- Низкий.
- Средний.
- Высокий.
- Отпускная хрупкость Ι рода — необратимый процесс. При температурах от 250 °C до 300 °C карбиды из мартенсита начинают выделяться неравномерно, что приводит к резкому различию прочности на поверхности зёрен кристаллов и внутри их. Этому подвержены все виды стальных сплавов вне зависимости от состава и скорости охлаждения по окончании отпуска. Это явление невозможно устранить и для его предотвращения стараются просто не выполнять обработку при данных температурах.
- Отпускная хрупкость ΙΙ рода — обратимый процесс. Возникает при замедлении охлаждения некоторых легированных хромом, марганцем и никелем сталей, которые отпускались при температурах выше 500 °C. Причиной опять является выделение и диффузное перераспределение карбидов, а также фосфидов и нитридов. Чтобы подавить развитие обратимой хрупкости, применяют повторный отпуск с масляным охлаждением, при этом скорость последнего должна быть как можно более высокой. Добавки в легированную сталь до 1% вольфрама или до 0,3% молибдена тоже помогают решить эту проблему. Интересно, что если во время эксплуатации детали будут снова подвергаться нагреву до температуры выше 500 °C, отпускная хрупкость возникнет повторно, почему она и получила название обратимой.
- низкий отпуск — распад идет незначительно;
- средний отпуск — распад заканчивается, полигонизация не начинается;
- высокий отпуск — идет полигонизация или рекристаллизация.
- Металлургические процессы
- Отжиг
- Ю.М. Лахтин, В.П. Леонтьева "Материаловедение" Москва издательство "Машиностроение" 1990.
- Отправитель
- Отоманская Империя
Отпуск (металлов) — Отпуск металлов, вид термической обработки, заключающийся в нагреве закалённого сплава до температуры ниже нижней критической точки, выдержке и последующем охлаждении. Термин «О.» применяют главным образом к сталям. Процессы распада… … Большая советская энциклопедия
ОТПУСК (металлов) — ОТПУСК металлов, термическая обработка (см. ТЕРМИЧЕСКАЯ ОБРАБОТКА) закаленных сплавов, в которых превращение при закалке имело мартенситный характер. Термин «отпуск» применяют главным образом к сталям. Отпуск, как и старение (см. СТАРЕНИЕ… … Энциклопедический словарь
Отпуск — I Отпуск в СССР ежегодное время отдыха, гарантированное Конституцией СССР (ст. 119), в течение которого за работником сохраняется место работы (должность) и средний заработок. Наряду с О. для отдыха законодательство предусматривает О. по… … Большая советская энциклопедия
Высокий отпуск — Для улучшения этой статьи желательно?: Найти и оформить в виде сносок ссылки на авторитетные источники, подтверждающие написанное … Википедия
ЖЕЛЕЗА СПЛАВЫ — металлич. системы, одним из компонентов к рых (как правило, преобладающим) служит железо. Различают сплавы железа с углеродом (нелегир. и легир. чугуны и стали), сплавы с особыми физ. хим. св вами и ферросплавы. Система железо углерод. Наиб.… … Химическая энциклопедия
Сталь — (Steel) Определение стали, производство и обработка стали, свойства сталей Информация об определении стали, производство и обработка стали, классификация и свойства сталей Содержание Содержание Классификация Характеристики стали Разновидности… … Энциклопедия инвестора
Быстрорежущая сталь — Быстрорежущие стали легированные стали, предназначенные, главным образом, для изготовления металлорежущего инструмента, работающего при высоких скоростях резания … Википедия
Термическая обработка — металлов, процесс обработки изделий из металлов и сплавов путём теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться также с химическим, деформационным, магнитным и др.… … Большая советская энциклопедия
Легирование — Не следует путать с с лигированием в медицине и биохимии. Легирование (нем. legieren «сплавлять», от лат. ligare «связывать») добавление в состав материалов примесей для изменения (улучшения) физических и химических… … Википедия
Легировка — Легирование (нем. legieren сплавлять, от лат. ligo связываю, соединяю) введение в расплав или шихту дополнительных элементов (например, в сталь хрома, никеля, молибдена, вольфрама, ванадия, ниобия, титана), улучшающих механические, физические … Википедия
11.Сущность и назначение отпуска. Виды отпуска. Что такое отпуск стали
Отпуск стали – как температура может сделать сплав крепче? + видео
Отпуск стали (высокий, низкий, средний) применяют для того, чтобы получить более устойчивое структурное состояние сплава. Узнаем, что он собой представляет, как осуществляется, есть ли побочные эффекты и возможно ли сделать его самостоятельно в домашних условиях.
1 Что такое отпуск стали?
Это последний этап термической обработки, на котором сплав нагревают до температуры, не превышающей теплоту превращения, затем выдерживают нужное время и постепенно охлаждают с заданной скоростью. Потребность в этом возникает потому, что после термического воздействия, например, той же закалки, в материале очень часто появляются внутренние напряжения, которые негативно влияют на его свойства. Чтобы их устранить, следует осуществить вышеупомянутую операцию. Так сталь вновь возобновляет требуемые механические свойства.

Рекомендуем ознакомиться
Причем чем больше будет температура отпуска стали, тем он будет более эффективным, полнее снимутся осевые, тангенциальные и радиальные напряжения. В первые 15–30 минут выдержки процесс проходит наиболее интенсивно. Однако чтобы снизить значение напряжений до минимума, следует продлить время выдержки хотя бы до 1,5 часа (в индивидуальных случаях оно может достигать даже десятка часов), и тогда получится максимально возможный результат для данного температурного режима.

Но не стоит недооценивать и скорость, с которой осуществляется охлаждение - чем она меньше, тем меньше будут остаточные напряжения. А сочетание быстрой скорости охлаждения с высокой температурой (более 600°С) будет не то, чтобы малоэффективно, но и, напротив, способствуют возникновению новых тепловых напряжений. Также огромное значение играет и температурный режим, в зависимости от которого принято различать следующие виды отпуска стали: низкий, средний и высокий. Рассмотрим более подробно каждый из них.
2 Низкотемпературный и средний отпуск – технологии процессов
В этом случае осуществляют нагрев до 250°С, благодаря которому снижаются внутренние напряжения. Вместо мартенсита закалки появляется отпущенный мартенсит, что способствует повышению прочностных характеристик, а также улучшению вязкости сплава, при этом такие превращения практически не отражаются на твердости материала. Твердость закаленной стали остается прежней (HRC 58–63), а значит, она будет иметь и достаточно высокую износостойкость.
Но учтите, что даже после того, как будет проведен низкотемпературный отпуск закаленной стали, под нагрузкой динамического характера она все же будет разрушаться.

Поэтому такому виду обработки актуально подвергать измерительные и режущие инструменты, сделанные из низколегированных и углеродистых сталей. Кроме того, детали, претерпевшие цементацию, поверхностную закалку, нитроцементацию и цианирование, также проходят низкотемпературный отпуск. В среднем данная операция длится от одного часа до 2,5, но если речь идет о деталях большого сечения, то время стоит увеличить.
Его температурный режим находится в пределах от 350 и до 500°С. В результате превращения при отпуске стали такого рода формируется троостомартенсит и сталь приобретает твердость HRC 40–50. Ее в основном применяют для штампов, рессор, а также пружин. У деталей значительно повышается предел упругости, выносливости и релаксационная стойкость.

Следует очень аккуратно подбирать температурный режим, так как, допустив ошибку, можно вызвать необратимую отпускную хрупкость. Охлаждение же лучше проводить в воде. В этой среде на поверхности материала появляются остаточные сжимающие напряжения, способствующие увеличению предела выносливости.
3 Высокотемпературный отпуск – чем характерна такая обработка?
Если температура превышает 500°С, то такой отпуск называется высокотемпературным либо просто высоким. Структура стали после данной обработки – сорбит отпуска. Причем из всех вышеописанных этот вид наиболее эффективный, так как получается идеальное соотношение вязкости и прочности сплава. При этом стоит учитывать, что закалка стали в сочетании с последующей высокотемпературной обработкой способствует повышению предела текучести, прочности, ударной вязкости, а также относительному сужению.

Благодаря таким результатам подобное сочетание принято называть улучшением. Целесообразно оно для конструкционных и среднеуглеродистых сталей, к которым предъявляются особые требования. А в частности, к их пределу прочности, текучести, выносливости и ударной вязкости. При этом имейте в виду, что твердость в этом случае несколько снизится, поэтому рассчитывать на улучшение износостойких характеристик не стоит. Однако у сплава несколько уменьшится чувствительность к концентраторам напряжений, порог хладноломкости, увеличится работа развития трещины, что способствует повышению конструктивной прочности материала.

Так как выдержки в заданном температурном режиме около двух часов достаточно, чтобы устранить практически все остаточные напряжения, то данная операция обычно не длится более шести часов. Однако есть и индивидуальные случаи, когда деталь обрабатывают и несколько десятков часов, дабы предотвратить появления внутренних трещин (флокенов).
4 Процесс отпуска стали – домашняя мастерская
Как было сказано выше - на процесс отпуска стали, вернее на его эффективность, влияет скорость охлаждения, а, следовательно, и среда, в которой оно происходит. Итак, если охлаждение после отпуска будет происходить на воздухе, то в результате напряжений на поверхности сплава будет в семь раз меньше. А если сравнивать масляную среду с водой, то в первом случае напряжений останется в 2,5 раза меньше, нежели во втором. Именно по этим причинам всем элементам, имеющим сложные формы, рекомендуется давать остывать с меньшей скоростью, дабы избежать коробления. Исключением являются только лишь легированные стали, склонные к обратимой отпускной хрупкости, их-то следует после нагрева до 500–650°С охладить достаточно быстро.

Безусловно, на производстве проведение такой операции не вызывает никаких сложностей. А получится ли самостоятельно усовершенствовать материал, который часто находится под напряжением - возможен ли отпуск стали в домашних условиях? Ведь некоторые умельцы не против смастерить что-либо своими руками. Так, например, делая тот же нож, его необходимо подвергнуть термической обработке, дабы лезвие обладало нужными свойствами. А просто закаленный предмет разрушится при первом же ударе об кость. Итак, конечно же, произвести высокотемпературный отпуск дома будет довольно сложно, но нагреть предмет до 300°С вполне возможно. Для этого можно опустить его в расплавленный свинец, так как он имеет именно такую температуру плавления. Кроме того, можно воспользоваться и обыкновенной газовой либо электрической духовкой. А затем просто дать изделию постепенно остыть на воздухе.

Таким образом, видно, что средний, низкотемпературный, высокотемпературный отпуск является обязательным этапом термической обработки сплавов, благодаря которому такие свойства, как вязкость и пластичность, значительно улучшаются. А уж какой из этих видов выбрать, зависит от материала и назначения обрабатываемого элемента.
tutmet.ru
Отпуск сталей
Отпуск - это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
Схема фазовых превращений при отпуске сталей
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Высокий отпуск
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
Явление отпускной хрупкости
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости - отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
Отпуск быстрорежущих инструментальных сталей
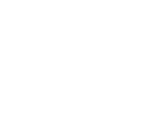
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
Железо и легирующие элементы "быстрорезов" имеют сильно отличающиеся свойства теплопроводности, поэтому при нагреве, для избежания трещин, следует делать температурные остановки. Обычно при 800 и 1050°С. При нагреве крупного инструмента первую выдержку делают при 600°С. Время выдержки составляет 5-20 мин. Выдержка при температуре закалки должна обеспечить растворение карбидов в пределе их возможной растворимости. Охлаждение инструмента чаще всего делают в масле. Для уменьшения деформации применяют ступенчатую закалку в расплавах солей с температурой 400-500°С. Структура "быстрорезов" после закалки состоит из высоколегированного мартенсита, содержащего 0,3-0,4%С, нерастворенных избыточных карбидов и остаточного аустенита. Чем выше температура закалки, тем ниже положение точек Мн, Мк и тем больше остаточного аустенита. В стали Р18 присутствует примерно 25-30% остаточного аустенита, в стали Р6М5 — 28-34%. Для уменьшения аустенита можно сделать обработку холодом, но как правило этого не требуется.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
heattreatment.ru
Отпуск (металлов) - это... Что такое Отпуск (металлов)?
Отпуск металлов, вид термической обработки, заключающийся в нагреве закалённого сплава до температуры ниже нижней критической точки, выдержке и последующем охлаждении. Термин «О.» применяют главным образом к сталям. Процессы распада зафиксированного закалкой состояния других сплавов чаще называют старением (см. Старение металлов). Основное назначение О.≈ достижение необходимых свойств стали, в особенности оптимального сочетания прочности, пластичности и ударной вязкости. С повышением температуры свойства стали изменяются постепенно, однако наблюдаются сравнительно узкие интервалы температур резкого их изменения. В соответствии с этими интервалами различают первое (100≈150° С), второе (250≈300° С) и третье (325≈400° С) превращения. При первом происходит уменьшение, при втором ≈ увеличение, при третьем ≈ значительное уменьшение объёма металла.═ Большую роль в выяснении сущности процессов О. сыграли рентгеноструктурные исследования Г. В. Курдюмова, показавшие, что первое и третье превращения связаны с распадом мартенсита, а второе ≈ остаточного аустенита. Распад мартенсита в процессе О. при 100≈150° С имеет двухфазный характер; наряду с твёрдым раствором исходной концентрации появляется раствор, содержащий 0,25≈0,3% углерода. При О. в интервале температур до 200≈300° С из твёрдого раствора выделяется низкотемпературный карбид железа, а при более высоких температурах ≈ цементит. Традиционная классификация превращений при О. имеет относительную ценность. В низкоуглеродистых сталях (до 0,2% углерода) отсутствует первое превращение. Легирование Cr, Mo, W, V, Со, Si сдвигает второе превращение при О. к более высоким температурам. В сталях, легированных Mo, W, V, при О. в интервале температур 450≈550° С наблюдается выделение частиц карбидов этих элементов в дисперсной форме, что вызывает так называемое вторичное твердение. В конечном счёте высокий О. приводит к превращению структуры стали в феррито-карбидную смесь.
═ Процессы, происходящие в закалённой стали при вылёживании и нагреве, на основании современных экспериментальных данных представляются следующим образом: перераспределение атомов углерода в мартенсите ≈ сток некоторой части атомов углерода к дислокациям и к границам мартенситных кристаллов, перемещения их в порах кристаллической решётки; распад мартенсита с образованием выделений той или иной карбидной фазы в зависимости от температуры О., легирования, реальной структуры кристаллов мартенсита; релаксация внутренних микронапряжений в результате микропластической деформации; превращения остаточного аустенита в зависимости от легирования и температурного интервала ≈ бейнитное и перлитное; превращение остаточного аустенита при охлаждении после О. (вторичная закалка).
═ С повышением температуры О. твёрдость и прочность понижаются, пластичность и ударная вязкость повышаются; понижается критическая температура хладноломкости (Ткр). При О. до 300° С повышается сопротивление малым пластическим деформациям. При О. в интервалах температур 300≈400° С и 500≈600° С, особенно в легированных сталях, наблюдается падение ударной вязкости и повышение Ткр ≈ явления необратимой и обратимой отпускной хрупкости. Быстрое охлаждение после О. при 600≈650° С и легирование Mo, W подавляют обратимую хрупкость. Низкий О. (120≈250° С) главным образом уменьшает склонность к хрупкому разрушению и используется при термообработке инструментальных, цементуемых и высокопрочных конструкционных сталей, О. при 300≈400° С применяется при термообработке пружин и рессор, высокий О. (450≈650° С) ≈ при термообработке деталей машин, испытывающих динамические и вибрационные нагрузки.
═ Лит.: Курдюмов Г. В., Явления закалки и отпуска стали, М., 1960; его же, О кристаллической структуре закаленной стали, в сборнике: Проблемы металловедения и физики металлов, сб. 9, М., 1968; Гуляев А. П., Термическая обработка стали, 2 изд., М., 1960.
═ Р. И. Энтин.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
dic.academic.ru
виды и характеристика, особенности технологии и отпускная хрупкость, термообработка сплавов
Отпуском металла называется технологический процесс термообработки закалённого стального сплава. Он даёт возможность завершить фазовые превращения в микроструктуре (мартенсите), которая приобретает наиболее устойчивое состояние. Дело в том, что в процессе закалки в металле возникают внутренние напряжения — осевые, радиальные, тангенциальные. Чтобы устранить их негативные последствия такие как хрупкость и низкая пластичность, изделия нагревают в печах при различных температурах (от 250 °C до 650 °C), выдерживают заданное время (от 15 минут до 1,5 часа), а потом медленно охлаждают.
Комплекс этих мероприятий приводит к выделению лишнего углерода, перестройке и упорядочиванию структуры металла, устранению дефектов его кристаллического строения. Обработанные материалы приобретают заданный комплекс механических свойств, среди которых основные — увеличение пластичности и снижение хрупкости при сохранении достаточного уровня прочности.
Виды отпуска стали
Понятие низкого отпуска.
Для снижения внутренних напряжений низкий отпуск стали обычно проводят нагреванием до 250 °C в течение от 1 до 2,5 часа. Из металла в процессе диффузии выделяется часть излишков углерода, из них образуются карбидные частицы в виде пластин и стержней. Неравновесная структура мартенсита закалки превращается в равновесный отпущенный мартенсит. Этим достигается стабилизация размеров изделий, повышаются вязкость и прочность, а показатели твёрдости практически не изменяются.
Низкотемпературному отпуску подвергают железоуглеродистые и низколегированные стали для производства режущего и измерительного инструмента, который не испытывает динамических нагрузок. В основном его выполняют для сталей, закалённых токами высокой частоты, а также для сплавов, поверхность которых ранее насыщалась углеродом и азотом.
Особенности среднего отпуска.
Он проводится при температурах от 350 °C до 500 °C и обеспечивает высокую упругость и релаксационную стойкость. Из стали выделяется весь избыточный углерод, а карбид переходит в цементит. Мартенсит уже полностью разложился, а перестройка структуры металла (полигонизация) и её совершенствование (рекристаллизация) ещё не начались. Новая комбинация называется троостомартенсит и характеризуется ускорением процессов диффузии. Кристаллическая решётка сплава при этом превращается в кубическую, а внутренние напряжения ещё больше уменьшаются.
Охлаждение металла осуществляют в воде, что тоже увеличивает предел выносливости. Среднетемпературный отпуск необходим при производстве упругих деталей: рессор, ударного инструмента и пружин.
Технология высокого отпуска.
При температурах свыше 500 °C в углеродистых сплавах происходят структурные преобразования, которые уже не относятся к фазовым превращениям. Претерпевают изменения конфигурация и габариты частиц кристаллов, их зёрна укрупняются, а форма стремится к равноосной. Комплексная термообработка, включающая закалку и высокий отпуск стали, в материаловедении называется улучшением, а кристаллическая структура металла после этого — сорбитом отпуска. Она считается наиболее эффективной, так как достигается идеальное сочетание вязкости, пластичности и прочности сплава. Однако несколько снижается твёрдость, поэтому не приходится надеяться на улучшение износостойкости.
Продолжительность высокого отпуска варьируется в пределах от 1 до 6 часов и зависит от размеров зубчатых передач, опор, коленчатых валов, втулок, болтов и винтов, изготовленных из конструкционных и среднеуглеродистых сталей. Эти изделия в процессе эксплуатации воспринимают ударные нагрузки и работают на сжатие, растяжение и изгиб, а к их прочности, выносливости, текучести и ударной вязкости предъявляются особые требования.
Явление отпускной хрупкости
Изучая сущность процесса, можно было бы сделать вывод, что при любом увеличении температуры отпуска станет повышаться и ударная вязкость. Но при обработке стальных сплавов в определённых температурных интервалах возникает внезапное падение ударной вязкости без изменения прочих механических характеристик. Это явление обозначается термином «отпускная хрупкость» и объясняется следующим образом:
Термообработка инструментальных сплавов
Практически для всех металлов справедливо утверждение: с повышением температуры отпуска снижается прочность и увеличивается пластичность. Исключение составляют только быстрорежущие стали, применяющиеся в производстве инструментов. Для обеспечения лучших характеристик теплостойкости и износостойкости их легируют карбидообразующими элементами: молибденом, кобальтом, вольфрамом и ванадием. А для закалки используют нагрев до температур свыше 1200 °C, что позволяет наиболее полно растворить образовавшиеся карбиды.
Теплопроводности самого железа и легирующих его элементов значительно различаются, поэтому для предотвращения деформации и растрескивания при нагреве следует выполнять температурные паузы. Это происходит при достижении 800 °C и 1050 °C, а для больших предметов первый интервал назначают при температуре 600 °C. Длительность остановки лежит в пределах от 5 до 20 минут, что позволяет обеспечить наилучшие условия для растворения карбидов. Охлаждение чаще всего проводят в масле.
Существенно уменьшить деформацию позволяет ступенчатая термообработка стали в расплавах солей, где закалка выполняется при температуре около 500 °C. Для увеличения твёрдости изделий далее следует двукратный отпуск при 570 °C. Длительность процесса составляет 1 час, а на его режим влияют химические свойства легирующих элементов и температура, определяющая скорость выделения карбидов.
tokar.guru
11.Сущность и назначение отпуска. Виды отпуска.
Закаленная сталь находится в напряженном состоянии и поэтому она обладает значительной хрупкостью. Для улучшения свойств стали и увеличения долговечности ее службы необходимо снять внутренние напряжения или хотя бы уменьшить их. Для этого инструменты и изделия из стали после закалки почти всегда подвергаются повторному нагреву до температур, лежащих ниже критической температуры Aci, (723°), и после некоторой выдержки при температуре нагрева медленно или быстро охлаждаются.
Этот вид термической обработки стали называется отпуском.
Даже в тех случаях, когда изделие должно иметь максимальную твердость, оно подвергается после закалки отпуску для снятия внутренних напряжений. С помощью отпуска можно достигнуть также распада мартенсита и повышения благодаря этому пластичности и вязкости стали при сохранении достаточно высокой прочности.
Наиболее важной операцией при отпуске является нагрев. Результаты отпуска определяются температурой нагрева изделия и достаточной выдержкой его при этой температуре. Поэтому особенное внимание должно быть уделено правильному выбору температуры нагрева и ее поддержанию во время отпуска. В зависимости от требований, предъявляемых к изделию, температура отпуска колеблется в пределах от 150 до 680°.
Нагревать изделия до температуры отпуска следует постепенно и равномерно. Изделия обычно загружают в холодные печи (или нагретые до температуры 200°) и затем медленно нагревают до температуры отпуска со скоростью 50 - 100° в час (в зависимости от сечения изделия).
Быстрый нагрев может привести к образованию на изделии трещин. Отпуск производится в камерных и пламенных печах, а также в электрических типа ПН-32. Для обеспечения более равномерного нагрева в печах устанавливают вентиляторы с замкнутой циркуляцией воздуха. Они необходимы потому, что при относительно низких температурах (до 500 - 600°) теплопередача от спокойного воздуха к металлу происходит весьма медленно и неравномерно. Мелкие изделия (например, инструменты) отпускают в масляных и соляных ваннах, а также на горячих плитах или в песчаных банях.
В этих условиях нагрева исключаются случайные колебания температуры, что имеет большое значение при отпуске. Скорость охлаждения при отпуске углеродистой стали не имеет существенного значения, так как при охлаждении отпущенной стали структурные превращения в ней не протекают. Охлаждение при отпуске чаще всего производят на спокойном воздухе. Некоторые легированные стали охлаждают даже в воде, но это вызывается особыми обстоятельствами, которые будут рассмотрены в дальнейшем.
На практике применяются три вида отпуска.
Низкий отпуск производится при температурах 150 - 300°. Цель его - уменьшить внутренние напряжения в закаленном изделии, не снижая или очень мало снижая при этом его твердость. В результате низкого отпуска получают структуру отпущенного мартенсита. Низкому отпуску обычно подвергают инструменты. Температуры отпуска и получаемые значения твердости некоторых инструментов из углеродистой ехали приведены в табл. 11.
Средний отпуск осуществляется при температурах 300 - 450°. Применяется он для изделий, от которых требуются достаточно высокая твердость (Нr = 40 - 50) и высокий предел упругости при наличии определенной вязкости. Наиболее часто такому отпуску подвергаются пружины и рессоры. После среднего отпуска структура стали состоит из троостита.
Высокий отпуск производится при температурах 500 - 680°. После такого отпуска сталь имеет структуру сорбита. Сталь, подвергнутая закалке и последующему высокому отпуску, называется улучшенной. Такая сталь обладает высокой прочностью и вязкостью. Поэтому высокому отпуску подвергают почти все детали машин ответственного назначения.
studfiles.net
Отпуск (в сталях) - это... Что такое Отпуск (в сталях)?
Отпуск (в сталях)Влияние отпуска на прочность и пластичность стали
О́тпуск — технологический процесс, заключающийся в термической обработке закалённого на мартенсит сплава или металла, при которой основными процессами являются распад мартенсита, а также полигонизация и рекристаллизация.
Отпуск проводят с целью получения более высокой пластичности и снижения хрупкости материала при сохранении приемлемого уровня его прочности. Для этого изделие подвергается нагреву в печи до температуры от 150°C-260°C до 370°C-650°C с последующим медленным остыванием.
Низкотемпературный отпуск
Проводят при температурах до 250 °С. Закалённая сталь сохраняет высокую износостойкость, однако такое изделие (если оно не имеет вязкой сердцевины) не выдержит высоких динамических нагрузок. Такому отпуску подвергают режущие и измерительные инструменты из углеродистых и низколегированных сталей.
Среднетемпературный отпуск
Проводят при температурах 350-500 °С и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокие пределы упругости и выносливости, а также релаксационную стойкость. Охлаждение после отпуска проводят при температурах 400-500 °С в воде, после чего возникают сжимающие остаточные напряжения, которые увеличивают предел выносливости пружин.
Высокотемпературный отпуск
Проводят при температурах 500—680 °С. При этом остается высокая прочность и пластичность, а также максимальная вязкость. Высокому отпуску подвергают детали, воспринимающие ударные нагрузки (зубчатые колеса, валы).
Стадийность
Общий принцип: Сначала заканчивается распад мартенсита, а затем начинается полигонизация и рекристаллизация. В зависимости от соотношения стадий различают:
См. также
Литература
Wikimedia Foundation. 2010.
Смотреть что такое "Отпуск (в сталях)" в других словарях:
dic.academic.ru
36. Отпуск стали:
отпуск является окончательной термической операцией, применяемой после закалки; это нагрев стали ниже критической точки Ас1 с последующей выдержкой и охлаждением с заданной скоростью. Различают низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий) отпуск.
Низкий отпуск
Его проводят при t>250 градусах Цельсия. Этот вид отпуска приводит к превращению мартенситной закалки в март. отпуска и практически не снижая твердости несколько увеличивает другие прочностные характеристики и отчасти ударную вязкость.
Твердость стали с содержанием углерода 0.8-1% после низкого отпуска порядка 62-64HRC. Твердость легированных сталей несколько ниже в силу сохранения в них после закалки аустенита остаточного. Низкому отпуску подвергают инструментальные стали, предназначенные для изготовления штампов, деформирующих металлы в холодном состоянии, инструмента типа: зубило, лоток, режущий инструмент, работающих при низких скоростях резания, а также детали подвергнутые цементации, ционированию.
Средний отпуск
Это вид отпуска применяют в случае необходимости получения сочетаний высокого предела упругости с прочностными характеристиками. Например: при обработке пружин, рессор средний отпуск проводят при температурах 350–500 градусах Цельсия. Структура после среднего отпуска - тростит отпуска.
Твердость 40–45HRC.
Высокий отпуск
Проводят при температурах 650–680 градусах Цельсия. Структура – сорбит отпуска. Этот вид отпуска применяется для получения лучшего сочетания прочностных свойств с ударной вязкостью. Термическая обработка, заключается в закалке с высоким отпуском называется улучшением.
37. Закаливаемость и прокаливаемость. Способы закалки. Охлаждающие среды. Дефекты закалки.
Закаливаемость – способность стали повышать твердость в результате закалки.. Чем больше t, тем выше твердость. Прокаливаемость – способность стали получать закаленный слой с мартенситной или троосто-мартенситной структурой и высокой твердостью на ту или иную глубину. Определяется скоростью охлаждения. Диаметры заготовки, в центре которой после закалки в данной охлаждающей среде образуется полумартенситная зона – называют критическим диаметром ДК. Прокаливаемость тем выше, чем меньше скорость закалки. Способы закалки: 1) закалка в одном охладителе. «+»: простота; «-» большие внутренние напряжения в детали 2) прерывистое охлаждение в одном охладителе до t 300-350, перенос в другой охладитель (масло или воду) «+»снижаются внутр напряжения, «-» высокая квалификация рабочих, нестабильный результат 3) ступенчатая закалка – нагретую деталь помещают в соляную ванну с t несколько выше начала М превращения. После небольшой выдержки для выравнивания t по всему объему, охлаждение осуществляется в другом охладителе (на воздухе). «+»ликвидируются предыдущие недостатки, «-» скорость охлждения низкая, соляная ванна агрессивна. 4) изотермическая закалка – длит выдержка в закалочной ванне при t выше М точки. Твердость низкая, но нет внутренних напряжений. 5) Закалка с самоотпуском – суть закалки – отпуск производится за счет тепла массивной части изделия. Чаще всего для закалки используют следующие жидкости: воду, водные растворы щелочей и солей, масла. Вода, как охлажд жидкость имеет ряд недостатков: высокая скорость охлаждения приводит к образованию закалочных дефектов, с повышением t воды резко ухудшается ее закалочная способность. Наиболее высокой и равномерной охлаждающей способностью обладают холодные 8-12% водные растворы NaCl и Na OH. Масло, как закалочная среда имеет след «+»: небольшая скорость охлаждения и постоянство закаливающей способности. К «-» относятся повышенная воспламеняемость, повышенную стоимость и т.д. Начинается применение охлаждения под давлением в среде азота, аргона, водорода.
38. Основы химико–термической обработки
Под химико–термической обработкой понимают насыщение поверхности металла элементами повышающими какие–либо свойства. Например: твердость, износостойкость, морозостойкость, коррозионную стойкость.
Поверхностная обработка обеспечивает хорошее сочетание твердости поверхностного слоя детали с вязкостью сердцевины. Для обеспечения такого сочетания кроме химико–термической обработки применяют и поверхностную закалку, которая относится к разряду местной обработки. Поверхность детали нагревают пламенем ацетилено–кислородной горелки или чаще током высокой частоты(ТВЧ). Нагрев ТВЧ осуществляется в 1000 раз быстрее по сравнению со скоростью нагрева в печах или в ваннах. После нагрева следует охлаждение со скоростью выше критической.
Нагрев ТВЧ обеспечивает прогрев до температур выше критической только поверхностного слоя. Сердцевина детали остается не прогретой => после закалки на поверхности формируется структура мартенсита, тогда, как в сердцевине детали структура характерна структуре отожженной стали. В отличие от поверхностной закалки ХТО имеет ряд преимуществ:
1.ХТО можно подвергать детали независимо от их размеров или форм.
2.При ХТО достигается большая разница в свойствах поверхности и серцевины.
3.После ХТО можно исправить структуру(например: изменить зерно) последующей термической обработки.
Процесс ХТО складывается из 3–х составных:
1.распад молекул газа с образованием активных атомов насыщенного элемента. Это диссоциация.
2.Поглощение атомов насыщенного элемента поверхностью детали–абсорция.
3.Диффузия атомов насыщенного элемента в глубь металла.Различают:
a) Самодиффузию – происходит перескок атомов основного металла в собственность кресталической решетки. Он не сопровождается изменением концентрации вещества.
б) Гедротиффузию–происходит перемещение атомов чужеродного элемента к кресталлической решетке основного металла, сопровождается изменением концентрации диффундизующего элемента от поверхности в сердцевине в сторону уменьшения.
Вид ХТО определяется названием диффузирующего элемента. Если насыщают поверхность детали углеродом, процесс называют цеминтацией, азотом–ахотированием и т.д. совместное насыщение углеродом и азотом–ционированием.
studfiles.net