- прокат стальной горячекатаный круглый — ГОСТ 2590 или другим нормативным документам;
- прокат стальной горячекатаный квадратный — ГОСТ 2591 или другим нормативным документам;
- прокат стальной горячекатаный шестигранный — ГОСТ 2879;
- прутки кованые квадратные и круглые — ГОСТ 1133;
- полосы — ГОСТ 103, ГОСТ 4405;
- прутки (мотки) калиброванные — ГОСТ 7417, ГОСТ 8559, ГОСТ 8560 квалитетов h21 и h22;
- прутки со специальной отделкой поверхности — ГОСТ 14955 квалитетов h21 и h22.
- Пруток горячекатаный круглый, обычной точности прокатки (В), 1-го класса по кривизне, немерной длины (НД), диаметром 20 мм по ГОСТ 2590-2006 из стали марки У8А, 3-й группы, подгруппы б, группы качества поверхности 3ГП, балл прокаливаемости III:
 Пруток калиброванный круглый, с предельными отклонениями по h21, мерной длины (МД), диаметром 10 мм по ГОСТ 7417-75, из стали марки У10А, 1-й группы, нагартованный (НГ), группы качества поверхности В:
Пруток калиброванный круглый, с предельными отклонениями по h21, мерной длины (МД), диаметром 10 мм по ГОСТ 7417-75, из стали марки У10А, 1-й группы, нагартованный (НГ), группы качества поверхности В: Полоса горячекатаная, обычной точности прокатки (В), серповидности класса 2, кратной мерной длины (КД), толщиной 10 мм, шириной 22 мм по ГОСТ 103-2006, из стали марки У12А, 3-й группы, подгруппы б, группы качества поверхности 3ГП, термически обработанная (ТО):
Полоса горячекатаная, обычной точности прокатки (В), серповидности класса 2, кратной мерной длины (КД), толщиной 10 мм, шириной 22 мм по ГОСТ 103-2006, из стали марки У12А, 3-й группы, подгруппы б, группы качества поверхности 3ГП, термически обработанная (ТО): Пруток круглый, со специальной отделкой поверхности, с предельными отклонениями по h21, немерной длины (НД), диаметром 20 мм, группы качества поверхности В по ГОСТ 14955-77, из стали марки У10А, 1-й группы, нагартованный (НГ):
Пруток круглый, со специальной отделкой поверхности, с предельными отклонениями по h21, немерной длины (НД), диаметром 20 мм, группы качества поверхности В по ГОСТ 14955-77, из стали марки У10А, 1-й группы, нагартованный (НГ):Образцы шероховатости
Профилографы – профилометры
Интерфелометры
Микроскопы.
крепёжные (метрическая и дюймовая), применяемые для разъёмного соединения деталей машин;
кинематические – это трапецеидальная и прямоугольная, применяемые для ходовых винтов в станках и приборах, а также упорная резьба, применяемая в прессах и домкратах;
трубные (цилиндрическая и коническая).
Композиционные материалы, содержащие металлы и неметаллические материалы, обозначают как металлы.
Графическое обозначение дерева следует применять, когда нет необходимости указывать направление волокон.
Графическое обозначение керамики следует применять для обозначения кирпичных изделий (обожженных и необожженных), огнеупоров, строительной керамики, электротехнического фарфора, шлакобетонных блоков и т.п. Допускается применять дополнительные обозначения материалов, не предусмотренные стандартом, поясняя их на чертеже.
10.4 Графические обозначения материалов на чертежах. Сталь 20 обозначение на чертеже
3.5 Обозначение материалов
На чертежах деталей в основной надписи следует указывать те материалы, из которых изготовлены детали (при съемке эскиза с натуры), или из которых детали должны быть изготовлены (при деталировании).
При изготовлении деталей широко применяются как металлы и их сплавы, так и неметаллические материалы (пластмассы и др.). В учебном процессе студент определяет марку материала ориентировочно, с учетом цвета изделия и его веса.
К черным металлам относятся чугун и сталь, изделия из которых имеют серый и темно-серый цвет.
К цветным металлам и сплавам относятся медь, цинк, алюминий и сплавы на их основе. Детали из алюминиевых сплавов имеют серебристо-серый цвет и отличаются сравнительно легким весом. Бронзовые и латунные детали узнают по золотисто-красному и золотисто-желтому цвету.
В общем случае при обозначении материала в основной надписи в графе Материал указывают: название материала, его марку и номер ГОСТа. Допускается исключать из записи слова: сталь, чугун, бронза и др. в тех случаях, когда марка материала имеет условное обозначение: Ст, СЧ, Бр и др.
Приведем некоторые распространенные материалы, их марки и примеры обозначения на чертежах.
Серый чугун (ГОСТ 1412-85). Марки СЧ 00, СЧ 12, СЧ 15, СЧ 18, СЧ 21, СЧ 28. Цифры в обозначении марки указывают предел прочности при растяжении.
Пример обозначения: СЧ 18 ГОСТ 1412-85
Сталь углеродистая обыкновенного качества (ГОСТ 380-94). Выпускаются марки: Ст 0, Ст 1…Ст 7, причем марки стали расположены в порядке возрастания в них углерода. Но цифры в обозначении марок не выражают его количества, а лишь указывают порядковый номер стали, например, Ст 3 ГОСТ 380-94.
Сталь углеродистая качественная конструкционная (ГОСТ 1050-88).
Выпускаются марки: 08, 10, 15, 20… и другие с нормальным содержанием марганца или 15Г, 20Г, 30Г… и другие с повышенным содержанием марганца. Цифры в маркировке стали обозначают среднее содержание углерода в сотых долях процента, буква Г означает приблизительное содержание марганца, когда минимальное содержание его выше 1 %.
Пример обозначения: Сталь 45 ГОСТ 1050-88 или Сталь 65Г ГОСТ 1050-88.
Сталь конструкционная легированная (ГОСТ 4543-71). Существует значительное количество марок легированных сталей, наиболее распространенные: хромистые – 20Х, 30Х; хромованадиевые -20ХФ; хромоникелевые – 20 ХН, 40 ХН; хромомарганцовистые – 35ХГ2.
Пример обозначения: Сталь 20ХН ГОСТ 4543-71.
Латунь литейная (ГОСТ 17711-80) и латунь, обрабатываемая давлением (ГОСТ 15527-70). Некоторые марки: ЛЦ 40Мц3А, Л68 и др.
Пример обозначения: ЛАЖМц66-6-3-2 ГОСТ 17711-80.
Бронзы оловянистые литейные (ГОСТ 613-79) и бронзы безоловянистые, обрабатываемые давлением (ГОСТ 18175-78). Некоторые марки: Бр О3Ц12С5, Бр О4Ц7С5, Бр А5, Бр А7 и другие. Примеры обозначения: Бр ОЦС3-12-5 ГОСТ 613-79, Бр А7 ГОСТ 18175-78.
Алюминиевые сплавы, обрабатываемые давлением (ГОСТ 4784-74), марки АК 4, АК 6…
Алюминиевые сплавы литейные (ГОСТ 1583-83Е), марки АЛ2, АЛ9…
Силумин – сплав алюминия с кремнием, предназначен для изготовления деталей сложной формы, например, карбюраторов. Примеры обозначения: Алюминий 18 ГОСТ 4784-74, АЛ 2 ГОСТ 1583-89Е.
Пластмассы – полимерные материалы (ГОСТ 5689-79).
Применение неметаллических материалов как заменителей металлосплавов имеет все возрастающее значение, а металлополимерные материалы (пластмассы с армированием их металлосплавами) оказались весьма эффективными.
Примеры обозначений: Волокнит – ВЛ-2 ГОСТ 5689-79; текстолит ПТ-3 ГОСТ 5-78.
Материалы, характеризуемые сортаментами. Для деталей, изготовленных из материала определенного профиля и размера (проволока, лист, лента, трубы, шестигранные и круглые прутки и др.), должны указываться:
а) наименование материала;
б) обозначение (марка, типоразмер, состояние поставки и др.)сортового материала;
в) ГОСТ сортамента;
г) марка материала.
Пример условного обозначения детали, изготовляемой из горячекатаной стали шестигранного профиля по ГОСТ 2879-69 обычной точности прокатки размером вписанного круга (размером «под ключ») 22 мм, марки стали 25 по ГОСТ 1050-88:
22 ГОСТ 2879-88
Шестигранник ----------------------- .
25 ГОСТ 1050-88
studfiles.net
| Серый чугун | СЧ 15 СЧ 18 | ГОСТ 1412 – 85 | СЧ 15 ГОСТ 1412 – 85 СЧ 18 ГОСТ 1412 - 85 | Корпуса, муфты, крышки подшипников и пр. | |
| Чугун ковкий | КЧ37- 12 КЧ33- 8 | ГОСТ 1215 - 79 | Отливка КЧ33-8 ГОСТ 1215-79 | Хомуты, шкивы, тормозные рычаги. | |
| Сталь углеродистая обыкновенновенная | Ст. 3 Ст. 5 | ГОСТ 380 - 2005 | Ст. ГОСТ 380 - 2005 | Болты, гайки, шайбы, крышки, кронштейны | |
| Сталь углеродистая качественная конструкционная | 20 45 60 | ГОСТ 1050 - 99 | Сталь 20 ГОСТ 1050 - 99 | Валы, оси, зубчатые колеса, шпонки, пружины. | |
| Бронзы безоловянистые | Бр А9Ж3Л Бр А10Ж3Мц2 | ГОСТ 493 - 79 | Бр А9Ж3Л ГОСТ 493 - 79 | Арматура, антифрикционные детали | |
| Бронзы оловянистые | Бр 04Ц7С5 Бр 03Ц12С5 | ГОСТ 613 - 79 | Бр 04Ц7С5 ГОСТ 613 – 79 Бр 03Ц12С5 ГОСТ 613 - 79 | Арматура общего назначения | 19 |
| Латуни | ЛКС | ГОСТ 1020 - 97 | ЛКС ГОСТ 1020 - 97 | В качестве литейных материалов | |
| Алюминий и его сплавы | АК4 | ГОСТ 4784 – 97 | АК4 ГОСТ 4784 - 97 | Ленты, листы, трубы, шины, поковки | |
| Винипласт листовой | ВН ВП ВД | ГОСТ 9639 – 71 | Лист винипласта ВН 1300 х 500 х 2 ГОСТ 9639 - 71 | Корпуса кранов, вентилей | |
| Текстолит | ПТ ПТК | ГОСТ 5 – 78 | Текстолит ПТК 20, сорт 1, ГОСТ 5 - 78 | Шкивы, втулки, втулки, кронштейны | |
| Пластины резиновые | МБС - маслобензостойкая | ГОСТ 7338 – 90 | Пластина МБС – С – 3 ГОСТ 7338 - 90 | Прокладки, клапаны, уплотнители | |
| Кожа техническая | Кожа 3, где 3 – толщина, мм | ГОСТ 21047 – 75 | Кожа 3 ГОСТ 21047 75 | Манжеты, прокладки, приводные ремни |
studfiles.net
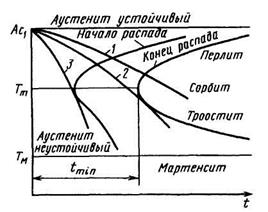
Обозначение прутков, полосы и мотков из инструментальной нелегированной стали (по ГОСТ 1435-99)
Металлопродукцию изготовляют в прутках, полосах и мотках. По форме, размерам и предельным отклонениям металлопродукция должна соответствовать требованиям:
Примеры условных обозначений

Также может быть интересно
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stanok-3d.ru
Обозначение шероховатости на чертежах
На поверхностях, которые не подлежат обработке ставят знак
На поверхностях, вид обработки которых конструктор не устанавливает
На поверхностях, получаемых удалением слоя материала (точением, фрезерованием, сверлением, шлифованием, травлением)составляют знак
Если шероховатость обозначают по параметру Rz, над значком пишут буквы Rz и максимальную допускаемую шероховатость в мкм
Rz20
Если шероховатость обозначают по параметру Rа, над значком пишут максимальную допускаемую шероховатость в мкм. Буквы Rа над значком не пишут.
1,25
Rz ≈ 4* Rа
Если конструктор назначает не предельную шероховатость, а интервал – записывают две цифры границы интервала
Есть и более сложное обозначение
попировать
2,5 Базовая длина
С Направление рисок
В некоторых случаях существенную роль играет направление рисок (например от направления рисок по отношению к направлению движения зависит коэффициент трения).
Предусмотренные стандартом направления рисок обозначают следующим образом:
–параллельное
–перпендикулярное
–перекрещивающееся
–произвольное М
–кругообразное С
–радиальное R
12,5
3,2
0,16
0,08
0,16
Допускаемую величину шероховатости конструктор выбирает исходя из функционального назначения каждой поверхности с учётом соображений стоимости обработки.
Методы контроля шероховатости:
Волнистость шероховатостей деталей – это совокупность периодически повторяющихся неровностей, у которых расстояния между смежными выступами и впадинами превышает базовую длину.
Волнистость занимает промежуточное положение между погрешностями формы и шероховатостью
liSWi
LW
Высота волнистости - Wz – среднее арифметическое из пяти её значений, определённых на длине участка измерения LW, равной не менее пяти действительным наибольшим шагом SW волнистости.
Численные значения волнистости для простановки на чертежах выбирают из ряда допускаемых предельных значений волнистости 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200 мкм.
Наибольшая высота волнистости Wmax – это расстояние между наивысшей и наинизшей точками профиля в пределах LW, измеренное на одной полной волне.
Средний шаг волнистости SW – среднее арифметическое значение длин отрезков средней линии SWi, соответствующих полной волне.
на чертежах волнистость обозначают довольно редко.
Лекция 12 и 13
Взаимозаменяемость резьбовых соединений. Классификация резьбовых соединений. Общие принципы обеспечения взаимозаменяемости цилиндрических резьб. Отклонение шага и угла профиля резьбы и их диаметральная компенсация. Классы, степени точности и длины свинчивания резьб. Посадки метрических резьб. Резьбовые калибры.
Резьбовые соединения широко распространены в машиностроении. Порядка 60% деталей имеют резьбу.
По эксплуатационному назначению различают резьбы общего применения и специальные.
Резьбы общего применения подразделяются:
Основные параметры и краткая характеристика крепёжных цилиндрических резьб.
Р
ГАЙКА
Р/8
α
Р/2 БОЛТ
Р/4
Ось резьбы
Профиль и основные параметры метрической резьбы для Ø1–600 мм регламентируется СТ СЭВ 180-75.
d(D) – наружный диаметр; d2(D2) – средний диаметр; d1(D1) – внутренний диаметр; Р – шаг; для многозаходной резьбы: n – число заходов; Рn=Р·n – ход резьбы; α – угол профиля; β и γ – углы наклона сторон профиля; Н – высота исходного треугольника; ψ – угол подъёма резьбы.
Для уменьшения трения в резьбовом соединении выступы профиля гайки и болта выполняют плоскосрезанной формы.
С целью повышения усталостной прочности резьбы форму впадин гайки и болта выполняют закруглённой.
Метрические резьбы бывают с крупным и мелким шагом.
Установлено три ряда диаметров метрической резьбы и каждый диаметр имеет крупный и мелкие шаги, с тем, чтобы при выборе резьб первый ряд предпочитать второму, второй – третьему.
Другие типы резьб мы подробно рассматривать не будем т.к. вы их изучали в курсе детали машин.
Системы допусков и посадок, обеспечивающие взаимозаменяемость всех типов резьб с прямолинейными боковыми сторонами профиля, построены по единым принципам – они учитывают особенности конструкции резьбовых деталей и наличие взаимосвязи погрешностей отдельных параметров резьбы.
Предельные контуры резьбы
На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур.
Рассмотрим предельные контуры резьбы на примере резьбового соединения с основными отклонениями типа Н/h
Р
Наиб. пред контур гайки
Ном. контур
Наименьший пред контур болта
60о
H
h
ГАЙКА
БОЛТ
На рисунке жирной линией показан номинальный контур, от которого в направлении, перпендикулярном оси резьбы, откладывают отклонения и располагают поля допусков диаметров резьбы.
На рисунках резьбовых соединений обычно откладывают половину допуска на соответствующий диаметр, предполагая, что он симметрично распределяется на противоположные стороны болта или гайки.
Контуры, описанные по предельным отклонениям, образуют предельные контуры.
В данном резьбовом соединении наименьший предельный контур гайки и наибольший предельный контур болта совпадают с номинальным контуром.
При изготовлении резьбовых деталей неизбежны погрешности профиля и размеров резьбы.
Для обеспечения свинчивания и качества резьбового соединения действительные контуры не должны выходить за предельные контуры.
Отклонения шага и угла профиля резьбы и их диаметральная компенсация
У всех цилиндрических резьб с прямолинейными боковыми сторонами профиля отклонения шага и угла профиля для обеспечения свинчивания могут быть скомпенсированы соответствующим изменением действительного среднего диаметра резьбы.
Отклонением шага резьбы ΔР называют разность между действительным и номинальным расстояниями в осевом направлении между двумя средними точками любых одноимённых боковых сторон профиля в пределах длины свинчивания.
Отклонения шага складываются из прогрессивных погрешностей шага, пропорциональных числу витков, периодических, изменяющихся по периодическому закону. И местных, не зависящих от числа витков.
α
ΔРn
Наложим на осевые сечения резьбы гайки, имеющей номинальный профиль, сечение резьбы болта, у которого шаг увеличен на длине свинчивания на ΔРn.
При равенстве диаметров резьбы болта и гайки эти детали не свинтятся.
Для обеспечения свинчивания необходимо уменьшить средний диаметр болта или увеличить средний диаметр гайки на величину fp – называемую диаметральной компенсацией погрешности шага
, (мкм).
Отклонением половины угла профиля резьбы называется разность между действительными и номинальными значениями.
Эта погрешность может быть вызвана погрешностью полного угла при равенстве половин угла или перекосом профиля относительно оси резьбы.
Величину при симметричном профиле резьбы находят как среднее арифметическое из абсолютных величин отклонений обеих половин угла профиля
f
Наложим на осевое сечение резьбы гайки, имеющей номинальный профиль, сечение резьбы болта, имеющего погрешность половины угла профиля .
При равенстве диаметров резьбы болта и гайки эти детали не будут свинчиваться.
Для обеспечения свинчивания необходимо уменьшить средний диаметр болта или увеличить средний диаметр гайки на величину fα – называющую диаметральной компенсацией погрешности половины угла профиля
где – рабочая высота профиля;
–отклонение половины угла профиля (рад).
Приведенный средний диаметр резьбы
Приведенным средним диаметром резьбы называется величина среднего диаметра резьбы, увеличенная для наружной и уменьшенная для внутренней резьбы на суммарную диаметральную компенсацию отклонений шага и угла профиля.
Приведенный средний диаметр можно представить как средний диаметр теоретической резьбы, не имеющей отклонений шага и угла профиля, которая свинчивается с действительной резьбой без зазора и без натяга.
Система допусков и посадок метрических резьб.
Внутренние и наружные резьбы общего назначения, а так же большинство специальных резьб соединяются по боковым сторонам профиля.
Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по d(D) и d1(D1).
В зависимости от характера сопряжения по боковым сторонам профиля, т.е. по среднему диаметру, различают резьбовые посадки с зазором, с натягом и переходные.
Резьбовые посадки с зазором.
Для получения посадок резьбовых деталей с зазором предусмотрены следующие основные отклонения наружной и внутренней резьбы.
ГАЙКА
Е
F
0g h G 0
f Н
е
d
БОЛТ
Для наружных резьб, т.е. болтов отклонения назначают на средний диаметр d2 и наружный диаметр d
Для внутренних резьб, т.е. гаек отклонения назначают на средний диаметр D2 и внутренний диаметр D1.
На внутренний диаметр болта и наружный диаметр гайки по впадинам резьбы, отклонения не назначают.
По точности резьбы разделяют на классы точности и степени точности.
По международной классификации различают три класса точности резьб – точный класс, средний класс, грубый класс.
Степень точности резьбы обозначают цифрой перед буквой, обозначающей основное отклонение.
4h5h; 5H6H; 7g6g; 7H; 6d.
По аналогии с квалитетами, – чем меньше цифра, тем выше точность
Посадка образуется сочетанием поля допуска гайки и болта и обозначается дробью – в числителе для гайки степень точности и основное отклонение среднего диаметра, а затем степень точности и основное отклонение внутреннего диаметра; в знаменателе для болта степень точности и основное отклонение среднего диаметра, а затем степень точности и основное отклонение наружного диаметра.
; ;.
Для выбора степени точности необходимо знать длину свинчивания
Установлено три группы длин свинчивания
S – малые длины свинчивания, когда
N – нормальные длины свинчивания, когда
L – большие длины свинчивания, когда
Рассмотрим резьбовую посадку с зазором типа Н/h (с нулевым зазором)
Рассмотрим резьбовую посадку с зазором типа G/g
При одинаковых степенях точности наружной и внутренней резьбы допуски внутренней резьбы примерно на 30% шире, чем наружной т.к. при обработке внутренних резьб той же точности добиться сложнее, чем при обработке наружных.
Резьбовые посадки с натягом (по среднему диаметру)
Резьбовые соединения с натягом применяют в тех случаях, когда по условиям работы соединения под воздействиям вибраций, переменных нагрузок, изменений температуры недопустимо самоотвинчивание и нарушение герметичности.
Примером может служить посадка резьбы шпилек в корпуса двигателей. Шпильку следует ввинчивать в корпус настолько туго, чтобы исключить её проворачивание при затяжке в процессе сборки и эксплуатации или при отвинчивании гайки (соединенной по посадке H/h с другим концом шпильки) для ремонта и осмотра механизма.
Посадки с натягом регламентированы СТ СЭВ 306–76, который распространяется на метрические резьбы диаметрами от 5 до 45 мм. и шагами от 0,8 до 3 мм.
По технологическим соображениям резьбовые посадки с натягом предусмотрены только в системе основного отверстия т.е. поле допуска на средний диаметр внутренней резьбы принимается типа Н.
6е
6с
4r
3р
2Н
3n
5С
4С
5D
4D
Наружная резьба
Внутренняя резьба
По аналогии с резьбовыми посадками с зазором, в резьбовых посадках с натягом не назначают отклонения на наружный диаметр внутренней резьбы и на внутренний диаметр наружной резьбы т.е. на диаметры впадин.
Т.к. крутящий момент при затяжке резьбового соединения с натягом существенно зависит от натяга, то отклонения на средний диаметр назначают по более высокой степени точности (2 – 3), а на остальные диаметры по 4 – 6.
Кроме того, применяют селективную сборку т.е. сортировку резьбовых деталей перед сборкой.
Количество групп сортировки указывают в скобках в обозначении резьбового соединения, при этом для наружной резьбы (болта) указывается только поле допуска на средний диаметр.. Длина свинчивания должна быть 1d … 1,25d для стальных деталей, ибо от длины свинчивания зависит величина натяга.
Методы и средства контроля точности метрических резьб
Точность резьбы контролируют дифференцированным (поэлементным) или комплексным методами.
Дифференцированный метод контроля применяют в том случае, когда допуски даны отдельно на каждый параметр резьбы. При этом отдельно проверяют средний диаметр, шаг и половину угла профиля. Заключение о годности дают по каждому параметру отдельно.
Этот метод сложен, трудоёмок, а поэтому его применяют в основном для контроля точных резьб (только пружинных).
Для этого используют универсальные и инструментальные микроскопы, контактные приборы, на которых измерения проводят методом двух или трёх проволочек, и резьбовые микроскопы.
Комплексный метод основан на одновременном контроле всех параметров резьбы.
Это достигается с помощью предельных калибров, а для резьб малых диаметров с помощью проектов, когда действительный контур проверяемой резьбы сравнивается с предельными контурами.
Система калибров и допусков для них разработана для резьбы 4 – 8 степени точности диаметром от 1 – 600 мм.
В комплект входят рабочие проходные и непереходные калибры.
Для контроля наружных резьб применяются калибры – кольца или калибры скобы.
Для контроля внутренних резьб – калибры пробки.
Резьбовая деталь считается годной если проходной калибр свинчивается, а непроходной нет.
studfiles.net
ГОСТ 2.306-68 ЕСКД. Обозначения графические материалов и правила…
ГОСТ 2.306-68
Группа Т52
Единая система конструкторской документации
ОБОЗНАЧЕНИЯ ГРАФИЧЕСКИЕ МАТЕРИАЛОВ И ПРАВИЛА ИХ НАНЕСЕНИЯ НА ЧЕРТЕЖАХ
Unified system for design documentation. Graphical designations of materials and rules for their representation
МКС 01.080.30
Дата введения 1971-01-01
1. РАЗРАБОТАН И ВНЕСЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 28 мая 1968 г. N 758Изменение N 4 принято Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол N 23 от 28 февраля 2006 г.)За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AZ, AM, BY, KZ, KG, MD, RU, TJ, TM, UZ, UA [коды альфа-2 по МК (ИСО 3166) 004]
3. (Исключен, Изм. N 4).
4. ВЗАМЕН ГОСТ 3455-59 и ГОСТ 11633-65
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 21.501-93 | 4 |
6. ИЗДАНИЕ (август 2007 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1980 г., сентябре 1987 г., марте 1989 г., июне 2006 г. (ИУС 11-80, 12-87, 7-89, 9-2006)
1. Настоящий стандарт устанавливает графические обозначения материалов в сечениях и на фасадах, а также правила нанесения их на чертежи всех отраслей промышленности и строительства.(Измененная редакция, Изм. N 2).
1a. Общее графическое обозначение материалов в сечениях независимо от вида материалов должно соответствовать черт.1а.
Черт.1a
(Введен дополнительно, Изм. N 1).
2. Графические обозначения материалов в сечениях в зависимости от вида материалов должны соответствовать приведенным в табл.1.Допускается применять дополнительные обозначения материалов, не предусмотренных в настоящем стандарте, поясняя их на чертеже.
Таблица 1
Материал | Обозначение |
1. Металлы и твердые сплавы | |
2. Неметаллические материалы, в том числе волокнистые монолитные и плитные (прессованные), за исключением указанных ниже | |
3. Древесина | |
4. Камень естественный | |
5. Керамика и силикатные материалы для кладки | |
6. Бетон | |
7. Стекло и другие светопрозрачные материалы | |
8. Жидкости | |
9. Грунт естественный |
Примечания:
1. Композиционные материалы, содержащие металлы и неметаллические материалы, обозначают как металлы.
2. Графическое обозначение п.3 следует применять, когда нет необходимости указывать направление волокон.
3. Графическое обозначение п.5 следует применять для обозначения кирпичных изделий (обожженных и необожженных), огнеупоров, строительной керамики, электротехнического фарфора, шлакобетонных блоков и т.п.(Измененная редакция, Изм. N 1, 2).
3. Устанавливают следующие обозначения сетки и засыпки из любого материала (в сечении), указанные на черт.1.
а - сетка; б - засыпка
Черт.1
4. При выделении материалов и изделий на виде (фасаде) графические обозначения их должны соответствовать указанным в табл.2.
Таблица 2
Материал | Обозначения |
1. Металлы | |
2. Сталь рифленая | |
3. Сталь просечная | |
4. Кладка из кирпича строительного и специального, клинкера, керамики, терракоты, искусственного и естественного камней любой формы и т.п. | |
5. Стекло |
Примечания:
1. (Исключено, Изм. N 1).
2. Для уточнения разновидности материала, в частности, материалов с однотипным обозначением, графическое обозначение следует сопровождать поясняющей надписью на поле чертежа.
3. В специальных строительных конструктивных чертежах для армирования железобетонных конструкций должны применяться обозначения по ГОСТ 21.501.
4. Обозначение материала на виде (фасаде) допускается наносить не полностью, а только небольшими участками по контуру или пятнами внутри контура.
5. Наклонные параллельные линии штриховки должны проводиться под углом 45° к линии контура изображения (черт.2а) или к его оси (черт.2б), или к линиям рамки чертежа (черт.2).
Черт.2а
Черт.2б
Если линии штриховки, приведенные к линиям рамки чертежа под углом 45°, совпадают по направлению с линиями контура или осевыми линиями, то вместо угла 45° следует брать угол 30° или 60° (черт.3 и 4).
Черт.2
Черт.3
Черт.4
Линии штриховки должны наноситься с наклоном влево или вправо, но как правило, в одну и ту же сторону на всех сечениях, относящихся к одной и той же детали, независимо от количества листов, на которых эти сечения расположены.(Измененная редакция, Изм. N 1).
6. Расстояние между параллельными прямыми линиями штриховки (частота) должно быть, как правило, одинаковым для всех выполняемых в одном и том же масштабе сечений данной детали и выбирается в зависимости от площади штриховки и необходимости разнообразить штриховку смежных сечений. Указанное расстояние должно быть от 1 до 10 мм в зависимости от площади штриховки и необходимости разнообразить штриховку смежных сечений.(Измененная редакция, Изм. N 2).
7. Узкие и длинные площади сечений (например, штампованных, вальцованных и других подобных деталей), ширина которых на чертеже от 2 до 4 мм, допускается штриховать полностью только на концах и у контуров отверстий, а остальную площадь сечения - небольшими участками в нескольких местах (черт.5 и 6). Линии штриховки стекла (черт.7) следует наносить с наклоном 15-20° к линии большей стороны контура сечения.
Черт.5
Черт.6
Черт.7
(Измененная редакция, Изм. N 4).
8. Узкие площади сечений, ширина которых на чертеже менее 2 мм, допускается показывать зачерненными с оставлением просветов между смежными сечениями не менее 0,8 мм (черт.8, 9). В строительных чертежах допускается на сечениях незначительной площади любой материал обозначать как металл или вообще не применять обозначение, сделав поясняющую надпись на поле чертежа.
Черт.8
Черт.9
9. Обозначение, указанное в п.3 табл.1, и обозначение засыпки в сечении выполняют от руки.(Измененная редакция, Изм. N 1).
10. Для смежных сечений двух деталей следует брать наклон линий штриховки для одного сечения вправо, для другого - влево (встречная штриховка).При штриховке "в клетку" для смежных сечений двух деталей расстояние между линиями штриховки в каждом сечении должно быть разным.В смежных сечениях со штриховкой одинакового наклона и направления следует изменять расстояние между линиями штриховки (черт.10) или сдвигать эти линии в одном сечении по отношению к другому, не изменяя угла их наклона (черт.11).
Черт.10
Черт.11
11. При больших площадях сечений, а также при указании профиля грунта допускается наносить обозначение лишь у контура сечения узкой полоской равномерной ширины (черт.12).
Черт.12
(Измененная редакция, Изм. N 1).
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:официальное издание Единая система конструкторской документации:Сб. ГОСТов. - М.: Стандартинформ, 2007
docs.cntd.ru
10.4 Графические обозначения материалов на чертежах
ГОСТ 2.306 – 68 устанавливает графические обозначения материалов в сечениях и на фасадах, а также правила нанесения их на чертежи всех отраслей промышленности и строительства.
Общее графическое обозначение материалов на чертежах должно соответствовать показанному на рис. 51
Рис.51
Графические обозначения материалов.
| Материал | Обозначение |
| 1. Металлы и твердые сплавы | |
| 2. Неметаллические материалы, в том числе волокнистые монолитные и плитные (прессованные), за исключением указанных ниже | |
| 3. Дерево | |
| 4. Камень естественный | |
| 5. Керамика и силикатные материалы для кладки | |
| 6. Бетон | |
| 7. Стекло и другие светопрозрачные материалы | |
| 8. Жидкости | |
| 9. Грунт естественный |
Примечания:
Наклонные параллельные линии штриховки должны проводиться под углом 450 к линии контура изображения или к его оси, или к линиям рамки чертежа.
Если линии штриховки, проведенные к линиям рамки чертежа под углом 450, совпадают по направлению с линиями контура, или осевыми линиями, то вместо угла 450 следует брать угол 300 или 600.
Линии штриховки должны наноситься с наклоном вправо или влево, но, как правило, в одну и ту же сторону на всех сечениях, относящихся к одной и той же детали, независимо от количества листов, на которых эти сечения расположены.
Расстояние между параллельными, прямыми линиями штриховки должно быть, как правило, одинаковым для всех, выполняемых в одном и том же масштабе, сечений данной детали и выбирается в зависимости от площади штриховки и необходимости разнообразить штриховку смежных сечений. Указанное расстояние должно составлять 1-10 мм.
СПИСОК ЛИТЕРАТУРЫ
1. ГОСТ 2.001-70 Общие положения Единой системы конструкторской документации
2. ГОСТ 2.104-68 Основные надписи
3. ГОСТ 2.301-68 Форматы
4. ГОСТ 2.302-68 Масштабы
5. ГОСТ 2.303-68 Линии
6. ГОСТ 2.304-81 Шрифты чертежные
7. ГОСТ 2.305-68 Изображения – виды , разрезы, сечения.
7. ГОСТ 2.307-68 Нанесение размеров и предельных отклонений
9. Федоренко В.А. Справочник по машиностроительному черчению / В.А. Федоренко, А.И. Шошин. –15-е изд., перераб. и доп. – Л.: Машиностроение, 1984. – 416 с.
10. Чекмарев А.А. Справочник по машиностроительному черчению / А.А. Чекмарев, В.К. Осипов. – Высшая школа, 2000. – 671 с.
Приложение 1
Пример выполнения титульного листа
Приложение 2
Пример выполнения листа «Геометрическое черчение»
Приложение 3
Пример выполнения чертежа «Проекционное черчение»
Приложение 4
Пример выполнения чертежа «Сечения вала»
Кремлева Людмила Викторовна
Методические указания по дисциплине «Начертательная геометрия и инженерная графика
studfiles.net
92. Нанесение обозначений материалов на рабочих чертежах деталей
На рабочих чертежах деталей помещают необходимые данные, характеризующие свойства материала готовой детали и материала, из которого деталь должна быть изготовлена.
В основной надписи чертежа детали указывают вид, наименование и марку материала в соответствии со стандартом или другими нормативными документами.
Углеродистую сталь обыкновенного качества обозначают: Ст, Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5, Ст. 6. В графе 3 основной надписи записывают, например: Ст. 3 ГОСТ 380—88.
В обозначение углеродистой качественной конструкционной стали входят двузначные числа, показывающие содержание углерода в сотых долях процента: 0,5 кп (кипящая), 0,8 кп, 0,8,10 кп, 10,15 кп, 15, 201 20,26,30,35,40 и т. д. В основной надписи записывают, например: «Сталь У25 ГОСТ 1050—88».
Углеродистую инструментальную сталь обозначают буквой «У» с указанием содержания углерода, например У8 ГОСТ 1435—90.
Легированные машиностроительные стали имеют обозначения легирующих элементов: Г — марганец, С — кремний, X — хром, Н — никель, М — молибен и т. д. и процентное содержание этих элементов, например хромоникелевая сталь марки 20 ХН: «Сталь 20ХН ГОСТ 4543—71».
Серый чугун (СЧ) в своем обозначении содержит предел прочности на растяжение (первые две цифры), предел прочности на изгиб (вторые две цифры), например: «СЧ 18—36 ГОСТ 1412—85».
Ковкий чугун (КЧ) в своем обозначении содержит предел прочности на растяжение (первые две цифры) и удлинение в процентах (вторые две цифры), например: «КЧ35—10 ГОСТ 1215—79».
Медь (М) изготовляется марок МО, Ml, М2, МЗ, М4. В основной надписи записывают, например: «М4 ГОСТ 859—78».
Латунь — медно-цинковый сплав, обрабатываемый давлением, изготовляется марок Л96, Л90, Л70, Л А Н. В основной надписи записывают, например: «Л70 ГОСТ 15527—70».
Латунь — медно-цинковый сплав литейный выпускают марок ЛА67-2,5; ЛАЖМц 66-6-3-2; ЛМцС 58-1Н; ЛК80-ЗЛ и др. Первые две цифры означают процентное содержание меди, а остальные — процентное содержание компонентов (алюминия А, железа — Ж, марганца— Мц и др.). В основной надписи записывают, например: «ЛАЖМц 66-6-3-2 ГОСТ 17711—80».
Бронзы оловянные литейные изготовляют марок Бр. ОЦСН 3-7-5-1; БР. ОСЦ 3-12-5; Бр. ОСЦ 5-5-5 и др. Цифры обозначают процентное содержание компонентов (олово — О, цинк — Ц, свинец — Сит. д.), остальное — медь. Пример условной записи: «Бр. ОСЦ 5-5-5 ГОСТ 613—79».
Бронзы безоловянные специальные бывают марок Бр. 45, Бр. А7, Бр АЖН 10-44, Бр. Мц 5 и др. Пример обозначения: «Бр. Мц 5 ГОСТ 18175—78».
Алюминиевые сплавы АЛ, АК, Д1, Д6, Д7 записываются в основной надписи по типу: «АЛ 4 ГОСТ 2685—75; АК 2 ГОСТ 4784—74; Д6 ГОСТ 13722—68».
Все металлы имеют единое условное графическое обозначение (штриховку) на изображениях в разрезах и сечениях (см. ГОСТ 2.306—68). Если деталь изготовляется из сортаментного материала (листа, прутка, проволоки, профиля и т. д.), то обозначают не только материал, но и сортамент с его размерами и номером стандарта на этот сортамент, например:
50ГОСТ2590-88
------------------------ круг;
Ст.3ГОСТ535-88
25 ГОСТ 8560267
----------------------- шестигранник.
45ГОСТ1051-73
Из широко используемых неметаллических материалов можно выделить следующие:
резина листовая техническая по ГОСТ 7338—90;
паронит по ГОСТ 481—80;
винипласт листовой по ГОСТ 9639—71;
текстолит конструкционный;
гетинакс по ГОСТ 2718—74;
полиэтилен по ГОСТ 16338—85;
фторопласт по ГОСТ 14906—77.
Условные обозначения и марки этих материалов определяются их стандартами. Все перечисленные неметаллические материалы имеют единое условное графическое изображение на чертежах (штриховка «в клетку»).
lib.qrz.ru