- выделение избыточных карбидных фаз и σ-фазы при нагреве в интервале в интервале 450-900 ºС;
- образование в аустенитной основе δ-феррита при высокотемпературном нагреве;
- образование α-фазы мартенситного типа при холодной пластической деформации или охлаждении ниже комнатной температуры.
- при содержании углерода 0,084 % — уже в течение 1 минуты;
- при содержании углерода 0,054 % — в течение 10 минут;
- при содержании углерода 0,021 5 – через более чем 100 минут.
- закалка и
- стабилизирующий отжиг.
- в неопасное для межкристаллитной коррозии состояние для нестабилизированных сталей;
- в специальные карбиды для стабилизированных сталей.
- в 65 %-ной азотной кислоте при температуре до 85 ºС;
- в 80 %-ной азотной кислоте при температуре до 65 ºС;
- 100 %-ной серной кислоте при температуре до 65 ºС;
- в смесях азотной и серной кислот: (25 % + 70 %) и 10 % + 60 %) при температуре до 70 ºС;
- в 40 %-ной фосфорной кислоте при 100 ºС.
- Очень высокая коррозионная стойкость. Не боится обычной, морской воды, многих кислот и щелочей, крови, грязи и т.д. Долго держит блеск.
- Высокая, я бы даже сказал чудовищная вязкость и пластичность. Проволока из нее при нагрузке на разрыв удлиняется в 16 раз! Латунь и медь таким похвастаться не могут.… При усадке без нагрева в 8 раз (т.е. когда лента толщиной 4 мм расковывается до 0.5 мм) не дает никаких намеков на трещины или усталость. Свободно возвращает форму после деформаций и такие изгибы, которые обычную сталь давно бы разрушили, держит на 5+ и, причем еще можно и разогнуть обратно и ей ничего не будет. Но это если нет трещин, надрубов и т.д. все, же и у нее есть свой предел.
- Наклеп. Это самое важное, на мой взгляд, и полезное свойство. При холодной ковке эта сталь сильно твердеет, сохраняя вышеописанную вязкость. Твердость ее может достигать 45 единиц по Роквеллу (принято считать, что оптимальная твердость лезвия 50 – 60 единиц), все зависит от степени деформации. Это кстати позволяет управлять ее свойствами.
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.
Самодельные ножи из аустенитной нержавейки методом холодной ковки. Термообработка стали нержавеющей
Способ термообработки заготовки из нержавеющей хромистой стали
Изобретение относится к области термической обработке и может быть использовано при обработке заготовок высоконагруженных конструкций из стали 20Х13 и 30Х13 с заданными одновременно механическими и магнитными свойствами, в частности, при производстве короткозамкнутых роторов дисковой формы для торцевых гистерезисных двигателей высокооборотных центробежных устройств. Для обеспечения в стали предела текучести не менее 120 кгс/мм2, коэрцитивной силы в диапазоне от 3400 до 4400 А/м, твердости в диапазоне от 45 до 50 единиц HRC заготовку из стали 20Х13 или 30Х13 подвергают термической обработке путем закалки с температуры от 1000 до 1050°C в масле до комнатной температуры и двухступенчатого отпуска, при этом первый отпуск проводят при температуре от 350 до 450°С с охлаждением на воздухе до комнатной температуры, а второй отпуск при температуре от 480 до 520°C с охлаждением на воздухе до комнатной температуры. 3 табл.
Изобретение относится к области металлургии железа, в частности к изменению физических свойств нержавеющей хромистой стали путем термообработки. Изобретение может быть использовано при обработке заготовок высоконагруженных конструкций из стали с заданными одновременно механическими и магнитными свойствами, в частности при производстве короткозамкнутых роторов дисковой формы для торцевых гистерезисных двигателей высокооборотных центробежных устройств.
Изобретение направлено на решение прикладной задачи создания конструкционного материала с высокими механическими свойствами в сочетании с заданными магнитными гистерезисными характеристиками, с приемлемой для механической обработки твердостью и относительно низкой стоимостью сырья.
Техническим результатом изобретения является конструкционный материал, характеризуемый сочетанием величины предела текучести не менее 120 кгс/мм2, коэрцитивной силы в диапазоне от 3400 до 4400 А/м, твердости в диапазоне от 45 до 50 единиц HRC. В качестве исходного доступного и относительно дешевого сырья в изобретении используется нержавеющая хромистая сталь типа 30X13.
Хромистые нержавеющие стали типа 20X13, 30X13 относятся к мартенситному классу сталей [1], т.е. в закаленном состоянии они имеют структуру мартенсита. Это обеспечивает сталям при закалке высокие прочностные свойства при низкой пластичности. Наличие в стали довольно большого содержания хрома, имеющего большое сродство к углероду, приводит к необходимости поднимать (в сравнении с углеродистыми сталями) температуру и увеличивать время нагрева под закалку, чтобы растворить хромсодержащие карбиды и перевести хром в твердый раствор. Присутствие хрома в аустените стабилизирует его [2], что дает возможность проводить закалку не только в масле, но и на воздухе.
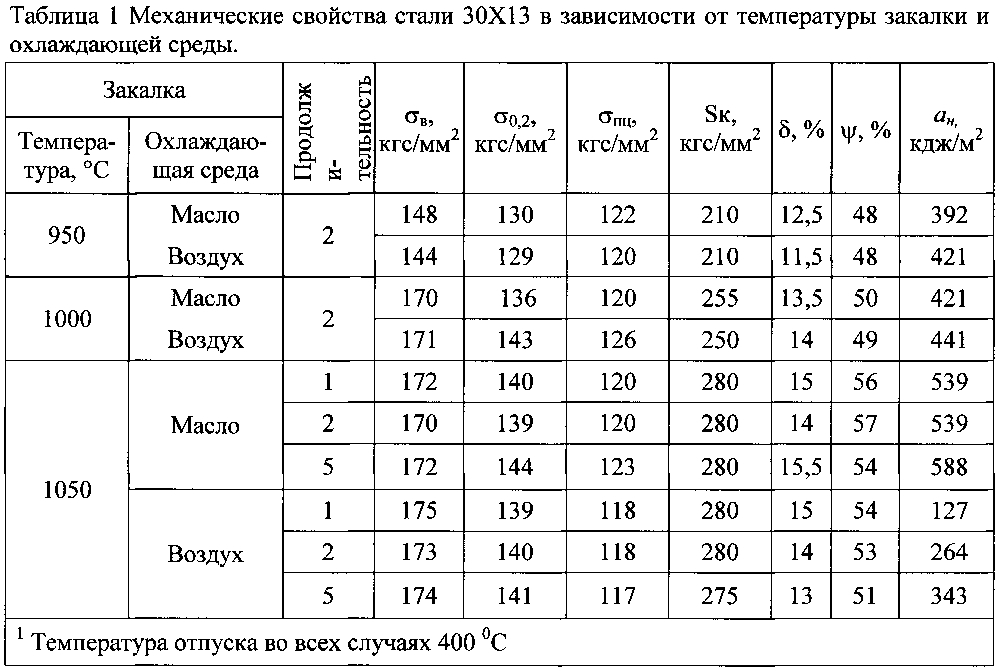
В таблице 1 приведены данные по влиянию температуры закалки на механические свойства стали 30X13 [1]. Видно, что прочностные свойства имеют тенденцию к росту с увеличением температуры закалки, влияния типа охлаждающей среды (масло или воздух), т.е. скорости охлаждения практически не прослеживается.
Более сложные процессы происходят при отпуске сталей типа 20X13, 30X13. Взаимодействие хрома и углерода в содержащей хром стали приводит к повышенной устойчивости стали при отпуске. Физико-механические свойства стали 30X13 меняются в зависимости от температуры отпуска после закалки при 1050°С [2]. Особенностью является практически полное отсутствие изменений свойств примерно до 500°С и затем резкое их уменьшение при температуре более 500°С.
Такая особенность выбранной сырьевой стали создает серьезные трудности при промышленном производстве, поскольку даже незначительные колебания технологических параметров (например, температуры печи) в сочетании с допустимыми колебаниями состава в пределах одной марки (для стали 30X13 содержание углерода колеблется в диапазоне 0,26-0,35% [4]) будут приводить к значительным изменениям контролируемых параметров - механических и магнитных свойств итогового конструкционного материала.
Из существующего уровня науки и техники известно несколько способов термообработки нержавеющих хромистых сталей, принятых за аналоги изобретения.
Известен способ термической обработки пружинных сталей мартенситного класса, например 30X13 (3X13) ГОСТ 5632-72, включающий закалку при 950-1050°С и последующий отпуск при 400°С [1]. Этот способ не позволяет достигнуть заданного сочетания механических и магнитных характеристик из-за повышенного содержания остаточного аустенита.
При температуре закалки 900-940°С снижается растворимость в аустените карбидов, а при мартенситном превращении уменьшается содержание остаточного аустенита, что исключает при отпуске в интервале 350-390°С образование вторичного неотпущенного мартенсита.
При закалке ниже 900°С в структуре пружинных сталей сохраняется остаточный феррит (признак недогрева при закалке), снижающий ее упругие свойства.
При повышении температуры закалки свыше 940°С происходит рост зерна, а за счет увеличения растворимости хрома в аустените происходит увеличение его устойчивости. Мартенситное превращение идет неполное, что способствует появлению остаточного аустенита. Наличие остаточного аустенита и превращение его в мартенсит под воздействием упругих напряжений приводит к локальным зонам понижения микропластичности, которые являются концентраторами разрушения в структуре стали, что способствует снижению ударной вязкости и релаксационной стойкости.
При температуре отпуска 350-390°С происходит распад остаточного аустенита с уменьшением количества зон пониженной микропластичности, что способствует повышению релаксационной стойкости изделий из пружинных сталей. Режим отпуска пружинных сталей после закалки обеспечивает не только создание определенной структуры продуктов превращения мартенсита, но и распад остаточного аустенита и выделение дисперсных карбидов.
При отпуске ниже 350°С происходит снятие структурных напряжений и перераспределение дислокаций, но сохраняется остаточный аустенит, что не способствует повышению релаксационной стойкости изделий из пружинных сталей.
При отпуске выше 390°С происходит изменение субструктуры мартенсита, дислокационной структуры, а дополнительный распад остаточного аустенита сопровождается грубым выделением карбидов по границам зерен, что приводит к снижению ударной вязкости, что также не способствует повышению релаксационной стойкости изделий из пружинных сталей.
Известен способ термической обработки пружинной стали, например 30X13, включающий закалку при температуре 1000-1050°С и отпуск при температуре 500°С [4].
Известен также способ термической обработки изделий из пружинных сталей мартенситного класса, включающий закалку и последующий отпуск, отличающийся тем, что закалку проводят при температуре 900-940°С и отпуск при температуре 350-390°С, выдерживают в течение одного часа и охлаждают на воздухе [5].
Экспериментально проверено, что указанные выше способы также не позволяют достигнуть заданного сочетания механических и магнитных свойств стали.
Наиболее близким к предлагаемому изобретению является способ термической обработки деформируемой коррозионно-стойкой стали 14Х17Н2, включающий нагрев под закалку, охлаждение в масле, двукратный отпуск с охлаждением в воде после каждого отпуска, отличающийся тем, что нагрев под закалку осуществляют при температуре 1040-1050°С, а нагрев при первом отпуске - при температуре 600-610°С [6]. Термическая обработка стали по этому прототипу приводит к повышению пластических характеристик и ударной вязкости, которые наиболее важны для высоко нагруженных деталей, что достигается выбором узкого диапазона температур при закалке и первом отпуске. В структуре металла после охлаждения от температуры закалки до комнатной образуется мартенсит и сохраняется некоторое количество мягких структурных составляющих феррита. Проведение первого отпуска при указанной температуре приводит к распаду мартенсита на ферритно-карбидную смесь, обеспечивая стабильное состояние отпущенной мартенситной составляющей. Однако экспериментально проверено, что термическая обработка нержавеющих хромистых сталей типа 20X13, 30X13 по этому прототипу не позволяет достигнуть заданного сочетания механических и магнитных свойств стали.
Технический результат по предлагаемому заявителем изобретению достигается путем термообработки нержавеющей хромистой стали: закалка при температуре от 1000 до 1050°С с охлаждением в масле до комнатной температуры и двухступенчатый отпуск заготовок, первый отпуск при температуре от 350 до 450°С, с последующим остыванием на воздухе до комнатной температуры, второй отпуск при температуре от 480 до 520°С с последующим остыванием на воздухе до комнатной температуры. Указанный режим термообработки был выбран в результате анализа следующих экспериментальных данных.
В таблице 2 приведены измеренные заявителем средние значения магнитных и механических свойств стали 30X13, полученные после термообработки заготовок при температуре закаливания 1020°С.
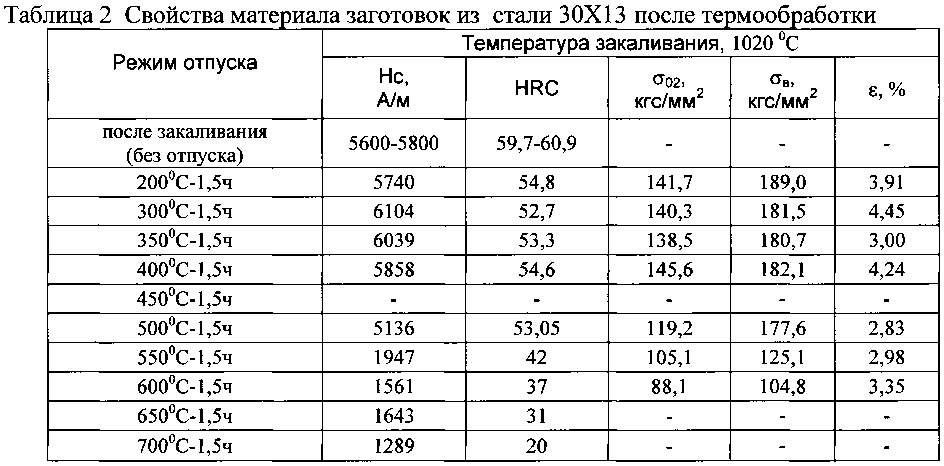
Как следует из таблицы 2, общий характер изменения свойств стали 30X13 с температурой отпуска, указанной в [1], полностью подтверждается. Примерно до 500°С свойства практически не изменяются, а в достаточно узком диапазоне температур от 500 до 700°С происходит резкое ухудшение свойств. Кроме того, возникают дополнительные сложности, связанные с тем, что практически невозможно подобрать такую температуру отпуска, которая могла бы одновременно обеспечить достижение требуемого сочетания значений для всех трех заданных параметров - предела текучести, коэрцитивной силы и твердости. Так, для достижения заданного уровня предела текучести необходимо провести отпуск при температуре примерно 400°С, но при этом коэрцитивная сила и твердость будут слишком высокими, и наоборот, при температуре 500-550°С, оптимальной для получения нужной величины коэрцитивной силы, предел текучести будет на уровне 105-110 кгс/мм2, а твердость слишком высока - выше 50 HRC.
Решением поставленной задачи является применение двухступенчатого отпуска: на первой ступени - низкотемпературный отпуск, на второй - отпуск при более высокой температуре. При таком сочетании можно ожидать достаточно высокого уровня прочностных свойств при сравнительно невысоком значении коэрцитивной силы.
Заявляемый способ обладает новизной в сравнении с аналогами и прототипом, отличаясь от них такими существенными признаками, как закаливание заготовки при температуре от 1000 до 1050°C с последующим охлаждением в масле до комнатной температуры и двухступенчатый отпуск заготовки, первый отпуск при температуре от 350 до 450°C с последующим охлаждением до комнатной температуры на воздухе, второй отпуск при температуре от 480 до 520°C с последующим охлаждением до комнатной температуры на воздухе, обеспечивающими в совокупности достижение заданного сочетания механических и магнитных свойств стали.
Заявителю неизвестны технические решения, обладающие совокупностью указанных отличительных признаков, обеспечивающих в совокупности достижение заданного результата, поэтому он считает, что заявляемый способ соответствует критерию «изобретательский уровень».
Заявляемый способ может найти широкое применение в технологии обработки нержавеющих хромистых сталей, в частности для производства короткозамкнутых роторов дисковой формы для торцевых гистерезисных двигателей высокооборотных центробежных устройств, а потому соответствует критерию «промышленная применимость».
Заявляемый способ термообработки нержавеющей хромистой стали заключается в следующем.
Для закаливания заготовку помещают в печь, предварительно нагретую до температуры от 1000 до 1050°С, выдерживают заготовку в печи до достижения стационарной температуры, вынимают из печи, помещают в масло с комнатной температурой, охлаждают до комнатной температуры. Для первого отпуска закаленную заготовку помещают в печь, предварительно нагретую до температуры от 350 до 450°С, выдерживают заготовку в печи до достижения стационарной температуры, вынимают из печи, охлаждают до комнатной температуры на воздухе. Для второго отпуска закаленную и отпущенную один раз заготовку помещают в печь, предварительно нагретую до температуры от 480 до 520°С, выдерживают заготовку в печи до достижения стационарной температуры, вынимают из печи, охлаждают до комнатной температуры на воздухе.
Заявляемый способ термообработки нержавеющей хромистой стали осуществляется следующим образом, указанным в примере.
Пример
Брали восемь заготовок из нержавеющей хромистой стали в виде диска ⌀100 мм с центральным отверстием ⌀13 мм и толщиной 1,8 мм. Металл заготовок проанализировали на содержание углерода, по результатам которого установили, что содержание углерода (0.32-0.33%) соответствует составу стали 30X13.
В соответствии с предлагаемым способом поместили заготовки в печь, предварительно нагретую до температуры 1020°С, выдержали заготовку в печи до достижения стационарной температуры, вынули из печи, поместили в масло с комнатной температурой, охладили до комнатной температуры. Для первого отпуска закаленную заготовку поместили в печь, предварительно нагретую до температуры 400°С, выдержали заготовку в печи до достижения стационарной температуры, вынули из печи, охладили до комнатной температуры на воздухе. Для второго отпуска закаленную и отпущенную один раз заготовку поместили в печь, предварительно нагретую до температуры 500°С, выдержали заготовку в печи до достижения стационарной температуры, вынули из печи, охладили до комнатной температуры на воздухе.
Механические свойства материала термообработанных заготовок определяли по ГОСТ 1497-84 на 4 плоских образцах длиной 80 мм и шириной 5 мм, вырезанных из каждой заготовки. В качестве испытательного оборудования использовали универсальную разрывную машину UTS-100. Образцы по 25 мм с каждой стороны зажимали в захватах разрывной машины, измерение удлинения образцов проводили контактным оптическим экстензометром на базе 20 мм.
Коэрцитивную силу измеряли на установке контроля магнитных характеристик приводных дисков УКМХ-1 на базе структуроскопа магнитного СМ-401.2. Для исключения разброса измеренных величин, обусловленных влиянием анизотропии материала, коэрцитивную силу определяли усреднением измерений в четырех точках за счет поворота диска вокруг оси на 45° относительно полюсов намагничивающей системы. Твердость по шкале HRC определяли по ГОСТ 22975-78 на твердомере Mitutoyo WiZhard HR-522 в восьми точках по всей торцевой поверхности заготовок. Измеренные значения усредняли.
Результаты
Измеренные значения механических и магнитных свойств приведены в таблице 3.
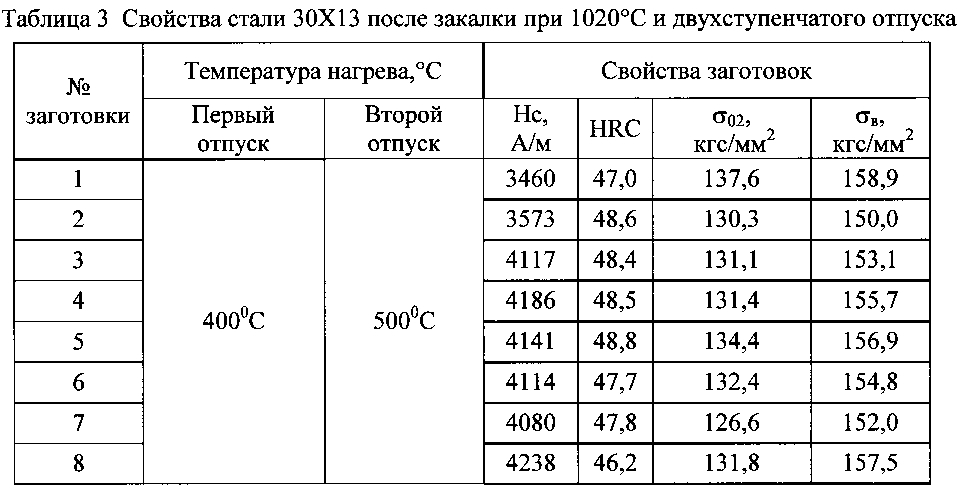
Из таблицы 3 видно, что применение двухступенчатого отпуска оказалось вполне эффективным для заготовок из стали 30 XI3, получено заданное сочетание механических и магнитных характеристик для всех восьми заготовок (предел текучести не менее 120 кгс/мм2, коэрцитивная сила в диапазоне от 3400 до 4400 А/м, твердости в диапазоне от 45 до 50 единиц HRC).
Источники информации
1. А.Г. Рахштадт. Пружинные стали и сплавы. М.: Металлургия, 1971.
2. Э. Гудремон. Специальные стали, т. 1, ГНТИЛ, 1959.
3. ГОСТ 5672-71. Стали высоколегированные и сплавы коррозионно-стойкие, жаропрочные и жаростойкие. Марки.
4. С.А. Филинов, И.В. Фиргер. Справочник термиста. Л.: Машиностроение, Ленинградское отделение, 1975.
5. Способ термической обработки изделий из пружинных сталей мартенситного класса. Патент RU 2244757.
6. Способ термической обработки деформируемой коррозионно-стойкой стали 14Х17Н2. Патент RU 2508410.
Способ термической обработки заготовок из нержавеющей хромистой стали, включающий нагрев под закалку, последующее охлаждение в масле до комнатной температуры, двухступенчатый отпуск с нагревом заготовки и последующим охлаждением до комнатной температуры, отличающийся тем, что нагрев под закалку осуществляют до температуры 1000-1050°С, первый отпуск проводят при температуре 350-450°С и охлаждением на воздухе, второй отпуск проводят при температуре 480-520°С и охлаждением на воздухе.
www.findpatent.ru
Способ термообработки нержавеющих сталей
Изобретение относится к металлургии, в частности к способам скоростной закалки нержавеющих сталей. Способ позволяет повышать прочностные, пластические свойства и ударную вязкость сталей. Сталь 30 13 отжигают при 750С с охлаждением в печи до 500С, затем на воздухе. Высокотемпературную закалку осуществляют с нагревом в соляной ванне до 1200С со скоростью 20С/с и охлаждают в масле, затем проводят низкотемпературный отпуск при 200С 1 ч. 1 табл.
Изобретение относится к металлургии, в частности к способам закалки нержавеющих сталей.
Известны способы высокотемпературной закалки инструментальных сталей, включающие нагрев под закалку в соляных ваннах с одним или двумя подогревами. При этом в известных способах нагрев под закалку инструмента, в частности из быстрорежущих сталей, осуществляется до температур 1200-1280оС, после чего следует выдержка для растворения специальных карбидов и выравнивания химсостава аустенита. Время нагрева согласно известным данным составляет 8-10 с на 1 мм диаметра изделия, а время выдержки для изделий диаметром 5-7 мм составляет 4-5 ми. Таким образом суммарное время нагрева и выдержки в соляных ваннах для изделий указанных размеров без учета подогревов должно составлять 5-7 мин. После такой высокотемпературной закалки обязательно следует трех-пятикратный отпуск для разложения остаточного аустенита и вторичного твердения. Вместе с тем известные способы не позволяют одновременно повышать прочностные, пластические свойства и ударную вязкость сталей. Наиболее близким техническим решением, выбранным в качестве прототипа, является способ термической обработки изделий, преимущественно из нержавеющих сталей. Способ включает скоростной высокотемпературный нагрев под закалку на установке ТВЧ до температур на 370-450оС выше т. Aс3, т. е. до 1320-1400оС в течение 17-19 с (для деталей диаметром 6 мм). Однако для осуществления известного способа требуется специальное оборудование (установка ТВЧ), он не применим для изделий сложной конфигурации. Кроме того нагрев ТВЧ должен обеспечивать сквозной прогрев деталей, что не всегда возможно на указанных высокочастотных установках. Предлагаемый способ упрощает технологию термообработки, повышает прочностные, пластические свойства и ударную вязкость деталей из нержавеющих сталей практически любой конфигурации за счет получения мелкозернистой дисперсной гетерогенной смеси, состоящей из мартенсита, нерастворившихся карбидов и метастабильного остаточного аустенита. Это достигается тем, что в способе термообработки нержавеющих сталей, включающем отжиг, высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, высокотемпературный кратковременный нагрев ведут со скоростью 20-30оС/с до температур 1200-1300оС. Предварительный отжиг необходимо не только для разупрочнения сталей и улучшения обрабатываемости резанием, но и для получения феррито-карбидной механической смеси, состоящей из ферритной основы и равномерно распределенных карбидов хрома. Последующая высокотемпературная закалка из другого исходного структурного состояния указанного технического эффекта не вызывает. При последующем высокотемпературном кратковременном нагреве до температур 1200-1300оС феррит превращается в аустенит. В связи с отсутствием выдержки растворение карбидов в аустените лишь только начинается, при этом исключается гомогенизация аустенита. Закалка в масло производится из своеобразного структурного состояния, представляющего гетерогенную смесь аустенита и частично растворенных карбидов хрома. Участки аустенита, располагающиеся вокруг карбидов, обогащаются углеродом и хромом, остальные места остаются обедненными этими элементами. В процессе последующего охлаждения в масле обедненные участки аустенита превращаются в малоуглеродистый скрытокристаллический мартенсит с мелким зерном, армированный дисперсными равномерно распределенными полурастворенными карбидами. Вокруг них в основном сохраняется повышенное количество обогащенное углеродом и хромом метастабильного остаточного аустенита (20-28% ). Такая мелкозернистая структура обладает наряду с повышенной прочностью высокими пластичностью и вязкостью. Дополнительный вклад в повышение указанных свойств вносит превращение обогащенного аустенита в мартенсит в процессе деформации при испытании свойств, либо при эксплуатации деталей. Скорость, температура и время нагрева под закалку в заявляемом способе являются взаимосвязанными параметрами. Чем выше скорость нагрева, тем выше должен быть температурный интервал аустенизации, а чем выше температура, тем меньше требуется времени для получения гетерогенного состояния аустенита. При скоростях нагрева, меньших 20оС/с, в значительной степени развиваются диффузионные процессы, затрудняющие получение гетерогенного аустенита, что снижает свойства стали. При более высоких, чем 30оС/с скоростях нагрева для получения указанного гетерогенного состояния аустенита требуется более высокий, чем 1200-1300оС интервал температур, что технологически затруднено, так как требует специального оборудования (установки ТВЧ, электронагрев и т. д. ) и применимо лишь для деталей определенной формы. Скорость нагрева 20-30оС/с соответствует нагреву в соляной ванне с температурой расплава 1200-1300оС. При температурах нагрева под закалку, меньших 1200оС, и выбранных скоростях нагрева превращение феррита в аустенит полностью не завершается, вследствие чего снижаются прочностные свойства сталей. Нагрев до более высоких чем 1300оС температур с указанными скоростями вызывает полное растворение карбидов, гомогенизацию аустенита, рост зерна, что снижает прочностные свойства и вязкость стали. Таким образом нагрев под закалку образцов из хромистых сталей, например диаметром 6 мм, с заданными температурно-скоростными параметрами для достижения указанного структурного состояния обеспечивается за 30-90 с вместо 5-6 мин по известной технологии. Сопоставимый анализ заявляемого технического решения с прототипом показывает, что предложенный способ термообработки хромистых сталей отличается от известного температурой и скоростью нагрева под закалку и проведением обязательной предварительной операции - отжига, а также возможностью обработки с помощью него деталей любой конфигурации. Анализ известных способов высокотемпературной закалки с нагревом в соляных ваннах показал, что высокотемпературная закалка в частности инструментальных быстрорежущих сталей известна. Однако ее проведение из феррито-карбидного структурного состояния (после отжига) без промежуточных подогревов и без выдержки при окончательном нагреве в сочетании с низкотемпературным (вместо высокотемпературного трех-пятикратного) отпуском, придает хромистым сталям новые качества, а именно повышение прочностных, пластических свойств и ударной вязкости. Предложенный способ термообработки хромистых сталей опробован в условиях ПО "Азовмаш". Стандартные образцы для механических испытаний из хромистой стали 30Х13 (разрывные "гагаринские", ударные сечением 10 10 мм с U-образным надрезом, на кручение с диаметром рабочей части 6 мм) предварительно отжигали при 750-800оС с охлаждением в печи до 500оС, затем на воздухе. Высокотемпературную закалку осуществляли с нагревом в соляной ванне С-100, состава BaCl2 до температур 1200-1350оС в течение 20-360 с (со скоростью нагрева 20-30оС/c) и охлаждением в масле. После этого проводили низкотемпературный отпуск при 200оС 1 ч. Испытания механических свойств стали после термообработки по предложенному и известным способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение - на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК-30. Результаты механических испытаний приведены в таблице. Из таблицы следует, что после термообработки по предложенному способу с высокотемпературным нагревом в соляной ванне по оптимальному режиме прочностные характеристики (
500оС, затем на воздухе. Высокотемпературную закалку осуществляли с нагревом в соляной ванне С-100, состава BaCl2 до температур 1200-1350оС в течение 20-360 с (со скоростью нагрева 20-30оС/c) и охлаждением в масле. После этого проводили низкотемпературный отпуск при 200оС 1 ч. Испытания механических свойств стали после термообработки по предложенному и известным способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение - на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК-30. Результаты механических испытаний приведены в таблице. Из таблицы следует, что после термообработки по предложенному способу с высокотемпературным нагревом в соляной ванне по оптимальному режиме прочностные характеристики ( в, 0,2, Sк,
в, 0,2, Sк,  n4, 0,3), пластичность (
n4, 0,3), пластичность (  ,
,  , g) и ударная вязкость (KCU) выше, чем после скоростной закалки по способу прототипа, и значительно выше, чем по стандартному режиму. (56) Геллер Ю. А. Инструментальные стали, М. : Металлургия. 1983, с. 211. Термическая обработка в машиностроении. Справочник. Под ред. Ю. М. Лахтина и А. Г. Рахштадта, с. 739-743, 744, 751, 755.
, g) и ударная вязкость (KCU) выше, чем после скоростной закалки по способу прототипа, и значительно выше, чем по стандартному режиму. (56) Геллер Ю. А. Инструментальные стали, М. : Металлургия. 1983, с. 211. Термическая обработка в машиностроении. Справочник. Под ред. Ю. М. Лахтина и А. Г. Рахштадта, с. 739-743, 744, 751, 755.Формула изобретения
СПОСОБ ТЕРМООБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ, включающий отпуск, высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, отличающийся тем, что высокотемпературный нагрев ведут со скоростью 20 - 30 град/c до 1200 - 1300oС.РИСУНКИ
Рисунок 1www.findpatent.ru
Аустенитные нержавеющие стали: структура и свойства
Аустенитные нержавеющие стали – это коррозионностойкие хромоникелевые аустенитные стали, которые в мировой практике известны как стали типа 18-10. Это наименование им дает номинальное содержание в них 18 % хрома и 10 % никеля.
Хромоникелевые аустенитные стали в ГОСТ 5632-72
В ГОСТ 5632-72 хромоникелевые аустенитные стали представлены марками 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9, 17Х18Н9, 08Х18Н10, 03Х18Н11.
Роль хрома в аустенитных нержавеющих сталях
Основным элементом, дающим сталям типа 18-10 высокую коррозионную стойкость, является хром. Роль хрома заключается в том, что он обеспечивает способность стали к пассивации. Наличие в стали хрома в количестве 18 % делает ее стойкой во многих окислительных средах, в том числе в азотной кислоте в большом диапазоне, как по концентрации, так и по температуре.
Роль никеля в аустенитных нержавеющих сталях
Легирование никелем в количестве 9-12 % переводит сталь в аустенитный класс. Это обеспечивает стали высокую технологичность, в частности, повышение пластичности и снижение склонности к росту зерна, а также уникальные служебные свойства. Стали типа 18-10 широко применяют в качестве коррозионностойких, жаростойких, жаропрочных и криогенных материалов.
Фазовые превращения в аустенитных нержавеющих сталях
В хромоникелевых аустенитных сталях могут происходить следующие фазовые превращения:
Межкристаллитная коррозия в аустенитных нержавеющих сталях
Склонность стали к межкристаллитной коррозии проявляется в результате выделения карбидных фаз. Поэтому при оценке коррозионных свойств стали важнейшим фактором является термокинтетические параметры образования в ней карбидов.
Склонность к межкристаллитной коррозии закаленной стали типа 18-10 определяется, в первую очередь, концентрацией углерода в твердом растворе. Повышение содержания углерода расширяет температурный интервал склонности стали к межкристаллитной коррозии.
Сталь типа 18-10 при выдержке в интервале 750-800 ºС становится склонной к межкристаллитной коррозии:
С уменьшением содержания углерода одновременно снижается температура, которая соответствует минимальной длительности изотермической выдержки до начала межкристаллитной коррозии.
Сварка аустенитных нержавеющих сталей
Необходимую степень стойкости стали против межкристаллитной коррозии, позволяющей выполнять сварку достаточно толстых сечений, обеспечивает содержание углерода в стали типа 18-10 не более 0,03 %.
Межкристаллитная коррозия при 500-600 ºС
Снижение содержания углерода даже до 0,006 % не обеспечивает полной стойкости сталей типа 18-10 к межкристаллитной коррозии при 500-600 ºС. Это представляет опасность при длительной службе металлоконструкций в этом интервале температур.
Стабилизация стали титаном и ниобием
При введении в хромоникелевую сталь типа 18-10 титана и ниобия, которые способствуют образования карбидов, меняются условия выделения карбидных фаз. При относительно низких температурах 450-700 ºС преимущественно выделяются карбиды типа Cr23C6, которые и дают склонность к межкристаллитной коррозии. При температурах выше 700 ºС преимущественно выделяются специальные карбиды типа TiC или NbC. При выделении только специальных карбидов склонности к межкристаллитной коррозии не возникает.
Азот в аустенитных нержавеющих сталях
Азот, как и углерод, имеет переменную растворимость в аустените. Азот может образовывать при охлаждении и изотермической выдержке самостоятельные нитридные фазы или входить в состав карбидов, замещая в них углерод. Влияние азота на склонность к межкристаллитной коррозии хромоникелевых аустенитных сталей значительно слабее, чем у углерода, и начинает проявляться только при содержании его более 0,10-0,15 %. Вместе с тем, введение азота повышает прочность хромоникелевой аустенитной стали. Поэтому на практике применяют в этих сталях небольшие добавки азота.
Влияние содержания хрома
С повышением концентрации хрома растворимость углерода в хромоникелевом аустените уменьшается, что облегчает выделение в нем карбидной фазы. Это, в частности, подтверждается снижением ударной вязкости стали с повышением содержания хрома, что связывают с образованием карбидной сетки по границам зерен.
Вместе с тем, повышение концентрации хрома в аустените приводит к существенному снижению склонности стали к межкристаллитной коррозии. Это объясняют тем, что хром существенно повышает коррозионную стойкость стали. Более высокая концентрация хрома в стали дает меньшую степень обеднения им границ зерен при выделении там карбидов.
Влияние содержания никеля
Никель снижает растворимость углерода в аустените и тем самым снижает ударную вязкость стали после отпуска и повышает ее склонность к межкристаллитной коррозии.
Влияние легирующих элементов на структуру стали
По характеру влияния легирующих и примесных элементов на структуру хромоникелевых аустенитных сталей при высокотемпературных нагревах их разделяют на две группы:1) ферритообразующие элементы: хром, титан, ниобий, кремний;2) аустенитообразующие элементы: никель, углерод, азот.
Дельта-феррит в хромомолибденовой аустенитной стали
Присутствие дельта-феррита в структуре аустенитной хромоникелевой стали типа 18-10 оказывает отрицательное влияние на ее технологичность при горячей пластической деформации – прокатке, прошивке, ковке, штамповке.
Количество феррита в стали жестко лимитируется соотношением в ней хрома и никеля, а также технологическими средствами. Наиболее склонна к образованию дельта-феррита группа сталей типа Х18Н9Т (см. также Нержавеющие стали). При нагреве этих сталей до 1200 ºС в структуре может содержаться до 40-45 % дельта-феррита. Наиболее стабильными являются стали типа Х18Н11 и Х18Н12, которые при высокотемпературном нагреве сохраняют практически чисто аустенитную структуру.
Мартенсит в хромоникелевых аустенитных сталях
В пределах марочного состава в сталях типа Х18Н10 хром, никель, углерод и азот способствуют понижению температуры мартенситного превращения, которое вызывается охлаждением или пластической деформацией.
Влияние титана и ниобия может быть двояким. Находясь в твердом растворе, оба элемента повышают устойчивость аустенита в отношении мартенситного превращения. Если же титан и ниобий связаны в карбонитриды, то они могут несколько повышать температуру мартенситного превращения. Это происходит потому, что аустенит в этом случае обедняется углеродом и азотом и становится менее устойчивым. Углерод и азот являются сильными стабилизаторами аустенита.
Термическая обработка хромоникелевых аустенитных сталей
Для хромоникелевых аустенитных сталей возможны два вида термической обработки:
Параметры термической обработки отличаются для нестабилизированных сталей и сталей, стабилизированных титаном или ниобием.
Закалка является эффективным средством предупреждения межкристаллитной коррозии и придания стали оптимального сочетания механических и коррозионных свойства.
Стабилизирующий отжиг закаленной стали переводит карбиды хрома:
Закалка аустенитных хромоникелевых сталей
В сталях без добавок титана и ниобия под закалкой понимают нагрев выше температуры растворения карбидов хрома и достаточно быстрое охлаждение, фиксирующее гомогенный гамма-раствор. Температура нагрева под закалку с увеличением содержания углерода возрастает. Поэтому низкоуглеродистые стали закаливаются с более низких температур, чем высокоуглеродистые. В целом интервал температуры нагрева составляет от 900 до 1100 ºС.
Длительность выдержки стали при температуре закалки довольно невелика. Например, для листового материала суммарное время нагрева и выдержки при нагреве до 1000-1050 ºС обычно выбирают из расчета 1-3 минуты на 1 мм толщины.
Охлаждение с температуры закалки должно быть быстрым. Для нестабилизированных сталей с содержанием углерода более 0,03 % применяют охлаждение в воде. Стали с меньшим содержанием углерода и при небольшом сечении изделия охлаждают на воздухе.
Стабилизирующий отжиг аустенитных хромоникелевых сталей
В нестабилизированных сталях отжиг проводят в интервале температур между температурой нагрева под закалку и максимальной температуры проявления межкристаллитной коррозии. Величина этого интервала в первую очередь зависит от содержания хрома в стали и увеличивается с повышением его концентрации.
В стабилизированных сталях отжиг проводят для перевода углерода из карбидов хрома в специальные карбиды титана и ниобия. При этом освобождающийся хром идет на повышение коррозионной стойкости стали. Температура отжига обычно составляет 850-950 ºС.
Стойкость аустенитных хромоникелевых сталей к кислотам
Способность к пассивации обеспечивает хромоникелевым аустенитным сталям достаточно высокую стойкость в азотной кислоте. Стали 12Х18Н10Т, 12Х18Н12Б и 02Х18Н11 имеют первый балл стойкости:
Аустенитные хромоникелевые стали имеют также высокую стойкость к растворах органических кислот — уксусной, лимонной и муравьиной, а также в щелочах КОН и NaOH.
Источник: Ульянин Е.А. Коррозионностойкие стали сплавы, 1991.
steel-guide.ru
способ термообработки нержавеющих сталей - патент РФ 2005799
Изобретение относится к металлургии, в частности к способам скоростной закалки нержавеющих сталей. Способ позволяет повышать прочностные, пластические свойства и ударную вязкость сталей. Сталь 30 13 отжигают при 750С с охлаждением в печи до 500С, затем на воздухе. Высокотемпературную закалку осуществляют с нагревом в соляной ванне до 1200С со скоростью 20С/с и охлаждают в масле, затем проводят низкотемпературный отпуск при 200С 1 ч. 1 табл. Изобретение относится к металлургии, в частности к способам закалки нержавеющих сталей. Известны способы высокотемпературной закалки инструментальных сталей, включающие нагрев под закалку в соляных ваннах с одним или двумя подогревами. При этом в известных способах нагрев под закалку инструмента, в частности из быстрорежущих сталей, осуществляется до температур 1200-1280оС, после чего следует выдержка для растворения специальных карбидов и выравнивания химсостава аустенита. Время нагрева согласно известным данным составляет 8-10 с на 1 мм диаметра изделия, а время выдержки для изделий диаметром 5-7 мм составляет 4-5 ми. Таким образом суммарное время нагрева и выдержки в соляных ваннах для изделий указанных размеров без учета подогревов должно составлять 5-7 мин. После такой высокотемпературной закалки обязательно следует трех-пятикратный отпуск для разложения остаточного аустенита и вторичного твердения. Вместе с тем известные способы не позволяют одновременно повышать прочностные, пластические свойства и ударную вязкость сталей. Наиболее близким техническим решением, выбранным в качестве прототипа, является способ термической обработки изделий, преимущественно из нержавеющих сталей. Способ включает скоростной высокотемпературный нагрев под закалку на установке ТВЧ до температур на 370-450оС выше т. Aс3, т. е. до 1320-1400оС в течение 17-19 с (для деталей диаметром 6 мм). Однако для осуществления известного способа требуется специальное оборудование (установка ТВЧ), он не применим для изделий сложной конфигурации. Кроме того нагрев ТВЧ должен обеспечивать сквозной прогрев деталей, что не всегда возможно на указанных высокочастотных установках. Предлагаемый способ упрощает технологию термообработки, повышает прочностные, пластические свойства и ударную вязкость деталей из нержавеющих сталей практически любой конфигурации за счет получения мелкозернистой дисперсной гетерогенной смеси, состоящей из мартенсита, нерастворившихся карбидов и метастабильного остаточного аустенита. Это достигается тем, что в способе термообработки нержавеющих сталей, включающем отжиг, высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, высокотемпературный кратковременный нагрев ведут со скоростью 20-30оС/с до температур 1200-1300оС. Предварительный отжиг необходимо не только для разупрочнения сталей и улучшения обрабатываемости резанием, но и для получения феррито-карбидной механической смеси, состоящей из ферритной основы и равномерно распределенных карбидов хрома. Последующая высокотемпературная закалка из другого исходного структурного состояния указанного технического эффекта не вызывает. При последующем высокотемпературном кратковременном нагреве до температур 1200-1300оС феррит превращается в аустенит. В связи с отсутствием выдержки растворение карбидов в аустените лишь только начинается, при этом исключается гомогенизация аустенита. Закалка в масло производится из своеобразного структурного состояния, представляющего гетерогенную смесь аустенита и частично растворенных карбидов хрома. Участки аустенита, располагающиеся вокруг карбидов, обогащаются углеродом и хромом, остальные места остаются обедненными этими элементами. В процессе последующего охлаждения в масле обедненные участки аустенита превращаются в малоуглеродистый скрытокристаллический мартенсит с мелким зерном, армированный дисперсными равномерно распределенными полурастворенными карбидами. Вокруг них в основном сохраняется повышенное количество обогащенное углеродом и хромом метастабильного остаточного аустенита (20-28% ). Такая мелкозернистая структура обладает наряду с повышенной прочностью высокими пластичностью и вязкостью. Дополнительный вклад в повышение указанных свойств вносит превращение обогащенного аустенита в мартенсит в процессе деформации при испытании свойств, либо при эксплуатации деталей. Скорость, температура и время нагрева под закалку в заявляемом способе являются взаимосвязанными параметрами. Чем выше скорость нагрева, тем выше должен быть температурный интервал аустенизации, а чем выше температура, тем меньше требуется времени для получения гетерогенного состояния аустенита. При скоростях нагрева, меньших 20оС/с, в значительной степени развиваются диффузионные процессы, затрудняющие получение гетерогенного аустенита, что снижает свойства стали. При более высоких, чем 30оС/с скоростях нагрева для получения указанного гетерогенного состояния аустенита требуется более высокий, чем 1200-1300оС интервал температур, что технологически затруднено, так как требует специального оборудования (установки ТВЧ, электронагрев и т. д. ) и применимо лишь для деталей определенной формы. Скорость нагрева 20-30оС/с соответствует нагреву в соляной ванне с температурой расплава 1200-1300оС. При температурах нагрева под закалку, меньших 1200оС, и выбранных скоростях нагрева превращение феррита в аустенит полностью не завершается, вследствие чего снижаются прочностные свойства сталей. Нагрев до более высоких чем 1300оС температур с указанными скоростями вызывает полное растворение карбидов, гомогенизацию аустенита, рост зерна, что снижает прочностные свойства и вязкость стали. Таким образом нагрев под закалку образцов из хромистых сталей, например диаметром 6 мм, с заданными температурно-скоростными параметрами для достижения указанного структурного состояния обеспечивается за 30-90 с вместо 5-6 мин по известной технологии. Сопоставимый анализ заявляемого технического решения с прототипом показывает, что предложенный способ термообработки хромистых сталей отличается от известного температурой и скоростью нагрева под закалку и проведением обязательной предварительной операции - отжига, а также возможностью обработки с помощью него деталей любой конфигурации. Анализ известных способов высокотемпературной закалки с нагревом в соляных ваннах показал, что высокотемпературная закалка в частности инструментальных быстрорежущих сталей известна. Однако ее проведение из феррито-карбидного структурного состояния (после отжига) без промежуточных подогревов и без выдержки при окончательном нагреве в сочетании с низкотемпературным (вместо высокотемпературного трех-пятикратного) отпуском, придает хромистым сталям новые качества, а именно повышение прочностных, пластических свойств и ударной вязкости. Предложенный способ термообработки хромистых сталей опробован в условиях ПО "Азовмаш". Стандартные образцы для механических испытаний из хромистой стали 30Х13 (разрывные "гагаринские", ударные сечением 10 10 мм с U-образным надрезом, на кручение с диаметром рабочей части 6 мм) предварительно отжигали при 750-800оС с охлаждением в печи до 500оС, затем на воздухе. Высокотемпературную закалку осуществляли с нагревом в соляной ванне С-100, состава BaCl2 до температур 1200-1350оС в течение 20-360 с (со скоростью нагрева 20-30оС/c) и охлаждением в масле. После этого проводили низкотемпературный отпуск при 200оС 1 ч. Испытания механических свойств стали после термообработки по предложенному и известным способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение - на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК-30. Результаты механических испытаний приведены в таблице. Из таблицы следует, что после термообработки по предложенному способу с высокотемпературным нагревом в соляной ванне по оптимальному режиме прочностные характеристики (
500оС, затем на воздухе. Высокотемпературную закалку осуществляли с нагревом в соляной ванне С-100, состава BaCl2 до температур 1200-1350оС в течение 20-360 с (со скоростью нагрева 20-30оС/c) и охлаждением в масле. После этого проводили низкотемпературный отпуск при 200оС 1 ч. Испытания механических свойств стали после термообработки по предложенному и известным способам проводили в лабораторных условиях Мариупольского металлургического института. Испытания на растяжение осуществляли на разрывной машине Р-4, на кручение - на машине КМ-50-1, на ударную вязкость - на маятниковом копре МК-30. Результаты механических испытаний приведены в таблице. Из таблицы следует, что после термообработки по предложенному способу с высокотемпературным нагревом в соляной ванне по оптимальному режиме прочностные характеристики ( в, 0,2, Sк,
в, 0,2, Sк,  n4, 0,3), пластичность (
n4, 0,3), пластичность (  ,
,  , g) и ударная вязкость (KCU) выше, чем после скоростной закалки по способу прототипа, и значительно выше, чем по стандартному режиму. (56) Геллер Ю. А. Инструментальные стали, М. : Металлургия. 1983, с. 211. Термическая обработка в машиностроении. Справочник. Под ред. Ю. М. Лахтина и А. Г. Рахштадта, с. 739-743, 744, 751, 755.
, g) и ударная вязкость (KCU) выше, чем после скоростной закалки по способу прототипа, и значительно выше, чем по стандартному режиму. (56) Геллер Ю. А. Инструментальные стали, М. : Металлургия. 1983, с. 211. Термическая обработка в машиностроении. Справочник. Под ред. Ю. М. Лахтина и А. Г. Рахштадта, с. 739-743, 744, 751, 755. ФОРМУЛА ИЗОБРЕТЕНИЯ
СПОСОБ ТЕРМООБРАБОТКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ, включающий отпуск, высокотемпературный нагрев, охлаждение и низкотемпературный отпуск, отличающийся тем, что высокотемпературный нагрев ведут со скоростью 20 - 30 град/c до 1200 - 1300oС.www.freepatent.ru
Самодельные ножи из аустенитной нержавейки методом холодной ковки
Аустенитная нержавейка
Здравствуйте, господа оружейники! Я хочу поделиться интересными результатами обработки аустенитной нержавейки. Как всегда счастью помогло несчастье, а именно отсутствие горна и вообще толкового кузнечного оборудования. Приходится, как всегда тюкать, без нагрева,…но это оказывается тоже очень перспективный способ! Но обо всем по порядку.
На фото кронштейн, предназначенный на перековку, кованные: боевой нож и боевой нож-меч из этой стали. Рукояти – дюраль, крепление – расклепанные болты и гайки из нержавейки А2 (подозреваю, что тоже относится к классу аустенитных, хорошо наклепывается).
Что это за сталь - нержавейка?
Нержавейка вообще-то делится на три класса: мартенситная, аустенитная и ферритная. Немного о каждой.
Мартенситная нержавейка – поддается закалке. Это стали марок 65Х13 или 95Х18, сюда же можно отнести и 440С и Д2…температура закалки у этих сталей выше, чем у простых углеродистых (не 750-800, а 1050-1100), а твердость несколько ниже (на одну-две единицы по Роквеллу), т.к. хром связывает углерод в карбид и закалочная структура мартенсита (отсюда и название) обедняется. Из этого класса стали в основном и делают ножи заводского производства.
Ферритная – мягкая, не калится и особыми замечательными свойствами не обладает (даже коррозионная стойкость у нее так, на «3» или «4»). Почему? Углерода в ней немного, хрома же наоборот хватает. В результате основная структура – мягкий феррит. Это стали марок 04Х13, 02Х18 и т.д.
Аустенитная нержавейка – сталь марки Х12Н8, Х12Н8Т10 и похожие, а так же стали марок AIS в американской маркировке (что значит Austenit Inox Steel, т.е. название этой статьи по-английски). В результате большой доли легирующих элементов основное состояние этой стали – аустенит. Поддается закалке, но она дает совершенно обратный эффект: повышается вязкость, а твердость падает. Именно об этой стали подробнее.
Прежде всего, как отличить эту сталь, если, увы и ах, марка нигде не пробита и не написана? Во-первых, эта сталь очень хорошо сваривается и чаще всего сварные конструкции делают именно из нее (я про нержавейку, а не про железо вообще). Далее у нее своеобразный матово-серый цвет поверхности (никогда не видел ее зеркально полированной), на котором может быть грязь, ржавчина с других железок, но все это легко смывается без всякого следа. Кстати о полировке. Зеркальной полировке она, похоже, не поддается, при попытке полировать ее болгаркой я получил ровную матово-сине-фиолетовую поверхность. Зато при шлифовке дает красивый, почти серебряный белый блестящий цвет. Изначально она идет мягкой и легко сминается ударом молотка.
На фото хорошо виден чистый и ровный сварочный шов, а зарубки я специально сделал ножом из хорошо закаленной стали, чтобы показать изначальную мягкость.
Далее о самой стали. Какие основные преимущества и достоинства?
А теперь недостатки.
1. У наклепа есть обратная сторона: трудоемкость обработки. Она плохо сверлится и быстро нагревается при резке и шлифовке. Ее так же тяжело сгибать и точить (в ручную – вообще одно издевательство), а если вы хотите ее штамповать, то придется приложить намного больше усилий.
2. При нагреве она теряет наклеп и поэтому заточка и финишная формовка контура лезвия должны проводиться как раз вручную. Лезвие не слишком удобно затачивать, т.к. кромка норовит съехать в заусенец и нужно к ней привыкнуть (зато правда, когда привыкнете, будет очень легко править: провел по голенищу сапога и снова острый).
3. Редкость и довольно высокая стоимость.
4. Все-таки не совсем удовлетворительная твердость для лезвия ножа. Но с другой стороны для деталей арбалета или самострела – в самый раз.
Пожалуй, я утомил читателя теорией. Перейдем к практике и технологии.
Я изучал свойства стали на примере лезвия ножа, потому и буду описывать технологию изготовления именно ножа. Опытному и смекалистому умельцу не составит труда составить свой метод для изготовления конкретной вещи.
Для лезвия я взял кусок листа толщиной 4 мм довольно произвольной формы. Не нужно стремиться к тому, чтобы поковка повторяла форму будущего ножа, т.к. ковка сильно ее изменит (к примеру, оттягивая спуски, вы неизбежно будете придавать изгиб вверх лезвию, и это стоит учитывать, т.к. спуски вытягиваются до самой заточки).
Далее сильными ударами придается основной наклеп, лезвие становится толщиной 2-1.5 мм. При этом все работы выполняются или носком молотка или шарообразным бойком. Удары носком молотка позволяют оттягивать металл в одном конкретном направлении, а шаровидным – вообще во все стороны равномерно. При первичной нагартовке сталь заметно нагревается именно это и позволит вам отследить процесс. Как только нагрев прекратился, можно приступать к формированию спусков кромки, долов и т.д. (только не вздумайте, что нагрев будет докрасна или почернения или такой, что в руки не возьмешь, нет. Просто в этом месте металл заметно потеплеет, и вы это почувствуете.)
Ниже приведу схему деформации и изменения контура лезвия при ковке, заснять я не успел к сожалению, не получается у меня как-то…
Понятно, что это очень приближенно, что в процессе ковки я его подтачивал, что-то срезал и т.д. Красным – равномерная расковка, синий – оттяг в направлении полос. Здесь нужно просто позаниматься ковкой, и вы сами поймете, как себя ведет металл под молотом и как его завернуть в ту или иную сторону.
Обратите внимание на то, что ковка спусков и кромки продолжается до самого конца, т.е. до приобретения ножом его заданной формы. Заточка осуществляется в самом конце, при этом толщина металла должна быть примерно 0.5 мм! Окончательную отбивку перед заточкой я проводил на гигантском ролике от подшипника (с мой кулак размером) все тем же шаровидным молотком.
В результате угол стягивания поверхности лезвия к кромке получается очень маленький, порядка 5-9 градусов (надеюсь это видно на фото). На самом ноже хорошо различима зона финишной отбивки (полоса поверхности с очень мелкими вмятинами возле режущей кромки)
Далее можно шлифовать. Особо усердствовать не стоит, все вмятины вы вряд ли выберете, придется снимать слишком много металла. Да и нынче, кажется, модно, когда следы от ковки. Сначала обрабатываем лепестковым 40-в диском, а потом 480ой наждачкой. После шлифовки вручную растушевываем поверхность той же 480, только сильно изношенной. Окончательную доводку делаем 1000 шкуркой то же руками.
Заточка осуществляется надфилем, а затем доводится на керамике (см. статью заточка лезвий) или алмазном оселке. Отверстия я сверлил ручной дрелью. Это конечно гораздо медленнее, но зато сверло служит дольше и не перегревается. Остальное – обычная слесарная работа.
Вот что у меня получилось в итоге. Офигенно режет сыр, он не прилипает к лезвию. Как видите, металл сильно блестит, и, несмотря на то, что я им и еду резал, и на счет помыть не очень заморачивался, он так блестит до сих пор. На фото снизу лезвие из аустенитной нержавейки строгает латунь и после этого спокойно режет вышеупомянутый сыр.
Найдутся наверняка скептики, всякие приверженцы проверенных технологий, а так же дилетанты, считающие, что сталь 420MoV – предел совершенства,…пожалуйста, ваше право. Только сначала проверьте на деле, а потом критикуйте. Я пишу о том, что делал и видел. Почему такое замечание? Просто уже сталкивался с подобным.
Теперь я хочу предложить методы ковки с большей степенью деформации. А вдруг можно достичь твердости больше, чем 45? Если на пределе ударной вязкости? Способ взят из горячего кузнечного дела, придумал В. Кузнецов. Рассмотрим на примере найденного мной кронштейна.
Сначала вырезаем полосу и осаживаем ее в квадрат (т.е. придаем ей квадратное сечение), а затем перебиваем в восьмиугольник. Потом этот восьмиугольник одним концом зажимаем в тиски, а за другой беремся трубным ключом и скручиваем. Сколько оборотов – пока не знаю. Важно не перекрутить, деформация кручения – сильная деформация. Затем получившийся винт правим и отковываем в лезвие. Здесь конечно нужен толстый металл, тонкий осадить в квадрат не получится или лезвие будет слишком узким. Например, такой:
Его я разрежу на полосы и откую вышеприведенным методом.
Это опять же схема, только поясняющая сам принцип.
Способ второй, для тонкого металла (но не тоньше 3 мм). У вырезанной поковки определяем место, где будет режущая кромка. Осаживаем этот торец (т.е. бьем по нему так, чтобы он расплющивался и становился шире. Выглядит это не очень красиво). Потом разгоняем его обратно в плоскость, выравниваем и далее куем так, как я описывал в самом начале. Ниже схема. Интересно то, что режущая кромка располагается изначально не на изогнутой стороне, а на прямой, хотя хочется наоборот.
Стрелками указано направление ударов при первичной осадке кромки лезвия, а все остальное так же, как и в самом начале. Осаживать торец лучше носком молотка, нанося сильные удары и образуя много отдельных вмятин, а затем все сровнять шаровидным бойком.
Сиреневым показаны участки осаженного металла.
Вот примерно так. Все эти ухищрения и премудрости служат лишь для того, чтобы повысить степень деформации стали и вместе с ней и твердость. Конечно, для изготовления более сложных деталей нужно разрабатывать другой метод, но принцип тот же: чем больше деформация, тем больше твердость и упругость (нож из этой нержавейки скачет похлеще рессорного и каленого из напильника). Куда конкретно я думаю применять эту сталь?
- лезвия боевых ножей, кинжалов и мечей.
- сделаю сырный нож
вот из этой полосы вторым способом.
- больстеры и ограничители для сборных ножей.
- вставки в рукоять (петля или шип, или и то и другое как на ноже в самом начале).
- думаю если делать подковы на ботинки, то это очень хороший вариант материала.
- из нее должны получаться красивые кольца и печатки под серебро (внимание любителям ювелирного дела!), она совершенно инертна по отношению к коже, а сами украшения будут очень прочными и долговечными.
А дальше уже кому, что нужно будет.
Вот и все, что я хотел рассказать об этой стали. Спасибо за внимание, удачи в ваших творческих изысканиях!
Автор: Андрей Галкин
sekach.ru
Закалка нержавеющей стали в г. Набережные Челны
Термообработка. Закалка нержавеющей стали.
Нержавеющая сталь – один из видов легированной стали, имеющая высокое сопротивление коррозии и окислению. Данный эффект достигается путем добавления в структуру металла хрома более 12 %. В присутствии кислорода образуется оксид хрома, создающую инертную пленку защищающую поверхность металла от внешних негативных воздействий. . Компания «Гальванокама» предоставляют услуги по термообработке (обьемной закалке) нержавеющей стали. Работы проводятся в новой камерной электропечи СНО с температурой нагрева до 1250 градусов, с последующей закалкой на воду или на масло. Размеры рабочего пространства камеры печи: глубина 640 мм, высота 560 мм, ширина 455 мм
Классификация нержавеющих сталей.
Аустенитные нержавеющии стали.
Сталь с увеличенным содержанием легирующих элементов. Содержание хрома 16-25 %, никеля 6-14 %. Такого рода стали легируются следующими элементами: ферритизаторами, стабилизирующими структуру аустенита (ванадий, вольфрам, ниобий, титан, кремний и молибден) и аустенитизаторами (азот, углерод, марганец). Аустенитная сталь широко используется в современной промышленности и составляет 60-70 % мирового потребления нержавеющей стали.
Многообразие легирующих добавок позволяют создавать особые аустенитные стали, которые применяются в изготовлении деталей, работающих в высоких температурах, коррозионных и криогенных условиях. Из них выделяются 4 основные группы.
1) Жаропрочные стали способны достаточно долго сопротивляться нагрузкам в высокотемпературных условиях, сохраняя при этом свои изначально высокие механические характеристики. Легируются вольфрамом и молибденом. В некоторые сплавы добавляют небольшие количества бора.
2) Жаростойкие стали не разрушаются при воздействии химической среды. Применяется в широком диапазоне температур (до +1150 градусов). Как правило, используются в изготовлении слабонагруженных изделий.
3) Коррозионностойкие – нержавеющие стали с небольшим содержанием углерода (не более 0,12 %). Содержание никеля от 8 до 30 %, хрома от 12 до 18 %. При проведении термообработки получают еще большую устойчивость в агрессивных средах.
4) Хладостойкие – сталь с содержанием 8-25 % никеля, 17-25 % хрома. Легируется азотом, вводятся в сплав для более высокого предела текучести. Используется ограниченно, например, в производстве криогенных аппаратов.
Ферритные нержавеющие стали.
Сталь с содержанием хрома более 12 %, с минимальным количеством углерода (не более 0,1-0,15 %) и отсутствием никеля в составе. Данная сталь сходна с низкоуглеродистой сталью и имеет структуру феррита. Коррозионная устойчивость хромистых ферритных сталей в агрессивных средах превосходит многие хромоникелевые аустенитные нержавеющие стали. Ферритные стали не склонны к коррозионному растрескиванию под напряжением. Для увеличения коррозионной стойкости применяется термообработка. Ферритные стали при нагреве становятся более однородными, не изменяя состава структуры металла. Подобная сталь используется в изготовлении менее ответственных деталей с небольшой нагрузкой.
Мартенситные нержавеющие стали.
Мартенсит – базовый структурный компонент стали после закалки. К мартенситным относятся хромистые нержавеющие стали, в составе которых содержится повышенное количество углерода (в пределах 0,15-0,45 %). Содержание хрома в составе от 11 до 17 %. Для обеспечения нужных коррозионных и иных свойств мартенситные стали легируются никелем. Никель взаимодействуя с углеродом стабилизирует структуру нержавеющей стали. Для повышения жаропрочности в структуру металла вводят молибден, вольфрам, ванадий и ниобий. Стали входящие в мартенситный класс могут быть магнитными и имеют более высокие данные максимальной твердости по сравнению с аустенитными, имея одновременно наименьшую сопротивляемость коррозии. Мартенситные стали используются в специальных случаях, в изготовлении деталей, где требуется высокая твердость и прочность. Например, стали мартенситного класса – 20Х13; 30Х13; 40Х13; 65Х13 обладают высокой твердостью и применяются в изготовлении режущего инструмента и деталей, работающих на износ. . .
|
Таблица соответствия по ГОСТ,DIN,AISI,ЕN и JIS |
||||
|
(нержавеющие стали) |
||||
|
|
|
|
|
|
|
Россия ГОСТ |
Германия DIN |
США AISI |
Европа EN |
Япония JIS |
|
|
|
|
|
|
|
08Х13 |
Х6Cr13 |
410S |
1, 4000 |
SUS 410 S |
|
|
X6CrA113 |
405. |
1, 4002 |
SUS 405 |
|
|
X2CrNi12 |
|
1, 4003 |
|
|
12X13 |
X12CrN13 |
410. |
1, 4006 |
SUS 410 |
|
12X17 |
X6Cr17 |
430. |
1, 4016 |
SUS 430 |
|
20X13 |
X20Cr13 |
S42010 |
1, 4021 |
SUS 420 J1 |
|
|
X15Cr13 |
(410.) |
1, 4024 |
SUS 410 J1 |
|
30X13 |
X30Cr13 |
(420.) |
1, 4028 |
SUS 420 J2 |
|
40X13 |
X39Cr13 |
|
1, 4031 |
SUS 420 J2 |
|
40X13 |
X46Cr13 |
(420.) |
1, 4034 |
SUS 420 J2 |
|
|
X6CrMo17-1 |
434. |
1, 4113 |
SUS 434 |
|
1X17H9 |
|
302. |
1, 4300 |
SUS 302 |
|
08X18h20 |
X5CrNI18-10 |
304. |
1, 4301 |
SUS 304 |
|
12X18H9 |
|
304 (304H) |
1, 4301 |
SUS 304 J1 |
|
04X18h20 |
|
304 (304L) |
1, 4301 |
SUS 304 J1 |
|
12X18h22 |
X4CrNi18-12 |
(305.) |
1, 4303 |
SUS 305 |
|
03X18h21 |
X2CrNi19-11 |
304 L |
1, 4306 |
SUS 304 L |
|
X17H8 |
X10CrNi18-8 |
(301.) |
1, 4310 |
SUS 301 |
|
|
X2CrNiN18-7 |
301 LN |
1, 4318 |
SUS 301 LN |
|
03X17h24M2 |
X5CrNiMo17-12-2 |
316. |
1, 4401 |
SUS 316 |
|
|
X2CrNiMo17-12-2 |
316 L |
1, 4404 |
SUS 316 L |
|
03Х17Н14М2 |
X2CrNiMo18-14-3 |
316 L |
1, 4435 |
sus 316 L |
|
03Х17Н14М3 |
|
316 L |
1, 4435 |
|
|
03Х17Н14М3 |
|
316 S |
1, 4435 |
|
|
|
X2CrNiMoN17-13-5 |
S 31726 |
1, 4439 |
SUS 317 |
|
|
X2CrNiMoN22-5-3 |
S 31803 |
1, 4462 |
SUS 329 J3L |
|
|
X2CrTiNb18 |
441. |
1, 4509 |
|
|
08Х17Т |
X3CrTi17 |
439 (430Ti) |
1, 4510 |
SUS 430 LX |
|
|
X2CrTi12 |
409. |
1, 4512 |
SUS 409 |
|
|
X2CrTi17 |
|
1, 4520 |
|
|
|
X2CrMoTi18-2 |
444. |
1, 4521 |
SUS 444 |
|
|
X1NiCrMoCu25-20-5 |
N 08904 |
1, 4539 |
|
|
08Х18Н10Т |
X6CrNiTi18-10 |
321. |
1, 4541 |
SUS 321 |
|
08Х18Н10Г |
|
321. |
1, 4541 |
|
|
12Х18Н9Т |
|
321. |
1, 4541 |
|
|
08Х18Н12В |
X6CrNiNb18-10 |
347. |
1, 4550 |
SUS 347 |
|
|
X1CrNiMoTi18-13-2 |
|
1, 4561 |
|
|
|
X3CrNiMnMoNbN 23-17-5-3 |
S 34565 |
1, 4565 |
|
|
09Х17Н7Ю1 |
|
AM 35017-7 PH |
1, 4568 |
|
|
10Х17Н13М2Т |
X6CrNiMoTi17-12-2 |
316 Ti |
1, 4571 |
SUS 316 Ti |
|
08Х17Н13М2Т |
|
316 Ti |
1, 4571 |
|
|
10X16h23M2B |
|
318. |
1, 4583 |
|
|
|
X5CrNiMoTi15-2 |
|
1, 4589 |
|
|
10X17CЮ |
X10CrAl7 |
|
1, 4713 |
|
|
10Х13СЮ |
X10CrAl13 |
405. |
1, 4724 |
|
|
20Х20Н14С2 |
|
309. |
1, 4828 |
|
|
20X25h30C2 |
X15CrNiSi25-20 |
314. |
1, 4841 |
|
|
|
X10CrAl18 |
442. |
1, 4742 |
|
|
20X23h28 |
X12CrNi25-21 |
310 S |
1, 4845 |
|
|
|
X10CrAl24 |
446. |
1, 4762 |
|
|
12X18h20T |
X12CrNiTi18-9 |
321 (321H) |
1, 4878 |
|
|
20X20h24C2 |
X15CrNiSi20-12 |
309. |
1, 4828 |
|
|
08X18h20 |
|
304 (304H) |
1, 4948 |
|
|
Таблица соответствия по ГОСТ,DIN,AISI,ЕN и JIS |
||||
|
(жаропрочные стали) |
||||
|
|
|
|
|
|
|
Россия ГОСТ |
Германия DIN |
США AISI |
Европа EN |
Япония JIS |
|
|
|
|
|
|
|
10X17CЮ |
X10CrAl7 |
|
1, 4713 |
|
|
10Х13СЮ |
X10CrAl13 |
405. |
1, 4724 |
|
|
|
X10CrAl18 |
442. |
1, 4742 |
|
|
|
X10CrAl24 |
446. |
1, 4762 |
|
|
12Х18Н10Т |
X12CrNiTi18-9 |
321 H |
1, 4878 |
|
|
20Х20Н14С2 |
X15CrNiSi20-12 |
309. |
1, 4828 |
|
|
20Х23Н18 |
X12CrNi25-21 |
310 S |
1, 4845 |
|
|
20Х25Н20С2 |
X15CrNiSi25-20 |
314. |
1, 4841 |
|
galvanokama.ru
Закалка стали – способы, температура, правила
Одним из наиболее распространенных способов термообработки металлов является закалка стали. Именно при помощи закаливания формируются требуемые характеристики готового изделия, а ее неправильное выполнение может привести к излишней мягкости металла (непрокаливание) или к его чрезмерной хрупкости (перекаливание). В нашей статье речь пойдет о том, что такое правильная закалка и что нужно сделать, чтобы ее выполнить.

Закалка стали
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.

Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.

На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.
Объемная закалка толстостенных заготовок
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.
Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:

Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Выполнение закалки и отпуска стальных деталей в домашних условиях
Термическая обработка металлических изделий, в том числе поверхностная закалка стали, не только увеличивает твердость и прочность сплава, но и значительно повышает внутренние напряжения в его структуре. Чтобы снять эти напряжения, способные в процессе эксплуатации детали привести к ее поломке, необходимо отпустить изделие из стали.
Следует иметь в виду, что такая технологическая операция приводит к некоторому снижению твердости стали, но увеличивает ее пластичность. Для выполнения отпуска, суть которого состоит в постепенном уменьшении температуры нагретой детали и ее выдерживании при определенном температурном режиме, используются печи, соляные и масляные ванны.
Закалка и отпуск стали в домашних условиях
Температуры, при которых выполняется отпуск, отличаются для различных сортов стали. Так, отпуск быстрорежущих сплавов проводится при температуре 540 градусов Цельсия, а для сталей с твердостью на уровне HRC 59-60 достаточно и 150 градусов. Что характерно, при отпуске быстрорежущих сплавов их твердость даже возрастает, а во втором случае ее уровень понижается, но значительно повышается показатель пластичности.
Закалка и отпуск изделий из стали, в том числе и нержавеющих сортов, вполне допустима (и, более того, часто практикуется) и в домашних условиях, если в этом возникла необходимость. В таких случаях для нагрева изделий из стали можно использовать электроплиты, духовки и даже раскаленный песок. Температуры, до которых следует нагревать стальные изделия в таких случаях, можно подобрать по специальным таблицам. Перед закалкой или отпуском стальных изделий, их необходимо тщательно очистить, на их поверхности не должно содержаться грязи, следов масла и ржавчины.
После очистки изделие из стали следует нагреть так, чтобы оно равномерно раскалилось докрасна. Для того чтобы раскалить его до такого состояния, необходимо выполнять нагрев в несколько подходов. После того, как требуемое состояние достигнуто, нагреваемое изделие следует охладить в масле, а затем сразу поместить в духовку, предварительно разогретую до 200 градусов Цельсия. Затем необходимо постепенно снизить температуру в духовке, доведя ее до отметки в 80 градусов Цельсия.
Данный процесс занимает обычно час. Дальнейшее охлаждение следует проводить на открытом воздухе, исключение составляют лишь изделия из хромоникелевых сталей, для снижения температуры которых используются масляные ванны. Обусловлено это тем, что стали таких марок при медленном охлаждении могут приобрести так называемую отпускную хрупкость.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org