- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
- Очистка изделия от загрязнения.
- Механическая очистка поверхности от оксидной пленки с помощью шлифовальной шкурки или металлической щетки.
- Обезжиривание поверхности углекислым натрием, едким натром, ацетоном или другим растворителем.
- Место соединения стальных деталей покрывается флюсом.
- Детали собираются и фиксируются.
- Изделие нагревается. Соединительный шов нагревается, при этом к нему нужно прикладывать припой. При достижении необходимой температуры припой начнет плавиться.
- После окончания процесса пайки шов зачищается от остатков флюса и припоя.
- недостаточная очистка поверхности металла;
- применение флюса, не подходящего для этого вида пайки;
- применение неподходящего вида связующего элемента;
- недостаточная температура прогрева.
- условия, при которых производится процесс соединения;
- состав нержавейки.
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения. Стоит отметить, что данный пункт нужно выполнять достаточно быстро, нужно сделать все до того, как флюс начнет окисляться.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.
- Если вы хотите максимально качественно прогреть и очистить место соединения, используйте горелку с уменьшающимся факелом пламени.
- Обязательно зачищайте поверхность перед пайкой, не забывайте про обезжиривание.
- Контроль зазоров и расположения деталей должен быть самым тщательным.
- На наружную поверхность необходимо наносить немного флюса.
- Обязательно надо нагревать детали, но главное — не перестараться.
- Проверить равномерность распределения припоя следует с помощью горелки.
- Флюс после окончания работы надо смыть щеткой под струей воды.
- Нагревать детали нужно быстро, в противном случае им грозит перегрев.
- Если вы хотите сохранить здоровье, обеспечьте вентиляцию при работе.
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Качественная пайка стали. Как припаять сталь к стали
как проводят лужение, паяют нержавейку и подбирают флюс для надежного соединения металлов
Пайка, как технология создания неразъёмных соединений металлических изделий имеет древнюю историю. И сегодня, несмотря на лидирующую позицию сварочных процессов, пайка стали, алюминия, меди, и многих других металлов и сплавов продолжает успешно применяться в различных отраслях техники.
Процесс пайки разных по составу металлических сплавов имеет свои особенности. Это связано с различной температурой плавления и химическим составом сплавов. К некоторым маркам стали пайка не применяется.
Сущность паяльной технологии
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
 Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания паяных соединений является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы спаять нержавейку, применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
Например, проволоку небольшого диаметра можно легко прогреть обычным паяльником, при пайке стальных труб понадобится газовая горелка, а массивную заготовку придётся помещать в печь.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.

Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Конструктивной
 Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Последовательность операций
 Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
svaring.com
Пайка стали своими руками: технология, соединение
Пайка стали известна с давних времен. Этот метод соединения металлов был распространен в Древнем Риме, Древней Греции, Древнем Египте. Пайка представляет собой процесс образования неразъемного соединения металлов, между которыми вводят припой. Этот расплавленный материал заполняет пространство между двумя деталями, тем самым прочно связывает их. После полного застывания припоя образуется крепкое неразъемное соединение.

Высокотемпературная пайка стали производится при нагреве припоя до температуры плавления выше 450° С.
Существует несколько классификаций пайки. В зависимости от температуры плавления припоя процесс соединения деталей можно разделить на высокотемпературную и низкотемпературную.
Высокотемпературная пайка происходит при нагреве припоя, например, газовой горелкой до температуры плавления выше 450° С. Такой метод приводит к получению связей, способных выдержать большую нагрузку. При высокотемпературной пайке образуются герметичные и вакуумноплотные соединения, способные работать при высоком давлении.
Низкотемпературная пайка может применяться для соединения мелких деталей и тонких пленок. Этот метод позволяет связывать разнородные металлы. Данный вид пайки достаточно прост в исполнении.
Соединение углеродистых низколегированных сплавов

Инструменты, необходимые для пайки.
Углеродистые низколегированные стали относятся к сталям общего назначения. Они нашли широкое применение из-за их низкой цены в судостроении, мостостроении, котельных и других специальных областях.
Пайка углеродистой низколегированной стали — наиболее простой процесс соединения изделий. Для этого можно использовать различные припои. На поверхности этих сплавов образуется химически нестойкая оксидная пленка, которую не составит труда восстановить и растворить во флюсах.
Связующим элементом часто выступают медь или ее производные. Реже применяют свинцовые или оловянно-свинцовые связующие материалы. Защитной средой в таком процессе выступает восстановительная атмосфера.
Вернуться к оглавлению
Соединение конструкционных сталей
К конструкционным относятся стали с содержанием хрома. Примером могут служить коррозионностойкие, жаропрочные или высокопрочные сплавы. Соединение таких металлов имеет ряд трудностей. Из-за наличия в их составе хрома очень сложно удалить химически стойкую пленку. Благодаря этому факту получение неразъемного соединения производят с применением активных флюсов. Газовой средой в этом случае служит соединение трехфтористого бора и азота (или аргона). Такой процесс можно проводить в вакууме.

Схема пайки стали твердым припоем.
При проведении процесса пайки лучше всего использовать определенные аппараты, призванные контролировать характеристики и состав защитной атмосферы, а также степень вакуума. Это довольно дорогостоящая оснастка. Для минимизации затрат на данные аппараты чаще всего на поверхности, подготовленные для соединения, наносят специальные составы. Примером такого покрытия может служить медь, цинк или никель. Данные составы защищают сталь от образования на ее поверхности окислов железа, предохраняют от выгорания легирующих составляющих.
Соединение конструкционных сталей не следует производить при температуре свыше 1100° С. При превышении этого показателя у коррозионностойких сталей снижается пластичность, у жаропрочных — ухудшаются прочностные характеристики, а у высокопрочных — увеличивается хрупкость.
В качестве припоя в таких процессах чаще всего применяют никель, медь, серебро и другие металлы.
Вернуться к оглавлению
Соединение жаропрочных сталей

Порядок работ при пайке стальных труб.
В технике часто используют жаропрочные сплавы, состоящие из одной фазы и более. Они состоят из сочетаний никель-хром, никель-железо-хром или других металлов. Эти сплавы отличаются повышенной прочностью и жаропрочностью, устойчивы к коррозии.
Процесс соединения этих металлов происходит при температуре около 1100-1150° С. Превышение данной температуры может привести к ухудшению пластичности, а также пережогу.
Если в сплаве содержатся тугоплавкие составляющие, то при получении неразъемных соединений на поверхности металлов образуется устойчивая оксидная пленка. Эти легирующие добавки необходимо предварительно удалить с помощью кислотно-щелочных растворов. После этого поверхность металла обрабатывают никелем.
В качестве связующих элементов используют медь или никель.
Защитной средой в таком процессе пайки выступает нейтральная газовая среда или вакуум без использования флюсов.
Вернуться к оглавлению
Соединение инструментальных и твердых сплавов
Инструментальные стали очень прочны, тверды, имеют низкую стоимость и высокую доступность. Из-за этих положительных характеристик этот вид сплава приобрел огромную популярность при производстве различного инструмента.

Схема капиллярной пайки стали.
Пайку данного вида сплава производят так же, как и низкоуглеродистых. Однако при температуре нагрева выше 200° С у этих металлов падает твердость, уменьшается теплостойкость материала. Этот недостаток устраняется добавлением в состав инструментальных сталей вольфрама. Применение этой добавки повышает температуру пайки до 550-600° С.
Припоями в этом случае будут служить никель или ферросплавы. Пайку инструментальных сталей следует производить индукционным методом с применением боридо-фторидных флюсов. Для этого процесса подходит пайка в соляных ваннах или газопламенных печах.
Для соединения твердых сплавов применяют те же флюсы, что и для инструментальных сталей, а припоями в этом случае будут служить медно-цинковые сплавы с добавлением марганца, никеля или алюминия, реже медно-марганцевые сплавы. При таком виде пайки применяют механизированный или автоматический способ нагрева металла.
Вернуться к оглавлению
Технология пайки стали
Самостоятельное соединение стальных деталей с помощью пайки не вызывает особой сложности. Изделия из стали можно паять с помощью обычного олова.
Наиболее простой вид пайки происходит в последовательности:
Необходимо помнить, что температура пайки зависит от применяемого припоя. Нагревать до большей температуры не следует.
Если распределить припой по поверхности соединительного шва не получилось, причинами могут быть:
Пайка — один из распространенных процессов получения неразъемного соединения деталей. Результатом такого воздействия будет прочное изделие. Наиболее простой способ пайки стали можно осуществить и своими руками, главное — знать некоторые особенности.
moiinstrumenty.ru
Пайка нержавейки в домашних условиях серебряными и оловянными припоями
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.

Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя
 Существует два фактора, влияющие на выбор припоя для нержавейки:
Существует два фактора, влияющие на выбор припоя для нержавейки:
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
| Проба припоя | Содержание компонентов, % | Температура, °С | ||||
| Серебро | Медь | Цинк | Кадмий | Начало плавления | Полное расплавление | |
| ПСр-80 | 80,0 | 12,4 | 7,6 | — | 780 | 800 |
| ПСр-75 | 75,0 | 18,6 | 6,4 | — | 755 | 755 |
| ПСр-70 | 70,0 | 30,0 | — | — | 770 | 780 |
| ПСр-70 | 70,0 | 26,4 | 3,6 | — | 745 | 765 |
| ПСр-65 | 65,0 | 35,0 | — | — | 790 | 810 |
| ПСр-65 | 65,0 | 20,0 | 15,0 | — | 700 | 720 |
| ПСр-60 | 60,0 | 24,8 | 15,2 | — | 700 | 720 |
| ПСр-50 | 50,0 | 50,0 | — | — | 779 | 850 |
| ПСр-50К | 50,0 | 16,0 | 16,0 | 18,0 | 650 | 670 |
| ПСр-45 | 45,0 | 30,0 | 25,0 | — | 660 | 725 |
| ПСр-25 | 25,0 | 40,0 | 35,0 | — | 745 | 775 |
| ПСр-12М | 12,0 | 52,0 | 36,0 | — | 780 | 825 |
| ПСр-10 | 10,0 | 53,0 | 37,0 | — | 815 | 850 |
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Как только флюс расплавился, в зону вносят припой. Если следовать стандартам, то для работы с серебряными припоями берут флюсы № 209 или 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 или 201.
Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.

Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.

При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
 Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
 В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы

Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
svaring.com
Пайка нержавейки с медью


Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.

Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал. Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.
. (добавлены фото ...")
Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно. Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.

Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
Минусы:
Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями. Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.

Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.

svarkagid.com
Пайка металлов » Пайка закаленных сталей без отжига
Механические свойства стали зависят от ее структуры. Последняя определяется температурой нагрева и скоростью охлаждения стали. Наибольшую прочность сталь получает при закалке, когда она нагревается до температуры порядка 900гр. и быстро охлаждается в воде или масле. При этом в стали появляются так называемые внутренние напряжения, для снятия которых производится отпуск стали, т. е. небольшой нагрев с быстрым охлаждением.
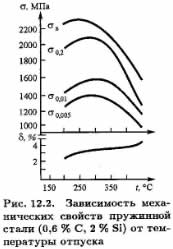
Легированные стали, например типа хромансиль, для получения предела прочности при растяжении 130 кг/мм2 после закалки отпускаются при температуре 250гр., для получения прочности ПО кг/мм2 – при 550гр.
Применяется также высокий отпуск таких сталей до 700гр. с незначительным снижением прочности. Нагрев при температуре 700гр. и выше приводит к резкому разупрочнению стали.Твердая пайка сталей осуществляется при довольно высоких температурах: медноцинковыми припоями – при 850-950гр., большинством серебряных припоев – при 750-800гр., медью и жаропрочными припоями – при 1100-1200гр.
При таком нагреве закаленной стали происходит местное снижение механических свойств паяного соединения. Поэтому для сохранения прочности пайку закаленной стали целесообразно вести при температуре ниже 700гр. Такую пайку в настоящее время успешно применяют при изготовлении деталей из закаленных легированных сталей.
В качестве припоя для пайки закаленных стальных изделий применяют серебряный припой ПСр 40 с температурой плавления 595-605гр. Пайку производят при температуре 620гр. с флюсами 209 или 284. При пайке закаленных сталей важно поддержание заданной температуры процесса. Чем выше эта температура, тем больше снижается прочность. При пайке газовым пламенем в отличие от пайки в печах или в жидких средах, поддерживать температуру 620гр. представляет трудности, так как газопламенная обработка металлов, как правило, проводится без каких-либо контрольно-измерительных приборов.
Поэтому основным критерием нагрева при ручной пайке является момент плавления припоя и цвет паяемого участка изделия. Иногда для замера температуры нагрева к паяемому изделию прикрепляют термопару. Такой метод контроля температуры неудобен и недостаточно точен.
Таким образом, качество пайки припоем ПСр 40 во многом зависит от квалификации специалиста, выполняющего работу. Только при наличии хороших навыков можно паять закаленную сталь газовым пламенем без снижения ее механических свойств. По окончании пайки изделие следует тщательно очистить от остатков флюса.
paika-metallov.ru
Пайка меди и стали - Секрет дачи
Пайка меди – сложный процесс, который под силу только опытным слесарям. Как правило, в ней возникает необходимость при прокладке отопительных систем и разнообразных водоводов скрытого монтажа.
Это достаточно сложная и требующая специальных знаний и сноровки задача, ведь при соединении медных труб необходимо учитывать массу нюансов. Особенно важно соблюдать правильный температурный режим, чтобы не перегреть медь, так как технология пайки этого не любит.
Процесс выглядит следующим образом. Перед тем как начать паяние, трубы вставляют одну в другую. Убедившись, что внутренняя вошла на глубину не меньше, чем ее собственный диаметр, и зазор между ними составляет около 0,01-0,02 мм, можно приступать к процедуре.
Нагревание является непременным и обязательным шагом, когда идет пайка меди. Обе трубы греют горелкой по всей поверхности соединения, но припой нагревать не нужно.
На этом этапе, если вы хотите добиться надежного соединения, которое проработает много лет, нужно контролировать температуру. При перегреве металл начинает взаимодействовать с припоем и образуются нежелательные химические соединения. Это может произойти, если нагреть трубы до температуры плавления.
Но не только перегрев страшен, когда идет монтаж медных труб методом пайки. Недогрев в этом деле может нанести вреда не меньше, к тому же он значительно сокращает срок службы соединения.
Добавление припоя при пайке необходимо начинать только в том случае, если наружная и внутренняя трубы нагреты до оптимальной температуры. Если наружная нагрета сильнее, чем внутренняя, то припой будет перемещаться к более сильному источнику тепла. Если же все сделано правильно, он будет затекать равномерно и заполнять все свободное пространство.
Проверить, достаточно ли нагрета поверхность, несложно. Если твердый прут припоя, соприкасаясь с медью, плавится, значит, температура оптимальная.
Пайка меди с латунью
В случае, когда необходимо припаять к медной трубке латунную, подход в общих чертах тот же, что и с медью, но отличия определенные все же есть. В первую очередь — это изменения в процессе подготовки поверхностей. Если у вас на повестке дня пайка меди с латунью, на место соединения наносится немного флюса. Он смачивает места соединения и обеспечивает хорошее сцепление припоя. Но после окончания процедуры необходимо с помощью горячей воды и щетки удалить остатки флюса, иначе он может вызвать коррозию.
Сталь с другими металлами
Если у вас имеется какая-то стальная деталь, к которой необходимо припаять элемент, выполненный из другого металла, то выполняется эта задача по правилам, озвученным в первых частях. Но и тут есть свои нюансы. Для такой работы вам обязательно понадобится серебряный припой. Его необходимо нанести, до того как соединение будет разогрето. Тогда в процессе пайки серебро начнет проникать в зазоры между спаиваемыми частями. Не забудьте окунуть пруток с припоем во флюс до начала работы. Если этого не сделать, цинк окислится, и результаты вас не обрадуют. После того как завершится пайка, флюс необходимо тщательнейшим образом удалить с соединений. В противном случае коррозия гарантирована.
9 правил пайки
Видеоурок: Набор для пайки автомобильный
Не один ремонт не обходится без пайки, даже в автомобиле, если нужно к примеру, подпаять клемму или спаять провода, то без хотя бы простого паяльника здесь не обойтись, а лучше если есть целый набор, который и рассмотрим на примере автомобильного набора для пайки российского производителя Векта 21 Век. Набор предназначен для лужения и пайки низкотемпературными припоями и включает в себя классический электрический паяльник ЭПСН мощностью 40Втинапряжением 12В, поэтому можно производить работы запитываясь от бортовой сети автомобиля, через, входящий в комплект, адаптер под "прикуриватель". Так как жало паяльника медное, то его можно затачивать надфилем или напильником под любым углом, придавая ему нужную форму для пайки. Паяльные флюсы, входящие в набор, позволяют проводить работы с различными материалами, а именно, спирто-канифольный нейтральный флюс СКФ, идеально подходит для пайки цветных металлов и сплавов, паяльной кислотой легко паять сталь, латунь и бронзу, активный флюс для алюминия легко справится с алюминиевыми проводами, удаляя с них окисную пленку, а сосновая канифоль идеально подходит для пайки и лужения медных проводов. Также в набор входит мягкий оловянно-свинцовый припой ПОС-61, 2 медных провода, к примеру для создания перемычек 2 термоусадочные трубки, для быстрой изоляции проводов после пайки.Таким образом, автомобильный набор включает в себя все самое необходимое для быстрой и надежной пайки, имея такой в своей машине, у вас всегда будет под рукой, порой очень нужный паяльный инструмент.
secretdachi.ru
технология пайки нержавейки твердым припоем
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
Пайка с помощью газовой горелки
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
Оцените статью: Поделитесь с друзьями!stanok.guru