- молибден в стали в количестве 1… 4 % улучшает ее свариваемость;
- увеличение ванадия в стали на 2… 5 % ухудшает ее свариваемость;
- введение в сталь до 6 % кобальта и до 18 % ванадия не ухудшает, а в некоторых случаях даже улучшает свариваемость стали;
- наилучшей свариваемостью обладают вольфрамомолибденовые и вольфрамомолибденокобальтовые стали Р6М3 и Р6М3К5;
- чтобы не ухудшать свариваемость высоколегированных быстрорежущих сталей, следует производить их комплексное легирование многими элементами; при этом содержание ванадия не должно превышать 3…3,5 %, кобальта 5. 6 %, хрома 3,5 %.
Сварка стали хн45ю,кто знает как варить? Как варить 45 сталь
Сварка стали хн45ю,кто знает как варить? - Страница 2 - Аргонодуговая сварка — TIG
Недавно работаю с ним. Премудростей импульсного режима не постиг пока, хотя, вещь полезная
Было бы желание-найдётся понимание.....Обычно в виде ступеньки. Светодиод вверху - ток сварки. Светодиод внизу - ток паузы. Светодиод вверху над ступенькой - время импульса (время воздействия сварочного тока). Светодиод под полочкой внизу - время паузы или общее время импульса (импульс + пауза).
-это не для этого агрегата.......Что касается Инвертек,вам попала в руки ВеСчь...для начала обозначим необходимые "крутилки".....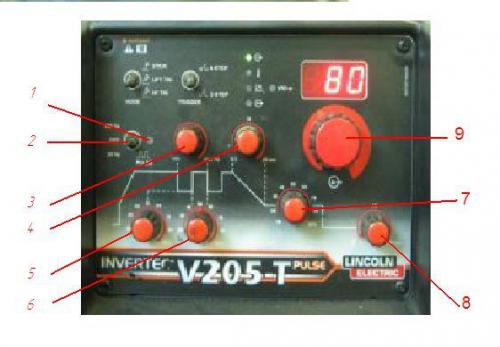
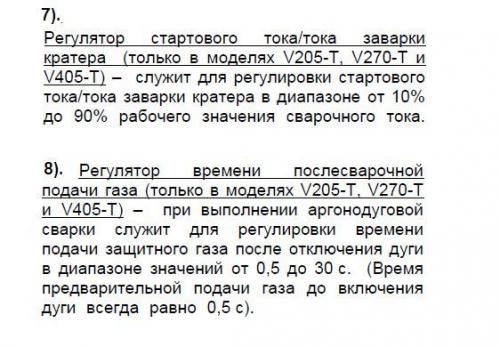
 то нужно тоже знать (а то вроде просто,пока не копнёшь глубжее и ??????)Высокочастотная дуга используется при тонком металле и малом токе.(3-300Гц)Низкочастотная дуга используется при толстом металле и большом токе.(0.2-20Гц)скважность-время участия пикового тока,в периоде импульса(в %),---и как пример:(9)выходной ток 80А(он же базовый,он же пиковый),переключатель (2)вверх(на 300Гц)крутилка(3)-на 10часов(100-120Гц)для началакрутилка(5)-20%(16А)крутилка(7)-70%и получим примерно 50А(в обычном режиме)(4)(7)(8)-назначение должно быть известно.Что бы как то подсказать-это надо видеть шов(со всех сторон),не только "супер-пупер"аппараты участвуют в сварочном процессе,но и сварщики(операторы чудо техники)
то нужно тоже знать (а то вроде просто,пока не копнёшь глубжее и ??????)Высокочастотная дуга используется при тонком металле и малом токе.(3-300Гц)Низкочастотная дуга используется при толстом металле и большом токе.(0.2-20Гц)скважность-время участия пикового тока,в периоде импульса(в %),---и как пример:(9)выходной ток 80А(он же базовый,он же пиковый),переключатель (2)вверх(на 300Гц)крутилка(3)-на 10часов(100-120Гц)для началакрутилка(5)-20%(16А)крутилка(7)-70%и получим примерно 50А(в обычном режиме)(4)(7)(8)-назначение должно быть известно.Что бы как то подсказать-это надо видеть шов(со всех сторон),не только "супер-пупер"аппараты участвуют в сварочном процессе,но и сварщики(операторы чудо техники) 
//////До нашей эры,соблюдалось чувство меры....//////
websvarka.ru
Сварка средне- и высокоуглеродистых сталей
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил сварки, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Сварка высокоуглеродистой стали
Сварка высокоуглеродистых сталей марок ВСт6, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента. Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350-400 °С и последующей термообработкой в нагревательных печах. При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали, этот процесс мы рассмотрим ниже.
Технологии сварки высокоуглеродистых сталей
Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Сварка среднеуглеродистой стали
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28-0,37 % и 0,27- 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
Применяемую для арматуры железобетона среднеуглеродистую сталь марок ВСт5пс и ВСт5сп сваривают ванным способом и обычными протяженными швами при соединении с накладками (рис. 16.1). Для сварки концы соединяемых стержней должны быть подготовлены: для ванной сварки в нижнем положении- обрезаны резаком или пилой, а при вертикальной сварке - разделаны. Кроме того, они должны быть зачищены в местах соединения на длину, превышающую на 10-15 мм сварной шов или стык. Сварка производится электродами Э42А, Э46А и Э50А для протяженных валиковых швов. При температуре воздуха до минус 30 °С необходимо увеличивать силу
Рис. 16.1. Сварка стыков арматуры железобетона: а - ванная; 1 - горизонтальных; 2 - вертикальных; б - шовная
сварочного тока на 1 % при понижении температуры от 0°С на каждые 3°С. Кроме того, следует применять предварительный подогрев соединяемых стержней до 200-250 °С на длину 90-150 мм от стыка и снижать скорость охлаждения после сварки, обматывая стыки асбестом, а в случае ванной сварки не снимать формующих элементов до охлаждения стыка до 100 °С и ниже.
При более низкой температуре окружающего воздуха (от -30 до - 50 °С) следует руководствоваться специально разработанной технологией сварки, предусматривающей предварительный и сопутствующий подогрев и последующую термическую обработку стыков арматуры либо сварку в специальных тепляках.
Сварку других конструкций из среднеуглеродистой стали марок ВСт5, 30, 35 и 40 следует вести с соблюдением тех же дополнительных указаний. Стыки рельсовых путей обычно сваривают ванной сваркой с предварительным подогревом и последующим медленным охлаждением аналогично стыкам арматуры. При сварке других конструкций из этих сталей следует применять предварительный и сопутствующий подогрев, а также последующую термическую обработку.
Электроды
Сварку ведут электродами диаметром не более 4-5 мм постоянным током обратной полярности, что обеспечивает меньшее расплавление кромок основного металла и, следовательно, меньшую его долю и меньшее содержание С в металле шва. Для сварки применяют электроды Э42А, Э46А или Э50А. В стальных стержнях электродов содержится немного углерода, поэтому при их расплавлении и перемешивании с небольшим количеством среднеуглеродистого основного металла в шве углерода будет не более 0,1-0,15 %.
При этом металл шва легируется Мn и Si за счет расплавляемого покрытия и таким образом оказывается равнопрочным основному металлу. Сварку металла толщиной более 15 мм ведут «горкой», «каскадом» или «блоками» для более медленного охлаждения. Применяют предварительный и сопутствующий подогрев (периодический подогрев перед сваркой очередного «каскада» или «блока» до температуры 120-250°С). Конструкции, изготовленные из стали марок ВСт4пс, ВСт4сп и из стали 25 толщиной не более 15 мм и не имеющие жестких узлов, обычно сваривают без подогрева. В других случаях требуются предварительный и сопутствующий подогрев и даже последующая термическая обработка. Дугу зажигают только в месте будущего шва. Не должно быть незаваренных кратеров и резких переходов от основного к наплавленному металлу, подрезов и пересечений швов. Выводить кратеры на основной металл запрещается. На последний слой многослойного шва накладывают отжигающий валик.
Похожие материалы
www.metalcutting.ru
Свариваемость стали 45 — Инструментальные материалы
По сравнению с электросваркой сварка трением более экономична. При электросварке происходит нагрев значительно больших объемов металла, чем необходимо дай сварки. При сварке трением тепловыделение строго локализовано на свариваемых поверхностях. При сварке трением припуск на угар в 4 раза меньше, чем при электрической стыковой сварке. Допускается сварка трением ззготовок с перепадом диаметров до4 мм. Сварка трением может быть осуществлена как на специальном сварочном оборудовании, так и при помощи приспособлений, устанавливаемых на токарных станках.
Для получения, сварных заготовок фрез и подобных инструментов, в которых к цилиндрическому корпусу последовательно привариваются заготовки зубьев, применяют шаговую сварку. Сваривание пластинок с корпусом осуществляется последовательно или через одну пластинку с последующей вваркой в промежутки недостающих пластинок. Сварка через шаг обеспечивает меньшие ошибки по смещению шага зубьев.
Доброкачественность сварного соединения для каждого вида инструмента должна определяться техническими требованиями: она может быть охарактеризована через истинный предел прочности при растяжении. 3начение этой величины для сталей 45, Р18, Р6М5, Р6М3К5, Р9М4 и Р9М4К5 колеблется в пределах 350… 1050 МПа.
Вопрос о причинах различной свариваемости разных быстрорежущих сталей со сталью 45 весьма сложен. Суммарное увеличение легированности в общем ухудшает свариваемость, однако, при этом имеют место существенные отклонения.
По данным ряда работ легированность твердого раствора всех быстрорежущих сталей в отожженном состоянии почти одинакова (за исключением кобальтовых). Следовательно, состав твердого раствора не может однозначно характеризовать свариваемость стали. Свариваемость стали не связана и с количеством, а также с составом карбидной фазы.
Анализ свариваемости различных быстрорежущих сталей со сталью 45 позволяет сделать следующие выводы:
arxipedia.ru
Классификация сталей по свариваемости
Классификация сталей по свариваемости
По свариваемости стали подразделяют на четыре группы: первая группа - хорошо сваривающиеся; вторая группа - удовлетворительно сваривающиеся; третья группа - ограниченно сваривающиеся; четвертая группа - плохо сваривающиеся.
Основные признаки, характеризующие свариваемость сталей,- склонность к образованию трещин и механические свойства сварного соединения.
К первой группе относятся стали, сварка которых может быть выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки и без последующей термообработки. Однако применение термообработки для снятия внутренних напряжений не исключается.
Ко второй группе относят в основном стали, при сварке которых в нормальных производственных условиях трещин не образуется. В эту же группу входят стали, которые для предупреждения образования трещин нуждаются в предварительном нагреве, а также в предварительной и последующей термообработке.
К третьей группе относят стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают обработке после сварки.
К четвертой группе относят стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
Хорошо сваривающиеся углеродистые, низко- и среднелегированные стали. Условия сварки нормальные. Литые детали с большим объемом наплавленного металла рекомендуется варить с промежуточной термообработкой (отжиг или высокий отпуск по режиму термообработки для данной стали). Для конструкций, работающих под статической нагрузкой, термообработку после сварки не производят.
Для ответственных конструкций, работающих под динамическими нагрузками или при высокой температуре, термообработка производится в соответствии с техническими условиями. Детали с большим объемом наплавленного металла подлежат отжигу или высокому отпуску.
При сварке электродами Э42, Э42А, Э50, Э50А, Э55 (ГОСТ 9467 - 75) сварное соединение обрабатывают нормальным режущим инструментом.
Свариваемость сталей по маркам приведена в табл. 1.
Удовлетворительно сваривающиеся углеродистые, низко- и средне- легированные стали. Термообработка стали до сварки различна в зависимости от марки стали и конструкции деталей. Для отливок из стали 30Л и 35Л обязателен отжиг. Детали машин из проката или из поковок, не имеющие жестких контуров, могут подвергаться сварке в термически обработанном состоянии (закалка и отпуск).
Сварка на морозе не допускается. Сварку деталей с большим объемом наплавленного металла, а также сварку усилительных вкладышей рекомендуется производить с промежуточной термообработкой (отжиг или высокий отпуск). При заварке мелких раковин на деталях и элементах из углеродистой стали, содержащей углерода 0,35%, и при невозможности последующего отпуска завариваемую деталь подвергают местному подогреву.
Таблица 1. Свариваемость сталей
| Свариваемость | ГОСТ | Марка |
| Углеродистые, низко- или среднелегированные стали | ||
| Хорошая | 380 -75 | Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, СтЗкп, СтЗпс, СтЗсп, Ст4кп, Ст4пс, Ст4сп, Ст1кп, БСт1сп, БСт2кп, БСт2пс, БСт2сп, БСтЗкп, БСтЗпс, БСтЗсп, БСт4кп, Ст4пс, БСт4сп |
| 1050-60 | О,8; 10, 15, 20, 25, 15Г, 20Г | |
| 5520-69 | 15К, 20К | |
| 4543-71 | 15Х, 20Х, 20ХГСЛ, 12ХН2, 12Х2Н4А, 15НМ | |
| 5058-65 | 10ХСНД (СХЛ-4) | |
| 977-65 | 15Л, 20Л | |
| Удовлетворительная
| 380-71 | БСт5сп, БСт5сп, БСт5Гсп |
| 1050-60 | 30, 35 | |
| 4543-71 | 12Х2Н4А, 20ХН3А | |
| 977-65 | З0Л, 35Л | |
| 5058-65 | 15ХСНД (СХЛ-1, НЛ-2) | |
| Ограниченная | 380-71 | Ст6пс, Ст6сп, БСт6пс, БСт6сп |
| 1050-60 | 40, 45, 50 | |
| 4543-71 | 35ХМ, З0ХГС, 35СГ, ЗЗХС, 20Х2Н4А | |
| 5950-63 | 5ХНМ | |
| 977-65 | 40Л, 45Л, 50Л | |
| Плохая | 1050-60 | 40Г, 45Г, 50Г, 60Г, 65Г, 70Г |
| 4543-71 | 50ХН | |
| 14959-69 | 50ХГ, 50ХГА, 55С2, 55С2А, 65, 75, 85, 60С2, 60С2А | |
| 5950-63 | 9Х | |
| 977-65 | 55Л | |
| 1435-54 | У7, У6, У8Г, У9, У10, У11; У12, У13, У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А | |
| Легированные стали | ||
| Хорошая
| 5632-61 | 0Х20Н14С2 (ЭИ732), Х23Н18 (ЭИ417), ОХ18Н10 (ОХ18Н9, ЭЯ0), Х18Н9Т (1Х18Н9Т, ЭЯ1Т) |
| Удовлетворительная |
| 9Х14А, 12Х14А |
| Ограниченная | 5632-61 | 2Х18Н9 (ЭЯ2), Х18Н9 (1Х18Н9, ЭЯ1) |
| Плохая | 5952-63 | Р18, Р9 |
| 5950-63 | Х12, Х12М, Х, 9Х, 7ХЗ, 8ХЗ, 9ХС, 4ХС. Ф, 8ХФ, В1, ЗХ2В8Ф, 4ХВ2С, 5ХВ2С, ХВГ, 9ХВГ, 6ХВГ, 5ХНВ, ХВ5, 5ХГМ, 6ХВ2С | |
Термообработка после сварки различна для разных марок стали.
Для отливок из стали 30Л и 35Л при заварке сквозных трещин и сварке усилительных вкладышей обязателен отжиг или высокий отпуск. При заварке мелких дефектов на углеродистой стали, содержащей углерода более 0,35%, для улучшения механических свойств и обрабатываемости термическую обработку ведут по режиму для данной стали. Для других сталей, сваренных в термически обработанном состоянии, обязателен отпуск с нагревом до температуры на 50 - 100°С ниже температуры отпуска стали. Для стали 27ГС, 20ХГС и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области температуры отпускной хрупкости.
Сварные соединения, выполненные электродами Э42, Э42А, Э50, Э50А, Э55, можно обрабатывать нормальным режущим инструментом при условии, если содержание углерода в углеродистой стали не превышает 0,35% и объем наплавленного металла не меньше 20х20х10 мм.
Металл, наплавленный электродами ЦЛ-2, ЦЛ-4 (ГОСТ 10052 - 62), обрабатывают твердосплавным инструментом.
Ограниченно сваривающиеся углеродистые низко- и среднелегированные стали. Для отливок из стали ЛХН2 и 50Л до сварки обязателен отжиг независимо от конфигурации отливки. Мелкие дефекты допускается заваривать в термически обработанном состоянии отливки. Для деталей машин из проката или из поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск).
Тепловой режим сварки следующий. Без предварительного подогрева, можно сваривать в случаях, когда сварные соединения не имеют жестких контуров, толщина металла не более 15 мм, температура окружающего воздуха не ниже 5°С, а сварные соединения имеют вспомогательный характер. Во всех других случаях обязателен предварительный подогрев до температуры 200°С.
Термообработка после сварки имеет следующие особенности.
При заварке крупных дефектов на деталях из стали ЛХН2 требуется термообработка по режиму для данной стали. После заварки мелких дефектов в термически обработанной отливке обязателен повторный отпуск по режиму для данной стали. Для всякой другой стали рассматриваемой группы, сваренной в термически обработанном состоянии, обязателен отпуск для снятия напряжений с нагревом до температуры на 50 - 100°С ниже температуры отпуска стали. Для стали 30ХГСА и других сталей, склонных к отпускной хрупкости, температура отпуска после сварки должна быть вне области отпускной хрупкости.
При сварке электродами Э42, Э42А, Э50, Э50А, Э55 сварные соединения обрабатываются без затруднении, если деталь подвергнута отпуску при температуре не ниже 550 — 650°С.
Плохо сваривающиеся углеродистые низко- и среднелегированные стали. Сталь перед сваркой должна быть отожжена. Независимо от толщины свариваемых элементов и типа сварного соединения сталь необходимо предварительно подогревать до температуры не ниже 200°С.
Термообработку после сварки производят по специальной инструкции в зависимости от марки стали и ее назначения.
Механическая обработка сварного соединения возможна только после отжига или высокого отпуска.
Хорошо сваривающиеся легированные стали. Термообработку до сварки не производят. При значительном наклепе металл необходимо закалить до температуры 1050 - 1100°С. Тепловой режим сварки нормальный. Термообработку после сварки не производят.
Механическая обработка сварных соединений ввиду высокой вязкости большинства сталей рассматриваемой группы затруднена.
Удовлетворительно сваривающиеся легированные стали. Рекомендуется до сварки применять отпуск при температуре 650 - 710°С с охлаждением на воздухе. Тепловой режим сварки нормальный.
На морозе сварка не допускается. Предварительный подогрев до 150 - 200°С необходим лишь при сварке элементов с толщиной стенок более 10 мм.
После сварки для снятия напряжений и снижения твердости околошовной зоны, особенно при сварке электродами из стали 0Х14А, рекомендуется заваренные детали подвергать отпуску при температуре 650 - 710°С с охлаждением деталей на воздухе.
При сварке электродами ЦЛ-2 и ЦЛ-4 термообработку производят по специальному режиму. Механическая обработка возможна только после термообработки по специальному режиму.
Ограниченно сваривающиеся легированные стали. Термообработка до сварки для различных сталей различна. Для сталей 18Х14А и СХНА обязателен отпуск при температуре 650 - 710°С с охлаждением на воздухе. Для других сталей рекомендуется закалка в воде от температуры 1050 - 1100°С.
При сварке для сталей 18Х14А, СХНА, Х25Н13Л обязателен предварительный подогрев до температуры 200 - 300°С. Стали 9Х19НА, Х18Н9 и 2Х18Н9 сваривают в нормальных условиях с минимальным разогревом и минимальной скоростью охлаждения металла шва и зоны термического влияния.
После сварки для снятия напряжений и понижения твердости металла сварного соединения детали из стали 18Х14А должны подвергаться отпуску при температуре 650 - 710°С. Для стали 9Х19НА, Х18Н9, 2Х18Н9 обязательна закалка в воде от температуры 1050- 1100°С.
Механическая обработка сварного соединения из стали 18Х14А возможна только после отпуска. Для всех других сталей обрабатываемость сварного соединения - на уровне основного металла.
Плохо сваривающиеся легированные стали. До сварки рекомендуется отпуск по определенным режимам для различных сталей.
Допускается сварка инструментальной стали в термически обработанном состоянии, если шов наплавляется не на режущую часть инструмента.
Для стали Г13Л обязательна закалка. При сварке обязателен предварительный подогрев до 200 - 300°С, за исключением сталей РФ18 и Р9, подогрев которых должен быть не ниже 600°С. Сварка стали Г1ЗЛ в состоянии закалки должна производиться без подогрева.
Термообработку после сварки выполняют по специальным инструкциям в зависимости от марки стали и назначения. Для стали Г1ЗЛ термообработка не требуется.
oitsp.ru







