина стенки базовой трубы 6 мм; толщина наплавки 4,0 мм.
- 0150 СТ- Вн. Диаметр 150 мм; толщина стенки базовой трубы 18 мм; толщина наплавки 4,5 мм.
- 0200 СТ 0635- Вн. Диаметр 200 мм; толщина стенки базовой трубы 6 мм; толщина наплавки 3,5 мм
- Электроды- 6666N? 307-17
- Проволока- DO*0.2, CastoMag 45250, 45251, 45252, 45254.
Износостойкие трубы CastoTube с внутренней наплавкой. Трубы с наплавкой
Трубные конструкции - Наплавка
 Трубные конструкции
Трубные конструкции Категория:
Наплавка
Трубные конструкции Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе.
Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,7 кгс/см2, то на них не распространяются правила Госгор-технадзора. Стыки трубопроводов на давление свыше 0,7 кгс/см2 выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037—70 для стальных трубопроводов и ГОСТ 16038—70 для медных и медно-никелевых.
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показатели пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5—10%’ (первая проверка) и 10—25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательному металлографическому контролю подлежат стыки трубопроводов I и II категорий для перегретого пара и горячей воды. К 1 категории относятся трубопроводы перегретого пара с давлением выше 40 кгс/см2 и температурой выше 350° С и горячей воды с температурой выше 184°С; ко II категории — трубопроводы перегретого пара с давлением до 39 кгс/см2 и температурой до 350° С и горячей воды с температурой от 80 до 184° С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали — по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 12 кгс/см2, изготавливают в соответствии с требованиями, которые содержат Строительные нормы и правила (СНиП) Ш-Г7—71.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длиной 30—40 мм и высотой, равной половине толщины стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины ее стенки и химического состава металла. Различными технологическими приемами свариваются поворотные и неповоротные стыки трубопроводов.
Ручная сварка стыков труб покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д.
Корневой шов выполняется электродами 1,6—3 мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом).
При ручной сварке всего стыка целесообразно выполнять его в несколько слоев: при толщине стенки 4—5 мм — в два слоя (не считая корневого), при 10—12 мм—в четыре слоя электродами диаметром 3—4 мм. Ручная газовая сварка выполняется только в один слой.
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх.
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это приводит к лучшей структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на зачистку от шлака и отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2. Этими же электродами можно выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб Еыбирают в зависимости от марки и диаметра электрода и слоя шва.
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и самозащитной проволокой взамен газовой.
Соединение труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами от 7г до 2 дюймов получаются при использовании проволоки диаметром 0,6— 1 мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3 мм.
Скорость дуговой сварки выше скорости газовой в 2,3—2,5 раза, марка проволоки — Св-08Г2С. Сварка производится на постоянном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой. Режимы сварки в СОг приведены в табл. 58, 59.
Для работ ремонтного характера в помещениях наиболее удобно применение полуавтомата «Луч» (Институт электросварки им. Е. О. Патона) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246—70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряженной кассетой — 2 кг.
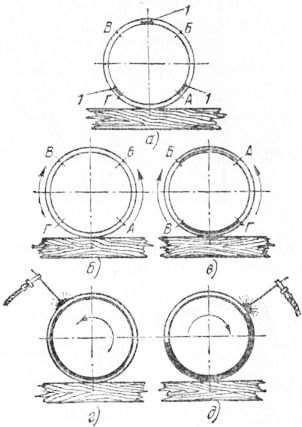
Рис. 1. Порядок сварки труб с поворотом: а — места размещения прихваток (/) и участков шва (А, Б, В, Г), 6 — выполнение первого слоя на участках А — Б и Г — В, в — поворот стыка и выполнение первого слоя на участках Г — А и В — Б, г — выполнение второго слоя шва. д — выполнение третьего слоя шва стыков
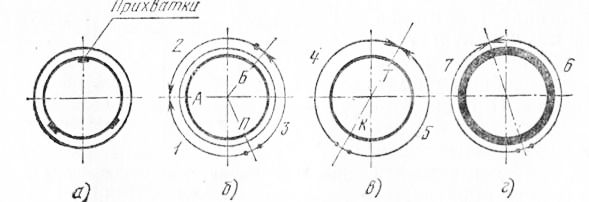
Рис. 2. Порядок сварки стыков неповоротных труб: а — сборка труб на прихватках, б, в, г — выполнение первого слоя, второго третьего; А. Б, П — границы участков первого слоя шва, Т, К — то же. для второго слоя шва, 1, 2, 3, 4, 5, 6, 7 — последовательность выполнения слоев шва на участках
В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-Ц дающие мало шлака.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой —электродами УОНИИ-13/45 и третий слой —электродами УОНИИ-13/55.
Стыки труб диаметром более 500 мм делят по окружности на 6—8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряженный металл стыкового соединения.
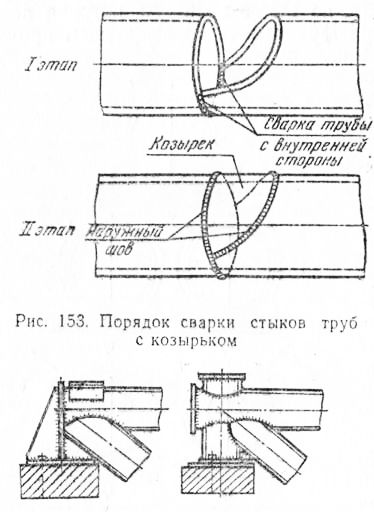
Рис. 4. Сопряжение труб под углами
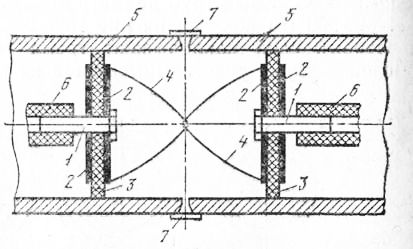
Рис. 5. Схема приспособления для сварки труб с поддувом газа: 1 — входной и выходной ниппели, 2 — металлические шайбы, 3 — резиновые шайбы, 4 — соединительные скобы из проволоки диаметром 2—3 мм. 5 — свариваемые трубы, 6 — шланг для подачи газа, 7 — приклеенная бумага
Наиболее прочное соединение труб можно обеспечить сваркой с поддувочным газом, подаваемым по самой трубе. В этом случае (рис. 5) газ формирует обратный валик регулируемой величины и охлаждает металл шва с образованием дендритов, направленных по толщине металла шва. Это увеличивает прочность сварного соединения и устраняет необходимость внутренних подкладных колец, как практиковалось по старой технологии сварки. В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
Читать далее:
Основные дефекты сварных швов и причины их возникновения
Статьи по теме:
pereosnastka.ru
Установка для наплавки труб - Технологический центр
Установка для наплавки труб, с применением TIG HOT WIRE (аргонодуговая сварка неплавящимся электродом с присадкой горячей проволоки) процесса, предназначена для наплавки внутренних поверхностей труб райзеров для глубоководной добычи нефти и др. применений в газовой и нефтяной промышленности. Наплавка осуществляется двумя горелками одновременно, т.е. наплавка двух слоев происходит одновременно. Каждая горелка обеспечивает наплавку с присадкой двойной проволоки. Производительность наплавки каждой горелки с присадкой двух проволок составляет 2,8-3,2 кг/час. Присадочная проволока на никелевой основе (инконель сплав 625), диаметр 1,2мм. Степень перемешивания во втором слое составляет менее 5%. Установка для наплавки труб обеспечивает возможность наплавки внутренних поверхностей труб длиной 6м или 12м (2 варианта исполнения установки). Установка оснащена системой видеонаблюдения во время наплавки и записью видео для последующего контроля, причем просмотр online видео во время наплавки можно осуществлять через удаленное интернет соединение. Система видеонаблюдения обеспечивает контроль внутреннего пространства при настройке положения горелок перед началом наплавки. Каждая горелка оснащена сисемой АРНД для автоматического регулирования длины дуги по напряжению. Дополнительно, по требованию Заказчика, горелки могут быть оснащены системой колебаний. Видеокамеры и горелки имеют мощное водяное охлаждение с регулировкой температуры охлаждающей жидкости.
.jpg)
Установка для наплавки труб состоит из следующих компонентов:
Вращатель оснащается проходным патроном большого диаметра, а также гидравлической ручной помпой с манометром для натяжения стального троса для перемещения сварочных горелок.
Общая рама установки для монтажа вращателя, люнетов, подиума стрелы со сварочными горелками и всей необходимой периферией. Рама устанавливается на ножки для регулировки по уровню.
Горелки имеют функцию автоматического смещения горизонтальной оси для перехода на новый виток во время наплавки (на определенное расстояние и с определенной скоростью, осуществление наплавки методом «слалом»).
Все компоненты автоматизации, включая сварочные источники и периферию (газовый контроллер, датчики и т.д.) управляются с одной панели управления с возможностью создания единой программы, в которой создаются все сварочные параметры, стартовые и промежуточные позиции горелки, последовательность наплавки витков и т.п. Панель управления контроллера имеет сенсорный цветной экран 10,4``, с меню на русском/английском языке. Дополнительно (по запросу Заказчика) контроллер управления оснащается программным обеспечением для контроля, мониторинга и записи данных в режиме on-line, а также задания допустимых пределов для сварочных параметров с тревожным оповещением при их выходе за пределы допуска.
Контроллер имеет возможность подключения к сети интернет с целью дистанционного обслуживания через VPN соединение, а также с помощью модемного соединения.
Скачать буклет
tctena.ru
Технология сварки водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления. Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?

Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Поделись с друзьями
1
0
2
0
svarkalegko.com
Наплавка и сварка внутри труб
Наплавка и сварка в ограниченном пространстве одна из областей применения в которой к оборудованию для осуществления процесса сварки или наплавки предъявляется много требований в том числе и противоречивых.
Так с одной стороны требуется максимально компактная сварочная головка, а с другой точность её позиционирования, что накладывает ограничения на возможную глубину наплавки, на возможности визуального наблюдения за процессом и на тепловую нагрузку на саму сварочную головку и детали находящиеся внутри наплавляемого или свариваемого изделия.
Разделить условно задачи можно на два типа.
Первый, когда внутри изделия возможно разместить колонну или консоль , возможно применяя телескопическую стрелу.


На фото вариант установки для работы внутри диаметра от 300 мм при глубине до 3500 мм
Второй, когда в изделие можно ввести только компактную сварочную головку.

В этом случае при процессе TIG с подачей холодной или горячей проволоки можно работать внутри диаметра от 40 мм и более при глубине до 1000 мм.
Наблюдение за процессом в первом случае ещё как то возможно, во втором случае процесс протекает практически вслепую.Разумеется режим и подготовка изделия должны быть по максимуму стабильны и исключать нештатные ситуации и брак. Однако это не всегда возможно, и, при ограниченном возможности визуального наблюдения способно привести не только к браку изделия но и к повреждениям частей оборудования и большим затратам времени на устранение последствий. Помощь тут может оказать функция мониторинга процесса с помощью ЧПУ машины по граничным параметрам, которая способна при выходе их за установленные по результатам наработки режима пределы остановить процесс до наступления неблагоприятных последствий.Решение вопросов о том как оснащать установку и какими функциями её наделять строго индивидуально. Так же стоит помнить что обеспечить высокую точность вращения изделия при использовании роликовых опор трудно, равно как и обеспечить глубокий диапазон регулирования скоростей перемещения консоли однако возможно получить спиральную траекторию требующую перемещения головки вдоль оси на несколько миллиметров в минуту при сохранении приемлемых значений максимальной скорости перемещения консоли.
technoweld.ru
Наплавка металла: виды, технология
Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.

Такой наиболее простой, но в то же время эффективный способ подходит не только для восстановления пригодности (работоспособности) металлических деталей. При помощи наплавки металла электродом можно видоизменить образец, придав ему форменные особенности, усилить свойства поверхностного слоя, поработать над прочностью и износостойкостью.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются.
Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, - рекомендации при проведении наплавки.

В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ.
Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Технологические особенности проведения процедуры
Взаимопроникновение раскаленных металлов друг в друга происходит на уровне молекул.
Для этого поверхностный слой основный разогревают до степени расплавления на небольшую глубину, а присадку до жидкого состояния.
К преимуществам сварки металла наплавкой относят возможность регулирования толщины слоя и нанесение присадки на образец независимо от его формы.

Название сплава с английского происходит от слова смешивание и в терминологии употребляется как гомогенное соединение. К основным характеристикам сплава относят повышенную надежность, поскольку при помощи механического воздействия поддать металлы разъединению к исходному состоянию невозможно.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла.
Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения.
При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках.
При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Технология наплава при помощи электродов
Прежде чем приступать к работе, проводят предварительную очистку металла, которая состоит из двух этапов: зачистки и обезжиривания.

Наплавка металла электродом - самый распространенный метод получения гомогенного слоя. Простота технологии делает его основным в применении и в условиях производства, и дома.
Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.

Подключение схемы – прямое или обратное. Второй вариант применяется чаще, так как отличается удобством. Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Особенности процедуры
Форменные особенности и толщина слоя зависят от сечения электрода. Чтобы обеспечить качественный наплав, напряжение и силу тока дуги необходимо свести к минимуму, но это требует корректного согласования. Практические навыки приобретаются с опытом и в дальнейшем не вызывают у рабочего сложностей.
Наплавка: маленькие секреты
При повышении напряжения рубец начинает увеличиваться не в объеме, а в ширину, что способствует увеличению длины дуги. У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.

Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Наплавочные швы и их виды
Чтобы получить качественное покрытие основной детали другим сплавом, начните укладку следующего рубца с противоположной стороны изделия. При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве.
Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
В зависимости от типа обрабатываемой детали используют одну из схем расположения рубцов:
С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.

Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде. Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской.
Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье.
Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
fb.ru
Наплавка металла – изучаем технологию металлургической коррекции + видео
Технология наплавки металла может быть самой различной – ручной, автоматизированной, с использованием защитных сред и без них. Так что рассмотрим основные виды подобных работ, их плюсы и минусы, а также необходимое оборудование.
1 Занимаемся наплавкой металла – суть процесса
В общем, наплавкой металла называют попросту нанесение на поверхность какого-либо изделия слоя раскаленного металла либо же сплава посредством сварки плавлением. Эта технологическая операция позволяет восстановить первоначальные размеры элементов, износившихся вследствие эксплуатации. Однако это не единственное предназначение вышеуказанного процесса, также с помощью наплавки металла можно получить необходимые свойства, например, повысить твердость покрытия, увеличить его износостойкость и т. д.

Рекомендуем ознакомиться
В зависимости от того, какого же результата вы желаете добиться, и подбирается наплавочный материал. Когда необходимо просто восстановить габариты изделия, то он будет схож по составу с металлом основы, а вот с целью получения особенных характеристик берется уже и соответствующий, более прочный наносимый сплав, чаще всего легированный.

Теперь же поговорим о требованиях и преимуществах данного процесса. Глубина проплавления основного металла, а также перемешивание основного и наплавляемого слоя должны быть минимальными. Кроме того, необходимо чтобы и остаточные деформации с припусками для последующей обработки тоже соответствовали наименьшим значениям. Ну а дальше уже поговорим обо всех плюсах и минусах, присущих конкретному способу.
2 Технологии наплавки металла
Выяснив, когда необходимо проводить наплавочные работы, и что это такое, следует разобраться с видами этой операции. Начнем с дуговой технологии. В этом случае с помощью одноименной сварки наносят на поверхность изделия слой металла. Для этого используются либо покрытые электроды, либо же специальные сварочные пасты. Достоинством первого варианта является низкая стоимость расходных материалов, а вот к недостаткам стоит отнести большую глубину провара и низкую степень автоматизации процесса. Во втором же случае достаточно высокая производительность, минимальная глубина провара и опять-таки способ довольно экономичный, но при этом очень сильная тепловая нагрузка.
Существует еще техника дуговой наплавки металла в инертных газах, в этом случае могут использовать как плавящиеся, так и неплавящиеся электроды. Плюсами первых можно назвать возможность автоматизировать процесс и относительно небольшие затраты энергии. А вторых – небольшой провар и экономичность. Что же насчет недостатков, так он для обоих вариантов одинаковый – ограниченные затраты мощности. В основном наплавкой металла в среде защитных газов пользуются тогда, когда нет возможности осуществить следующий вид.

Наплавка под флюсом отличается довольно высокой производительностью, а также минимальными потерями электродного металла. Кроме того, отсутствует необходимость в дополнительных средствах защиты, так как ни светового излучения, ни разбрызгивания металла нет. Да и сделать это сможет сварщик без особой квалификации. Правда, есть и свои нюансы, например, оборудование является весьма дорогостоящим, так что вряд ли кто-то захочет приобретать его для домашнего использования. А из-за достаточно большой зоны нагрева данный способ неприменим для мелких деталей. Также стоит отметить и значительное снижение усталостной прочности металла.
Если же выделение тепла происходит в шлаковой ванне в результате пропускания через нее сварочного тока, при этом там же и осуществляется расплавление основного и присадочного металлов, то речь идет об электрошлаковой наплавке металлов (ЭШН). Данный процесс отличается великолепными показателями производительности, возможностью получения слоя практически любой толщины и небольшой глубиной проплавления металла основы. Кроме того, он не слишком дорогой, при этом осуществляется очистка материала от всех вредных примесей. Однако ни в коем случае не допускается прерывание наплавки, также нужно потратить время на предварительную подготовку технологической оснастки. И велика вероятность, что шов, а также зона термического влияния будут иметь крупнозернистую структуру.

В принципе, основные виды наплавки уже рассмотрели кроме электроконтактной, так что скажем еще пару слов и о ней. Сущность этого метода заключается в нагреве присадочного материала за счет пропускания через него импульсов тока и одновременного сдавливания. Так и получается надежное соединение. К преимуществам следует отнести высокую производительность, минимальную зону термического влияния, так как время воздействия тока незначительно. Также отсутствует необходимость в дополнительной защите, ведь в атмосферу не выделяются вредные испарения, да и нет столь вредного для органов зрения излучения. Однако машины, на которых осуществляется подобное наращивание металла, весьма громоздкие и дорогие, что, естественно, относится к минусам данной технологии.
Основные методы наплавки: дуговая, под флюсом, в инертных газах, электрошлаковая и электроконтактная.
3 Оборудование для наплавки металла
Ну что же, пришло время поговорить и про оборудование для наплавки. Для ручного способа понадобится, в принципе, все то же самое, что и для РДС (ручной дуговой сварки). То есть, источник питания, сварочные провода, стол, где будет установлено обрабатываемое изделие, и расходные материалы. Не забывайте о технике безопасности, так что вам еще понадобятся защитные очки, роба, рукавицы и т. д.

Наплавки металлов под флюсом, электрошлаковая и электроконтактная осуществляются на специальных машинах. Поэтому для проведения наплавочных работ под слоем флюса основными узлами являются головки, конструкция которых зависит от вида обрабатываемой детали, а также токарный станок, на его суппорте и фиксируется вышеуказанный элемент. Наплавочная головка состоит из механизма подачи проволоки, а также мундштука и бункера для флюса. В большинстве случаев пользуются источником постоянного тока.

Установка для электрошлаковой наплавки металла также состоит из сварочной головки, механизмов, которые отвечают за перемещение аппарата, и непосредственно электродов. Еще необходимо и специальное устройство, обеспечивающее удержание сварочной ванны в нужном зазоре, и, естественно, источник питания. Вспомогательными элементами выступают бункер, в который засыпается флюс, катушки под проволоки и устройства управления. Машины для электроконтактной наплавки металла бывают точечными и шовными, в зависимости от вида соединения. Основной их узел – вращающийся привод, в котором фиксируется электрод, механизм сжатия и источник питания. В комплекте также есть пульт, с помощью которого задаются нужные параметры. Вот так можно представить основные устройства для наплавки металла различного типа.
tutmet.ru
Износостойкие трубы CastoTube с внутренней наплавкой в Перми (Вальцовки)
Износостойкие трубы CastoTube с внутренней наплавкой Кастолин
ООО «Р-Технология» — официальный дистрибьютор Castolin+Eutectic (Кастолин Эвтектик) в Пермском крае.Огромный выбор сварочных материалов Кастолин для износостойкой наплавки позволяет эффективно решать задачи упрочнения и защиты от абразивного износа, износа трением, кавитации, высокотемпературной коррозии, комбинированного износа в условиях сильных ударов и давления. Наплавочные материалы выпускаются в форме наплавочных электродов, сварочных проволок, порошковых проволок, самозащитных порошковый проволок. Наши материалы с успехом применяются для защиты от износа и упрочнения изнашиваемых деталей молотковых дробилок, конусных, щековых дробилок и др., мельниц, цепных транспортеров, ковшей экскаваторов, зубьев экскаватора, шнеков, направляющих, прокатных валков, бурового оборудования, буровых долот, шарошечных долот, буровых штанг, стабилизаторов, горнопроходческого оборудования, штампов и инструментов.
Castolin Eutectic, используя уникальные сварочные материалы, специальные виды сварки, пайки, наплавки и нанесения износостойких покрытий добиваются нужного результата. Наши технологии, продукция и оборудование предназначены и для крупнейших промышленных предприятий и для небольших мастерских.
Краткая классификация износостойкие трубы CastoTube с внутренней наплавкой Кастолин:
Стандартная длина 3000 мм
Толщина стенки 4-25 мм
Толщина наплавки 3,0-4,5 мм
Технология исполнения :Автоматизированная электродуговая наплавка
Свойства наплавки: Тип TeroMatec 4666
Содержит карбиды хрома, ниобия и бора
Твердость 62-65 HRC
Существует более 600 различных комбинаций базовых труб + наплавка. Внутренний диаметр готовых труб 82-275 мм. Трубы изготавливаются под заказ. Время выполнения заказа 5-6 недель.
Обозначение труб
Конструкции из плит CDP и труб CastoTube
Профилирование и резка Плиты CDP и трубы CAstoTube можно резать воздушно-плазменной резкой или ArcairRTM Castolin можно поставлять готовые изделия согласно чертежам клиента начиная от простой порезки до создания сложных форм включая вальцевание, сварку.
Установка Сварка базового металла, который имеет хорошую свариваемость такими продуктами CASTOLIN:
Болтовые соединения с помощью предварительно вваренных колец с резьбой.
Применение Любая область , где износ через абразию- главная проблема и требуется уменьшить время простоя оборудования путем повышения износостойкости. Сельское хозяйство, добыча и переработка, переработка вторсырья, производство кирпича, первичного сырья, песчаные карьеры, мусоросжигательные заводы, карьеры, бетонные изделия, металлургия, электростанции, стекольная промышленность, добыча кокса, буровые, шахты.
bizorg.su