- В промышленной среде : 65 лет
- В тропической среде : 70 лет
- В пригородной среде : 85 лет
- В загородной среде : 120 лет.
- В 1742 году французский химик и физик Поль Жак Малуэн (1701—1778) описал метод цинкования железа погружением в ванну с расплавленным цинком в докладе французской Королевской академии.
- В 1836 году французский химик Станислас Сорел (1803—1871) получил патент на данный метод цинкования железа, после очистки его сначала 9 % раствором серной кислоты (h3SO4) и затем флюсом — хлоридом аммония (Nh5Cl).
-
Ванна с расплавленным цинком для горячего цинкования
-
Горячеоцинкованная балка
-
Горячеоцинкованный уголок
-
Стальная труба, готовая к горячей оцинковке
- Возможность обработки любых заготовок, независимо от сложности их формы.
- Способность к «самовосстановлению». Если какой-либо участок металлоконструкции получил механическое повреждение, то дефект покрытия постепенно минимизируется и полностью устраняется без постороннего вмешательства.
- Устойчивость перед жидкостями примерно в 6 раз выше аналогичного показателя «защищенности», обеспеченной другими методиками.
- Все имеющиеся дефекты основы (раковины, поры и так далее) тщательно скрываются слоем цинка.
- Надежное скрепление защитного слоя с поверхностью заготовки.
- Низкие эксплуатационные затраты. Основной пункт экономии – отсутствие необходимости в регулярной обработке и окрашивании металлоконструкций.
- Наличие эффективной вытяжки, так как процесс цинкования сопровождается интенсивным парообразованием.
- Строгое соблюдение скорости погружения и времени выдержки детали в резервуаре с «расплавом».
- Качество охлаждения металлоконструкции.
- Погружение.
- «Выдержка» в емкости (порядка 4 – 10 минут). Если образуется шлак, то он удаляется механическим способом.
- Выемка заготовки из ванны. Толщина слоя защитного покрытия во многом определяется скоростью извлечения детали из емкости, поэтому рассчитывается индивидуально для каждого образца.
- Используют сталь в виде готовой продукции или заготовки.
- Антикоррозионные качества достигаются путем насыщения поверхностного слоя цинком.
- Защитные свойства существенно повышаются за счет напыления полимера. Полимеры известны тем, что не реагируют на воздействие влаги.
- Благодаря многослойной защитной структуре поверхность не требует периодического ухода, сам материал может прослужить в течение длительного периода.
- Подобная структура хорошо поддается сгибанию и вытяжке. Именно поэтому рулонный материал применяется в качестве заготовок при изготовлении самых различных деталей и при выполнении строительных отделочных работ.
- Оцинкованная сталь проста в применении. Это связано с тем, что она хорошо сваривается, подвергается механической обработке, ее можно сверлить.
- Малый вес также является положительным качеством материала. За счет малого веса существенно упрощается процесс погрузки и разгрузки, а также транспортировка. Низкий вес позволяет существенно уменьшить нагрузку на несущие конструкции.
- Стальные оцинкованные листы характеризуются высокими прочностными характеристиками. Прокат применяют по причине того, что он может выдерживать ударные и статические нагрузки на протяжении длительного периода.
- Толщина листа.
- Линейные геометрические размеры.
- Толщина защитного слоя.
- В судо- и авиастроении. Из-за небольшого веса и коррозионной стойкости металл применяется при обшивке различных конструкций.
- Промышленное и гражданское строительство. Очень часто кровельный строительный материал изготавливается путем холодной штамповки оцинкованных листов. За счет получения волнистого профиля прочность листов существенно повышается.
- Автомобилестроение. Используется в качестве основы при изготовлении различных корпусов.
- нормальной;
- глубокой;
- весьма глубокой вытяжки.
Технология горячего цинкования металлоконструкций — подробное описание всех этапов. Сталь горячеоцинкованная
Горячее цинкование - это... Что такое Горячее цинкование?
Кристаллическая поверхность горячеоцинкованного металлаГорячее цинкование — покрытие металла (обычно железа или стали) слоем цинка для защиты от коррозии путём окунания изделия в ванну с расплавленным цинком при температуре около 460 °C. Под атмосферным воздействием чистый цинк (Zn) вступает в реакцию с кислородом (O2) и формирует оксид цинка (ZnO), с последующей реакцией с двуокисью углерода (CO2) и формированием карбоната цинка (ZnCO3), обычно серого матового, достаточно твёрдого материала, останавливающего дальнейшую коррозию материала.
Горячее цинкование считается одним из самых надёжных, экономичных и потому распространённых методов защиты железа и стали от коррозии.
Для металлоконструкций горячее цинкование является бесспорно самым распространённым видом покрытия.
Толщина цинкового слоя колеблется от 30 до 100 мкм[1], обычно - от 45 до 65 мкм.
По данным American Galvanizer Association горячее цинкование обеспечивает защиту от коррозии:
История
Фото
Горячее цинкование крепежных изделий
Процесс
Горячеоцинкованные болты, гайки и шайбыТехнология нанесения покрытия, в двух словах, такова.
После обезжиривания, промывки, травления и повторной промывки, детали в барабане окунают в ванну (обычно керамическую) с расплавленным цинком. Вращением барабана обеспечивают поток цинковой массы относительно деталей для заполнения всех пор и микротрещин. Затем барабан вынимают из ванны и раскручивают для удаления излишков цинка центрифугированием. Однако на внутренней резьбе (на гайках) все же остаются излишки цинка, поэтому внутреннюю резьбу после цинкования протачивают. Отсутствие покрытия на внутренней резьбе не влияет на коррозионную устойчивость соединения, если гайка применяется с горячеоцинкованным болтом или шпилькой. Благодаря высокой анодности цинка по отношению к железу при температурах до 70°, цинк сам покрывает непокрытые и поврежденные участки детали со скоростью около 2 мм в год. В данном случае цинк с наружной резьбы болта, благодаря разности потенциалов цинка и железа в естественной влажной и кислой среде переносится на участки внутренней резьбы гайки, оставшиеся при проточке резьбы без покрытия.Достоинства
1. Коррозионная устойчивость в 5-7 раз превышает электрооцинкованный крепеж и приближается к устойчивости нержавеющей стали.
2. Покрытие само себя восстанавливает на поврежденных участках.
3. Покрытие более устойчиво к сколам при ударах, чем аналогичные по коррозионной устойчивости полимерные лакокрасочные покрытия.
4. Покрытие устраняет поверхностные дефекты, приводящие к разрушению резьбы под нагрузкой.
5. По прочности горячеоцинкованный крепеж превышает крепеж из нержавеющей стали, широко распространён класса прочности 8.8, доступен 10.9.
6. Покрытие препятствует водородному охрупчиванию крепежа.
7. Горячеоцинкованный крепеж дешевле нержавеющего в 3-4 раза, и всего на 20- 40% дороже электрооцинкованного.
8. Красится, благодаря шероховатой пористой поверхности. Главным функциональным достоинством горячеоцинкованного крепежа является существенная экономия на эксплуатации сооружений, благодаря отсутствию необходимости их перекрашивать.
Недостатки
1. Требует специальной высадки под толщину покрытия. Нельзя, из-за значительной толщины покрытия, просто купить болты без покрытия и оцинковать их горячим методом.
2. Не все типоразмеры доступны (только от М8).
3. Внешний вид - серый матовый.
4. Из-за неравномерной толщины покрытия невозможно достичь высокой точности изделия.
5. Гайки поставляются покрытыми транспортировочной смазкой (видно на фото- гайка блестит), для защиты от коррозии поврежденных проточкой участков внутренней резьбы.
Сравнительный анализ
Горячее цинкование (Г/Ц) является вторым по распространённости после электролитического.
коррозия электро- и горячеоцинкованных болтов, 5 суток в р-рах NaCl, HCl и в воде- Электролитическое цинкование (здесь- ЭЦ, или электроцинкование, также - гальваническое цинкование, англ. zinc electroplating, zinc plating, фр. zingage electrolytique, нем. elektrolytische Verzinkung)- самое распространённое для крепежных изделий покрытие. Главные достоинства - низкая цена и привлекательный внешний вид (обычно глянцевый серебристый, голубоватый либо жёлтый, бывает и матовый). Возможно ЭЦ деталей с пластиковыми элементами, например самоконтрящихся гаек. Главные недостатки - недостаточная коррозионная устойчивость делает это покрытие скорее транспортировочно-декоративным. Предназначено для деталей, используемых в сухих помещениях. Подвергает покрываемые детали водородному охрупчиванию, поэтому применимо для деталей класса прочности до 10.9.
Крепеж с покрытием Дельта (Дакромет)- Дельта (Дакромет)- ближайшее к горячему цинкованию по цене, коррозионной устойчивости и внешнему виду покрытие, третье по распространённости покрытие для крепежных изделий. Главное достоинство- малая толщина (до 10 мкм) позволяет получить высокую точность детали, поэтому это покрытие получило широкое распространение в автомобильной промышленности. Позволяет покрывать детали любого класса прочности. Более привлекательный, чем у Г/О внешний вид - поверхность также матовая, но более ровная, без наплывов и бугорков; кроме того, возможны разные оттенки - от светло-серого (серебристого) до чёрного. Препятствует водородному охрупчиванию. Возможно покрытие деталей с пластиковыми элементами, например самоконтрящихся гаек. Недостаток - покрытие легче, чем Г/О скалывается и неспособно самовосстанавливаться на поврежденных участках. Поэтому, например, на днищах автомобилей часто применяют Г/О крепеж.
- Термодиффузионное цинкование (ТДЦ, англ. sherardising, фр. cherardisation, нем. sherardisieren) примерно в два раза дороже, чем Г/Ц и Дельта (Дакромет), поэтому значительно менее распространено. Требует специальной высадки под толщину покрытия. Технология ТДЦ позволяет наносить цинковое покрытие любой толщины, в зависимости от требований. Но для получения удовлетворительной коррозионной устойчивости требуется толщина покрытия, не позволяющая нанесение на стандартно высаженные болты, из-за значительной толщины (от 40 мкм). Невозможно термодиффузионное цинкование деталей с пластиковыми элементами, например самоконтрящихся гаек. Температура процесса 290-450 °C позволяет покрывать детали класса прочности до 10.9- то есть так же, как и Г/О.
- Газотермическое напыление - позволяет качественно наносить цинковое покрытие толщиной 200+ мкм на внешние поверхности крупногабаритных деталей непосредственно на месте монтажа, но неприменимо для крепежа, резьб, внутренних поверхностей диаметром менее 500 мм из-за технологических ограничений.
Примечания
Ссылки
dic.academic.ru
Горячее цинкование. Процесс оцинковки металлических изделий
В строительной сфере и промышленности наблюдается тенденция перехода от металлических материалов к высокопрочным пластикам и современным композитам. Связано это с тем, что синтетические заменители приближаются по характеристикам к стальным сплавам, но при этом они избавлены от недостатков металла, одним из которых является коррозия. В то же время полный отказ от традиционного материала возможен далеко не во всех отраслях, поэтому сохраняют актуальность и средства, позволяющие устранить процессы ржавчины. Одной из самых популярных методик этого типа является горячее цинкование, которое формирует на поверхности изделия долговечный и надежный защитный слой.
Принцип защиты оцинковкой
После прохождения ряда подготовительных процедур изделия или конструкция подвергаются нанесению расплавленным цинком. Обычно это делается путем окунания заготовки в жидкую массу таким образом, чтобы заполнялись все поры металлической структуры. Есть и некоторые нюансы, которые надо учитывать, перед тем как выполнять горячее цинкование. Технология предполагает, что высокая анодность цинка по отношению к основному металлу будет способствовать самостоятельному проникновению цинка в структуру материала уже в процессе эксплуатации изделия. Скорость заполнения непокрытых участков составляет в среднем 2 мм за год.
Однако места с резьбой и гайками могут в дальнейшем стать источниками развития коррозии. Предотвратить такие процессы можно при помощи изначального использования метизов с защитой от ржавчины. Это особенно важно учитывать, если выполняется горячее цинкование металлоконструкций, болты в которых несут высокую силовую нагрузку.
Подготовка к операции
На этапе подготовки главной задачей является очистка поверхностей изделия и обеспечение потенциальной однородности в реакциях цинка и железа при погружении в емкость с активной массой. Достигается это посредством нескольких технологических этапов, среди которых обезжиривание и промывка. В дальнейшем последуют операции травления и флюсования. Обезжиривание сводится к удалению частиц грязи и масла – от этого будет зависеть эффективность проникновения цинка в структуру металла.

Как правило, данную операцию осуществляют посредством обезжиривающих реагентов, чтобы в дальнейшем получить качественное горячее цинкование. Технология выполнения промывки реализуется после обезжиривания. На этой стадии важно убрать все излишки, которые использовались при избавлении поверхностей от следов масла. В частности устраняется пена от растворов и реагентов, которые растворяют химию.
Травление заготовки
Данную процедуру также можно отнести к этапам очистки металлической поверхности. Но если в предыдущих случаях материал избавлялся от налетов грязи и масла, то в этот раз придется иметь дело с окалиной, формирующейся при термической обработке. В процессе травления используется соляная кислота, химическое действие которой позволяет получить не просто чистую, но и блестящую поверхность. Практически каждый завод горячего цинкования разрабатывает собственные уникальные рецепты активных сред, которые в разных пропорциях могут предусматривать включение ингибиторов для устранения гидроксилов и окислов. Соблюдение четких пропорций необходимо по той причине, что кроме окалины такие растворы также влияют на структуру основы. Поэтому технологи стремятся ограничивать чрезмерное действие химии на металл, предотвращая и риски водородного насыщения.

Флюсование
В процессе флюсования выполняется несколько задач. Главной из них является завершение подготовки металлической поверхности к основным процедурам оцинковки. В частности происходит растворение оксидов, которые могут повторно формироваться в ходе промывки. Кроме того, флюсование обеспечивает защиту материала за счет пассивированной пленки. Данное покрытие в некотором роде начинает создание защитной базы, которое в дальнейшем продолжит горячее цинкование металла, и в частности его внутренней структуры. Но если цинк будет оберегать материал от внешних воздействий в процессе его использования, то пассивированный слой предотвращает окисление в рамках проведения оцинковки, и в то же время повышает смачиваемость расплавленной массой.
Этап оцинковки
На этой стадии происходит погружение изделия в ванну, в которой находится расплавленный цинк. Процессы, которые выполняются на этом этапе, будут представлены разрушением флюса и взаимодействием структур двух металлов. Длительность погружения зависит от размеров конструкции. Обычно на это уходит от 5 до 10 мин. Гораздо важнее определить оптимальную скорость погружения и извлечения заготовки. Например, горячее цинкование с медленной скоростью погружения будет способствовать освобождению металла от предварительно нанесенного пассивированного покрытия.

С другой стороны, высокая скорость приводит к захвату остатков солей на поверхности, что неизбежно понижает качество результата. Оптимальная же скорость выбирается исходя из размеров объекта, длительности погружения и характеристик поверхностей.
Контроль качества горячего цинкования
В основном о качестве полученного изделия судят по двум характеристикам: прочности и толщине покрытия. Для оценки по этим параметрам специалисты выполняют анализ резьбовых соединений и сварных узлов, которые считаются наиболее уязвимыми с технической точки зрения участками. Что касается проверки толщины, то здесь следует опираться на требования, которые предъявляет ГОСТ. Горячее цинкование в соответствии с нормативами должно быть выполнено таким образом, чтобы толщина в местах, удаленных от накатки, углов и резьбы на 5 мм, соответствовала проектным. Конкретные значения параметров слоя определяются исходя из требований к конкретному изделию, но метод проверки должен осуществляться именно на свободных участках.

Сколько стоит горячее цинкование?
В среднем стоимость горячего цинкования составляет 30-35 тыс. руб. за 1 т. При этом встречаются и отклонения от данного коридора, если речь идет о нестандартных заказах. Влияет на ценник и состояние изделий. Нередко предприятия предлагают полный цикл обслуживания, что подразумевает многоступенчатое горячее цинкование. Цена полного цикла, в котором будут и подготовительные операции, может достигать и 50 тыс. За эту сумму, как правило, предлагается использование качественных реагентов, сушка обработанных изделий в специальных камерах и подтверждение качественно выполненной работы экспертной документацией.

Преимущества и недостатки метода
Для крупных производств, которые работают с большими объемами металлопроката, этот способ защиты от коррозии является оптимальным в первую очередь по экономическим соображениям. Кроме того, технология дает надежный барьер перед процессами коррозии и в то же время не снижает показатели тепло- и электропроводности материала. Что касается недостатков, то горячее цинкование металлоконструкций требует высокого расхода компонентов для активной массы и тщательной организации общего процесса обработки. К минусам горячего цинкования можно отнести и ограничения его применения по отношению к мелким деталям – тонкий слой в данном случае наносить просто нецелесообразно.
Заключение
Технология защиты металла цинкованием используется достаточно много лет, и по сей день ей нет достойной альтернативы. Распространенность метода обусловлена тем, что горячее цинкование качественно справляется с главной задачей – предотвращением образования ржавчины. Этот надежный способ себя зарекомендовал и в промышленности, и в строительстве.

Там, где на первый план выходят именно вопросы достижения прочности и долговечности металлических конструкций, себя оправдывает и покрытие цинком.
fb.ru
Горячее цинкование металлоконструкций - полное описание технологии
Для предохранения металлов от коррозии существует много способов, отличающихся и эффективностью, и себестоимостью. Один из них – анодное покрытие. Оно производится по различным методикам, которые предполагают использование соответствующего оборудования, характеризуются определенной сложностью процесса и необходимым временем на его проведение.
Пожалуй, самая известная из них (и наиболее широко распространенная) – горячее цинкование. По популярности уступает лишь способу электролитического покрытия металлоконструкций, но только в плане финансовых вложений, так как по долговечности намного его превосходит.
Принцип цинкования
Поверхность заготовки покрывается слоем этого металла (как правило, толщиной 40 – 65 мкм). В результате исключается прямой контакт «основы» с жидкостями и обеспечивается надежная антикоррозийная защита. Применяется (в основном) для обработки железа или стали. Но делается это разными способами.
С точки зрения оптимального сочетания экономичности и высокого результата лучшим вариантом считается именно горячее цинкование. По оценкам специалистов, при эксплуатации металлоконструкций даже в самых неблагоприятных условиях эффективность такого покрытия не снижается на протяжении не менее 65 – 70 лет. Вот эту технологию и рассмотрим подробнее.
Преимущества горячего цинкования
Принцип и технология горячего цинкования
Суть процесса коротко можно описать так – после предварительного «освежения» (этап подготовительных мероприятий) деталь погружается в резервуар с расплавленным цинком. Металл буквально «обволакивает» заготовку, проникая в самые труднодоступные места конструкции.
Более подробно ознакомиться со всеми нюансами цинкования по «горячей» методике можно в ГОСТ № 9.307 от 1989 года. Мы же рассмотрим основные операции, и этого будет вполне достаточно, чтобы понять принцип такой обработки деталей.

Подготовка металлоконструкции
Данная работа включает в себя несколько операций (технологических этапов).
Механическая обработка
Производится с целью удаления с поверхности заготовки грязи, окалины и тому подобное. То есть фракций инородных веществ. На производстве это делается пескоструйными аппаратами в специальных боксах.
Обезжиривание
Производится при средней температуре +75 ºС с целью повысить качество скрепления цинка с основой. Присутствие на ней в процессе дальнейшей обработки каких-либо химических соединений (к примеру, масляных пятен) не допускается, так как это может привести впоследствии или к отслоению покрытия, или к неравномерности его толщины (а то и образованию «голых» зон). Удаление посторонних веществ производится специальными средствами (реагентами).
Промывка
Смысл данной операции понятен – удалить с детали все использовавшиеся в процессе обезжиривания химикаты.

Травление
На поверхности металла, подлежащего цинкованию, всегда присутствуют в определенных долях различные окислы (в том числе и ржавчина). Вот от них и очищается заготовка. Это делается с использованием кислоты, преимущественно соляной, при комнатной температуре (порядка 22 – 24 ºС). Ориентировочная концентрация раствора – от 140 до 200 г/л (зависит от степени загрязнения металла).
Особенности
Во-первых, если ранее заготовка подвергалась цинкованию, то сначала в отдельной емкости удаляется защитный слой. Во-вторых, для минимизации воздействия кислоты на материал основы и исключения усиленного выделения водорода используются специальные вещества (ингибиторы), которые вводятся в раствор.
Промывка
Эта операция необходима для удаления продуктов химических реакций, протекавших на этапе травления, и остатков кислотного раствора.
Флюсование
На этом этапе производится окончательная подготовка заготовки к обработке расплавленным цинком. Во-первых, тонкий слой используемого средства (флюса) предотвращает окисление материала (а данный процесс идет постоянно). Во-вторых, по аналогии с пайкой, повышает надежность «сцепки» (цинк + основа).
Обработка производится в условиях + 60 ºС раствором концентрацией порядка 500 г вещества на 1 л воды. Как правило, это состав из хлоридов аммония и цинка.
Особенность
В процессе флюсования осуществляется постоянный контроль над содержанием железа, кислотностью и плотностью раствора. При необходимости вводится перекись водорода. Она снижает процентное содержание железа путем образования его солей, которые выпадают в осадок.
Термическая подготовка металлоконструкции
После обработки растворами заготовку необходимо тщательно просушить. Если в процессе ее погружения на поверхности будут остатки жидкости, то это приведет к образованию ее паров и отразится на качестве конечного покрытия. Кроме того, такое предварительное повышение температуры образца (до 100 ºС) позволяет снизить эн/затраты в ходе операции по цинкованию.
Подача (выемка) заготовок в печь производится механизированным способом. Для обеспечения высокого качества осушки используется не менее 2-х термических камер.

Покрытие слоем цинка
Собственно, это является конечной целью всех подготовительных операций. Необходимый температурный режим выбирается исходя из местных условий и специфики заготовки. В среднем это +420 ºС (предельное значение – до +455).
Особенности

Основные операции
Охлаждение
Может проводиться или принудительно, или протекать естественно, в условиях помещения.
Вот, собственно, и весь смысл технологических операций, которые позволяют обеспечить качественное цинкование материалов. Для общего понимания сути всех процессов вполне достаточно.
ismith.ru
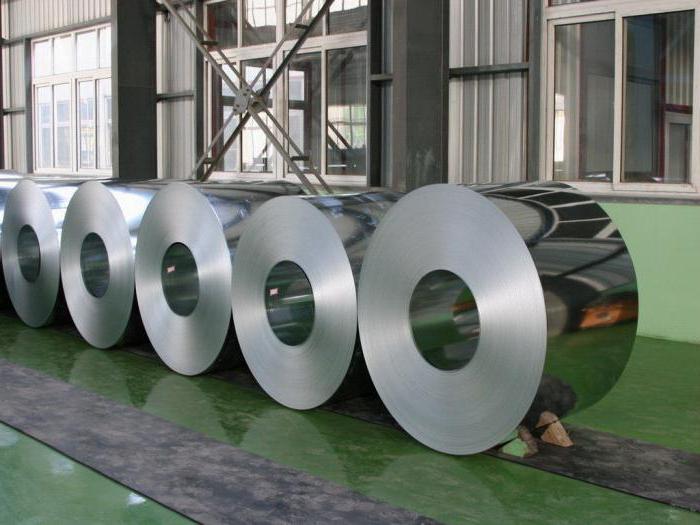
Горячеоцинкованная рулонная сталь
Наименование | Гальванизированная сталь в рулоне |
Торговая марка | Баосталь |
Толщина | 0.30-1.00mm |
Ширина | 750-1500mm |
Внутренний диаметр | 508/610 |
Оцинкованное покрытие | 20-100г |
Длина | Рулон/необходимой длины |
Вес катушки | 3-7 тонн |
Сфера применения | Строительство, судостроение, производство автомобилей, электротехнике и других производствах |
Производство | Китай, Синьцзян |
Наша продукция экспортируется в страны | Россия, Казахстан, Узбекистан, Туркменистан, Кыргызстан, Афганистан, Иран, Индия, ОАЭ, Непал, Польши и другие страны |
Метод оплаты | TT, LC |

Преимущества:
1. Принимая холоднокатаную стальную полосу за основу,
гальванизированная плита-это продукт, создаваемый
непрерывным процессом горячей гальванизации.
Это стальная плита с хорошим сопротивлением атмосферной
коррозии, срок службы холоднокатаной стальной пластины
может быть продлен на срок от 15 до 20 лет после гальванизации.
2. Сильная коррозионная устойчивость, хорошее качество покрытия,
увеличенный срок службы, экономичный,
практичный продукт и т.д.


Гальванизированная стальная катушка
Гарантия качества "Баостил".
Умеренная цена, превосходное качество.
Обильный сток и быстрая поставка.
Богатый опыт поставок и экспорта.

Оцинкованный лист
Горячее цинкование образуется после холодной прокатки полосовой стали уплощения и отжига, и
затем переходит к серии процессов непрерывного горячего цинкования, после поверхность
стали проходит процесс горячей гальванизации. Стальная поверхность плиты имеет хорошее сопротивление
коррозии, после гальванизации, сталь отличается высокой прочностью и простотой обработки.

Стандартная экспортная упаковка
Поэлителеновая пленка+водонепроницаемая бумага+стальнрй лист+стальной лист+упаковочная стальная лента.
Стандартная экспортная упаковка
Стандартная экспортная упаковка+деревянные паллеты.
Упаковка кровельных листов
Поэлителеновая пленка+водонепроницаемая бумага+стальная
доска+стальной лист+упаковочная стальная лента


fondasteel.ru
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия (с Изменениями N 1, 2), ГОСТ от 31 марта 1980 года №14918-80
ГОСТ 14918-80
Группа В23
МКС 77.140.50 ОКП 11 1110
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. N 1465 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)ВЗАМЕН ГОСТ 14918-69Издание (август 2007 г.) с Изменениями N 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86).Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий. Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.(Измененная редакция, Изм. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки - ХШ, для холодного профилирования - ХП, под окраску (дрессированная) - ПК, общего назначения - ОН;
по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки - Н, глубокой вытяжки - Г, весьма глубокой вытяжки - ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью - HP, с уменьшенной разнотолщинностью - УР. (Измененная редакция, Изм. N 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться: с узором кристаллизации - КР, без узора кристаллизации - МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанным в табл.1.
Таблица 1
Класс толщины | Масса 1 м слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
П (повышенный) | Св. 570 до 855 включ. | Св. 40 до 60 включ. |
1 | " 258 " 570 " | " 18 " 40 " |
2 | От 142,5 " 258 " | От 10 " 18 " |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1. (Измененная редакция, Изм. N 2).
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90. Оцинкованную сталь высшей категории качества изготовляют: с серповидностью рулонной стали не более 6 мм на 3 м длины; с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки; с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).Раздел 2. (Измененная редакция, Изм. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл.1а.
Таблица 1а
Оцинкованная сталь | Марка холоднокатаной стали для изготовления оцинкованной стали | ||
Группа | Категория вытяжки | первой категории качества | высшей категории качества |
ХШ | Н, Г | Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с cодержанием серы не более 0,035% и фосфора - не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035% и фосфора - не более 0,025% |
ХШ | ВГ | 08пс, 08кп, 08Ю по ГОСТ 9045-93 08пс, 08кп, 10кп по ГОСТ 1050-88 | 08пс, 08кп, 08Ю по ГОСТ 9045-9308пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора - не более 0,020% |
ХП, ПК | - | 08пс по ГОСТ 9045-9308, 08пс по ГОСТ 1050-88БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-2005 | 08пс по ГОСТ 9045-9308, 08па по ГОСТ 1050-88БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы нe более 0,04% и фосфора - не более 0,035% |
ОН | - | Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88 | Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора - не более 0,040% |
(Измененная редакция, Изм. N 2).
3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97.
3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
3.4-3.4.2. (Измененная редакция, Изм. N 2).
3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску.(Измененная редакция, Изм. N 2).
3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П - не более 16, для класса 1 - не более 10, для класса 2 - не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл.1.Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П - не более 12, класса 1 - не более 8 и класса 2 - не более 3 мкм.(Измененная редакция, Изм. N 1, 2).
3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца.
3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл.1б.
Таблица 1б
Оцинкованная сталь | Временное сопротивление разрыву , МПа | Предел текучести , МПа, не менее | Относительное удлинение , %, не менее, при =80 мм для стали толщиной, мм | ||||
группы | категории вытяжки | до 0,7 | св. 0,7 до 1,5 | св. 1,5 до 2,0 | св. 2,0 | ||
ХШ | Н | 300-490 | - | 21 | 22 | 23 | 24 |
Г | 275-430 | - | 23 | 24 | 25 | 26 | |
ВГ | 255-410 | - | 26 | 28 | 29 | 30 | |
ХП, ПК | - | - | 230 | 20 | 22 | - | - |
ОН | - | - | - | - | - | - | - |
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89. При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают. | |||||||
3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл.1в.
Таблица 1в
мм
Толщина оцинкованной стали | Глубина сферической лунки для категорий вытяжки, не менее | ||
ВГ | Г | Н | |
0,5 | 8,5 | 8,0 | 6,9 |
0,6 | 8,9 | 8,5 | 7,2 |
0,7 | 9,2 | 8,9 | 7,5 |
0,8 | 9,5 | 9,3 | 7,8 |
0,9 | 9,9 | 9,6 | 8,2 |
1,0 | 10,1 | 9,9 | 8,6 |
1,1 | 10,3 | 10,1 | 8,7 |
1,2 | 10,5 | 10,3 | 8,8 |
1,3 | 10,7 | 10,5 | 8,9 |
1,4 | 10,8 | 10,6 | 9,0 |
1,5 | 11,0 | 10,8 | 9,1 |
1,6 | 11,3 | 11,0 | 9,5 |
1,7 | 11,4 | 11,1 | 9,6 |
1,8 | 11,5 | 11,2 | 9,7 |
1,9 | 11,6 | 11,3 | 9,8 |
2,0 | 11,7 | 11,4 | 9,9 |
Примечания: 1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины. 2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89. 3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм. | |||
3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл.1б, а глубина сферической лунки - на 0,2 мм больше норм табл.1в.
3.10-3.10.2. (Измененная редакция, Изм. N 2).
3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г. Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г - в пределах трех смежных номеров.
3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется.
3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл.1г.
Таблица 1г
Толщина оцинкованной стали, мм | Количество перегибов |
До 0,8 включ. | 8 |
Св. 0,8 " 1,2 " | 5 |
" 1,2 " 2,0 " | 3 |
" 2,0 | 2 |
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89. | |
(Измененная редакция, Изм. N 2).
3.14. (Исключен, Изм. N 2).
4. ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества. Масса партии не должна превышать сменного производства агрегата. (Измененная редакция, Изм. N 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя. Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6% листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема вырезки образцов для испытаний
Схема вырезки образцов для испытаний ( - ширина листа)
Таблица 2
Номер образца | Размеры образца, мм | Метод испытаний | |
ширина | длина | ||
1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
6 | 20 | 150 | На перегиб |
7 | 90 | - | На вытяжку сферической лунки ( - место испытаний) |
8 | 30 | 180-300 | На растяжение |
9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам - ±3 мм. | |||
(Измененная редакция, Изм. N 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы () или хлористой сурьмы () в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим. Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П. Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах () на 1 м вычисляют по формуле
, (1)
где - масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г;
- масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г; - фактическая площадь поверхности образцов с погрешностью 1·10 м, м. Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность. Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, (2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где - толщина покрытия соответствующего образца, мкм; - масса образца до снятия цинка, г; - масса образца после снятия цинка, г; - плотность цинка, г/см; - площадь поверхности цинкового покрытия, см. (Измененная редакция, Изм. N 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита - по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката. Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон. По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73. Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.(Измененная редакция, Изм. N 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566-94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание. По требованию потребителя оцинкованную сталь не консервируют. При отгрузке в районы Крайнего Севера и приравненные к ним местности консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки. Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации. К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80х80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм - 2 шт.; свыше 1200 мм - соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94. При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94. Для обвязки применяют металлическую ленту толщиной 1,2-2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации. Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно - 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами. Разд.6. (Измененная редакция, Изм. N 2).Электронный текст документаподготовлен ЗАО "Кодекс" и сверен по:официальное изданиеМ.: Стандартинформ, 2007
docs.cntd.ru
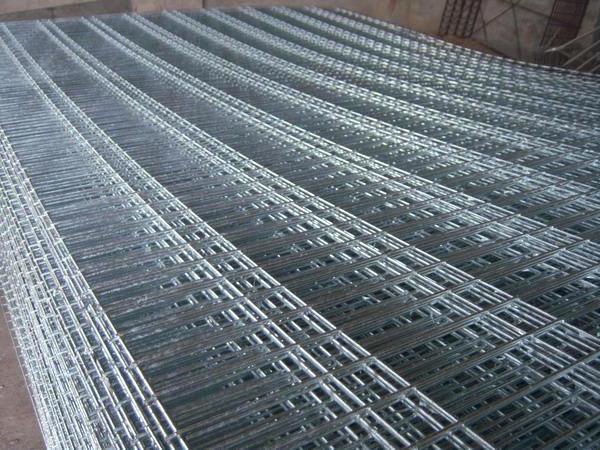
особенности материала и основные характеристики, область применения
Многие стали обладают низкой коррозионной стойкостью, что становится причиной образования ржавчины, снижения эксплуатационных качеств по причине использования в агрессивной среде. Для того чтобы наделить металл коррозионностойким качеством, проводится химическая обработка или легирование состава.
Оба метода изменения эксплуатационных качеств существенно отличаются. Рулон оцинкованный с полимерным покрытием сегодня встречается в продаже довольно часто. Это связано с тем, что материал обладает высокой коррозионной стойкостью, может применяться при повышенной влажности и обладает другими эксплуатационными качествами. Рассмотрим подобный материал подробнее.
Оцинкованная сталь с ПВХ покрытием
Еще несколько десятилетий назад металлурги определили, что включение большого количества цинка в поверхностные слои металла позволяет существенно повысить его антикоррозионные качества. При этом состав материала остается практически неизменным, то есть основные эксплуатационные качества замечательно сохраняются.
В случае получения легированной стали в состав металла вноситься большое количество хрома и других элементов, за счет чего он становится устойчивым к воздействию влаги. Сталь оцинкованная, с полимерным покрытием в рулонах сегодня получила весьма большое распространение.
Особенности материала
Особенностями материала можно назвать нижеприведенные моменты:
Сегодня рулон с полимерным покрытием весьма распространен. Его применяют для получения кровли и другого строительного материала. Современные технологии нанесения полимеров позволяют получить равномерный слой с наименьшими материальными и временными затратами.
Основные характеристики
Рассматривая сталь с полимерным покрытием, следует учитывать нижеприведенные эксплуатационные качества материала:
Выбор проката
При выборе проката уделяется внимание нижеприведенным параметрам:
На территории России маркировка проводится согласно ГОСТ.
Область применения
Оцинкованный прокат сегодня весьма востребован, что связано с исключительными эксплуатационными качествами. Чаще всего листовой материал применяется в нижеприведенных случаях:
При выборе данной стали прежде всего следует учитывать классификацию по толщине. В качестве основы при изготовлении оцинкованного листового материала применяются низкоуглеродистые стали. Для повышения прочности структуры проводится термическая обработка.
В заключение отметим, что сегодня в продаже встречаются листы с покрытием ПВХ различного цвета. Некоторые производители создают палитру цветов для упрощения выбора оцинкованного проката. Применяемые технологии нанесения ПВХ определяют то, что после штамповки на поверхности не появляется дефектов. Продажа проводится в виде рулонов или листов. Для обеспечения защиты материала на момент поставки он упаковывается в полиэтилен и размещается на специальных поддонах.
tokar.guru
Железо оцинкованное: характеристики, назначение
Железо оцинкованное нашло сегодня широкое распространение. Оно используется в строительстве и промышленности, а на его поверхность еще в условиях завода для защиты наносится краска, которая позволяет декорировать материал.
Применяется оно для изготовления посуды, штампованных деталей, тары и др. Сферы и возможности использования листа оцинковки широки, это обусловлено особенностями и характеристиками. Оцинкованный лист при воздействии физических факторов и механической нагрузки сохраняет свои свойства.
Назначение

Железо оцинкованное выступает в качестве удобного материала при возведении ограждений, перекрытий и применяется в качестве настилов. Высоко ценятся его характеристики при проведении кровельных работ. Наиболее удобным этот материал является для устройства крыш, которые имеют незначительный уклон. Лист может предварительно окрашиваться и использоваться при обустройстве крыш с большим уклоном. Нанесение лакокрасочных материалов осуществляется не только перед покрытием крыши, но и перед возведением ограждений, а также при строительстве сборных модульных конструкций.
Что еще необходимо знать

Сфера строительства не является единственной, где используется железо оцинкованное. Оно выступает в качестве отличного материала при производстве бытовой техники. Электрические плиты, холодильники и стиральные машины, а также многое другое изготавливается с использованием листа оцинковки. Материал нашел свое распространение и в области приборостроения.
Характеристики оцинкованного листа по ГОСТ 14918-80
Когда при производстве используются вышеупомянутые государственные стандарты, в качестве сырья выступает холоднокатаная углеродистая рулонная сталь, качество поверхности которой регламентируется ГОСТ 16523-89. В этом случае ширина может изменяться от 710 до 1800 мм, а что касается толщины, то этот параметр должен находиться в пределах от 0,5 до 2,5 мм.
Ознакомившись с маркировкой, вы сможете понять, что сталь подразделяется на три класса. Если среди буквенно-цифрового обозначения вы заметили букву "П", это указывает на то, что толщина покрытия может составлять предел от 40 до 60 мкм. Если же в маркировке присутствует цифра «1», толщина покрытия должна изменяться в пределах от 18 до 40. Что касается цифры «2», то этот параметр изменяется от 10 до 18 мкм.
Если вы заметите обозначение «ХШ», то перед вами сталь для холодной штамповки. Оцинкованная сталь подразделяется на листы:
Для достижения необходимых механических свойств лист сначала отжигается холоднокатаным методом, а после на его поверхность наносится цинковое покрытие. На заключительном этапе лист пропускается сквозь ванну с расплавленным цинком. Этот процесс сопровождается нанесением цинка на металлическую полосу. В результате удается добиться устойчивости к коррозии.
Железо оцинкованное изготавливается с использованием цинка марок Ц0 и Ц1. Помимо прочего, в ванну добавляют алюминий, свинец и другие материалы. По желанию заказчика осуществляется консервация, что позволяет добиться более высокого уровня защиты поверхности.
Дополнительные области использования

Область применения оцинкованного металла гораздо шире, чем можно представить. Применяется данный материал во время облицовки зданий, в процессе монтажа перекрытий, а также является незаменимым в области сельскохозяйственного строительства. Лист используется для сооружений хранилищ, бункеров и башен для силоса. Оцинкованное железо, коррозия которому не страшна при правильной обработке и эксплуатации, нашло свое применение в гражданском строительстве. Из полотна изготавливаются системы водостоков и желоба.
Дополнительные технические характеристики холоднокатаного оцинкованного листа по ГОСТ 14918-80
Такой материал в процессе производства может покрываться влагоустойчивыми порошковыми красками. В местах сгиба полотна, толщина которых не превышает 1 мм, не должны покрываться отслоениями, которые будут обнажать металл. Изгиб должен осуществляться под углом 180°. В местах изгиба допустимо появление мелких трещин по всей длине, но размеры сферической лунки не должны выходить за поля допусков.
Величина относительного удлинения может оказаться больше установленных на одну единицу. Оцинкованное железо, лист которого будет подвергаться разрыву, должно проявлять временное сопротивление. Этот показатель колеблется в пределах 300-490 МПа. При этом относительное удлинение будет равно 21%.
Стоимость оцинкованного железа

Цена оцинкованного железа будет изменяться в зависимости от размеров листа. Если перед вами полотно с габаритами в 1000 x 2000 мм, то за лист придется заплатить 266 руб., при этом его толщина составит 0,4 мм. Если же размеры листа увеличатся до 1250 x 2500 мм, то цена будет равна 388 руб.
Выбор краски
Если перед вами встал вопрос о том, чем покрасить оцинкованное железо, то следует выбрать один из представленных рынком вариантов. В продаже можно встретить «Цикроль», представляющий собой акриловый матовый состав, среди ингредиентов которого содержатся активные противокоррозионные добавки и органические растворители.
Использовать данную смесь можно снаружи помещений, применяя в качестве защиты крыш, листового профиля, профнастила, водосточных труб, кровельной жести и желобов. Краска характеризуется высокой укрывистостью и светостойкостью, обладает превосходными характеристиками по атмосферостойкости и водостойкости. Материал удобен в применении, обладает отличной сцепляемостью с поверхностью, а также является одним из лучших вариантов для ремонта оцинкованных поверхностей. В качестве главного преимущества выступает отсутствие необходимости предварительного грунтования. Нанесение следует осуществлять в один слой.
Если вы все еще не знаете, чем покрасить оцинкованное железо, то можно обратить внимание на водостойкую краску «Сереброл», которая представляет собой антикоррозионную однокомпонентную эмаль для оцинкованного и черного металла. Изготавливается смесь на основе алюминиевой пудры, перхлорвиниловых смол, а также коррозионностойких добавок и смеси органических растворителей.
Эмаль тиксотропна имеет высокую атмосферостойкость, износоустойчивость и маслобензостойкость. Оцинкованная сталь после нанесение такой защиты обретет повышенный барьерный эффект.
С помощью данных красок вы сможете защитить материал от воздействия атмосферных осадков, солнца и соленого воздуха. Краска не выгорает, а после нанесения быстро высыхает и продлевает конструкциям срок службы.
fb.ru