- Щавелевокислый электролит. Это раствор щавелевой кислоты 40–60 г/л. В результате анодирования пленка выходит желтоватого цвета, имеет достаточную прочность и отличную пластичность. При изгибании покрытой поверхности слышен характерный треск пленки, но свойства она от этого не теряет. Недостатком является слабая пористость и ухудшенная адгезия по сравнению с сернокислым электролитом.
- Ортофосфорный электролит. Раствор ортофосфорной кислоты 350–550 г/л. Получаемая пленка очень плохо окрашивается, зато отлично растворяется в никелевом и кислом медном электролите при осаждении этих металлов, то есть применяется в основном как промежуточный этап перед омеднением или никелированием.
- Хромовый электролит. Раствор хромового ангидрида 30–35 г/л и борной кислоты 1–2 г/л. Полученная пленка имеет красивый серо-голубой цвет и похожа на эмалированную поверхность, процесс получил отсюда название эматалирования. В настоящее время эматалирование очень широко применяется и имеет ряд других вариантов состава электролита, на основе других кислот.
- Смешанный органический электролит. Раствор содержит щавелевую, серную и сульфосалициловую кислоты. Цвет пленки отличается в зависимости от марки сплава анода, характеристики покрытия по прочности и износостойкости очень хорошие. Анодировать в данном электролите можно не менее успешно алюминиевые детали любого назначения.
- Подготовительный.
- Процесс анодирования.
- Закрепление прослойки.
- защитные свойства, приобретённые после процесса;
- матовость и однородность поверхности металла;
- устранение всех возможных повреждений вроде царапин или полос, которые могут образоваться в результате повреждения;
- отличные декоративные качества;
- требуемая толщина защитного покрытия алюминия;
Нержавеющая сталь и анодированный алюминий: интересные факты. Анодированная сталь что это
Глубокое анодирование | Защитные покрытия металлов
Глубоким анодированием называют процесс получения окисных пленок толщиной больше 40 мкм, отличающихся высокой твердостью, износостойкостью и хорошими электроизоляционными свойствами. С помощью таких пленок можно повысить износостойкость трущихся поверхностей деталей, например зубчатых передач, увеличить сопротивление эрозионному износу, обеспечить термостойкую электроизоляцию. Глубокое анодирование тонкостенных деталей повышает жесткость конструкции.
Глубокое анодирование часто отрицательно сказывается на механических свойствах анодированных изделий: уменьшается предел выносливости, относительное удлинение и сужение поперечного сечения. Такое влияние незначительно при малой толщине пленки и возрастает с ее увеличением. После удаления окисной пленки восстанавливаются первоначальные свойства (до анодирования).
Механические и электрические свойства толстых окисных пленок и степень их влияния на характеристики металла зависят от условий оксидирования и состава металла или сплава, подвергаемого электрохимической обработке. Роль тепловых процессов, протекающих в зоне формирования окисла, возрастает по мере наращивания толщины пленок. Это объясняется затруднением отвода тепла от поверхности металла в глубине пор, что может привести к увеличению скорости растворения пленки и растравливанию пленки и металла.
Институтом физической химии АН СССР исследован и разработан процесс глубокого анодирования при пониженной температуре электролита и обрабатываемых деталей. Электролиз ведут в 20%-ном растворе серной кислоты при температуре от —3 до 10° С. Для поддержания требуемой температуры применяют интенсивное перемешивание раствора очищенным сжатым воздухом или механическими мешалками и охлаждение его с помощью специальных агрегатов. Анодная плотность тока при глубоком анодировании 2—2,5 А/дм2, в случае интенсивного охлаждения ее можно повысить до 5— 10 А/дм2. Напряжение на ванне по мере увеличения толщины окисной пленки увеличивается и достигает 40— 80 В.
При оксидировании поддерживают постоянную плотность тока с помощью реостатов, включенных в цепь питания ванны. В зависимости от требуемой толщины окисной пленки изменяют скорость повышения напряжения от 22—26 до 30--36 В за 15 мин или до 45—60 В за 45 мин. При охлаждении и перемешивании электролита на алюминии и его сплавах можно получить окисные пленки толщиной 40—60 мкм, а в некоторых случаях — до 120—150 мкм. Хорошие результаты получаются, если применять циркуляцию электролита в ванне с помощью кислотоупорных насосов. Для получения пленок толщиной 200—300 мкм такого охлаждения недостаточно и приходится применять внутреннее охлаждение обрабатываемых деталей. Этот способ пригоден для деталей с внутренними неоксидируемыми полостями, через которые можно осуществить циркуляцию охлаждающего раствора.
В качестве охлаждающих средств используют жидкие хладоагенты или воду, предварительно охлажденную до —3+0° С. Скорость циркуляции охлаждающего раствора должна быть такой, чтобы разница температур при входе и выходе из детали не превышала 1 град. Режим оксидирования устанавливают с учетом марки сплава, из которого изготовлены детали. Окисные пленки, полученные при одинаковой плотности тока и продолжительности электролиза на техническом алюминии и сплаве АВ, имеют большую толщину и твердость, чем на других деформированных сплавах. Микротвердость (кгс/мм2) окисного слоя на техническом алюминии 500—520, на сплаве АВ — 480—500, сплаве Д16 — 330—360, сплаве AJT9 — 450—480.
Лучшие результаты по качеству пленок дает глубокое оксидирование алюминия и его сплавов с магнием и марганцем. На литейных сплавах типа силумина пробивное напряжение окисных пленок в 2—3 раза ниже, чем на деформируемых сплавах АВ, АК4, В95, АМг-5ВМ. Износостойкость деформируемых сплавов также относительно ниже.
Электроизоляционные окисные пленки получают в 15—20%-ном растворе h3SO4 при температуре от —5 до +2° С и анодной плотности тока 5 А/дм2. Электрический режим процесса устанавливают с учетом материала, из которого изготовлены обрабатываемые детали. Для деталей из алюминия марки А7 начальное напряжение на ванне составляет 20—25 В, конечное 60—65 В, продолжительность оксидирования 75—90 мин, пробивное напряжение пленки 600—800 В. Для деталей из сплава Д16 начальное напряжение 20—25 В, конечное 60—65 В, продолжительность оксидирования 25—30 мин, пробивное напряжение пленки 380—450 В. Детали из сплава АМг оксидируют в течение 60—90 мин, начальное напряжение на ванне 20—25 В, конечное 60—70 В, пробивное напряжение 600—800 В. Детали, подвергаемые электроизоляционному оксидированию, должны иметь чистоту поверхности, соответствующую девятому классу, радиус закругления должен быть не менее 2—3 мм; уменьшение его приводит к снижению пробивного напряжения пленки.
www.stroitelstvo-new.ru
Анодированный алюминий - что это такое? Как анодировать профиль👍
Алюминий сам по себе в обычных атмосферных условиях покрывается оксидной пленкой. Это естественный процесс под влиянием кислорода. Практически использовать его невозможно, так как пленка слишком тонка, почти виртуальна. Но было замечено, что она обладает кое-какими замечательными свойствами, которые заинтересовали инженеров и ученых. Позже они смогли получать анодированный алюминий химическим способом.
Оксидная пленка тверже самого алюминия, а значит, защищает его от внешних воздействий. Износостойкость у деталей из алюминия с оксидной пленкой значительно выше. Кроме того, на покрытую поверхность гораздо лучше ложатся органические красители, следовательно, она имеет более пористую структуру, что повышает адгезию. А это очень важно для изделий с последующей декоративной обработкой.
Так, инженерные исследования и опыты привели к изобретению способа электрохимического образования оксидной пленки на поверхности алюминия и его сплавов, который получил название анодное оксидирование алюминия, — это ответ на вопрос «что такое анодирование».
Анодированный алюминий очень широко применяется в различных областях. Галантерейные изделия с декоративными покрытиями, металлические оконные и дверные рамы, детали морских кораблей и подводных аппаратов, авиационная промышленность, кухонная посуда, автомобильный тюнинг, строительные изделия из алюминиевого профиля – далеко не полный перечень.
Содержание статьи
Что такое анодирование
 Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
Время зависит от размеров покрываемых деталей. Мелкие получают слой пленки 4–5 микрон уже через 15–20 минут, а более крупные висят в ванне до 1 часа.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
Применение других электролитов для получения анодированного алюминия
Есть и другие электролиты для получения оксидной пленки на алюминии, основы процесса анодирования остаются те же, меняются лишь режимы тока, время процесса и свойства покрытия.
Преимущества применения алюминиевого анодированного профиля
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города — нужно искать в их постановлениях.

Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса. Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.

Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Похожие статьи
bazafasada.ru
Как правильно анодировать алюминий
Массовое производство алюминиевых конструкций и деталей связано с уникальными свойствами этого материала. Он обладает минимальной удельной массой, стоек к воздействию многих агрессивных сред и легко поддается обработке. Но для долгой эксплуатации изделий нужно анодировать алюминий.
Зачем это необходимо
Во время взаимодействия любого металла с кислородом, содержащимся в атмосфере, на поверхности происходит окисление верхнего слоя. Это называется формированием оксидной пленки, которая предотвращает распространение ржавчины вглубь металла.

В зависимости от вида материала процесс окисления поверхности проходит по-разному. Железо и сталь практически не формируют оксидной пленки, а вот драгоценные металлы (золото, серебро, платина) защищены от воздействия коррозии. Алюминий занимает среднюю позицию, поэтому нуждается в искусственном создании пленки. Особенно это важно, если при изготовлении окон будет применяться подобный профиль. Анодированный алюминий стоек к воздействию внешних погодных факторов, которые могут привести к появлению коррозии и быстрой потере эксплуатационных свойств конструкции.
Технология
Для того чтобы на поверхности профиля образовалась эффективная защитная пленка, требуется анодировать алюминий. Суть процесса заключается в переносе молекул другого материала, который более стоек к воздействию кислорода, в структуру изделия. Кроме этого, возможно искусственное увеличение оксидного слоя без добавления других металлов.
Независимо от выбранного способа необходимо выполнить условия проведения технологического процесса. Он состоит из следующих этапов:
Для каждого из них подбирается соответствующее оборудование и расходные материалы. В итоге должен получиться качественный анодированный алюминий. Это даст возможность использовать профиль для изготовления фасадных и оконных конструкций.
Подготовительный этап
Поверхность изделия тщательно очищается от пыли, грязи и мусора. Если есть неровности или механические повреждения, то их устраняют еще до проведения анодирования. Далее следует убрать старый оксидный слой, в противном случае он будет препятствовать равномерному формированию защитной пленки.

После проведения механической обработки (шлифовки и обезжиривания), профиль необходимо поместить в щелочной раствор. Чтобы правильно анодировать алюминий, следует сначала выполнить «травление» его поверхности. Формирование микрокаверн и неровностей увеличивает общую площадь защитного слоя. Далее в кислотном растворе выполняется осветление изделия. По завершении всех этапов алюминий необходимо тщательно промыть.
Анодирование
После прохождения подготовительного этапа можно приступать к процессу анодирования. Для этого алюминиевое изделие погружают в специальную ванну. Процедура выполняется с помощью кранового оборудования (для больших конструкций) или ручным методом на тросах.

О конструкции ванны необходимо сказать отдельно. Она представляет собой большую емкость из толстостенной нержавеющей стали, в которую помещаются 2 катода. Технология погружения профиля должна быть такой, чтобы электролит, находящийся в ванне, контактировал со всей площадью изделия. В качестве такой жидкости используют серную кислоту, что предъявляет особые требования к безопасности производства. Если изделие имеет сложную конфигурацию, то лучше применять щавелевую кислоту.
После погружения профиля методом электролиза начинает формироваться защитный слой. Его толщина напрямую зависит от состава электролита, температуры и плотности тока. Чем выше последний показатель, тем больше оксидной пленки сформируется на поверхности. После завершения процедуры толщина слоя может колебаться от 2 до 7 микрон, в зависимости от технологических параметров процесса.
Закрепление
Однако на этом прекращать анодировать алюминий еще рано – необходимо закрепить образовавшийся поверхностный слой. Он будет приставлять собой пористую структуру, которая без обработки быстро отслоится. К тому же она не обладает должными характеристиками твердости.
Закрепление можно осуществить, поместив изделие в пресную воду, доведенную до состояния кипения. По другой технологии поверхность подвергается обработке горячим паром. В любом случае происходит отвержение оксидной пленки и ее молекулярное соединение с поверхностью алюминия.
Если в дальнейшем профиль будет покрашен, то закрепление можно не выполнять. При соблюдении технологии нанесения порошкового колера, пленка будет защищена в результате термической обработки.
Мы выяснили, что такое анодированный алюминий. Такая обработка металла - гарантия от появления ржавчины на поверхности изделия. Технология анодирования постоянно совершенствуется, и на сегодняшний день можно выполнять покраску алюминиевых изделий с помощью катодной реакции.
fb.ru
Анодирование алюминия - Справочник химика 21
Анодное окисление алюминия (анодирование) используется для усиления защитной окисной пленки на поверхности алюминиевых изделий для повышения их стойкости в агрессивных средах. Этот метод дает возможность также получать окрашенные пленки. Такой анодированный алюминий можно использовать для изготовления различных деталей в строительстве. [c.77] Опыт 3. Электрохимическое оксидирование (анодирование) алюминия [c.108]Оксидный слой, образующийся на поверхности алюминия при соприкосновении с воздухом, обеспечивает хорошую противокоррозионную защиту. Но с помои ю электролитической обработки этот слой может быть значительно утолщен. Такую обработку называют анодированием, а образующийся оксидный слой анодно-оксидным покрытием. Коррозионная стойкость при анодировании возрастает металл в условиях открытой атмосферы длительно сохраняет свой исходный вид. Анодно-оксидное покрытие защищает также от механического изнашивания и является электрическим изолятором. Анодированный алюминий применяют, главным образом, в строительной промышленности, например для облицовки фасадов, оконных рам, но используют и в других областях, например для мачт, рангоута и дельных вещей на парусных судах. [c.128]
Серебристо-белый привлекательного вида металл Хорошо полируется. Поверхностный оксидный слой поддается окрашиванию (анодированный алюминий) [c.160]
Высокую устойчивость против коррозии проявляет анодированный алюминий. Анодирование представляет собой электролитическое [c.182]
Поэтому при анодировании алюминия (см. разд. 14.4), целью которого является формирование утолщенной покровной оксидной пленки, водород выделяется как на аноде, так и на катоде. Некоторые исследователи рассматривают также выделение водорода на аноде как следствие усиленной локальной коррозии при анодном растворении. [c.340]
Работа 6. АНОДИРОВАНИЕ АЛЮМИНИЯ [c.145]
При химической обработке металла на его поверхности возникают пленки, представляющие собой продукты взаимодействия металла со средой (оксиды, фосфаты, нитриды и т. д.) и сообщающие металлу устойчивость против коррозии. Наиболее часто. прибегают к оксидированию поверхности, которое может осуществляться как электрохимическим (анодирование алюминия, см. 5), так и химическим способом. Примером химического оксидирования служит воронение стальных изделий. Оно достигается кипячением в течение 20—60 мин обезжиренных и очищенных изделий в растворе едкого натра, азотнокислого и азотистокислого натрия, в результате чего изделия приобретают красивый черный цвет с синеватым оттенком (цвет вороньего крыла). Такие металлы, как тантал, ниобий, бериллий, надежно защищаются оксидными пленками от разрушения. [c.229]
РЕЖИМЫ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ В СЕРНОКИСЛОТНОМ ЭЛЕКТРОЛИТЕ НА ПОСТОЯННОМ ТОКЕ [c.230]
В процессах анодирования алюминий является анодом электролитической ячейки с серной или хромовой кислотами. В этом случае слой оксида получается толще, он гидратирован и способен абсорбировать красители. Окращенный анодированный алюминий используют для декоративного обрамления окон и дверей, он устойчив по отнощению к коррозии. [c.407]
Анодированный алюминий может быть окрашен и используется для конструкторских целей [c.407]
В лабораторных условиях электрохимическое полирование применяют при исследовании оптических, магнитных, электрических, коррозионных, адгезионных и других сзойств металлических поверхностей. Этот метод используется в металлографии с целью приготовления шлифов, для полировки гальванических покрытий или перед так называемым блестящим анодированием алюминия, для декоративной отделки готовых изделий, конечной отделки деталей машин, инструментов и приборов, для изготовления тонкой проволоки, фольги и т. д. [c.266]
К электрохимическим — получение покрытий на катоде (цинкование, кадмирование, хромирование, никелирование, лужение), анодное оксидирование (анодирование алюминия и других легких сплавов), электрофоретическое осаждение порошковых материалов. [c.51]
Оксидирование металлов заключается в создании на поверхности плотных пленок их оксидов, что осуществляется либо химическим, либо электрохимическим путем. В. первом случае очищенную от продуктов коррозии и обезжиренную деталь погружают на определенное время в раствор окислителей, который вызывает пассивацию (гл. X, 2) металла. Так проводят воронение стали, для чего стальной предмет можно выдержать до 90 мин в смешанном растворе NaNOз (50 г/л), НаМОг (200 г/л) и МаОН (800 г/л) при 140°С (метод Е. И. Забываёва). Во втором случае обрабатываемый металл помещают в окислительный раствор и для интенсификации его окисления подключают к положительному полюсу источника постоянного ток , делая его анодом. Так получают оксидированный (анодированный) алюминий. [c.197]
СОСТАВЫ, г/л, ЭЛЕКТРОЛИТОВ И РЕЖИМЫ ТВЕРДОГО АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ В СЕРНОЙ КИСЛОТЕ С ДОБАВКОЙ ЩАВЕЛЕВОЙ КИСЛОТЫ [c.239]
В —при 50°С в растворе, содержащем 3% хромовой и 20% серной кислот. И — резервуары, трубопроводы при анодировании алюминия (свинец), клапаны (сплав свинца с алюминием). [c.495]
Защитные свойства окисной пленки определяют капельным методом. На поверхность анодированного алюминия наносят каплю раствора из 3 г К2СГ2О7, 25 мл НС1 (пл. 1,16) и 75 мл Н2О (проба ВИАМ). Этот раствор разрушает пленку и, проникая к поверхности металла, взаимодействует с ним. В результате содержащиеся в растворе ионы с шестивалентным хромом восстанавливаются водородом до ионов трехвалентного хрома, и оранжевая окраска капли заменяется зеленой. Чем больше толщина и меньше пористость пленки, тем больше пройдет времени, пока раствор начнет реагировать с металлом. Время, прошедшее с момента нанесения до позеленения капли, является оценкой защитной способности пленки. Защитные свойства анодной пленки считаются достаточными, есл.и в ремя, через которое наступает позеленения капли, составляет не менее 5 мин при температуре испытаний 18—21° С и не менее 3,5 мин при 22—25° С. [c.147]
В — И — аноды из свинца, содержащего 5—6% сурьмы, или сплава свинца с 7% олова для хромирования или анодирования алюминия покрытия для резервуаров из стали или дерева. [c.496]
После анодирования алюминия естественно будет перейти к очередным электрохимическим опытам, благо под рукой есть и электролитическая ванна, и источник тока, и ключ с реостатом. В этих экспериментах мы будем извлекать металл из раствора и наносить его на поверхность. Этот процесс называют гальваностегией, а покрытия - гальваническими. Кстати, анодирование алюминия тоже относится к гальваностегии. [c.95]
Ее надо тщательно вымыть и обезжирить как это сделать, вы знаете из опытов с анодированием алюминия. [c.111]
Анодное окисление алюминия проводят в различных электролитах, но в практике нашли применение серная, хромовая НзСгО и щавелевая Н2С2О4 кислоты. В нашей стране наиболее распространен, сернокислотный метод анодироваиия. В процессе анодирования алюминий под действием электрического тока частично растворяется [c.146]
Опыт 11. Электролитическое оксидирование алюминия. Получение оксидных пленок на металлах путем электролиза называют электрохимическим оксидированием или анодированием. Оксидируют алюминий, сталь, медь и ее сплавы для различных целей, чаще всего для защиты от коррозии. Особенно широко распространено анодирование алюминия, увеличивающее его коррозионную стойкость. Анодирование алюминия производят в 15—20%-ном растворе серной кислоты с двойным свинцовым катодо.м. Анодная плотность тока 1 а/дм . Напряжение на клеммах ванны 10—12 в . [c.201]
Примером электрохимического оксидирования может служить анодирование алюминия. В ванну, заполненную 20%-ной (по массе) h3SO4, загружают на 20 мин изделия, соединенные с положительным полюсом. Температура ванны 298 К, плотность тока 80— 100 А/м=. [c.525]
Для определения различных цветовых оттенков и блеска был сконструирован прибор Миниреф (Miniref). Его применяют для лакокрасочных покрытий, пластмасс и анодированного алюминия. Работа прибора основана на принципе фотометрического метода, заключающегося в измерении светового потока, отраженного от контролируемой поверхности при ее освещении лампами постоянного тока, с точно установленными геометрическими и спектральными условиями. Зная значения световых потоков отраженных пучков света, можно выбрать масштаб объективного определения цвета и оценки блеска. С помощью этого прибора в процессе производства можно проводить технологические изменения для достижения требуемого оптического качества поверхности. [c.90]
SbaSj при создании пленочных конденсаторов в пленочных схемах. Алюминий и его сплавы занимают одно из главных мест как конструкционные материалы в самолетостроении, ракетостроении, машиностроении, в создании спутников Земли и т. д. Коррозионная стойкость, особенно анодированного алюминия, зна- Рис. 88. Схема электроли-чительно превосходит стойкость стали, тического выпрямителя поэтому сплавы его (с магнием) используют в судостроении и для других целей. В водных средах алюминий коррозионно устойчив при pH от 3 до 12. В кислой среде электродный потенциал его —1,67 в, а в щелочной — 2,3 в. Поэтому из разбавленной соляной (и серной) кислоты он вытесняет водород реагирует с растворами щелочей, вытесняя водород (из воды) [c.283]
Из-за высокого сопротивления пленок при анодировании алюминия применяют высокое напряжение, примерно 80% которого падает в тонкой пленке. В процессе оксидирования через пленку могут проходит ионы алюминия и кислорода с образованием окислов на внешней и внутренней ее поверхности. Наблюдается периодическое местное растворение v-AbOg в электролите с обнажением металла и последующим образованием пористой гидратированной пленки, проницаемой для электролита. [c.285]
Цвет капли переходит от оранлевого к зеленому. Время, прошедщее до начала позеленения капли, служит характеристикой коррозионной стойкости анодированного алюминия. Пленка считается хорощего качества, если окраска капли изменяется не раньще, чем через 8—10 мин. [c.287]
Как правило, алюминий используют для создания методами вакуумной техники тонких пленок в полупроводниковых схемах в целях получения низкоомных контактов на кремнии и проводящих соединений. Алюминий напыляют, например, на диэлектрические пленки сульфида сурьмы БЬзЗз при создании пленочных конденсаторов в пленочных схемах. Алюминий и его сплавы занимают одно из главных мест как конструкционные материалы в самолетостроении, ракетостроении, машиностроении, в создании спутников Земли и т. д. Коррозионная стойкость, особенно анодированного алюминия, значительно превосходит стойкость стали, поэтому сплавы его (с магнием) используют в судостроении и для других целей. В водных средах алюминий коррозионно устойчив при pH от 3 до 12. В кислой среде электродный потенциал его —1,67 В, а в щелочной —2,3 В. Поэтому из разбавленной соляной (серной) кислоты, он вытесняет водород реагирует с растворами щелочей, вытесняя водород (из воды) [c.351]
К электрохимическим относятся методы получения покрытий под действием электрического поля на катоде (цинкование, кадмирование, хромирование, никелирование, осаждение сплавов различного состава), анодное и анодно-катодное оксидирование (анодирование алюминия и его сплавов, микродуговая обработка) электрофоретическое и электростатическое осаждение порошковых материалов, нанесение комбинированных покрытий за счет сочетания процессов электролитического и электрофоретического осаждения. [c.50]
Для придания необходимых физико-механических свойств в оксидную пленку могут вводиться находящиеся в электролите нерастворимые в воде в этих условиях металлы, а также мелкодисперсные тугоплавкие соединения (карбиды, бориды, нитриды) и окислы за счет электрофоретической доставки их на анод. Образование пленок происходит в локальных объемах порядка 10 см при температуре пробойного канала 2000 К и скорости охлаждения 10 - 10 градус/с. По такому принципу формируются керамические покрытия, применяемые для повыщения коррозионной и термической стойкости алюминиевых деталей. Керамические покрытия получают из водных растворов силикатов щелочных металлов, например из 3-4-модульного силиката натрия (концентрация 0,1-0,2 М), они представляют собой шпинели AlSiOj, сформированные при анодировании в режиме искрового разряда (напряжение 350 В). Дегидратация и спекание силикатов на аноде происходят в результате искрового пробоя окисного слоя, образующегося при анодировании алюминия. При электролизе на аноде происходит разряд гидроксил-ионов I. силикатных мицелл, а также образуются окислы [c.124]
Электролит I рекомендован ГОСТ 9 047—75 и предиазиаче для анодировании алюминия и его сплавов, в том числе литейных Электролит рекомендуется для анодировании деталей I и II классов точности, изделий со сварными и клепаными соединениями. Напряжение б течение первых 5—15 мнн следует поднять от О до 40 В [c.231]
Ниже прнведены системы сернокислотных электролитов для твердого анодирования алюминия н его сплавов с катодами из свница или стали 12Х18Н9Т и режимы их работы [19, 231 [c.238]
Степень обесцвечиеання окрашенного анодированного алюминия (до уплотнения) определяют визуальным сравнением образцов, выдержанных в 30 % ной азотной кислоте в течение 15 мии, с эталонными образцами [c.284]
Ковар, защищенный никелевым покрытием 15 мкм. а также латунь марок Л62 и Л68, защищенная гальваническим никелем 12 мкм и более, с последующей пропиткой гидрофобной жидкостью ГКЖ94, анодированный алюминий с последующей пропиткой хромпиком и церезином в субтропиках обладают достаточной стойкостью. Изготовление электронно-лучевых приборов из сплава 29НК (ковара) для субтропического климата является неприемлемым. Все детали, изготовленные из сплава 29НК с предварительной химической полировкой, за 7 месяцев испытаний подверглись сильной коррозии (70—80% поверхности). [c.81]
Специалисты из лаборатории Баттел-Колумбус Университета штата Пенсильвания и Управления охраны окружающей среды исследовали в замкнутых контурах с морской водой коррозию сплавов иа основе алюминия в контакте со сплавом Монель 400, латунью, титаном и нержавеющей сталью [229]. В аэрированной морской воде наиболее сильная коррозия алюминия наблюдалась в гальванической паре со сплавом Монель 400, менее сильная — в контакте с твердым анодированным алюминием, самая слабая — в контакте с титаном или нержавеющей сталью. Наиболее эффективным методом предотвращения коррозии было удаление из воды растворенного кислорода. Обескислороживание значительно уменьшало степень коррозионного разрушения, хотя и не исключало его полностью. С помощью обычных ингибиторов не удавалось полностью подавить коррозию алюминия в гальванической паре со сплавом Монель 400. [c.198]
Адсорбционное крашение орг. красителями основано на способности нх молекул проникать через наружные поры свежеобразовавшейся пленки А12О3 во внутр. поры и закрепляться там в результате возникновения водородных, ионных и (или) координац. связей. Наиб, часто применяют протравные, металлокомплексные, кислотные антрахиноновые красители и кубозоли. Красители, пригодные по прочностным и колористич. св-вам для крашения А1 и его сплавов, объединены в группу Красители для анодированного алюминия . Процесс осуществляют в эмалированном, пластмассовом, стеклянном илн изготовленном из нержавеющей стали оборудовании, как правило, при [c.504]
chem21.info
Нержавеющая сталь и анодированный алюминий: интересные факты — Немолчу-ру
Нержавеющая сталь отличается от других видов стали своей устойчивостью к коррозии. Ее изобрел в далеком 1913 году некий Гарри Бреарли. В один из дней он решил поэкспериментировать с разными видами сплавов и заметил одну важную особенность, которая стала решающей для дальнейшего использования этого вида металла.
Так, если добавлять в сталь хром, то она становится невосприимчивой к ржавчине. При этом содержание хрома в составе стали, для того, чтобы она считалась нержавеющей, должно варьироваться от 12 до 20 процентов. Надо сказать, что после этого открытия много воды утекло, и нержавеющая сталь эволюционировала вместе с развитием современной цивилизации.
На данный момент этот вид стали делят на три группы – коррозионностойкая, жаростойкая и жаропрочная. Каждая из них нашла себя в отдельной сфере применения. На данный момент нержавеющую сталь можно купить в любом месте и это не проблема. Сейчас этот металл прочно вошел в нашу жизнь. Ведь его используют не только в металлургическом производстве, но и в быту.
Вряд ли современные хозяйки, например, смогли бы жить без кастрюль из нержавеющей стали. Что касается нашего региона, то в Москве нержавеющую сталь можно купить, если обратиться в магазины или же найти продавца этого материала в Интернете. Правда, есть один нюанс - ее цена вряд ли порадует ваш глаз.
Стоит также поговорить и об анодированном алюминии. Известно, что анодированный алюминий по своим свойствам не уступает нержавеющей стали. Но в отличие от нее он не так красив внешне. Чтобы исправить это положение вещей придумали способ, который облагораживает вид обычного алюминия. Естественно, что в таком случае стоимость такого обновленного анодированного алюминия становится на порядок выше.
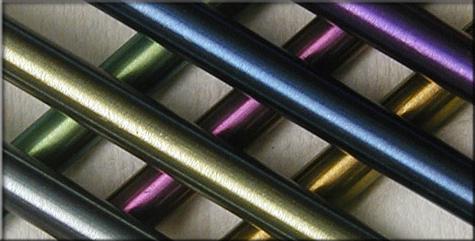
Причем, анодирование – это не процесс нанесения защитного покрытия, ведь этот защитный слой образуется уже после взаимодействия вещества с самим алюминием. И именно этим этот процесс в корне отличается от того же процесса хромирования или цинкования. Анодирование алюминия, кстати сказать, бывает холодным или теплым. Все зависит от способа обработки. Чаще всего этот процесс проводят для того, чтобы изменить цвет самого алюминия. Обычно выбирают такие оттенки: темное или светлое золото, жемчуг, серебро с матовым отблеском.
Цвет можно изменять, используя для этой цели обыкновенные анилиновые красители, которыми принято красить одежду. Надо сказать, что в Москве можно найти не только анодированный алюминий. Этому процессу поддается также титан и магний. Цену анодированного алюминия или такого же вида титана и магния в Москве можно узнать у опытных продавцов в специализированных магазинах.
nemolchu.ru
Для чего нужно анодирование - ОКСИ Про
Алюминий имеет свойство в естественной среде соединяться с кислородом, таким образом образуя защитную плёнку на своей поверхности. Именно этот слой позволяет металлу не окисляться. Этот природный оксид подвержен повреждению, так как представляет собой довольно тонкий слой. Специальный процесс анодирования может решить этот вопрос, сделав металл более прочным и устойчивым к внешним факторам. После анодирования коррозия не грозит алюминию. Кроме того, образовавшаяся в результате анодирования плёнка обладает большой износостойкостью, так как она не отслаивается от обработанной детали со временем.
К преимуществам анодирования относятся следующие факторы:
Также большой популярностью пользуется декоративное анодирование металла. Такой вид анодирования может проводиться с механической обработкой или вовсе без неё. Этот момент зависит от характеристик качества, которые предъявляют к уже готовой детали. Основная функция этого вида анодирования – придание металлу необходимый оттенок. Обычно ими бывают следующие оттенки: жемчуг, светлое или тёмное золото, серебро с матовым отблеском.
Этапы анодирования
Каждый определённый этап анодирования алюминиевой детали придаёт профилю очередное преимущество. Например, подготовка к самому процессу заключается в погружении детали в специальный щелочной раствор, результатом которого является полное очищение металла от масел и других видов загрязнений.
После промывки, которая производится в растворе из каустической соды, удаляется тонкий слой алюминия, который мог бы мешать важному процессу анодирования. Сам процесс анодирования придает алюминиевой детали более плотную поверхность, которая обеспечивается слоем оксидной плёнки. Дополнительные декоративные моменты анодирования придают изделию некоторый блеск и цвет. А процесс уплотнения в свою очередь помогает закрыть поры профилю, имеющему достаточно пористую структуру.
В целом можно сделать вывод, что анодирование необходимо алюминиевому профилю, если вы хотите защитить его от коррозии и других повреждений. Кроме того, анодирование придаст изделию приятный эстетический вид.
В последние годы преимуществ анодирования становится больше и больше, поэтому спрос на него заметно повышается. Также в некоторых случаях вы можете совершить процесс анодирования в домашних условиях, соблюдая необходимые правила.
Наиболее распространён процесс анодирования в сфере строительства и архитектуры.
oxi-pro.ru