- соляная кислота — 50 миллилитров;
- азотная кислота — 54 миллилитра;
- чугунная или углеродистая стальная стружка — 30 граммов;
- окалина металла — 20-30 граммов;
- дистиллированная вода — 1 литр.
- Заливаем 50 миллилитров соляной кислоты в стеклянную 1,5-литровую колбу.
- Добавляем в емкость стружку, окалину и азотную кислоту в равных частях.
- Спустя время раствор приобретет зеленый цвет и начнется бурление. Это означает, что началось выделение газа. На вид газ буроватого цвета.
- Ждем затихания реакции и добавляем еще одну порцию стружки, окалины и азотной кислоты в тех же пропорциях.
- Когда очередная реакция прекратится, добавляем остатки указанных выше веществ.
- На выходе у нас будет состав рыжего цвета, по консистенции схожий со сметаной. Даем настояться смеси в течение 24 часов. Емкость с составом должна быть герметично закупорена.
- По истечении суток переходим к следующему этапу. Заливаем в посуду 1 литр дистиллированной воды. На этом состав можно считать готовым к применению.
- Разбалтываем смесь и переливаем ее в емкость с широким горлышком, через которое будет удобно забирать раствор для работы.
- едкого натра — 10-15 граммов;
- тринатрийфосфата — 50-70 граммов;
- кальцинированной соды — 30-40 граммов;
- жидкого стекла — 3-5 граммов.
- кальцинированная сода — 100-150 граммов;
- жидкое стекло — 20-30 граммов.
- Нагреваем ствол до сильного жара и интенсивно растираем его кровавиком. Как только металл остывает, продолжаем нагрев. В итоге металл приобретет синеватый оттенок.
- Отполированный ствол натираем оливковым маслом. Далее обсыпаем металл просеянной золой из твердого сорта древесины. Укладываем ствол в древесноугольное горно. Как только металл начнет белеть, достаем его и позволяем ему остыть. Далее дважды протираем материал: сначала насухо, второй раз — оливковым маслом. Цвет металла в итоге станет серым.
- Следующий способ позволит придать стволу коричневый цвет. Для этого понадобится раствор из следующих компонентов: медный купорос — 120 граммов, азотная кислота — 240 граммов, 90% спирт — 250 граммов, вода — 1 литр. Причем воду и спирт нужно добавлять вслед за растворением купороса. Приготовленный раствор наносим на металл, а, когда он высохнет, первый раз протираем ствол крацовочной щеткой с тонкой проволокой, а второй — щеткой с жесткой щетиной. Повторяем процедуру по 2-3 раза в течение 3 дней и по истечении этого срока получаем материал коричневого цвета. Последнее, что нужно сделать — промыть ствол в кипящей воде, а затем вытереть его сукном и смазать оливковым маслом.
- Красивую поверхность можно получить, используя такой состав: хлористый цинк — 20 граммов, медный купорос — 20 граммов, вода — 1 литр. Иногда раствор выходит непрозрачным, тогда в жидкость нужно добавить несколько капель соляной кислоты. Далее обильно смазываем раствором поверхность и повторяем эту операцию еще 2-3 раза после высыхания металла. После смазывания вытираем поверхность щеткой с мягкой щетиной. Повторяем процедуру смазывания на протяжении 4 дней. Чтобы ускорить процесс, можно слегка подогревать ствол.
- Выраженный темный тон можно получить с помощью следующих компонентов раствора: кристаллическое полуторахлорное железо — 500 граммов, треххлористая нейтральная сурьма — 500 граммов, галловая кислота — 250 граммов, вода — 1 литр. Полученным составом обрабатываем поверхность несколько раз, каждый раз давая ей предварительно высохнуть. После явного потемнения металла обмываем изделие в воде, просушиваем его и натираем льняным маслом.
- Обработка «Клевером». В данном случае речь идет о средстве фабричного производства — «Клевере». До его нанесения зачищаем металл от жира и грязи. Затем обрабатываем «Клевером» поверхность, которая вскоре приобретет желто-белый цвет. Смываем водой вещество и сушим поверхность.
- Для изготовления раствора используем такие компоненты: медный купорос — 8 граммов, азотная кислота — 30 граммов, соляная кислота — 2 грамма, спирт — 30 граммов, вода — 1 литр. Вначале растворяем медный купорос в воде, а уже после этого добавляем другие компоненты. Прежде чем использовать, составу нужно дать настояться в течение нескольких суток. На выходе получаем вороненую сталь коричневого цвета.
- Чтобы получить черный цвет дамасской стали, нужно ее вначале отполировать. Полированную поверхность обрабатываем древесным маслом с помощью сукна, а затем обсыпаем металл золой из твердой породы древесины. Далее кладем ствол на горячий древесный уголь и даем металлу почернеть. После того, как снятый с огня ствол остыл, вытираем его тряпкой, промоченной в воде и подкисленной серной кислотой. Промываем изделие в чистой воде, высушиваем его и натираем маслом. В итоге получаем ствол, где все точки, соответствующие зернам стали, становятся светлыми. При этом участки, где находится железо, приобретают черный цвет.
- Очень стильно выглядит вороненое оружие из дамасской стали, если его протравить «в рельеф». При таком травлении стальные жилки рельефно выделяются на фоне участков, где находятся ядра железа. Иными словами, травление затрагивает только железо. Чтобы добиться такого эффекта, изготавливаем раствор, состоящий из 30 граммов соляной кислоты и 1 литра воды. Кладем оружие в раствор на 4 часа. Затем вынимаем металл и обмываем его в воде, протирая трепелом. Даем стволу хорошо просохнуть, а затем обрабатываем его маслом и нагреваем над горячими древесными углями.
-
коррозионную стойкость (2-4 часа в камере соляного тумана) – оксидированная поверхность изделия абсорбирует воск или масло, создавая антикоррозинный барьер;
-
неизменность размера обрабатываемых изделий – изделия для которых важен точный размер не могут окрашиваться или подвергаться гальванической обработке, для них подходит только черное холодное оксидирование;
-
неизменность цвета при высоких температурах – оксидная пленка практически не меняет цвета при повышении температуры до 180 0С;
-
эстетику покрытия – стойкое черное покрытие увеличивает привлекательность изделий;
-
безопасность – черная оксидная пленка на обработанном инструменте исключает возможность образования бликов, что делает работу более удобной и безопасной;
-
токопроводимость покрытия;
-
возможность покрытия акриловыми или водорастворимыми лаками;
-
экономичность – наиболее дешевый способ покрытия изделий в сравнении с традиционными методами.
Методы воронения оружия. Холодное оксидирование стали
Холодное чернение Blackfast | Всё о красках
Процесс холодного чернения (оксидирования) имеет ряд преимуществ по сравнению с горячим химическим оксидированием: • Процесс применим для оксидирования различных сталей: углеродистых и легированных, конструкционных и инструментальных, холодно-горяче катанных, после ковки или штамповки, а также чугунов и порошковых металлов. • Раствор холодного чернения является универсальным, в одной и той же ванне подвергаются чернению детали из сталей и чугунов, разных марок и видов. • Высокие декоративные свойства покрытия – деталь приобретает глубоко насыщенный черный цвет, что улучшает ее внешний и товарный вид. • Высокая экономичность процесса характеризуется отсутствием затрат на разогрев и поддержание ванны в заданном температурном режиме. Процесс производится при цеховой температуре. • Покрытие рекомендуется для сопрягающихся деталей. В случае приработки сопряженных деталей покрытие не выкрашивается, не растрескивается, не отслаивается. При первоначальном контакте и во время последующего притирания происходит выработка трущихся поверхностей черного оксидного слоя, с одновременным формированием нагартованных поверхностей. • Свойства режущего инструмента улучшаются, срок его службы увеличивается. • Посадочные размеры детали и твердость сохраняются. • Отсутствует легко удаляемый темный мажущийся налет, присущий другим процессам чернения при комнатной температуре. • Высокая антикоррозионная защита. Технология холодного оксидирования обеспечивает превосходную коррозионную стойкость де¬талей, до 150 часов в камере солевого тумана. • Стабильность размеров – размеры увеличиваются на 0.12-0.25 мкм. Это означает, что свойства поверхности оксидированной детали сохраняются: полированные поверхности остаются блестящими, а твердость термообработанных деталей не изменяется. Размеры прецизионных деталей – сохраняются «деформация, которая может иметь место при горячем оксидировании – отсутствует». • Высокая производительность – длительность процесса холодного оксидирования составляет 50-55 секунд, в отличие от 25-30 минут при горячем оксидировании. • Технологичность – процесс малочувствителен к вариациям концентрации основного препарата. • Чернение можно производить на подвесках, насыпом в корзинах или ведрах, барабанах. • Процесс легко управляем в связи с простотой контроля и корректировки рабочего раствора. • Низкие капитальные затраты – не требуется дорогостоящее оборудование, нагревательные устройства, контрольно-измерительные приборы, мощная приточно-вытяжная вентиляция. • Безопасность раствора – для приготовления холодного чернения используется неагрессивный, водорастворимый концентрат Blackfast 181, не имеющий запаха, в отличие от раствора горячего оксидирования, где применяются едкие вещества с наличием запахов и вредных испарений с большой вероятностью выброса и разбрызгивания горячего едкого раствора. • Продолжительный срок службы ванны – раствор может восполняться посредством периодического добавления свежего препарата. Схема процесса: 1. Химическое обезжиривание. 2. Промывка в проточной воде. 3. Декапирование. 4. Промывка в проточной воде. 5. Активация в 10% растворе кондиционера Blackfast 551. 6. Промывка в проточной воде. 7. Химическое чернение в 25% растворе Blackfast 181. 8. Промывка в проточной воде. 9. Уплотнение.
vseokraskah.net
Воронение оружия - обзор популярных методов
Воронение стали позволяет не только повысить внешнюю привлекательность оружия (пистолета ПМ, охотничьего ружья, ножа и т.п.), но и влечет практические последствия, так как ствол теряет блеск и становится менее заметным для цели. Также воронение защищает металл от коррозийных процессов.

Способов воронения существует великое множество. Перечислить их все сложно в рамках данной статьи. Поэтому остановимся лишь на самых популярных и относительно доступных.

Кислотное оксидирование
Наиболее известным способом воронения является кислотное оксидирование. В процессе обработки металла применяется особый раствор — «ржавый лак». Смысл обработки этим веществом металла состоит в ускорении коррозийного процесса. По своему составу «ржавый лак» — это солевой раствор железа, иногда включающий и другие металлические компоненты.
Для создания «ржавого лака» понадобится:
Раствор допустимо приготавливать только на улице, поскольку его компоненты токсичны. Необходимо, чтобы поток воздуха шел от человека, поскольку в ходе реакции происходит выделение газа.

Инструкция по изготовлению раствора:
Обратите внимание! На дне емкости могут остаться нерастворенные компоненты. Это значит, что реакция была недостаточной.
Шлифование
Прежде чем приступать к оксидированию, поверхность нужно подвергнуть шлифовке. Шлифование выполняется в несколько заходов. Прежде всего, проходимся по поверхности наждачкой: сначала грубой, затем мелкозернистой. Заканчиваем шлифованием при помощи тонкого абразива.
Отсаливание
Данная процедура обычно осуществляется по отношению к элитному оружию. Отсаливание (другое название — матирование) производится с помощью круглых щеток и паст, в состав которых входят абразивы, техническое сало и стеарин. Стирающие качества наждачки, смазанной салом, уменьшаются. При этом пленка окислов убирается при помощи органики, содержащейся в сале.

Результатом работы должна стать ровная и гладкая поверхность, благодаря чему металл будет намного проще обрабатывать полировочными пастами. Отсаливание нужно проводить прямо перед нанесением пасты.
Обезжиривание
Задача этого этапа подготовки — удалить с металла жировые пятна, в том числе минеральные масла. Дело в том, что образование оксидной пленки, возможно, лишь на чистой поверхности.
Понадобится приготовить обезжиривающее средство, состоящее из следующих компонентов (на 1 литр воды):

Если стволы спаяны припоем из олова, понадобится другой раствор:
В обоих случаях раствор следует разогреть приблизительно до 100 градусов по Цельсию. Период окунания изделий в раствор составляет от 20 до 30 минут. Обезжиренный металл промываем в воде. К обработке «ржавым лаком» следует приступать сразу же после промывания оружия.
Нанесение лака
Наносим «ржавый лак» кисточкой (не толстым слоем). Уделяем особое внимание концу ствола. Лишний лак, капли, подтеки аккуратно убираем кисточкой. Следует избегать прикосновений к оружию в момент лакирования, поскольку так не удастся получить нужный результат.
По окончании лакирования помещаем оружие в теплое место. Температура в месте хранения ствола должна быть в пределах 40-60 градусов выше нуля. По ходу того, как металл будет сохнуть, он постепенно приобретет светло-рыжий цвет.

Высохшую поверхность покрываем еще одним слоем лака. Вновь высушиваем материал. В конечном итоге металл станет темно-оранжевым.
Выварка
Прежде всего, готовим раствор для выварки в выварочной ванне. В качестве ванны можно задействовать 100-миллиметровый отрезок трубы с приваренным дном. Также к трубе нужно присоединить нагревательный элемент от электрического чайника.
Заливаем в ванну дождевую воду. Нужна именно дождевая вода, а не взятая из водопровода, поскольку последняя имеет в своем составе добавки, которые не позволят осуществить качественную выварку.
Чтобы окислить содержащуюся в воде органику, добавляем азотную кислоту. Рекомендуемая пропорция: 1-2 миллилитра на 1 литр воды. Далее доводим воду до кипения и ждем еще 3-5 минут, чтобы жидкость в ванной была готова к выварке.
Металл, который из-за окислов получил темно-оранжевый цвет, держим в кипящем растворе в течение 15 минут. Постепенно ствол начинает приобретать бархатисто-черный цвет. Если выварка не дала результата и металл все еще рыжий, это не страшно, поскольку в первый раз почернение происходит далеко не всегда. Возможно, причина в недостаточном обезжиривании металла или некачественной промывке поверхности.
Крацевание
Для выполнения крацевания нужна щетка округлой формы, оснащенная электрическим приводом. Изготовить щетку можно в домашних условиях. Для этого нужно приобрести мелкую проволочную сетку, в которой диаметр отверстий будет составлять 0,1-0,15 миллиметра. Вырезаем в сетке несколько кругов или квадратов, а по центру делаем отверстие. Весь пакет собираем на оправку при помощи шайбы и гайки. В качестве электрического привода можно использовать дрель, шлифмашину, мотор и т.п.
Совет! При работе щеткой для крацевания нужно соблюдать предосторожность, надевая защитные очки для глаз.
Очищаем металлическую поверхность от рыхлого железного налета. Задача состоит в получении блестящей пленки черного цвета по всей поверхности ствола. Если металл на каких-то участках не стал черным, а сохранил рыжий цвет, воронение в первый раз не удалось. Однако не стоит расстраиваться, так как это только первая операция воронения из положенных восьми. Таким образом, для достижения результата необходимо четыре выварки и четыре крацевания.
Промасливание
По окончании четвертой стадии крацевания металл приобретет графитовый цвет. Чтобы удалить остатки влаги с оксидной пленки (а ее толщина находится в рамках 0,7-1,5 микрон), необходимо промасливание.
Пропитывание маслом состоит в окунании оксидируемого металла в ванну с нейтральным разогретым маслом. Допускается применение любого машинного масла, разогретого до температуры 105-110 градусов по Цельсию. Процедура промасливания осуществляется в течение 5 минут.
Обратите внимание! Не следует использовать холодную смазку, поскольку она слишком вязкая, а потому не сможет проникнуть в поры оксидной пленки.
Оксидирование по методу Бутурлина
Для приготовления раствора по методике Бутурлина понадобится приготовить насыщенный раствор медного купороса. На каждые 250 граммов купороса добавляем 5-6 капель серной кислоты. В посуду с раствором кладем металл и держим его там до того момента, пока он по цвету станет напоминать красную медь. После этого извлекаем оружие из раствора и обмываем его в чистой воде. По окончании ополаскивания жидкость сливаем, а емкость тщательно промываем.

Следующим шагом растворяем в горячей воде гипосульфит – сернистокислый натрий. Примерная пропорция: 200 граммов вещества на 250 граммов воды. Раствор фильтруем с помощью воронки, в которую вставляем фильтровальную бумагу или же гигроскопическую вату. Далее добавляем в раствор хлорводородную или соляную кислоту (2% от объема раствора). Результатом смешивания должно стать образование жидкости темновато-желтого цвета.
Разогреваем раствор до кипения и кладем в него металл. Время нахождения ствола в кипятке — 5-10 секунд. После этого извлекаем оружие и обдаем его холодной водой.
Проверяем ствол на предмет окрашивания и помещаем его в ванну не более чем на полминуты. Затем достаем металл, обмываем его в чистой холодной воде и вновь осматриваем поверхность на качество окрашивания. Когда ствол приобретет нужный цвет, то есть в достаточной степени потемнеет, его нужно очень аккуратно, не прикасаясь к нему руками, обмыть в холодной проточной воде.
Обратите внимание! Интенсивность окраски зависит от времени выдержки металла в растворе. При этом не рекомендуется держать ствол в металле чересчур долго, поскольку имеется риск схождения покрытия. В этом случае понадобится повторить процедуру заново.
Раствор гипосульфита можно перелить из ванночки в стеклянную посуду. Этот состав может еще пригодиться для повторного оксидирования, если добавить в него соляную кислоту. Ванну тщательно промываем от остатков раствора.
Делаем в чистой емкости раствор калийных квасцов. Для этого понадобится 120 граммов квасцового порошка на 1,25 литра воды. Размещаем оружие в растворе на 12 часов. Когда этот срок истечет, достаем металл и промываем его в холодной воде. Даем стволу просохнуть и слегка нагреваем его, а затем протираем поверхность мягкой холщовой тряпкой, обмоченной в машинном масле. Затем оставляем металл сохнуть в подвешенном виде на неделю. После высыхания ствола его покрытие приобретет сине-черный цвет.
Другие способы воронения
Ниже представлены еще несколько способов воронения оружия:
Воронение дамасской стали
Дамасская сталь не относится к самостоятельным видам металла. Это лишь смесь стальных частиц и сварочного железа. В процессе травления методом кислой травки на металле образуется особый рисунок, по виду похожий на орнамент, включающий в себя темные и светлые черточки. Причем, если процесс произведен верно, светлые и темные черточки строго чередуются между собой.

Существует несколько способов воронения дамасской стали:
Процесс воронения требует точного соблюдения технологических норм, его нельзя назвать простым. Поэтому при отсутствии навыков вполне объяснимо решение отдать ствол на обработку специалисту, который проведет работу быстро и качественно.
kraska.guru
Оксидирование - ЭлектроХимия
Главная » Архив библиотека » Прочее » ОксидированиеЧерное оксидирование стали и чугуна принадлежит к группе процессов химического оксидирования
Черное оксидирование стали и чугуна принадлежит к группе процессов химического оксидирования (не путать с фосфатированием) и производится методом окунания с последующей промывкой, сушкой и промасливанием. Полученные покрытия на стали имеют кристаллическую структуру и представляют смесь ионов метала и фосфатов.
Толщина оксидной пленки, полученной благодаря этому процессу, составляет 0,6-1,2 мкм, что практически не влияет на изменение размеров обрабатываемых изделий. Возможно оксидирование различных материалов: углеродистой стали, чугуна, не имеющих контакта с пищевыми продуктами, инструментальной стали, в составе которой содержание хрома не превышает 4%. Термообработанная сталь в большинстве случаев холодному оксидированию не подлежит.
Этот метод используется для оксидирования как маленьких, так и больших изделий. Сам процесс происходи в металлических футированных ваннах, размер которых зависит от обрабатываемых изделий. Этот метод не требует наличия дорогостоящих установок для подогрева раствора и вентиляции. Обычно ванна, где происходит оксидирование устанавливается в конце производственной линии или около нее. Обслуживать ванну, где происходит холодное оксидирование, может даже необученный персонал, у которого нет специального опыта работы.
Холодное оксидирование стали позволяет при комнатной температуре получить:
В связи с тем, что процесс протекает при температурах 15-25 0С, хрупкость стали во время обработки не увеличивается. Подготовка поверхности перед оксидированием должна производиться тщательно, не допускаются остатки ржавчины или окалины после термообработки.
Компания «Высокие технологии» представляет на украинском рынке концентрат для холодного черного оксидирования стали – композицию «Ликонда Ф-16».
Концентрат представляет собой водный раствор и разводится в соотношении 1:10. С помощью одного литра концентрата можно покрыть до 10 м2 поверхности. Раствор корректируется без утилизации. В случае экстренного слива нейтрализуется до твердого остатка. Веществ первой категории (вредных для здоровья) не содержит.
| Сравнение разных методов оксидирования | |
| Холодное оксидирование | Горячее оксидирование |
| Изменение размеров детали макс. на 1,2 мкм | Размер деталей значительно изменяется |
| Рабочая температура около 15-25 0С | Рабочая температура около 140 0С |
| Низкий уровень энергопотребления | Высокий уровень энергопотребления (нагрев раствора) |
| Безопасность работы | Горячий раствор, возможность разбрызгивания |
| Отсутствие испарений | Необходима вентиляция |
| Равномерный цвет изделий | Возможны дефекты покрытия |
| Возможность оксидирования чугуна | Чугун после горячего оскидирования приобретает красно-коричневый оттенок |
echemistry.ru
Способы воронения стали
На металлических поверхностях при контакте с воздухом формируется плоское окисное пленочное покрытие, выполняющее функцию предохранения от разрушения вследствие электрохимического взаимодействия металлов с окружающей средой. Но в большей степени такие пленки не могут защитить от агрессивного действия коррозии, поэтому в металлургии активно используется искусственное окисное покрытие. Чаще всего воронению подвергают стволы оружия и сельскохозяйственные орудия.
Воронение стали представляет собой процесс возникновения на поверхности стального или чугунного изделия плёнки из окислов железа величиной до 10 мкм. Размер слоя влияет на оттенок готового экземпляра — радужные цвета чередуют друг друга в соответствии с увеличением толщины покрытия. На сегодня такая обработка используется главным образом в виде декоративной отделки и с целью устранения отсвечивания стальных поверхностей, но первоначальной целью данного процесса было снижение коррозии металлической подложки.
Способы воронения стали
Традиционно используют три способа воронения стали:
• щелочное;
• кислотное;
• тепловое.
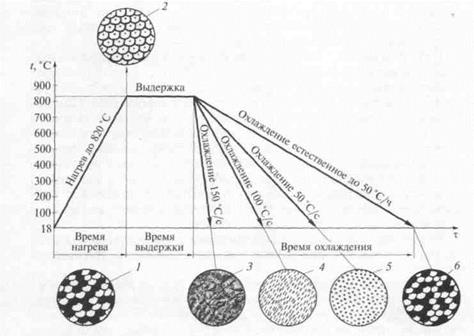
Щелочное воронение стали производится в растворах щелочи с катализаторами окисления при 130-150 °C, кислотное – в кислотных составах химико-физическим или электрохимическим методами. При тепловом типе окисление стали осуществляется под действием повышенных температур в одной из рабочих сред:
• в атмосфере пароперегрева при 250-450 °C; • в парообразном аммиачно-спиртовом растворе при 500-850 °C; • в растопленных солях при 450-650 °C: • в атмосфере при 300-450 °C с первоначальным нанесением на поверхность изделий небольшого слоя лака.
Структура полученной пленки имеет мелкокристаллическое, микропористое строение. Для наведения блеска и повышения защитных качеств окисного покрытия производят воронение стали в масле, насыщая ее техническими липофильными веществами.
При химическом воронении в отличие от механической покраски, заключающейся в механичном нанесении на изделие лакокрасочного средства с непосредственным красителем, красящими пигментами являются вещества, которые образуются в ходе химических реакций непосредственного процесса оксидирования. При таком виде обработки в качестве красителей выступают сами металлы либо их химические окислы.
Чаще всего технология химического воронения стали представляет собой "мокрую" операцию, то есть такую, в которой принимают участие жидкостные растворы солей металла. Вороненая пленка, полученная таким образом, характеризуется значительной стойкостью и надежным соединением со стальной подложкой, поскольку сам металл подвергается на поверхности химико-молекулярным изменениям, вследствие которых он преобразуется в красочное покрытие. При воронении нержавеющей стали достигается предельно тесное и целостное сращивание материала подложки с красочной пленкой, которое не получается в процессе механической покраски.
Состав для воронения стали может иметь разнообразные компоненты, текстуру и консистенцию. Наиболее популярные средства для этого – специальная вороненая жидкость, паста и карандаш. При работе с ними процесс оксидирования следует выполнять несколько раз, поскольку единоразовое воздействие придает изделию тускло-блеклый оттенок. С каждым повторным воронением цвет стали значительно темнеет и становится максимально приемлемым для разных типов продукции.
Особенности воронения стали
Главным условием успешного воронения является абсолютная чистота обрабатываемых поверхностей, причем очищение должно выполняться прямо перед самой химической обработкой, поскольку снаружи металл может снова измениться от контакта с воздухом. Равномерность данного процесса металлообработки достижима только в случае, когда сталь по всей поверхности полностью оголена и в каждой своей точке доступна действию соответствующих реактивов. Разнообразные технологии воронения стали основаны на двух видах формирования покрытия:
• с использованием обрабатывающего материала;
• с включением в процесс элементов поверхности изделий.
Живая цветовая палитра и эффектный внешний вид готового изделия образуется в результате особой конечной механической обработки. Микроскопические частицы металлической поверхности теряют из-за химического воздействия жидкости для воронения стали свою естественную структуру и особый порядок во взаиморасположении, в связи с чем они в комплексе перестают производить оптический эффект равномерной поверхности, придавая изделию матовость. Механическое натирание и крацевание вновь возвращает первоначальный порядок и взаимосвязь в размещении поверхностных элементов стали, повышая таким образом визуальный эффект от обработанной поверхности.
В производственной практике стальные предметы воронят, изготавливая на них значительный слой черновой окалины. Достигается это путем прогревания изделия до красного каления в топке, для этого систематически направляют в печь разные по составу топочные газы. Другая технология заключается в длительной 10-часовой обработке сильно перегретым паром. Операции по воронению стальных поверхностей выполняются в специальных цехах при наличии специализированного оборудования.
Процесс холодного воронения стали имеет преимущества сравнительно с горячим методом:
• Процесс может применяться для обработки всех видов стальных, чугунных и порошково-металлических изделий.
• Раствор для этой операции – универсальный, в одной ванне могут оксидироваться разные металлы.
• Повышенные декоративные характеристики покрытия – продукция обретает интенсивный насыщенный черный оттенок.
• Повышенная экономичность технологии обусловлена отсутствием расходов на прогревание и поддержание рабочей среды в оптимальном температурном режиме. Операция осуществляется при цеховой температуре.
• Процесс рекомендован для контактирующих деталей, при этом покрытие не крошится, не трескается, не слоится.
promplace.ru
Воронение ножа и современные способы антикоррозийной обработки стального холодного оружия
С широким распространением коррозионностойкой стали на клинках, люди стали мало-помалу забывать о такой неприятности, как поржавевший нож. Но увы, нет на земле совершенства: у «нержавеек» есть свои недостатки, заставляющие потребителей и производителей обращаться к старым, проверенным десятилетиями, маркам инструментальных сталей. Появление в конце XX века высокоуглеродистой хромистой стали с высокими режущими свойствами, но ограниченным антикоррозионным потенциалом, а также «открытого заново» дамасска и булата, вновь придало актуальность борьбе с вездесущей ржавчиной. Историческому обзору этой борьбы и ее современным методам посвящен данный материал.
Дедовские методы
Для защиты клинков издавна применялось полирование, смазка и воронение. Сущность полирования и защиты поверхности клинка смазками общеизвестна: полировка ножа уменьшает площадь поверхности металла, контактирующего с окружающей средой, а смазка изолирует ее. Недостатки очевидны: полированная поверхность клинка требует регулярного ухода, а смазка – периодического удаления и возобновления.
Эти процедуры требовали не только времени и расходных материалов, но и высокого профессионального мастерства. К примеру, у японских самураев отдельной строкой ухода за оружием стояла полировка клинка, который потом защищали маслом камелии для предотвращения окисления. Японские повара и краснодеревщики пользуются им и сегодня для ухода за ножами и инструментами из углеродистых сталей.
В Европе и Северной Америке для защиты кухонных ножей применялось растительное масло. Видимо, тогда же было подмечено, что в результате нагревания и обработки растительным маслом появляется патина – пленка различных оттенков, образующаяся на поверхности изделий из металла, защищающая его от дальнейшего окисления.
Окисление металлов – это реакция соединения металла с кислородом, сопровождающаяся образованием окислов (оксидов). В более широком смысле окисление металлов – реакции, в которых атомы теряют электроны и образуются различные соединения, например хлориды, сульфиды и т.п. Пленки некоторых окислов способны весьма неплохо защищать металлическую поверхность, находящуюся под ней, от действия коррозии.

Еще в глубокой древности было подмечено, что при производстве металлургической продукции окисление может привести к образованию окалины, высокий антикоррозионный потенциал которой можно использовать в защитных целях. Этот процесс, известный под названием оксидирование, до сих пор широко применяется на кустарных ножах северных народностей — финнов, саамов, коряков, чукчей и др. Слой окалины защищает от коррозии тело клинка и пользователю достаточно следить только за состоянием режущей кромки.
То, что хорошо работало на Севере, не всегда подходило для Юга. Неровный, пористый слой окалины подчас служил питомником для болезнетворных бактерий. Поэтому в странах с теплым климатом большей популярностью пользовалась другая разновидность оксидирования клинков – воронение металла.
Так в Фергане, историческом средневековом центре производства оружия, поступавшего во все области мусульманского мира, оно считалось необходимой операцией. Ножовщики Ферганской долины издавна использовали для этих целей сернокислую глину из Наукатских гор (Ошская область Киргизии). После шлифования и полирования полотна клинка, его обезжиривали и покрывали водным раствором наукатской глины. В результате этой операции полотно ножа приобретало темный цвет, а если клинок делали из булата или дамасска, то узор становился четким и ясным. Такое покрытие придавало клинку антикоррозийную стойкость.

В этой связи уместно привести наблюдения П. П. Аносова, который писал: «Персидский железный купорос, содержащий часть сернокислой глины, считается лучшим средством для вытравки клинков. Для составления протравы он предварительно кипятится с водой в свинцовом сосуде. Клинок заранее очищают мелкою золою с водой или щелоком, потом его обмывают в чистой воде. Далее его опускают в чистый раствор или им часто поливают, держа клинок над сосудом с раствором. Когда узоры и грунт обнаружатся, клинок вынимают, обмывают несколько раз щелоком и холодной водой. Потом, с возможной скоростью обтирают клинок досуха стараясь как можно слабее прикасаться сухой льняной ветошью к клинку. Узоры на булате появляются весьма скоро, но вытравку продолжают, дабы резче отличить его от грунта, который теряя следы полировки, приобретает свойственный металлу цвет и отлив…» Далее автор подчеркивает, что вообще вытравка способствует предохранению булатов от ржавчины.
 В настоящее время воронение клинка производят раствором железного купороса и даже автола, а травление узорчатых металлов – хлорным железом и растворами кислот. Отголоском популярности этих методов являются многочисленные рецепты и современные готовые составы для воронения в домашних условиях стволов охотничьего оружия в черно-бурый и черный цвета. Они основаны на химическом воздействии на сталь тех или иных реактивов. С их помощью получают прочно держащиеся, тонкие матовые или блестящие черные пленки, удовлетворительно защищающие металл от ржавчины.
В настоящее время воронение клинка производят раствором железного купороса и даже автола, а травление узорчатых металлов – хлорным железом и растворами кислот. Отголоском популярности этих методов являются многочисленные рецепты и современные готовые составы для воронения в домашних условиях стволов охотничьего оружия в черно-бурый и черный цвета. Они основаны на химическом воздействии на сталь тех или иных реактивов. С их помощью получают прочно держащиеся, тонкие матовые или блестящие черные пленки, удовлетворительно защищающие металл от ржавчины.
Промышленное воронение производится разнообразными способами: щелочное – в щелочных растворах с окислителями, при температуре 135 – 150°С; кислотное – в кислотных растворах химическим или электрохимическим способами; термическое – окисление стали при высоких температурах. Суть наиболее популярного в промышленности термического воронения состоит в получении на поверхности клинка из углеродистой или низколегированной стали слоя окислов железа толщиной 1-10 микрон.
Структура покрытия мелкокристаллическая, микропористая, а его цветовые тона – шоколадные, коричневые, серые, черные, черные с синим («воронье крыло») и т. п. – соответствуют естественной окраске химических соединений, входящих в состав пленок. Так на заводских клинках, из популярных в конце XIX века марок углеродистой стали, окраску в цвета побежалости соединяли с отпуском.

Обычно для этого пользовались ваннами из расплавленного металла (как правило, сплав в разных пропорциях олова со свинцом), точка плавления которого как раз соответствует температуре отпуска и, одновременно, температуре появления требуемого цвета побежалости. Например, бритвы могли иметь при 220 – 240°С цвета от бледно – желтого до темно-желтого, перочиные ножи при 265 – 275°С – пурпурный, большие ножи при 293°С – темно-синий и т. д.
Выбор цвета окраски клинка был связан с его назначением, формой рабочей части, родом материала, по которому будет работать инструмент и т. п. Обычно сталь клинков, от которых требуется высокая твердость (бритвенные лезвия, хирургические инструменты и т. п.), отпускалась на побежалость до желтого цвета. До пурпурно-красных тонов отпускались складные и перочиные ножи, деревообрабатывающие инструменты. Цвет от лилового до черно-синего придавали изделиям, от которых требовалась упругость (пилы, длинные ножи, вилы и т. д.). Уже позже, на армейских моделях, выбор цвета стал диктоваться соображениями незаметности и антибликовости.
Немного меньшее распространение с XVIII века получило плакирование клинков – термомеханический метод нанесения на защищаемую поверхность тонких слоев коррозионностойкого металла (как правило серебра и золота, наносимого на парадное и наградное холодное оружие), осуществляемый в процессе горячей прокатки. Сегодня столовые приборы также покрываются слоем серебра толщиной около 20 микрон, но делают это уже гальваническими методами.
Технологии XX века
К сожалению, защитные свойства пленок, образующихся при воронении, довольно низкие. Поэтому для повышения антикоррозийной стойкости, такие клинки дополнительно покрывают жировой смазкой или лаком. Уже к концу Первой Мировой войны на смену воронению пришла паркеризация. Это название одного из способов фосфатирования, который был запатентован американской фирмой Паркер (Parker R. RC.) в 1918 году. Суть этого метода заключается в создании химическим путем на поверхности металлических изделий пленки нерастворимых фосфатов, предохраняющей металл (при дополнительном нанесении лакокрасочного покрытия) от атмосферной коррозии.
Фосфатированию подвергают главным образом углеродистую и низколегированную сталь. Пленка, толщиной 2-5 микрон хотя и не особенно эффективно защищает клинки от коррозии, но хорошо удерживает смазку, что снижает влияние влажности. Кроме того, благодаря высокому удельному электрическому сопротивлению, фосфатные покрытия выдерживают напряжение 300 – 500 В, и сохраняют устойчивость до температур в 400 – 500С. Оно осуществляется погружением изделий в нагретый до 90 – 100°С раствор фосфатов железа, марганца, цинка и кадмия. Обычно процесс продолжается около 1 часа, по завершению которого изделие сушится и пассивируется.
Применяется также электрохимическое фосфатирование на переменном или постоянном токе. Такое покрытие получило распространение на армейских моделях ножей в первой половине XX века, но сегодня оно сохранилось только на огнестрельном оружии.
С 20-х годов XX века его начало вытеснять хромирование – нанесение хрома или его сплава на клинок из углеродистой стали для придания поверхности комплекса физико-химических свойств: износостойкости, высоких механических свойств и сопротивления коррозии. Оно уменьшает или полностью устраняет коррозию основного металла в порах покрытия, т. е. обеспечивает электрохимическую защиту.
К сожалению, хромирование ножа не может защитить от действия коррозии режущую кромку, постоянно подвергаемую заточке. Впрочем, этого недостатка не лишено ни одно из используемых ныне поверхностных покрытий. Наиболее распространенным способом нанесения хрома стал гальванический процесс, при котором пленку хрома, толщиной до 15 микрон наносят методом электролитического осаждения на поверхность клинка.
Хромовое покрытие характеризуется высокой химической стойкостью, обусловленной способностью хрома пассивироваться. Из-за трудностей получения тонкого беспористого покрытия, надежная защита ножа от коррозии может быть достигнута при нанесении более экономичного, трехслойного защитно-декоративного покрытия: «медь-никель-хром» (толщина слоя хрома до 1 микрон). Таким образом, формируются поры, удерживающие смазку. Осажденный на предварительно отполированную поверхность, хром имеет зеркальный блеск и серебристый с синеватым отливом цвет. Иногда для снижения блеска поверхность клинка не полируется, а шлифуется. Сходным образом для покрытия использовался и никель.
klinoc.ru
Электролит для черного оксидирования стали
Изобретение относится к области получения черных конверсионных оксидных покрытий на стали, предназначенных для защиты стальных поверхностей от коррозии, а также для осаждения на детали нагревательных элементов солнцепоглощающих устройств в гелиотехнике. Электролит содержит нитраты натрия, алюминия и железа, при этом он дополнительно содержит пероксид водорода и соединение со структурой
, при следующих концентрациях компонентов (г/л): нитрат натрия 8-10, нитрат алюминия 3-5, нитрат железа 3-4, пероксид водорода 2-4, соединение со структурой по приведенной формуле 0,5-1,2. Технический результат: снижение концентрации раствора, температуры оксидирования и продолжительности процесса, повышение защитных свойств получаемых покрытий, исключение дополнительных операций, достаточная поглощающая способность относительно солнечной радиации, снижение токсичности электролита. 1 табл.
Изобретение относится к области получения черных конверсионных оксидных покрытий на стали, предназначенных для защиты стальных поверхностей от коррозии, а также для осаждения на детали нагревательных элементов солнцепоглощающих устройств в гелиотехнике.
Наиболее распространенным способом получения черных покрытий, обладающих защитными и специальными оптическими свойствами (хорошо поглощающими солнечную радиацию), является получение электролитическим (гальваническим) методом "черного хрома". Состав электролита: хромовый ангидрид CrO3 250-280 г/л, криолит 0,2-0,3 г/л, железо 50-65 г/л (Каданер Л.И. Справочник по гальваностегии. Киев, издательство "Техника", 1976 г. с.151, 152). Получаемое покрытие обладает хорошими поглощающими солнечное излучение свойствами. Однако, как и для любого вида гальванического хромирования, выход по току не превышает по хрому 30%, то есть большая часть тока расходуется на выделение водорода. Кроме того, требуется предварительное меднение и никелирование покрываемой поверхности. Оба фактора делают получение "черного хрома" весьма энергоемким процессом.
С целью преодоления указанного недостатка был предложен электролит для нанесения черного хроматированного покрытия без применения тока по патенту РФ №2137861, 1999 г. В этом электролите получены качественные черные хроматированные покрытия без затрат энергии в основном процессе. Однако и здесь приходится проводить электролиз на предварительной стадии для осаждения на сталь подслоя цинка. Другим серьезным недостатком этого электролита является его высокая токсичность за счет присутствия в нем хромового ангидрида.
Наиболее близким техническим решением к предлагаемому является электролит для щелочного оксидирования (воронения) стали (Лаворко В.П. Оксидные покрытия. Л.: Машиностроение, 1978 г., с.81). Главным преимуществом электролита является получение защитного покрытия непосредственно на стали. В состав электролита воронения входят едкий натр 800-1000 г/л, азотистокислый натрий 200-250 г/л, режим щелочного оксидирования: температура 145-150°С, продолжительность 35-45 мин. При оксидировании наиболее ответственных деталей из углеродистой стали длительность процесса увеличивается до 2 часов. После оксидирования следует весьма тщательная промывка деталей в горячей и холодной проточной воде и вновь в горячей, что связано с очень высокой концентрацией растворенных веществ в электролите. В результате щелочного оксидирования получают равномерные черные покрытия, обладающие антикоррозионными свойствами. Однако для повышения их все же рекомендуются дополнительные операции: обработка раствором мыла, сушка, промасливание, протирка. Крупным недостатком электролита щелочного оксидирования является также его значительная токсичность, связанная с наличием в ванне азотистокислого натрия.
Техническая задача, которая ставилась при разработке предлагаемого электролита, заключалась в том, чтобы улучшить параметры процесса (снизить концентрацию раствора, температуру оксидирования и продолжительность его), а также в повышении защитных свойств получаемых покрытий, исключении дополнительных операций и достаточной поглощающей способностью относительно солнечной радиации (как минимум она должна быть на уровне покрытий, получаемых при щелочном оксидировании). Кроме того, в задачу входило существенное снижение токсичности электролита за счет исключения из состава его азотистокислого натрия.
Технический результат.
Для решения технической задачи предлагаемый электролит содержит компоненты, которые не обладают практически заметной токсичностью (нитраты натрия, железа III, алюминия, пероксид водорода), и добавку, повышающую антикоррозионную способность покрытия. Добавка была выбрана из числа производных флуорантена, а именно комплекс трехвалентного хрома, одним из лигандов которого было производное флуорантена.
Структура выбранной добавки приведена ниже.
Соединение, имеющее изображенную структуру, описано в статье Кириченко В.И., Шенбор М.И. и др. "Синтез и свойства новых металлосодержащих азосоединений - производных флуорантена" (республиканский межведомственный научно-технический сборник. Вопросы химии и химической технологии, выпуск 52, Харьков, изд-во при Харьковском государственном университете, издат. Объединение "Вища школа", 1978. - с.49).
Рекомендуемый электролит имеет следующий состав, (г/л):
| Нитрат натрия | 8-10 |
| Нитрат алюминия | 3-5 |
| Нитрат железа | 3-4 |
| Пероксид водорода | 2-4 |
| Добавка комплекса | 0,5-1,2 |
Электролит для черного оксидирования стали приготавливать путем растворения в двух порциях воды перечисленных компонентов (а именно: в 450 мл воды растворяют последовательно нитриты натрия, железа (III), алюминия, пероксид водорода, в другой порции воды, 550 мл, растворяют при перемешивании добавку комплекса, затем сливают оба полученных раствора и перемешивают).
Использованные компоненты электролита выполняли следующие функции, иллюстрируемые примерами. Антикоррозионные свойства покрытий оценивались по результатам, полученным в камере (гидростате), где поддерживалась температура 50°С (8 час в сутки), остальное время суток подогрев выключался. Влажность в камере создавалась с помощью слоя воды, налитой на поддон, находящийся на дне камеры. Такой цикл нагревания - естественного охлаждения в наибольшей степени соответствует условиям работы гелиоустановок (день нагревание, ночь охлаждение).
Измерялась также пористость покрытий с помощью пробы с раствором, содержащим 40 мл 0,4 н. сульфата меди, 20 мл 10%-ного раствора хлорида натрия и 0,5 мл 0,1 н. раствора HCl. При погружении в приготовленный раствор на поверхности образца образуются точечные выделения металлической меди, свидетельствующие о наличии пор в покрытии.
Адгезия покрытий проверялась путем изгибов образца и наблюдения наличия трещин в месте изгиба.
Пример 1. Нитрат натрия служит основным (главным) окислителем. Но если ограничиться введением в оксидировочный раствор только этого вещества, то образующиеся покрытия отличаются неоднородностью и, как следствие, недостаточной защитной способностью (частотный показатель коррозии по ГОСТ 17332-71 составляет около 50%).
Пример 2. Азотнокислые соли железа (III) и алюминия вводились как буферирующие добавки, препятствующие подщелачиванию раствора. Кроме того, соль железа играла роль дополнительного окислителя. В результате применения раствора, модифицированного нитратами алюминия и железа, удалось получить равномерные черные покрытия с пониженным частотным показателем коррозии (25-29%).
Пример 3. Пероксид водорода также являлся дополнительным окислителем. В его присутствии практически до нуля была снижена концентрация железа (II), непосредственно образующаяся при коррозии железа. Введение пероксида водорода привело к увеличению живучести ванны (продолжительности ее работы) почти в два раза. На покрытиях, полученных в электролите с пероксидом водорода, еще более снизился частотный показатель коррозии, который оказался равным примерно 13%. Еще значительнее было преимущество предложенного электролита при сравнении антикоррозионного действия покрытий, полученных в ванне щелочного оксидирования (прототипа) и в предлагаемом растворе (с добавлением азотнокислых солей железа, алюминия и пероксида водорода). По частотному показателю коррозии соответственно 21 и 13%.
Однако решающее превосходство предлагаемого электролита проявилось после введения в электролит нитратного оксидирования добавки, представляющей собой хромовый комплекс с флуорантеновым производным. Данные приводятся в таблице 1.
| Таблица 1Некоторые свойства оксидных покрытий, полученных в нитратном электролите | |||||
| № п/п | Электролит | Адгезия, число перегибов | Пористость, число пор на 1 дм3 | Время появления первого очага коррозии, сутки | Частотный коррозии, % |
| 1 | Щелочное оксидирование | 2 | 36 | 4 | 100 |
| 2 | То же с промасливанием | 3 | 23 | 13 | 21 |
| 3 | Предлагаемый без добавки | 2 | 18 | 16 | 13 |
| 4 | Предлагаемый с добавкой | 4 | 3 | 29 | 3 |
| Примечание: испытания продолжались 30 суток. |
Из данных, собранных в таблице 1, следует, что введение в электролит оксидирования указанной добавки, содержащей производное флуорантена, приводит к значительному усилению антикоррозионных свойств покрытий. Резкое уменьшение частотного показателя коррозии, вызываемое добавкой, свидетельствует о том, что производное флуорантена обладает ингибиторными свойствами.
Таким образом, предлагаемый электролит превосходит известное воронение (щелочное оксидирование), причем даже при дополнительном модифицировании полученных вороненых покрытий за счет промасливания.
Так как предлагаемый электролит предполагает использоваться для получения покрытий гелиоустановок, то были проведены оптические испытания их. Показатели отражения получены на монохроматоре МУМ-2 с фотоприемником и усилителем Янако. Исследования проведены для диапазона от 200 до 750 нм. Для вороненых покрытий показатель отражения составил 4,9%, для покрытий из предлагаемого электролита с добавкой - 1,5%
Испытания контрольного образца (оцинкованная сталь) и экспериментальных образцов на солнцепоглощающую способность проводились в естественных условиях на базе открытого полигона АГТУ в специальном контейнере типа "горячий ящик". Контейнер представляет собой прямоугольный параллелепипед с площадью 0,5 м с пятисторонней деревянной изоляцией (щели заделаны герметиком) с одностекольным покрытием. Испытательный полигон оборудован приборами, позволяющими измерить прямую солнечную радиацию (пирометр), суммарную и диффузную радиацию (актинометр), входящими в цепь с гальванометром типа ГСА-1. Степень поглощения солнечной радиации определялась путем замера температуры вороненого и оксидных из нитратной ванны образцов (электролиты 1, 3 и 4). Для этого к ним с неосвещенной стороны в присутствии фосфорной кислоты припаивались головки термопар припоем ПОС-60. Вследствие нагрева образцов за счет поглощения солнечной энергии в головках термопар возникла термо-ЭДС, которая измерялась электронно-цифровым потенциометром Ф-30. В качестве "нулевой" термопары использовалась температура тающего льда в термостате, замеряемая термометром. Температура образцов определялась по градуированным таблицам термоэлектрических преобразователей типа "хромель-капель". Исследования на солнцепоглощающую способность образцов проводились в течение 5 часов. Показания термо-ЭДС, возникающие в головках термопар, изменение солнечной радиации фиксировались через каждые 15 минут. Данные регистрировались в протоколе замеров. Анализ результатов показывает, что полученные покрытия значительно повышают поглощающие свойства экспериментальных образцов по сравнению с контрольным. Так, поглощающие свойства образца, полученного методом воронения (электролит 1), улучшались на 11,2%, а образца, полученного методом оксидирования (электролит 3), улучшались на 13,6%. Покрытия с добавкой в электролит хромового комплекса (электролит 4) увеличивают поглощение еще на 0,5%.
Таким образом, предлагаемый электролит позволяет получать покрытия, превосходящие и по антикоррозионным, и по оптическим свойствам покрытия из ванны щелочного оксидирования.
Электролит можно рекомендовать для замены процесса воронения, а также в гелиотехнике.
Электролит для черного оксидирования стали, содержащий нитраты натрия, алюминия и железа, отличающийся тем, что он дополнительно содержит пероксид водорода и соединение со структурой
при следующих концентрациях компонентов, г/л:
| Нитрат натрия | 8-10 |
| Нитрат алюминия | 3-5 |
| Нитрат железа | 3-4 |
| Пероксид водорода | 2-4 |
| Соединение со структурой по приведенной формуле | 0,5-1,2 |
www.findpatent.ru
.jpg)