- Обычная;
- Повышенная.
- УО1 — ускоренное охлаждение одностадийное;
- УО2 — ускоренное охлаждение двухстадийное;
- ВО — естественное воздушное охлаждение.
- «Б» — повышенной точности прокатки;
- «В» — обычной точности прокатки.
- Масса одного метра катанки;
- Площадь поперечного сечения катанки;
- Диаметр и предельные отклонения от нужных величин.
- Катанка используется в электроснабжении и связи — в изготовлении кабелей;
- Строительство — как основа для изготовления арматуры различного диаметра, упаковка стройматериала, скоб, гвоздей, изготовление строительных канатов.
- Архитектура и кузнечное дело. Это могут быть ворота, беседки, оградки, козырьки, и другие декорации.
- Производство сетки, которая в дальнейшем применяется для заборов, армирования в ремонтных работах;
- Катанка выполняет роль электронной дуги в сварочных аппаратах;
- В швейной промышленности из катанки изготавливают иголки;
- Применение катанки для изготовления деталей любой электроники и бытовой техники;
- Производство пружин и других эластичных элементов.
- Никелевые стали для цементации. Изготовления цементированных осей, подвергающихся большому износу и ударам;
- Марганцовокремнистые стали применяют для пружин, закаливаемых после изготовления;
- Вольфрамоуглеродистые стали подходят для изготовления метчиков, сверл и т.п.;
- Хромоникелевые стали: для некоторых обработанных деталей, таких как болты, оси и т.д.;
- Хромоуглеродистые стали: для изготовления шариков, осей, инструментов и т.п.;
- Быстрорежущие стали: изготовление различных инструментов.
- Нужно обязательно обращать внимание на маркировку на изделии, это поможет определить все качественные характеристики металлопроката, соответственно подобрать нужный вид катанки для применения в нужных вам условиях. Именно в этот момент может решиться дальнейший срок эксплуатации, уровень прочности и антикоррозийной стойкости материала;
- Еще один важный момент — это осмотр состояния мотков катанки на наличие дефектов, таких, как потертости и ржавчина, ведь от этого также зависят напрямую эксплуатационные характеристики катанного вида металлопроката;
- Если вы решили обратиться за помощью по консультации про данный вид металлопроката, следует прислушиваться только к специалистам своего дела, ведь для того, чтобы подобрать к определенной области применения материал нужны специальные знания и опыт работы в этой сфере.
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
- 1. ОАО "СЕВЕРСТАЛЬ-МЕТИЗ" Вологодская область, Череповец
- 2. ФЛ "ВОЛГОГРАДСКИЙ ЗАВОД" ОАО "СЕВЕРСТАЛЬ-МЕТИЗ" Волгоградская область, Волгоград
- 3. ОАО "ММК-МЕТИЗ" Челябинская область, Магнитогорск
- 4. ООО "ИТЦБ "ВАРЯГ" Челябинская область, Челябинск
- 5. ОАО "БЕЛОРЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ" Башкортостан, республика
- 6. ООО "ТЕХНО-АРК" Вологодская область, Череповец
- 7. ООО "ВЕЛД СПБ" Санкт-Петербург
- 8. ЧЕРЕПОВЕЦКИЙ СТАЛЕПРОКАТНЫЙ ЗАВОД, ОАО Вологодская область, Череповец
- 9. ООО "НПК "ВОЛВЕК ПЛЮС" Челябинская область, Челябинск
- 10. ЗАО "ВЯРТСИЛЬСКИЙ МЕТИЗНЫЙ ЗАВОД" Карелия, республика
- 11. ООО "АБРИЗ" Челябинская область, Магнитогорск
- 12. ОАО "НИИМЕТИЗ" Челябинская область, Магнитогорск
- 13. ООО "СИВЕРСКИЙ МЕТИЗНЫЙ ЗАВОД" Ленинградская область
- 14. ЗАО "СТАНДАРТ-2" Санкт-Петербург
- 15. ООО "НПФ ЮЛИЯ" Москва
- 16. ООО "СТРОММЕТ" Орловская область, Орел
- 17. ООО "КОМПЛЕКТ" Татарстан, республика, Набережные Челны
- 18. ООО "АПЕКСИНТЕРКОМПЛЕКТ" Московская область, Балашиха
- 19. ООО ФИРМА "ТЕХПРОФ" Москва
- 20. ЗАО "ППТК" Московская область, Королев
- 21. ООО ПКФ "НИКА" Самарская область, Самара
- 22. ООО "НПК "ВОЛВЕК" Челябинская область, Челябинск
- 23. ФЛ "ВОЛГОГРАДСКИЙ" ООО "ОРЕЛКОРД" Волгоградская область, Волгоград
- 24. ООО ПО "СВАРКА" Свердловская область, Екатеринбург
- 25. ЗАО "ШТОК" Орловская область, Орел
- 26. ООО "НЕФТЕГАЗФИЛЬТР" Московская область, Балашиха
- 27. ООО "БАШЕР" Челябинская область, Челябинск
- 28. ООО "ПК ПРОМСТАЛЬМЕТИЗ" Москва
- 29. ООО "ЭЛТЕКА" Москва
- 30. ООО "ЛЕВМЕТ" Московская область, Балашиха
- 31. ООО "СИБЭЛЕКТРОМАШИНА" Кемеровская область, Новокузнецк
- 32. ООО "МЕТАЛЛ-ПРОКАТ" Удмуртская республика, Ижевск
- 33. ООО ПКФ "НАВИГАТОР" Челябинская область, Челябинск
- 34. ООО "СТРОИТЕЛЬНЫЕ МЕТАЛЛЫ" Санкт-Петербург
- 35. ООО "СПЗ ДУГА" Санкт-Петербург
- 36. ООО "СТАЛЬ" Москва
- 37. ООО "ЛАГНЕТА" Калининградская область, Калининград
- 38. ООО "ПЕТРОМЕТ" Санкт-Петербург
- 39. ЗАО "ИНЖСПЕЦМАШ" Москва
- 40. ООО "ФЛЮГЕР" Кемеровская область, Новокузнецк
Стальная катанка – производство и применение. Производство стальной катанки
Стальная катанка – производство и применение
1 Катанка и перечень контролирующих ее качество ГОСТов
Обычно катанка имеет круглое сечение, но иногда встречается и овальное. Диаметр может достигать 10 мм. Но обычно это 5–8 мм. Чаще она стальная. Если речь идет о цветных металлах, то сечение катанки может быть менее 1 мм. Иногда так называют квадратные и шестиугольные изделия, которые изготавливаются на проволочных прокатных станах, так как сам термин "катанка" произошел от слова "прокат".

Проволочный прокатный стан
После производства она используется как самостоятельный продукт или выступает в роли заготовки. К этому изделию предъявляются серьезные требования, поэтому изготовление происходит в соответствии с государственными стандартами. Качество исходного материала должно быть согласовано с ГОСТом 380-94. В этом документе указывается химический состав разных марок стали, возможные отклонения в содержании тех либо иных элементов и особенности маркировки.
А вот диаметр, масса, предельные отклонения и точность прокатки сверяются с ГОСТом 2590-88. В этом документе приведены подробные таблицы, где указаны все параметры. Стальная катанка выпускается повышенной (Б) и обычной (В) точности. Овальность проката должна быть менее 50 % суммы всех предельных отклонений по диаметру. ГОСТ допускает кривизну прутков не более 0,2 % от длины. При этом ее измеряют на участке не менее метра, который находится на расстоянии минимум 1,5 м от края.

Выпуск стальной катанки
Существует три вида длины стальной катанки (ГОСТ 30136-95): мерная, немерная и кратная мерной. Кроме того, длина зависит и от качества материала. Если проволочная заготовка вытянута из низколегированной либо углеродистой стали обыкновенного качества, то по ГОСТу она выпускается длиной в 2–12 м. Проволока из легированной или качественной углеродистой стали имеет длину от 2 до 6 м. А для наиболее качественной катанки из высоколегированной стали ГОСТ допускает длину от 1 до 6 м. В холодном состоянии эта заготовка должна выдерживать изгиб на 180 градусов. Наматывают изделие на оправку такого же диаметра, как и испытываемая катанка.
2 Как делают катанку и сложно ли ее оцинковать?
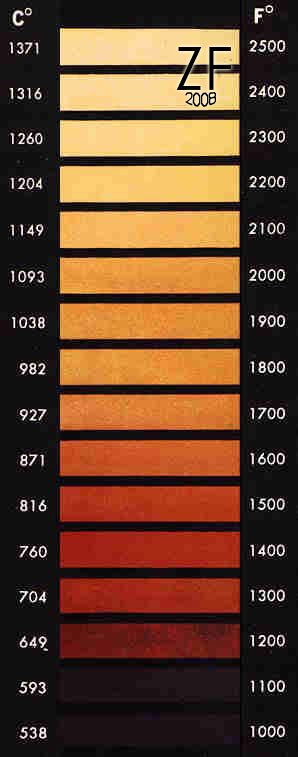
Технология производства катанки незамысловата. Металлическую заготовку в виде бруска или, как его еще называют, блюм обрабатывают на специальных прокатных станах. Металл сначала нагревают до определенной температуры, а затем вытягивают, пропуская через валы. Они обжимают заготовку со всех сторон, формируя таким образом определенную форму и размер сечения. Дальше еще горячая стальная катанка поступает на специальный мотальный станок, где и укладывается кольцами.
Особое внимание необходимо уделить этапу охлаждения готового продукта. Оно бывает двух видов – естественное (ВО) и ускоренное (УО). Первое более медленное, но в этом случае стальная проволока получается мягче и пластичнее. Ускоренное происходит с помощью специальных установок-вентиляторов или воды. Такое охлаждение может проходить за одну или две стадии, в первом случае в маркировке указывается УО1, а во втором – УО2.

Производсвто проволочных изделий
Эта проволочная заготовка отличается прочностью и твердостью. Далее катанку, из которой будут изготавливать проволоку, очищают от окалины. Допустимая масса окалины катанки УО1 должна быть менее 18 кг/т, для УО2 – 10 кг/т. При естественном охлаждении это значение не регламентируется. Удаляется окалина двумя методами: механическим, используя специальный инструмент – окалиноломатель, либо химическим, протравливая заготовку в серной кислоте. Причем нельзя использовать сильно концентрированный раствор, так как он способен разъедать металл и способствует его насыщению водородом. Подобное приводит к появлению травильной хрупкости. Чтобы избежать этого дефекта, в раствор вводят дополнительные ингибиторы – тринатрийфосфат, поваренную соль, лигнофосфат, И1В, И2В и ингибитор С5.
Чтобы будущее изделие служило дольше, катанка для него должна браться оцинкованная. Существует несколько методов ее получения. При гальваническом изделие помещают в цинксодержащий раствор и пропускают по нему ток. Таким образом происходит осаждение Zn на обрабатываемой поверхности. Также оцинкованная проволока получается путем нанесения защитного слоя раскаленного металла с помощью специального пистолета. Весьма популярен и диффузионный метод. В этом случае оцинкованная поверхность получается после обработки в парах либо порошке Zn при воздействии высоких температур (800–900 °C и 290–450 °C, соответственно).

Цинкование поверхности проволоки
Оцинкованная по холодному методу катанка получается в результате простой покраски. Только расходные материалы были с большим количеством Zn. В случае с газодинамическим нанесением защитного покрытия оцинкованная поверхность выходит из-под сверхзвукового потока. Особенности этого способа – высокая адгезия и возможность обработать изделие любой формы. Самая долговечная оцинкованная стальная проволока получается в результате горячего цинкования. Это еще и экономичный способ. Изделие погружают в ванну с раскаленным Zn. После того как оцинкованная проволока извлекается, Zn реагирует с кислородом и образует оксид, который в дальнейшем взаимодействует с двуокисью углерода, в конечном итоге формируется карбонат Zn.
После всех обработок готовую оцинкованную катанку до 8 мм в диаметре формируют в бухты и отправляют на склад, в магазин либо завод в качестве заготовки для производства иных изделий. Прокат диаметром более 9 мм выпускается в виде прутков. Частным лицам катанка уже отпускается менее крупными партиями, в виде мотков (если диаметр меньше 8 мм).
3 Хорошие и плохие примеси в сырье для катанки
Для производства такой катанки используются различные марки стали, главное, чтобы химический состав готового продукта сохранялся по всей длине. Сейчас мы рассмотрим влияние различных добавок на характеристики материла. Повысив содержание азота, получится увеличить твердость, однако сталь станет и более хрупкой. Особенно последнее свойство будет прогрессировать со временем. Допустимая норма хрома составляет 0,1–0,15 %, в противном случае этот элемент оказывает вредное воздействие на процесс патентирования (термической обработки). Обычно хром попадает в металл из шихты во время выплавки.

Продукция из различных марок стали
Еще к вредным добавкам следует отнести фосфор с серой, так как эти примеси неравномерно распределяются в металле, а их повышенное содержание вызывает красноломкость. Другими словами, при повышенных температурах материал становится чрезвычайно хрупким. Их суммарное содержание не должно превышать 0,05 %. Допускается не более 0,03 % каждого элемента в отдельности.

Хрупкость материала
Углерод, наоборот, имеет положительное воздействие. Он способствует повышению прочности, причем материал одновременно становится более пластичным. Повышается упругость, выносливость при переменных нагрузках и износостойкость стальной проволоки катанки. Кремний и марганец способны раскислять сплав при выплавке. Сталь становится более однородной, повышается ее плотность, прочность, сопротивление истиранию. А марганец вдобавок образует соединения с серой и нейтрализует ее вредное воздействие. Но необходимо опасаться скоплений окислов кремния, так как они негативно сказываются на пластичности металла.
4 Какие дефекты может заполучить прокатная проволока?
Для различных изделий требования к качеству исходного материала отличаются. Например, гвозди можно изготавливать только из идеально ровных прутков с гладкой поверхностью, а вот для производства арматуры вполне подойдет и шероховатая катанка. Сейчас мы рассмотрим основные проблемы, с которыми можно встретиться при изготовлении этого изделия.

Дефекты на прокатной проволоке
Наиболее часто встречаются заусенцы либо закаты. Первые имеют вид выпуклостей по длине прута и если их вовремя не устранить, то после дальнейших операций заусенцы закатываются. Отсюда и название второго дефекта. Готовая стальная проволока с такими дефектами отбраковывается.
Негативное влияние на механические свойства металла имеют вытянутые заварившиеся пузыри – волосовины. А вот рыхлость с усадочными раковинами ослабляют сечение готового продукта, в результате возникают обрывы. Если произошло обеднение углеродом во время нагрева слитков перед прокаткой, то продукция будет отличаться низким качеством. Ухудшится прочность металла, снизится его пластичность.

Продукция низкого качества
Негативное влияние имеет и изменение формы сечения стальной оцинкованной катанки. В процессе волочения на поверхности проволоки могут появиться трещины, ухудшатся механические свойства изделия. Микроструктура должна быть однородной без мартенсита. Усадочные раковины, ликвации углерода и рыхлости недопустимы.
5 Особенности и сферы применения катанки
Такая заготовка широко используется в нашей жизни, хотя мы об этом и не задумываемся. Именно стальная катанка нашла свое применение для упаковки габаритных грузов с большим весом. Без нее будет весьма затруднительно производство армокаркасов, ведь этой проволокой связывают несущие элементы конструкций. Ее очень часто используют в строительстве и для армирования железобетона (именно сюда часто берется дешевая неоцинкованная проволока 8 мм). Из проволочной основы диаметром 6,5 мм производят решетки, ее используют для связи кирпичной кладки.

Упаковка габаритных грузов
Самые ходовые диаметры катанки – 6 и 8 мм. Из материалов, конечно, сталь, и еще медь с алюминием.
Это изделие еще и прекрасное средство молниезащиты и выступает отличным материалом для заземления. Не нужно забывать о роли катанки в качестве сырья для дальнейшего изготовления гвоздей, проволоки, пружин, сварочных электродов, строительных тросов и канатов. Ее весьма активно используют и при производстве различных сеток, проволочных заборов и иных металлических изделий.

Изготовление сеток и заборов
Дешевле всего катанка с диаметром 8 мм, причина этого кроется в производственных особенностях. Очень важный параметр – масса. Один метр стальной катанки 8 мм весит 395 г, а в тонне содержится 2531 метров. Существуют таблицы, где указаны соотношения массы и длины в зависимости от диаметра и состава изделия. Совершая покупку этого продукта прокатного производства, стоит обязательно поинтересоваться документами. В них указаны параметры и маркировка.
stal-groupp.ru
Катанка стальная. | МеханикИнфо
Катанка стальная. Производство катанки. 4.48/5 (89.57%) проголосовало 23

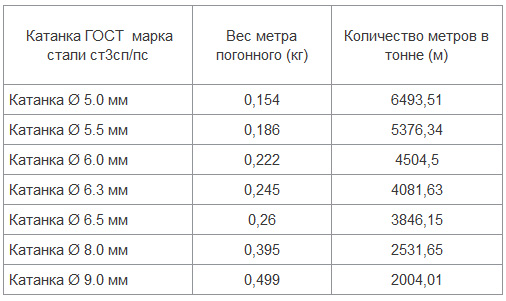
Катанка имеет вид стальной проволоки, изготавливаемой методом волочения, из углеродистых сортов стали обычного качества Ст 1, Ст 2, Ст 3 по ГОСТ 30136-93. Также катанку производят из углеродистых и низколегированных сортов стали, которая стандартизируется ГОСТом 30136-94. Катанка поставляется заказчикам в бухтах диаметром от 5 до 9 мм. Самым популярным диаметром в производстве и строительстве является Ø 6.5 мм. Размерный ряд катанки: Ø 5.0, Ø 5.5, Ø 6.0, Ø 6.3, Ø 6.5, Ø 7.0, Ø 8.0, Ø 9.0.
Таблица 1.
Диаметр и теоретический вес катанки (ст3сп/пс).
| Диаметр, мм | Вес метра погонного, кг | Количество метров в тонне, м |
| 5 | 0,1541 | 6488 |
| 5,5 | 0,1865 | 5362 |
| 6 | 0,2220 | 4505 |
| 6,3 | 0,2447 | 4087 |
| 6,5 | 0,2605 | 3839 |
| 7 | 0,3021 | 3310 |
| 8 | 0,3946 | 2534 |
| 8 | 0,3946 | 2534 |
| 9 | 0,4994 | 2002 |
Катанка может иметь различные профили сечения, например: квадратный или шестигранный. Но чаще всего используют катанку круглого профиля.
При изготовлении катанку подразделяют на 2 категории по точности прокатки:
Производство катанки осуществляется с помощью горячей прокатки металлической заготовки, нужного сорта стали, через валки, которые выполняют обжим и придают привычную форму катанки. Затем её подвергают охлаждению. Охлаждение может осуществляться методом одностадийного и двустадийного ускоренного охлаждения. Также возможно охлаждение катанки естественным путем на воздухе.
Катанка применяется для производства проволоки различного назначения и не только. Катанка является отличным материалом дляизготовления шпилек, болтов, скоб, гвоздей. В строительстве она применяется в изготовлении закладных изделий и сеток. Часто используется материалом для увязки и перетяжки различной тяжести грузов. Из-за этого к катанке предъявляются особые требования к качеству производимого материала. На её поверхности не должно быть дефектов в виде заусенец. Диаметр должен соответствовать стандарту ГОСТ.
Катанка производится не только из черных сортов стали. Бывает медная, а также с оцинкованным покрытием катанки. Они менее подвержены внешнему воздействию среды из-за своих антикоррозийных качеств. Медная катанка чаще всего используется в производстве проводимого материала (проволоки).
Катанка стальная. Производство катанки.
Самым главным плюсом катанки является ее стоимость. Цена этого материала не высока, поэтому она и пользуется таким большим спросом в различных сферах деятельности.
mechanicinfo.ru
Производство и характеристики стальной катанки

Одним из распространенных видов металлопроката, как основа для изготовления арматуры, скоб, гвоздей и других металлических деталей является катанка.
Катанка — вид металлопроката, представляющий собой проволоку с круглым сечением. Обычно бывает диаметром от 1 мм до 10 мм, может быть, как идеально ровной, так и без ориентации на точность окружности своего сечения. В цветном металлопрокате может быть диаметром и менее 1 мм.
Посмотреть прайс-лист и узнать стоимость стальной катанки — оптовый прайс-лист на катанку стальную.
Производство и характеристики стальной катанки
Согласно ГОСТ-стандартам стальная катанка изготовляется из следующих видов стали: Ст0, Ст1, Ст2, Ст3.
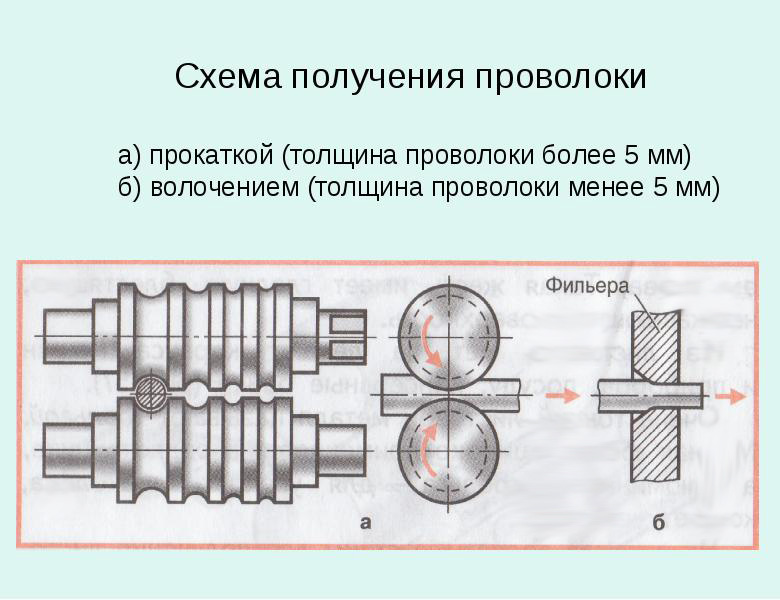
Производится катанка на металлопрокатных станках двумя способами: прокатки и волочения. Для начала в валы прокатного станка запускают квадрат. Далее начинается процесс обжимания стальной заготовки, придавая ей круглое сечение нужного диаметра. Во время прокатки и при воздействии валов на заготовку, она при силе трения разогревается. После прокатки катанка подается в специальную установку, которая скручивает ее в кольцо. Далее скрученную катанку в кольце переносят в охлаждающую зону.
Охлаждение катанки может происходить трем способами:
Охлаждение производится, как в цеху в специально отведенном месте, так и на улице при подходящей температуре до +10 градусов.
Благодаря такому образу получают катанку высокой прочности, но в тоже время и обладает высоким уровнем эластичности.
Охлаждение, которое происходит в цехе, применяется не всегда. В случае дальнейшего производства из катанки тонких деталей, охлаждение данным образом не применяется.
В зависимости от качества прокатки катанка бывает:
Катанка, как изделие металлопроката в конце производства проходит контроль качества. При проверке важны характеристики изделия:
Все характеристики катанки должны соответствовать стандартам ГОСТ 380-94.

Катанка может быть разного диаметра: 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При изготовлении катанки по индивидуальному заказу допускается диаметр более 9,0 мм, подается она в мотках.
Диаметры катанки, предельные отклонения по диаметру, площади поперечного сечения и масса одного метра длины должны соответствовать ГОСТ 2590.
Овальность катанки не должна превышать 50 % суммы предельных отклонений по диаметру.
Катанку стальную изготавливают в мотках, состоящих из одного непрерывного отрезка. Масса одного мотка составляет от 520 до 1250 кг.
Отличие катанки от проволоки
Катанка в отличии от проволоки имеет больший диаметр. Так, как катанка — это в основном сырье для дальнейшего горячего и холодного проката, а также штамповки, вытяжка, рубка и т.д.
Катанка отличается меньшей ориентацией структурного зерна, что снижает удельную (на единицу сечения) прочность на разрыв. Но, имеет меньше внутренних напряжений, что делает ее более эластичной и менее закаливаемой, что позволяет проводить дальнейшую переработку катанки глубокой эластичной деформацией.
Области применения стальной катанки
Катанка с различными уровнями свойств и качеств применяется в различных областях производства, что только повышает ее значимость в производстве и на мировом рынке металлопроката.
Сферы применения стальной катанки:
Так как катанка в основном используется для дальнейшего изготовления из нее деталей, то следует понимать, катанка из какой стали подходит для изготовления той или иной детали.
Основные марки легированной стали, которые используются для получения катанки:

Обязательные правила при покупке стальной катанки
Для того, чтобы не ошибиться и подобрать нужную катанку хорошего качества и по доступной цене, следует знать несколько важных моментов о выборе металлопроката:
Наши специалисты помогут вам с выбором и проконсультируют по всем интересующим вас вопросам, руководствуясь знаниями своего дела и опытом работы в сфере металлопроката.
Купить катанку стальную
Купить стальную катанку в Днепропетровске — удобно и выгодно. Мы можем предложить товар по самым демократичным ценам и в самые сжатые сроки.
Металлобаза «УМП» предлагает купить катанку стальную, наши сотрудники помогут подобрать вам нужную катанку в соответствии с вашим строительным проектом.
Хотите купить катанку в Днепропетровске, посмотрите цены на катанку или сразу обращайтесь по телефонам со страницы — Контакты, наши специалисты проконсультируют и помогут в оформлении заказа.ump-m.com
Катанка, характеристики, сферы применения, советы по выбору. Стальная катанка, алюминиевая, медная.
Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
 Технология производства катанки: прокатка и волочение
Технология производства катанки: прокатка и волочениеХотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
В отличии от катанки арматура обладает более высокой прочностью, поэтому она является основным элементом бетонных конструкции. Более подробно об арматуре, её видах и характеристиках Вы можете прочитать в специальной статье: что такое арматура; как её выбирать; характеристики, гибка и вязка арматуры.
Катанка стальная также применяется при кладке несущих стен или простенков из кирпича, котельца, шлакоблока, пеноблока или газоблока. В зависимости от конкретно применяемого для кладки камня, стальную проволоку запускают в каждый 2 — 4 ряд раствора, тем самым усиливая общую прочность кладки.
Стальная проволока довольно часто применяется и сама по себе в качестве монтажного материала. Например, при установке деревянных столбов линий электропередач, вначале в грунт устанавливается бетонная свая с квадратным сечением – пасынок, а после к бетонной свае катанкой вяжут вертикальный деревянный столб. Довольно часто катанка используется для вязки мауэрлата к бетонному поясу при возведении двухскатной кровли.
 Использовании катанки при установке деревянных столбов
Использовании катанки при установке деревянных столбов алюминиевая катанка
алюминиевая катанкаПроволока алюминиевая
Катанка алюминиевая представляет собой непрерывный и круглый в сечении прут диаметром от 1 до 16 мм. Изготавливают алюминиевую проволоку двумя разными способами. В первом случае изготовление производится прокаткой через вальцы заготовки большего сечения. Во втором случае применяют расплавленный алюминий. Расплавленный до жидкого состояния алюминий подается в кристаллизатор – большое вращающееся кольцо из тугоплавкого металла и имеющее водное охлаждение. В процессе вращения кристаллизатора расплавленный алюминий принимает форму стержня, который сразу же поступает на линию прокатных вальцов, где уже из стержня формируется алюминиевая катанка заданного диаметра. Алюминиевая катанка изготавливается в соответствие с ГОСТ 13843-78.
Применение алюминиевой проволоки
Учитывая, что производство алюминиевой катанки примерно в 3,5-4 раза обходится дешевле производства медного провода, алюминиевая проволока широко применяется в сетях электроснабжения. Например, из нее делают силовые кабели, низковольтные провода или экраны для силовых проводов.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.
 медная катанка
медная катанкаОсновная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия. Суть в том, что температура плавления меди примерно в 2 раза выше, чем температура плавления алюминия и, при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема может начать плавиться, что может привести к обрыву или замыканию. Медный провод в свою очередь способен выдерживать большую нагрузку.
Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566. продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку. Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев. Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность.
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Цена катанки. Вес катанки.
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.
 Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметраВес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
Транспортировка и хранение катанки
По желанию покупателя вес мотка катанки может составлять от 160 кг до 5000 кг. Существуют мелкорозничные базы строительных материалов, где купить катанку можно в мотке меньшего веса. В процессе транспортировки малой партии мотки катанки в транспорте складируют лежа. Если же перевозка производится большой партией, то допускается складирование мотков с проволокой стоя впритык друг к другу. Хранение катанки в мотках на складе или строительной площадке производится в лежачем положении.
Дополнительная информация
dompodrobno.ru
Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. Она может быть стальной, медной, титановой, из алюминия, цинка, никеля и их сплавов. Бывают и биметаллические и полиметаллические проволоки. Без проволоки невозможно представить себе электротехнику — но не только.
Стальная проволока нужна и при производстве пружин, гвоздей электродов, свёрл. Хотя для таких целей используется даже не сама проволока, а ее полуфабрикат - стальная катанка. Посмотрим, как ее, а потом и проволоку, производят из цельной стали.Собственно, изготавливают катанку так же, как и всякий иной прокат: заготовку в виде бруска (блюма) раскаляют до состояния "красной мягкости", а затем пропускают через вальцы, которые вытягивают горячий металл в катанку с сечением до 10 мм. - и далее поступает на мотальный станок, где и укладывается кольцами.
Ответственное охлаждение
 После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку - но он менее надежен и выдает шероховатую поверхность.
Гвозди, болты и ГОСТы
Какой же из способов очистки катанки лучше? Это зависит от того, что из нее собираются делать.
Для гвоздей требуется заготовка с гладкой поверхностью, а для изготовления арматуры, электродов или болтов подойдет и шероховатая.
Кроме того, на поверхности катанки, предназначенной для производства проволоки, могут образовываться специфические дефекты - заусенцы либо закаты. Заусенцы — это выпуклости, которые при дальнейших операциях будут сдираться и «закатываться» (отсюда и название другого дефекта - закаты).
Плохо влияют на свойства металла в катанке заварившиеся пузыри – волосовины - и «усадочные раковины», которые возникают, если перед прокаткой металл был нагрет слишком сильно и оттого утратил часть углерода, «выгоревшего» при прокаливании.
Для проверки качества катанку подвергают испытаниям, главным из которых является проверка эластичности. Качественная катанка может спокойно выдерживать изгиб на 180 градусов вокруг штырька, имеющего такой же диаметр, как и у подвергаемой испытанию катанки. Более подробно ознакомиться с требованиями, предъявляемыми к такому металлопрокату, можно в ГОСТе 30136–95.
В этом ГОСТе диаметры катанки в 5, 5,5, 6, 6,3, 6,5, 7, 8 и 9 мм определены как стандартные и обязательные к изготовлению для всех производителей. По желанию заказчика металлургические предприятия могут производить катанку с сечением и больше 9 мм, но такие заказы бывают довольно редко.
В силу технологических особенностей дешевле всего обходится производство катанки диаметром 8 мм – она и пользуется наибольшим спросом. Добавляет «калибру» 8 мм. и удобство расчетов:
-один метр катанки диаметром 8 мм. имеет массу около 400 г. (395 г., если быть точным),
-в тонне такой катанки будет 2531 метр (то есть 2,5 километра «с небольшим запасом»).
Это очень удобные цифры - их легко запомнить, не надо заглядывать в специальные таблицы.
Поставка и маркировка
 Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
Готовая катанка сматывается в бухты весом не менее 160 кг. Обычно каждая бухта представляет собой сплошной отрезок, который маркируется по требованиям ГОСТ 7566. На каждый моток крепится маркировочная метка, в которой указывается завод-изготовитель, диаметр катанки, сорт и марка стали, номер плавки. Тем не менее, допускается сматывание в одну бухту и двух отрезков катанки – но если только один отрезок не будет больше 10% от массы мотка. При этом производитель должен гарантировать свариваемость изделий и поставить два маркировочных ярлыка – по одному на каждый отрезок.
По техническим условиям ТУ 14-15-254-91 катанка по ТУ изготавливается 4-х классов:
класс ВК - катанка канатная высококачественная;
класс ВД - катанка высокой деформированности;
класс КК-катанка канатная качественная;
класс ПД - катанка конструкционная.
Катанка в деле и производстве
 Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин - и, разумеется, производстве проволоки.
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин - и, разумеется, производстве проволоки.
Производство проволоки
Технология превращения катанки в проволоку на первый взгляд особой хитрости не представляет: металл заготовки последовательно протаскивают (проволакивают) через все более узкие глазки (волоки) – до тех пор, пока не будет достигнут необходимый малый диаметр проволоки.
Однако на самом деле волочение требует нескольких этапов, а именно:
- травление полуфабриката (катанки) в 50% растворе серной кислоты при температуре около 50 градусов очистки от окалины;
- предварительный отжиг металла, который производится для придания металлу мелкозернистой структуры;
- нейтрализация сернокислого раствора и промывка заготовок;
- утончение концов катанки при помощи молота или специальных валков;
- производство самого волочения;
- выполнение финального отжига.
Само волочение может быть :
- однократным, если заготовка протягивается через одну волоку, после чего накручивается на барабан и снимается.
- многократным, когда проволока протягивается последовательно через несколько волок, которых может быть до 15 и более. Такая технология уменьшает время, которое затрачивается на производство проволоки, обеспечивает высокую производительность и постоянство условий обработки (которые могут сильно нарушаться при повторении однократных волочений).
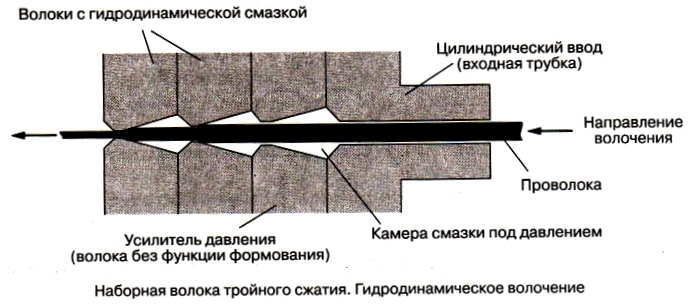
Но при всех достоинствах многократного волочения на заводах применяют сдвоенные волоки. При этом они при работе нагреваются от трения нагреваются до столь сильно, что нуждаются в системе охлаждения, для которой обычно используется водный раствор мыла, который одновременно является и смазкой.
Однако на самом деле волочение – это только половина дела. При этом процессе металл подвергается огромным нагрузкам на растяжение, в результате чего его кристаллическая решетка деформируется, а внутренние напряжения накапливаются. Полученная таким путем проволока получается малопластичной, приобретает хрупкость, плохо гнется и легко ломается.
И чем больше удлиняется катанка при волочении – тем сильнее проявляются эти неприятные эффекты.
Поэтому важным этапом в изготовлении проволоки является ее повторная термообработка – отжиг, который должен восстановить кристаллическую решетку и снять перенапряжения в металле. Для этого требуется уже протянутую проволоку нагреть и медленно охладить.
Существует два вида отжига, применяемых в производстве проволоки:
светлый – он производится в колпаковых печах в атмосфере из какого-то инертного газа. Поверхность полученной этим способом проволоки будет чистой, безо всякой окалины, но и цена продукции – более высокой. В маркировке этот вид термообработки будет обозначен литерой «С»;
темный – он происходит в присутствии кислорода, отчего проволока покрывается слоем окислов и окалиной. Наличие окалины плохо влияет на товарный вид, проволока пачкается, но на ее рабочие качества это не влияет никак – зато обходится "темный" вариант отжига гораздо дешевле. Проволока после такой обработки маркируется буквой «Ч».
Отожженные изделия приобретают пластичность и становятся удобны при плетении различных видов сеток.
Видео по теме:
stvybor.ru
Оборудование + Технология изготовления 2018

Проволока представляет собой металлическую нить или шнур. Как правило, проволока круглого сечения, но встречаются изделия и шестиугольного, квадратного, трапециевидного или овального сечения. Проволока может быть выполнена из стали, меди, алюминия, цинка, никеля, титана и их сплавов, а также массы других металлов. Стали также выпускать биметаллические и полиметаллические проволоки.
Чаще проволока производится посредством протяжки или волочения через последовательно уменьшаемые отверстия. В результате можно получить проволоку разного диаметра вплоть до десятков миллиметров.
Проволока отличается широтой применения. Так ее можно использовать при изготовлении электрических проводов, пружин, метизов, свёрл, электродов, термопар, разнообразных электронных приборов и для прочих целей.
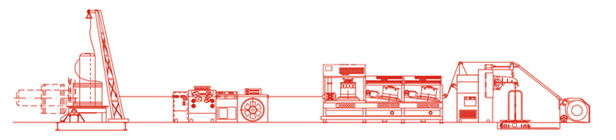
Оборудование для производства проволоки + видео
Станы для мокрого волочения, как правило, работают по технологии скольжения, и могут совмещаться со станами сухого волочения любой кратности. Их оборудуют независимыми синхронизированными электродвигателями в разных модификациях.
Также широко применяются прямоточные станы для сухого волочения, которые отличаются наиболее современной конструкцией. Преимущественно используется такие станы для производства проволоки небольшого диаметра из высоко-, низкоуглеродистой и нержавеющей стали. Главные отличительные черты стана – это компактность, отсутствие ремней и шкивов между приводами и барабанами, бесшумность работы, отсутствие вибраций. Конструкционный дизайн является главной особенностью таких станов. Благодаря прочности и устойчивости рамы, стан можно полностью транспортировать, отсюда минимум временных затрат на установку и прокладку кабелей.
Прямоточные станы сухого волочения отличаются горизонтальным расположением барабанов. Такие станы, как правило, используются для производства проволоки из низко-, высокоуглеродистых сталей, а также из нержавеющих сталей. Преимущества такого оборудования – высокая надежность, эргономичность и простота в эксплуатации конструкции, которая при монтаже не требует специального фундамента. Также в установке применена высокоэффективная система охлаждения барабанов и предлагается опциональное оборудование.
Разнообразные размоточные устройства для катанки также пригодятся для производства проволоки.
Видео как делают катанку из меди:
Также в сфере производства широко применяются крутильные машины сигарного типа, машины двойной скрутки и бугельного типа.
Технология производства проволоки + видео как делают
Производство проволоки включает ряд классических операций, которые могут повторяться вплоть до трех раз. Количество повторений зависит от того, какой нужен размер диаметра проволоки.
Первой стадией процесса является термическая обработка металла. Затем происходит подготовка поверхности металла к волочению. На конечном этапе осуществляется само волочение на заданный размер.
Как делают:
С целью обеспечения проволоки специальными свойствами, в процессе ее производства вводят дополнительные операции. К примеру, наносятся разные покрытия или осуществляют термическую обработку. Главным оборудованием при производстве проволоки является печь с малоокислительным нагревом. Посредством растворов соляной и серной кислот осуществляется снятие окалины. Бура, известь, фосфатные соли и медь используются при волочении в качестве подсмазочного слоя.
Другим не менее важным оборудованием для производства проволоки являются станы с интенсивным охлаждением барабанов и волок. Именно их и применяют непосредственно для использования волочения. Применение такого процесса обеспечивает высокие пластичные и прочностные свойства металла.
За счет использования современных смазочных материалов обеспечивается высокая коррозионная стойкость, высокая адгезия к различным материалам и оптимизация количества смазки.
С целью увеличения качества изготавливаемой проволоки, следует систематически обновлять волочильное оборудование, оснащая его дополнительными приспособлениями, например, для снятия внутреннего напряжения и для прочих целей.
Для того чтобы получить различную толщину покрытия рекомендуется наносить цинковое покрытие способом погружения проволоки в соответствующий раствор. При использовании специальных обтирочных материалов и эмульсий, можно придать цинковому покрытию максимального блеска, гладкости и защиты от коррозии в течение длительного периода времени.
Линия цинкования:
Качество готовой продукции во многом зависит от соблюдения всех требований и норма изготовления проволоки. Стабильность технологического процесса оказывает непосредственное влияние на качество готовой продукции.
Следует отметить, что одной из тенденций современного производства проволоки является переход от классической технологии химического травления в стандартном растворе соляной кислоты для очистки поверхности катанки от окалины к более перспективной и максимально безопасной для окружающей среды, бескислотной технологии механической очистки. Для этого используется современное оборудование для механического удаления окалины. С его помощью можно добиться высокой степени очистки, сравнимой с получаемой при стандартном кислотном травлении. При этом технология характеризуется весьма большим практическим применением. Более того, новая технология позволяет избежать значительных проблем, которые связаны с утилизацией отработанных растворов.
Читайте также
moybiznes.org
Компании - Производство стальной проволоки
yecom.ru