низкий,
высокий.
5 Отпуск закаленной стали. Температура отпуска стали
Отпуск стали. Температура отпуска стали. Режимы отпуска стали. Отпускная хрупкость. Улучшение термическая обработка.
Отпуск является окончательной термической обработкой. Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей (см. Закалка стали). С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Термическая обработка металла. Термическая обработка металлов и сплавов. Виды термической обработки металлов. Виды термообработки.
Различают три вида отпуска:
1. Низкий отпуск с температурой нагрева Тн = 150…300oС.
В результате его проведения частично снимаются закалочные напряжения. Получают структуру – мартенсит отпуска.Проводят для инструментальных сталей после закалки токами высокой частоты или после цементации.
2. Средний отпуск с температурой нагрева Тн = 300…450oС.
Получают структуру – троостит отпуска, сочетающую высокую твердость 40…45HRC c хорошей упругостью и вязкостью.Используется для изделий типа пружин, рессор.
3. Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств) – сорбит отпуска.Используется для деталей машин, испытывающих ударные нагрузки.Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Способы закалки. Способы закалки стали. Виды закалки стали. Технология закалки стали. Режимы закалки сталей.Закалка стали. Закалка металла. Виды закалки. Температура закалки. Закаливаемость. Прокаливаемость. Критический диаметр.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью.
Зависимость ударной вязкости от температуры отпуска

Отпускная хрупкость I рода наблюдается при отпуске в области температур около 300oС. Она не зависит от скорости охлаждения. Это явление связано с неравномерностьюпревращения отпущенного мартенсита (см. Мартенсит. Мартенситное превращение.). Процесс протекает быстрее вблизи границ зерен по сравнению с объемами внутри зерна. У границ наблюдается концентрация напряжений, поэтому границы хрупкие.
Отпускная хрупкость I рода “необратима“, то есть при повторных нагревах тех же деталей не наблюдается.
Нормализация стали. Температура нормализации стали. Процесс нормализации стали.
Отпускная хрупкость II рода наблюдается у легированных сталей при медленном охлаждении после отпуска в области 450…650oС. При высоком отпуске по границам зерен происходит образование и выделение дисперсных включений карбидов. Приграничная зона обедняется легирующими элементами. При последующем медленном охлаждении происходит диффузия фосфора к границам зерна. Приграничные зоны обогащаются фосфором, снижаются прочность и ударная вязкость. Этому деекту способствуют хром, марганец и фосфор. Уменьшают склонность к отпускной хрупкости II рода молибден и вольфрам, а также быстрое охлаждение после отпуска.
Отжиг стали. Отжиг второго рода. Полный отжиг. Неполный отжиг. Полный и неполный отжиг. Изотермический отжиг.Отжиг стали. Отжиг первого рода. Диффузионный отжиг. Отжиг рекристаллизационный. Отжиг для снятия напряжений.
Отпускная хрупкость II рода “обратима“, то есть при повторных нагревах и медленном охлаждении тех же сталей в опасном интервале температур дефект может повториться.
Стали, склонные к отпускной хрупкости II рода, нельзя использовать для работы с нагревом до 650oС без последующего быстрого охлаждения.
www.mtomd.info
Отпуск стали. Температура отпуска стали. Режимы отпуска стали. Отпускная хрупкость. Улучшение термическая обработка.
| Раздел: | Материаловедение. Металловедение. |
Отпуск является окончательной термической обработкой. Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей (см. Закалка стали). С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Термическая обработка металла. Термическая обработка металлов и сплавов. Виды термической обработки металлов. Виды термообработки.
Различают три вида отпуска:
1. Низкий отпуск с температурой нагрева Тн = 150…300oС.
В результате его проведения частично снимаются закалочные напряжения. Получают структуру – мартенсит отпуска.Проводят для инструментальных сталей после закалки токами высокой частоты или после цементации.
2. Средний отпуск с температурой нагрева Тн = 300…450oС.
Получают структуру – троостит отпуска, сочетающую высокую твердость 40…45HRC c хорошей упругостью и вязкостью.Используется для изделий типа пружин, рессор.
3. Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств) – сорбит отпуска.Используется для деталей машин, испытывающих ударные нагрузки.Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Способы закалки. Способы закалки стали. Виды закалки стали. Технология закалки стали. Режимы закалки сталей.Закалка стали. Закалка металла. Виды закалки. Температура закалки. Закаливаемость. Прокаливаемость. Критический диаметр.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью.
Зависимость ударной вязкости от температуры отпуска
Отпускная хрупкость I рода наблюдается при отпуске в области температур около 300oС. Она не зависит от скорости охлаждения. Это явление связано с неравномерностьюпревращения отпущенного мартенсита (см. Мартенсит. Мартенситное превращение.). Процесс протекает быстрее вблизи границ зерен по сравнению с объемами внутри зерна. У границ наблюдается концентрация напряжений, поэтому границы хрупкие.
Отпускная хрупкость I рода “необратима“, то есть при повторных нагревах тех же деталей не наблюдается.
Нормализация стали. Температура нормализации стали. Процесс нормализации стали.
Отпускная хрупкость II рода наблюдается у легированных сталей при медленном охлаждении после отпуска в области 450…650oС. При высоком отпуске по границам зерен происходит образование и выделение дисперсных включений карбидов. Приграничная зона обедняется легирующими элементами. При последующем медленном охлаждении происходит диффузия фосфора к границам зерна. Приграничные зоны обогащаются фосфором, снижаются прочность и ударная вязкость. Этому деекту способствуют хром, марганец и фосфор. Уменьшают склонность к отпускной хрупкости II рода молибден и вольфрам, а также быстрое охлаждение после отпуска.
Отжиг стали. Отжиг второго рода. Полный отжиг. Неполный отжиг. Полный и неполный отжиг. Изотермический отжиг.Отжиг стали. Отжиг первого рода. Диффузионный отжиг. Отжиг рекристаллизационный. Отжиг для снятия напряжений.
Отпускная хрупкость II рода “обратима“, то есть при повторных нагревах и медленном охлаждении тех же сталей в опасном интервале температур дефект может повториться.
Стали, склонные к отпускной хрупкости II рода, нельзя использовать для работы с нагревом до 650oС без последующего быстрого охлаждения.
Улучшаемые стали
· Химия
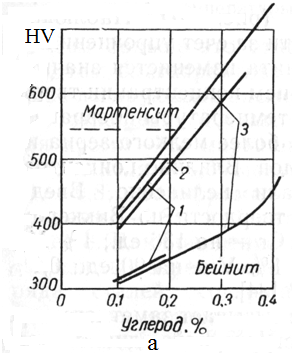
Улучшаемыми сталями называют среднеуглеродистые конструкционные стали (0,3–05 % С), подвергаемые закалке и последующему высокотемпературному отпуску. После такой термической обработки стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Углеродистые улучшаемые стали (стали 35, 40, 45 и 50) обладают небольшой прокаливаемостью (до 10 мм), поэтому механические свойства с увеличением сечения изделия понижаются. Для мелких деталей после термической обработки получают sв=600¸700 МПа и КСU=0,4–0,5 МДж/м2. Если от деталей требуется более высокая поверхностная твердость (шпиндели, валы, оси и т.д.), то после закалки их подвергают отпуску на твердость НRС 40–50. Для получения высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.).Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. Отсюда их основное преимущество перед углеродистыми конструкционными сталями–лучший комплекс механических свойств: выше прочность при сохранении достаточной вязкости и пластичности, ниже порог хладноломкости.Большинство легированных конструкционных сталей относится к перлитному классу.При создании легированных сталей всегда учитывают стоимость легирующего элемента и его дефицитность.Основным легирующим элементом в конструкционных сталях является хром, содержание которого обычно составляет 0,8–1,1 %; марганца в сталях до 1,5 %; кремния 0,9–1,2 %; молибдена 0,15–0,45 %; никеля 1–4,5 %. Общая сумма легирующих элементов не превышает 3–5 %.Все перечисленные элементы, кроме никеля, увеличивая прочность стали, понижают ее пластичность и вязкость. Никель является исключением–он оказывает особенно положительное влияние на свойства стали, увеличивая ее прочность, не понижая пластичность и вязкость. Кроме того, никель понижает порог хладноломкости. Поэтому стали, содержащие никель, особенно ценны как конструкционный материал.Кроме названных элементов, в конструкционные стали для деталей машин вводят около 0,1 % V, Тi, Nb, Zr для измельчения зерна. Введение 0,002–0,003 % В увеличивает прокаливаемость.Улучшаемые стали можно условно разделить на несколько групп. Широко применяют стали, легированные хромом, особенно стали марок 40Х, 45Х. Для увеличения прокаливаемости в них иногда добавляют бор (сталь 40ХР). Увеличение прокаливаемости (в сечении до 40 мм) достигается и добавлением в хромистые стали около 1 % Мn: 30ХГ, 40ХГ, 40ХГР и др. Для уменьшения склонности хромистых сталей к отпускной хрупкости II рода вводят 0,15–0,25 % Мо.Хромомарганцевые стали 20ХГС, 25ХГС, 30ХГС, называемые хромансиль, легированы хромом, кремнием и марганцем, т.е. не содержат дефицитных легирующих элементов. Эти стали обладают хорошей свариваемостью и прочностью, например, сталь 30ХГС после термической обработки имеет sв=1650 МПа при КСU=0,4 МДж/м2. Недостаток этих сталей склонность к отпускной хрупкости II рода и к обезуглероживанию поверхности при нагреве.Чем больше размер детали, сложнее ее конфигурация, выше напряжения, возникающие в ней в процессе работы, тем с большим количеством никеля применяют сталь для ее изготовления: 40ХНМ, 30ХН2МФ, 38ХНЗМФ и т.д.Молибден и волъфрам вводят в состав сталей также для уменьшении склонности к отпускной хрупкости. На рис.3 приведена диаграмма, позволяющая выбрать нужную марку стали, в зависимости от заданных прочности и размеров сечения. Рис. 3.Диаграмма для выбора марок конструкционной стали в зависимости от заданной прочности и размера сечения детали:1 - 30ХН3М; 2 - 30ХН3; 3 - 34ХМА; 4 - 33ХСА; 5 - 30Н3; 6 - 35ХА; 7 - 35СГ; 8 - сталь 30
cyberpedia.su
Температуры отпуска - Отпуск - Старение и отпуск
По температуре нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск на отпущенный мартенсит (120 — 250 °С) широко применяют после закалки инструментов, цементованных и цианированных изделий и после поверхностной закалки.
Цель низкого отпуска — уменьшение остаточных закалочных напряжений; температуру низкого отпуска выбирают такой, чтобы твердость и износостойкость не снизились или слабо снизились. Выдержка при температуре низкого отпуска обычно не превышает 1 — 3 ч; с дальнейшим увеличением выдержки остаточные натяжения очень слабо уменьшаются.
Разновидность низкого отпуска — стабилизирующий отпуск. В закаленной стали даже при комнатной температуре, а тем более в результате климатических колебаний температуры происходят медленные (в течение многих лет) процессы распада мартенсита, перехода остаточного аустенита в мартенсит и снятия напряжений.
Все эти явления ведут к постепенному изменению размеров изделия. Для таких изделий, как мерительный инструмент высокого класса точности и прецизионные подшипники, недопустимы изменения размеров даже на несколько микронов. Поэтому размеры таких изделий необходимо стабилизировать.
Вредное влияние остаточного аустенита устраняют, уменьшая его количество при обработке холодом (смотрите Нагрев и охлаждение при закалке сталей). Стабилизации мартенсита и напряженного состояния достигают низким (стабилизирующим) отпуском при 100 — 180 °C с выдержкой до 30, а иногда и до 150 ч. Средний отпуск на троостит (350 — 450 °С) — сравнительно редкая операция. Ее используют тогда, когда необходимо сочетание высокой прочности, упругости и вместе с тем достаточной вязкости. Среднему отпуску подвергают пружины и рессоры.
Высокий отпуск на сорбит (450 — 650 °С) широко применяют в машиностроении к изделиям из конструкционной стали, которые должны характеризоваться не только достаточной прочностью, но и хорошей сопротивляемостью ударным нагрузкам. Выдержку при высоком отпуске (обычно несколько часов) подбирают опытным путем для получения заданного комплекса свойств.
Квазиэвтектоидную сорбитную структуру можно получить нормализацией непосредственно из аустенита при охлаждении стали, причем твердость можно получить равной твердости стали после высокого отпуска. Однако при одинаковой твердости относительное сужение и ударная вязкость будут значительно выше у отпущенной стали.
Объясняется это тем, что твердость зависит главным образом от дисперсности феррито-цементитной смеси, а на относительное сужение и ударную вязкость сильно влияет форма цементита. В сорбите, полученном при распаде аустенита, цементит имеет форму длинных пластин, а в сорбите отпуска — форму коротких пластинок с округлыми краями или сфероидальную форму, обеспечивающую более высокую вязкость стали.
Двойная операция получения сорбита — закалка с высоким отпуском — называется улучшением. Эту операцию применяют к среднеуглеродистым сталям, содержащим от 0,35 до 0,6% С. Такие стали называют улучшаемыми в отличие от малоуглеродистых цементуемых. При закалке создаются большие остаточные напряжения, чем при нормализации.
Несмотря на это, для ответственных деталей машин, как правило, предпочитают улучшение, так как выигрыш в ударной вязкости весьма значителен. Кроме того, при высоком отпуске закалочные напряжения почти полностью снимаются.
Качество закалки сильно сказывается на свойствах стали после высокого отпуска. Деталь при улучшении должна прокаливаться насквозь. В противном случае после высокого отпуска внутренние слои при одинаковой твердости будут иметь меньшую ударную вязкость, чем внешние слои, так как первые будут содержать пластинчатый цементит, а вторые — точечный или зернистый. Если при охлаждении не было полностью подавлено выделение избыточного феррита во внутренних слоях, то понижается не только ударная вязкость, но и предел прочности, твердость и особенно усталостная прочность.
Например, заготовка из стали 45 диаметром 15 мм прокаливается в воде насквозь, и в центре ее после высокого отпуска получается структура зернистого сорбита, характеризующаяся следующими свойствами: σв = 80 кгс/мм2, σ0,2 = 65 кгс/мм2, δ = 16% и ан = 10 кгсм/см2. Центральные слои заготовки диаметром 100 мм охлаждаются со скоростью значительно меньше критической скорости закалки.
При этом в центральных слоях получается структура пластического сорбита с избыточным ферритом, которая характеризуется пониженными показателями прочности и пластичности по сравнению со структурой зернистого сорбита: σв = 70 кгс/мм2, σ0,2 = 45 кгс/мм2, δ = 13% и ан = 5 кгсм/см2.
Скорость охлаждения с температуры отпуска не сказывается на механических свойствах углеродистых сталей, и если не опасны термические напряжения, то можно проводить ускоренное охлаждение.
Иногда закалку и отпуск совмещают в одной операции, которую называют закалкой с самоотпуском. Изделие кратковременно погружают в воду или обрызгивают водой. Поверхностный слой закаливается на мартенсит и затем отпускается за счет тепла внутренних слоев изделия.
Таким способом проводят сорбитизацию поверхностного слоя головки рельса, который должен сопротивляться смятию и истиранию и вместе с тем иметь достаточную ударную вязкость и высокий предел выносливости, что обеспечивается структурой сорбита отпуска.
«Теория термической обработки металлов»,И.И.Новиков

Легирующие элементы, затрудняющие распад мартенсита и коагуляцию карбидов (смотрите Структурные изменения при отпуске сталей), смещают температурную границу начала интенсивного разупрочнения при отпуске с 200 — 300 до 450 — 550 °С. Повышение красностойкости закаленной стали, т. е. способности ее сопротивляться смягчению при нагревании, — одна из основных целей легирования в производстве инструмента. Для конструкционных легированных…

Отпускная хрупкость присуща многим сталям. Сталь в состоянии отпускной хрупкости характеризуется низкой ударной вязкостью. На других механических свойствах при комнатной температуре состояние отпускной хрупкости практически не сказывается. На рисунке схематично показано влияние температуры отпуска на ударную вязкость легированной стали, в сильной степени склонной к отпускной хрупкости. Во многих легированных сталях наблюдаются два температурных интервала отпускной…

Характер зависимости механических свойств мартенситно-стареющих сталей от температуры отпуска такой же, как у всех дисперсионно-твердеющих сплавов: рост прочностных свойств, достижение максимума упрочнения и затем разупрочнение. По аналогии со старением можно выделить стадии упрочняющего и разупрочняющего отпуска. Упрочнение вызвано образованием сегрегаций на дислокациях и, главное, частично когерентных выделений промежуточных фаз типа Ni3Ti и Ni3Mo. Разупрочнение связано,…

Диффузионная подвижность атомов легирующих элементов, растворенных в α-железе по способу замещения, на много порядков ниже, чем диффузионная подвижность атомов углерода, который растворен в железе по способу внедрения. При температурах отпуска ниже примерно 450 °С в матрице не происходит диффузионного перераспределения легирующих элементов: из α-раствора выделяются карбиды железа, в которых концентрация легирующих элементов такая же, как…
Мартенситностареющие стали — это безуглеродистые сплавы на базе системы Fe — Ni, легированные дополнительно кобальтом, молибденом, титаном и другими элементами. Типичный пример — сплав железа с 17 — 19% Ni, 7 — 9% Со, 4,5 — 5% Мо и 0,6 — 0,9% Ti (Н18К9М5Т). Сплавы этого типа после воздушной закалки на мартенсит подвергают отпуску при…
www.ktovdome.ru
Отпуск металла
Отпуском называется операция термической обработки, состоящая в нагреве закаленной стали до температуры ниже критической точки AC1, выдержке при этой температуре с последующим охлаждением.
В зависимости от температуры нагрева различают два вида отпуска:
Низкий отпуск
Низкий отпуск характеризуется нагревом в интервале 120—200°, выдержкой и последующим охлаждением на воздухе. Этот вид отпуска применяют для инструментов и точных деталей, изготовляемых из инструментальной стали, для которых важны высокая твердость и постоянство размеров.
Режущий инструмент подвергают низкому отпуску при температурах 160—200°.
В результате отпуска сталь сохраняет высокую твердость, а иногда и повышает ее за счет распада остаточного аустенита.
Измерительный инструмент и точные детали подвергают низкому отпуску при температурах 120—160°. После такого отпуска (его иногда называют искусственным старением) размеры изделия не меняются.
Сталь после низкого отпуска сохраняет высокие прочностные свойства, но приобретает низкие пластические свойства.
Высокий отпуск
Высокий отпуск характеризуется нагревом до температуры 350—650°, выдержкой и охлаждением на воздухе (для углеродистой стали).
Нагрев до указанной температуры способствует распаду мартенсита и образованию структур троостита или сорбита.
Наличие таких структур весьма желательно для деталей, изготовляемых из конструкционной стали, так как это обеспечивает получение достаточно высоких прочностных и пластических свойств.
Температура отпуска влияет на механические свойства стали. Твердость и прочность с повышением температуры убывают, а пластические свойства увеличиваются.
Для деталей, от которых в работе требуются прочность и пластичность (например шестерни, шатуны двигателей внутреннего сгорания, валы коробок передач и т.д.), отпуск дается до температур 500—600° с целью получения структуры сорбита.
В практике термической обработки такая операция — закалка с высоким отпуском — получила название «термическое улучшение».
Для деталей, которые в работе испытывают знакопеременные нагрузки (например пружины), отпуск дается до температур 350—450° с целью получения структуры троостита.
В этом случае, сталь будет менее пластичная, чем сталь со структурой сорбита, но более прочная и твердая и будет лучше сопротивляться переменным нагрузкам.
Отпуск производят в печах шахтного типа, применяя при этом как воздушную среду, так и жидкие среды (масло, селитра и др.).
§
www.conatem.ru
5 Отпуск закаленной стали
4.4 Вопросы для самоподготовки к выполнению и защите лабораторной работы
1Что такое закалка?
2Как изменяются механические свойства в результате закалки?
3Равновесные критические точки, их смысл и обозначение.
4Обозначение и отличие фактических критических точек от равно-
весных.
5Назначение нагрева, выдержки и охлаждения при закалке.
6Что такое критическая скорость закалки?
7От чего зависит и как практически определяется общее время выдержки при закалке?
8Структура доэвтектоидной закаленной стали.
9Структура заэвтектоидной закаленной стали.
10Что такое мартенсит?
11От чего зависят свойства мартенсита?
12Основная структурная составляющая закаленной стали.
13Влияние массовой доли углерода на закаливаемость стали.
14В чем сущность мартенситного превращения?
15Почему размер аустенитных зерен влияет на размер пластин мар-
тенсита?
16Каковы условия получения крупноигольчатого и мелкоигольчатого мартенсита?
17Чем отличается мартенситное превращение от перлитного?
18Чем вызывается образование закалочных напряжении?
19До каких температур нагревают до- и заэвтектоидные стали под за-
калку?
Закаленная сталь характеризуется по сравнению с другими состояниями максимальными значениями твердости и прочности и минимальными значениями пластичности и вязкости. Кроме того, в результате закалки в стали возникают большие остаточные закалочные напряжения, которые сами по себе, без приложения внешних нагрузок, могут приводить к трещинообразованию и разрушению детали.
Поэтому для уменьшения хрупкости и снятия закалочных напряжений закаленные детали подвергают отпуску.
Отпуском называется термическая обработка, заключающаяся в нагреве закаленной стали до температуры ниже критической точки Ас1, выдержке
ипоследующем охлаждении.
Взависимости от температуры нагрева различают три вида отпуска:
− низкий отпуск от 150 °С до 250 °С;
15
−средний отпуск от 350 °С до 450 °С;
−высокий отпуск от 500 °С до 650 °С.
Выбор температуры отпуска зависит от того, в каких условиях будет работать изделие и, следовательно, какими свойствами оно должно обладать.
5.1 Превращения при отпуске, структура свойства отпущенной стали
Основным превращением, происходящим при отпуске является распад мартенсита закалки на феррито-карбиднуюсмесь.
С повышением температуры отпуска увеличивается диффузионная подвижность атомов и, как следствие этого, увеличивается скорость и полнота процесса распада мартенсита. Кроме температуры на превращения при отпуске оказывает влияние время выдержки при температуре нагрева. Однако, определяющее воздействие оказывает температура отпуска.
При низком отпуске в результате частичного распада мартенсита закалки образуется мартенсит отпуска, в котором наблюдается перераспределение углерода с начальным образованием карбидов. При этом практически не снижается твердость и износостойкость, но снимается часть закалочных напряжений и снижается хрупкость. Низкий отпуск применяется для режущих инструментов и деталей, подвергнутых поверхностной закалке, а также цементированных деталей.
Средний отпуск приводит к завершению распада мартенсита на мелкодисперсную феррито-цементитнуюсмесь, называемуютрооститом отпуска. Твердость его в пределах HRC 40 – 50 для сталей, содержащих от 0,45 % до 0,8 % С. При этом сохраняются высокие упругие свойства и происходит дальнейшее (относительно низкого отпуска) снятие закалочных напряжений. Средний отпуск применяется для пружин и рессор.
В результате высокого отпуска происходит коагуляция (укрупнение) цементитных частиц и, образующаяся при этом феррито-цементитнаясмесь с более крупными, чем у троостита отпуска цементитными частицами, называетсясорбитом отпуска. Твердость его находится в пределах HRC15 – 25 для сталей, содержащих от 0,40 % до 0,60 % С. Эта структура обладает хорошим сочетанием прочности и пластичности. Поэтому высокий отпуск применяется для многих деталей машин (коленчатые и распределительные валы, шестерни и т.п.), работающих в условиях циклических знакопеременных и динамических нагрузок.
Комплекс термической обработки, состоящей из полной закалки и высокого отпуска конструкционных сталей, называется улучшением. Таким образом, отпуск является заключительной термической обработкой, формирующей конечную структуру и придающей изделиям требуемые условиями эксплуатации свойства.
16
Для достижения этих свойств температуру отпуска необходимо назначать исходя из следующих закономерностей: при повышении температуры отпуска понижаются твердость и прочность и повышаются пластичность и ударная вязкость сталей.
Технология проведения отпуска состоит из нагрева образца до температуры соответствующего отпуска и выдержки при этой температуре. Таким образом, общее время нахождения образца в печи (τобщ.) определяется:
τобщ. =τH +τB,
где τобщ – время нахождения образца в печи, мин.; τH – время нагрева образца, мин;
τB – время выдержки образца, мин.
Данные τH, и τB выбирают из таблицы 5.
Таблица 5 – Продолжительность нагрева и выдержки при термической обработке
Температура печи, °С | Продолжительность (мин.) нагрева и выдержки |
| на 1 мм поперечного сечения образца |
900 | 1,3 – 1,8 |
800 | 1,5 – 2,0 |
700 | 0,7 – 0,9 |
600 | 0,9 – 1,1 |
500 | 1,0 – 1,2 |
400 | 1,1 – 1,3 |
300 | 1,3 – 1,6 |
200 | 1,5 – 1,8 |
Примечания 1 Времянагревадотемпературот200 °Сдо700 °Суказанабезвременивыдержки.
2 Примерноевремявыдержкипритемпературеотпускасоставляет0,5 временинагрева.
5.2 Задание и порядок выполнения работы
Рассмотреть процессы, протекающие при отпуске закаленной стали. Дать характеристику структур получаемых после отпуска стали.
Для исследуемых образцов закаленных сталей выполнить низкий, средний или высокий отпуск, исследовать микроструктуру полученных образцов пользуясь 350-500кратным увеличением и измерить твердость. Установить связи между строением, механическими свойствами и классификационными признаками.
Нарисовать микроструктуры предложенных образцов с указанием структурных составляющих.
17
5.3 Содержание отчета
Отчет по лабораторной работе должен содержать следующие пункты:
–название работы;
–цель работы;
–исходные данные образцов и результаты закалки представить в форме таблиц 6 и 7, приведенных ниже;
Таблица 6 – Результаты закалки образцов
|
| , |
| Режим закалки |
| Результаты закалки | ||||
Маркастали | Массовая доля углерода, % | Диаметробразца | мм | t, °С | Времянагрева, | мин. |
| Охлаждающая среда | ТвердостьHRC | Структура |
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 7 – Режим и результаты отпуска закаленной стали.
|
| Вид отпуска |
| Результаты отпуска | |
Вид отпуска | t, °С | Время на- | Охлаждаю- | Твердость | Структура |
|
| грева, мин. | щая среда | HRC |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
– зависимость твердости от результатов отпуска стали выстроить на координатной сетке, как показано на рисунке 7;
Рисунок 7 – Зависимость твердости от результатов отпуска стали
– выводы.
18
studfiles.net
Отпуск стали | Мир сварки
Отпуск стали
Отпуск заключается в нагреве закаленной стали до температур ниже Ас1 выдержке при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой, сталь получает требуемые механические свойства. Кроме того, отпуск полностью или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска. Так, например, осевые напряжения в цилиндрическом образце из стали, содержащей 0,3 % С, в результате отпуска при 550 °С уменьшаются с 60 до 8 кгс/мм2. Так же сильно уменьшаются тангенциальные и радиальные напряжения.
Наиболее интенсивно напряжения снижаются в результате выдержки при 550 °С в течение 15–30 мин. После выдержки в течение 1,5 ч напряжения снижаются до минимальной величины, которая может быть достигнута отпуском при данной температуре.
Скорость охлаждения после отпуска также оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточные напряжения. Быстрое охлаждение от 600 °С создает новые тепловые напряжения. По этой причине изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500–650 °С во всех случаях следует охлаждать быстро.
Основное влияние на свойства стали оказывает температура отпуска. Различают три вида отпуска.
Низкотемпературный отпуск стали
Низкотемпературный (низкий) отпуск проводят с нагревом до 150–200 °С, реже до 240–250 °С. При этом снижаются внутренние напряжения, мартенсит закалки переводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твердости. Закаленная сталь (0,5–1,3% С) после низкого отпуска сохраняет твердость в пределах HRC 58–63, а следовательно, высокую износостойкость. Однако такое изделие (если оно не имеет вязкой сердцевины) не выдерживает значительных динамических нагрузок.
Низкотемпературному отпуску подвергают поэтому режущий и измерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию, цианирование или нитроцементацию. Продолжительность отпуска обычно 1–2,5 ч, а для изделий больших сечений и измерительных инструментов назначают более длительный отпуск.
Среднетемпературный отпуск стали
Среднетемпературный (средний) отпуск выполняют при 350–500 °С и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокие предел упругости, предел выносливости и релаксационную стойкость. Структура стали (0,45–0,8 % С) после среднего отпуска – троостит отпуска или троостомартенсит с твердостью HRC 40–50. Температуру отпуска надо выбирать таким образом, чтобы не вызвать необратимой отпускной хрупкости.
Охлаждение после отпуска при 400–450 °С следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных напряжений, которые увеличивают предел выносливости пружин.
Высокотемпературный отпуск стали
Высокотемпературный (высокий) отпуск проводят при 500–680 °С. Структура стали после высокого отпуска – сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали.
Закалка с высоким отпуском по сравнению с нормализованным или отожженным состоянием одновременно повышает пределы прочности и текучести, относительное сужение, и особенно ударную вязкость (таблица 1). Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением.
Улучшению подвергают среднеуглеродистые (0,3–0,5 % С) конструкционные стали, к которым предъявляются высокие требования к пределу текучести, пределу выносливости и ударной вязкости. Однако износостойкость улучшенной стали вследствие ее пониженной твердости не является высокой.
| Отжиг при 880 °С | 55 | 35 | 20 | 59 | 9 |
| Закалка с 880 °С (охлаждение в воде) и отпуск при 300 °С | 130 | 110 | 12 | 35 | 3 |
| Закалка с 880 °С (охлаждение в воде) и отпуск при 600 °С | 62 | 43 | 22 | 55 | 14 |
| * Заготовка диаметром 12 мм. | |||||
Улучшение значительно повышает конструктивную прочность стали, уменьшая чувствительность, к концентраторам напряжений, увеличивая работу пластической деформации при движении трещины (работу развития трещины) и снижая температуру верхнего и нижнего порога хладноломкости.
Отпуск при 550–600 °С в течение 1–2 ч почти полностью снимает остаточные напряжения, возникшие при закалке. Чаше длительность высокого отпуска составляет 1–6 ч – в зависимости от габаритных размеров изделия.
weldworld.ru
Отпуск закалённой стали
Отпуск закаленных углеродистых сталей
Образующийся при закалке стали мартенсит, представляет собой неустойчивую структуру, характеризующуюся высокой твёрдостью, хрупкостью и высоким уровнем внутренних напряжений. По этой причине закалённую сталь обязательно подвергать отпуску.
Отпуском называют термическую операцию, заключающуюся в нагреве закалённой стали до температур, не превышающих точку Аc1 (т.е. не выше линии PSK), выдержке и последующем охлаждении чаще всего на воздухе. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Кроме того, отпуск частично или полностью устраняет внутренние напряжения, возникшие при закалке.
Окончательные свойства стали в большей степени зависят от температуры отпуска. Различают три вида отпуска стали в зависимости от температуры нагрева.
Низкий (низкотемпературный отпуск) проводят при температурах не выше 250...300°С. При таких температурах происходит частичное обезуглероживание мартенсита и выделение из него некоторого количества избыточного углерода в виде частиц е - карбида железа. Образующаяся структура, состоящая из частичного обезуглероженного мартенсита и е-карбидов, называется отпущенным мартенситом. Выход некоторого количества углерода из решетки мартенсита способствует уменьшению её искажения и снижению внутренних напряжений. При таком отпуске несколько повышается прочность и вязкость без заметного снижения твёрдости. В целом изменение свойств при низком отпуске незначительно. Так закалённая сталь с содержанием углерода 0,5... 1,3 % после низкого отпуска сохраняет твёрдость в пределах 58...63 HRC, а следовательно, обладает высокой износостойкостью. Однако такая сталь не выдерживает значительных динамических нагрузок.
Низкому отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, работающий без значительного разогрева рабочей части, а такие детали, прошедшие поверхностную закалку или цементацию. Цель такого отпуска - некоторое снижение внутренних напряжений.
Средний (средне-температурный) отпуск выполняют при температурах 350...500°С и применяют преимущественно для рессор, пружин, некоторых видов штампов. При таких температурах происходит дальнейшее обезуглероживание мартенсита, приводящее к его превращению в обычный а-раствор,т.е. в феррит. Одновременно происходит карбидное превращение по схеме; Fe2C Fе3С,В результате образуется феррито-цементитная смесь, называемая троститом отпуска. Наблюдается снижение твёрдости до величины 40...50 HRC, а также снижение внутренних напряжений.Такой отпуск обеспечивает высокий предел упругости и предел выносливости, что позволяет применять его для различных упругих элементов.
Высокий(высокотемпературный) отпуск проводят при 500...600°С. Структурные изменения при таких температурах заключаются в укрупнении (коагуляции) частиц цементита. В результате этого образуется феррито-цементитная смесь, называемая сорбитом отпуска. Также, как итростит отпуска, эта структура характеризуется зернистым строением в отличии от пластинчатых структур тростита и сорбита закалки. Твёрдость стали после высокого отпуска снижается до 25,,,35 HRC, Однако уровень прочности при этом ещё достаточно высок , В то же время обеспечивается повышенная пластичность и особенно ударная вязкость, практически полностью снимаются внутренние напряжения,, возникшие при закалке.
Таким образом, высокий отпуск на сорбит обеспечивает наилучший комплекс механических свойств, позволяющий применять его для деталей, работающих в условиях динамических нагрузок. Такой же отпуск рекомендуется для деталей машин из легированных сталей, работающих при повышенных температурах.
Термическую обработку, состоящую из закалки на мартенсит и последующего высокого отпуска на сорбит, называют термическим улучшением. Вообще термическому улучшению подвергают детали из среднеуглеродистых (0,3...0,5%С) конструкционных сталей, к которым предъявляют высокие требования по пределу текучести, пределу выносливости и ударной вязкости. Однако износостойкость улучшенной стали вследствие её" пониженной твёрдости невысока.
Скорость охлаждения после отпуска оказывает большое влияние на величину остаточных напряжений. Чем медленнее охлаждение, тем меньше остаточные напряжения. Так охлаждение на воздухе даёт напряжения в 7 раз меньше, а охлаждение в масле в 2,5 раза меньше по сравнению с охлаждением в воде. По этой причине изделия сложной формы во избежание их деформации после отпуска следует охлаждать медленно (на воздухе), а детали из некоторых легированных сталей, склонных к отпускной хрупкости, рекомендуется охлаждать в масле (иногда даже в воде).
Легирующие элементы, входящие в состав легированных сталей, особенно такие, как Мо5 W, Cr, Ti, V и Si, сильно тормозят диффузионные процессы, происходящие при отпуске закалённой стали. Поэтому после отпуска при одинаковой температуре легированная сталь сохраняет более высокую твёрдость и прочность. Это делает легированные стали более теплостойкими, способными работать при повышенных температурах.
Также по теме:
Применение легированных сталей. Структура и свойства легированных сталей, область их применения.
Дюраль. Состав диралюминов, свойства, применение, термообработка.
svarder.ru