§ Е25-8. Изготовление стропов из стальных канатов. Изготовление стропов из стальных канатов
Изготовление стропов из стальных канатов
ЕНиР
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
| Состав | При изготовлении стропов | ||
| звена | На зажимах | Сплетением | |
| такелажников | на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом | вручную | |
| 5 разр. 2 « | 1 1 | 1 | 1 1 |
НА ЗАЖИМАХ
Состав работы
1. Разматывание каната из бухты или барабана с его разметкой.2. Перевязка в местах рубки и рубка (резка) каната на заготовки.3. Гнутье петли с установкой коушей, крюков или колец.4. Закрепление петли зажимами.5. Испытание и маркировка стропа.
Таблица 2
| Диаметр | Вид стропа | Добавлять | ||
| каната, мм, до | кольцевой при креплении петли тремя зажимами | с двумя петлями при креплении каждой петли тремя зажимами | на каждый дополнительный зажим | |
| 8 | 0,17 0-13,2 | 0,35 0-27,1 | 0,03 0-02,3 | 1 |
| 9 | 0,21 0-16,3 | 0,42 0-32,6 | 2 | |
| 10 | 0,25 0-19,4 | 0,48 0-37,2 | 0,04 0-03,1 | 3 |
| 11 | 0,29 0-22,5 | 0,54 0-41,9 | 4 | |
| 12 | 0,33 0-25,6 | 0,6 0-46,5 | 0,05 | 5 |
| 13 | 0,37 0-28,7 | 0,66 0-51,2 | 0-03,9 | 6 |
| 14 | 0,41 0-31,8 | 0,74 0-57,4 | 0,06 0-04,7 | 7 |
| 15 | 0,45 0-34,9 | 0,82 0-63,6 | 0,07 0-05,4 | 8 |
| 16 | 0,49 0-38 | 0,89 0-69 | 0,08 0-06,2 | 9 |
| 17 | 0,54 0-41,9 | 0,96 0-74,4 | 0,09 0-07 | 10 |
| 18 | 0,58 0-45 | 1,1 0-85,3 | 0,11 0-08,5 | 11 |
| 19 | 0,62 0-48,1 | 1,2 0-93 | 0,12 0-09,3 | 12 |
| 20 | 0,67 0-51,9 | 1,3 1-01 | 0,13 0-10,1 | 13 |
| 22 | 0,77 0-59,7 | 1,4 1-09 | 0,15 0-11,6 | 14 |
| 24 | 0,86 0-66,7 | 1,6 1-24 | 0,17 0-13,2 | 15 |
| 26 | 0,96 0-74,4 | 1,8 1-40 | 0,19 0-14,7 | 16 |
| 28 | 1,1 0-85,3 | 2 1-55 | 0,21 0-16,3 | 17 |
| 30 | 1,2 0-93 | 2,2 1-71 | 0,23 0-17,8 | 18 |
| 32 | 1,3 1-01 | 2,4 1-86 | 0,25 0-19,4 | 19 |
| 34 | 1,4 1-09 | 2,6 2-02 | 0,27 0-20,9 | 20 |
| 36 | 1,5 1-16 | 2,9 2-25 | 0,29 0-22,5 | 21 |
| 38 | 1,6 1-24 | 3,1 2-40 | 0,31 0-24 | 22 |
| 40 | 1,8 1-40 | 3,3 2-56 | 0,33 0-25,6 | 23 |
| 44 | 2 1-55 | 3,7 2-87 | 0,36 0-27,9 | 24 |
| 48 | 2,3 1-78 | 4,2 3-26 | 0,4 0-31 | 25 |
| 52 | 2,6 2-02 | 4,7 3-64 | 0,44 0-34,1 | 26 |
| 56 | 2,9 2-25 | 5,1 3-95 | 0,48 0-37,2 | 27 |
| 60 | 3,2 2-48 | 5,6 4-34 | 0,52 0-40,3 | 28 |
| 64 | 3,5 2-71 | 6,1 4-73 | 0,56 0-43,4 | 29 |
| а | б | в | № | |
ИЗГОТОВЛЕНИЕ СТРОПОВ СПЛЕТЕНИЕМ ПРЯДЕЙ
Указание по применению норм
Нормами предусмотрено изготовление стропов на двухшпиндельном станке с ручным приводом и креплением заготовки винтовыми зажимами в головках шпинделей. Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.Нормами предусмотрено изготовление стропов на специальном приспособлении с механическим приводом, состоящим из укрепленной на кронштейне струбцины для зажима троса и расположенных под струбциной и насаженных на вертикальную ось червяка тисов, в которых зажимается петля или конец заготовки. Расслабление прядей каната в месте заплетки производится тисами, которые вращаются от реверсивного двигателя через редуктор и червячную пару.
Состав работы
1. Разматывание каната из бухты или барабана с разметкой.2. Перевязка каната на длину заплетки и рубка (резка) его на заготовки.3. Гнутье петли с установкой коушей, колец или крюков.4. Закрепление заготовки с петлей в головках шпинделей.5. Расслабление прядей каната на длину заплетки вращением вала шпинделя.6. Заплетка концов прядей в расслабленную часть каната.7. Снятие готового стропа.8. Обкатка мест заплетки обжимкой.9. Удаление оставшихся концов прядей.10. Испытание и маркировка стропа.
Таблица 3
Нормы времени и расценки на 1 строп
| Диаметр каната, мм, до | На двухшпиндельном станке с ручным приводом | На специальном приспособлении с механическим приводом | |||
| Вид стропа | |||||
| кольцевой | с двумя петлями | кольцевой | с двумя петлями | ||
| 8 | 0,65 0-59,2 | 0,78 0-71 | 0,5 0-45,5 | 0,62 0-56,4 | 1 |
| 9 | 0,7 0-63,7 | 0,84 0-76,4 | 0,54 0-49,1 | 0,67 0-61 | 2 |
| 10 | 0,76 0-69,2 | 0,9 0-81,9 | 0,58 0-52,8 | 0,73 0-66,4 | 3 |
| 11 | 0,84 0-76,4 | 0,99 0-90,1 | 0,65 0-59,2 | 0,8 0-72,8 | 4 |
| 12 | 0,93 0-84,6 | 1,1 1-00 | 0,72 0-65,5 | 0,89 0-81 | 5 |
| 13 | 1 0-91 | 1,2 1-09 | 0,8 0-72,8 | 0,99 0-90,1 | 6 |
| 14 | 1,1 1-00 | 1,4 1-27 | 0,89 0-81 | 1,1 1-00 | 7 |
| 15 | 1,3 1-18 | 1,5 1-37 | 0,99 0-90,1 | 1,2 1-09 | 8 |
| 16 | 1,4 1-27 | 1,6 1-46 | 1,1 1-00 | 1,4 1-27 | 9 |
| 17 | 1,6 1-46 | 1,8 1-64 | 1,2 1-09 | 1,5 1-37 | 10 |
| 18 | 1,7 1-55 | 2 1-82 | 1,4 1-27 | 1,6 1-46 | 11 |
| 19 | 1,9 1-73 | 2,2 2-00 | 1,5 1-37 | 1,8 1-64 | 12 |
| 20 | 2,1 1-91 | 2,4 2-18 | 1,7 1-55 | 2 1-82 | 13 |
| 22 | 2,4 2-18 | 2,8 2-55 | 2 1-82 | 2,3 2-09 | 14 |
| 24 | 2,8 2-55 | 3,3 3-00 | 2,3 2-09 | 2,7 2-46 | 15 |
| 26 | 3,2 2-91 | 3,7 3-37 | 2,6 2-37 | 3,1 2-82 | 16 |
| 28 | 3,7 3-37 | 4,1 3-73 | 3 2-73 | 3,5 3-19 | 17 |
| 30 | 4,1 3-73 | 4,6 4-19 | 3,3 3-00 | 3,9 3-55 | 18 |
| 32 | 4,5 4-10 | 5,1 4-64 | 3,7 3-37 | 4,3 3-91 | 19 |
| 34 | 5 4-55 | 5,5 5-01 | 4 3-64 | 4,7 4-28 | 20 |
| 36 | 5,4 4-91 | 6 5-46 | 4,4 4-00 | 5,2 4-73 | 21 |
| 38 | 5,8 5-28 | 6,5 5-92 | 4,8 4-37 | 5,6 5-10 | 22 |
| 40 | 6,2 5-64 | 6,9 6-28 | 5,2 4-73 | 6 5-46 | 23 |
| 44 | 7 6-37 | 7,6 6-92 | 5,9 5-37 | 6,7 6-10 | 24 |
| а | б | в | г | № | |
СПЛЕТЕНИЯ ВРУЧНУЮ
Указания по применению норм
При изготовлении стропов нормами предусмотрено закрепление петли в тисах, струбцине или трубном прижиме.
Состав работы
1. Разматывание каната из бухты или барабана с разметкой.2. Перевязка каната на длину заплетки, резка (рубка) его на заготовки.3. Гнутье петли с установкой коушей, колец или крюков.4. Заплетка концов прядей.5. Обкатка мест заплетки обжимкой.6. Удаление оставшихся концов прядей.7. Испытание и маркировка стропа.
Таблица 4
Нормы времени и расценки на 1 строп
| Диаметр | Вид стропа | ||||
| каната, | кольцевой | с двумя петлями | |||
| мм, до | Нормы времени | Расценки | Нормы времени | Расценки | |
| 10 | 1,7 | 1-32 | 2,7 | 2-09 | 1 |
| 12 | 1,8 | 1-40 | 3 | 2-33 | 2 |
| 14 | 2,1 | 1-63 | 3,3 | 2-56 | 3 |
| 16 | 2,3 | 1-78 | 3,7 | 2-87 | 4 |
| 18 | 2,6 | 2-02 | 4,2 | 3-26 | 5 |
| 20 | 2,9 | 2-25 | 4,7 | 3-64 | 6 |
| 22 | 3,4 | 2-64 | 5,4 | 4-19 | 7 |
| 24 | 3,6 | 2-79 | 5,9 | 4-57 | 8 |
| 25 | 3,9 | 3-02 | 6,3 | 4-88 | 9 |
| а | б | № | |||
Примечания:1. При изготовлении стропов с одной петлей Нормы времени и Расценки графы «б» табл.2 и 4 и граф «б» и «г» табл.3 умножать на 0,5 (ПР-1).2. Нормы времени и Расценки учтена длина заплетки, равная: для кольцевых стропов — 40 диаметрам каната; для стропов с двумя петлями — от 20 диаметров на петлю.3. Оплетка мест сплетения Нормы времени и Расценки табл.2-4 не предусмотрена. В случае ее выполнения оплату следует производить дополнительно.4. Нормы времени и Расценки предусмотрено штучное изготовление стропов в условиях стройплощадки.
snip1.ru
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
| Состав | При изготовлении стропов | ||
| звена | На зажимах | Сплетением | |
| такелажников | на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом | вручную | |
| 5 разр 2 " | 1 1 | 1 - | 1 1 |
На зажимах Состав работы
1. Разматывание каната из бухты или барабана с его разметкой.
2. Перевязка в местах рубки и рубка (резка) каната на заготовки.
3. Гнутье петли с установкой коушей, крюков или колец.
4. Закрепление петли зажимами.
5. Испытание и маркировка стропа.
Таблица 2
| Диаметр | Вид стропа | Добавлять | ||
| каната, мм, до | кольцевой при креплении петли тремя зажимами | с двумя петлями при креплении каждой петли тремя зажимами | на каждый дополнительный зажим | |
| 8 | 0,17 0-13,2 | 0,35 0-27,1 | 0,03 0-02,3 | 1 |
| 9 | 0,21 0-16,3 | 0,42 0-32,6 | 2 | |
| 10 | 0,25 0-19,4 | 0,48 0-37,2 | 0,04 0-03,1 | 3 |
| 11 | 0,29 0-22,5 | 0,54 0-41,9 | 4 | |
| 12 | 0,33 0-25,6 | 0,6 0-46,5 | 0,05 0-03,9 | 5 |
| 13 | 0,37 0-28,7 | 0,66 0-51,2 | 6 | |
| 14 | 0,41 0-31,8 | 0,74 0-57,4 | 0,06 0-04,7 | 7 |
| 15 | 0,45 0-34,9 | 0,82 0-63,6 | 0,07 0-05,4 | 8 |
| 16 | 0,49 0-38 | 0,89 0-69 | 0,08 0-06,2 | 9 |
| 17 | 0,54 0-41,9 | 0,96 0-74,4 | 0,09 0-07 | 10 |
| 18 | 0,58 0-45 | 1,1 0-85,3 | 0,11 0-08,5 | 11 |
| 19 | 0,62 0-48,1 | 1,2 0-93 | 0,12 0-09,3 | 12 |
| 20 | 0,67 0-51,9 | 1,3 1-01 | 0,13 0-10,1 | 13 |
| 22 | 0,77 0-59,7 | 1,4 1-09 | 0,15 0-11,6 | 14 |
| 24 | 0,86 0-66,7 | 1,6 1-24 | 0,17 0-13,2 | 15 |
| 26 | 0,96 0-74,4 | 1,8 1-40 | 0,19 0-14,7 | 16 |
| 28 | 1,1 0-85,3 | 2 1-55 | 0,21 0-16,3 | 17 |
| 30 | 1,2 0-93 | 2,2 1-71 | 0,23 0-17,8 | 18 |
| 32 | 1,3 1-01 | 2,4 1-86 | 0,25 0-19,4 | 19 |
| 34 | 1,4 1-09 | 2,6 2-02 | 0,27 0-20,9 | 20 |
| 36 | 1,5 1-16 | 2,9 2-25 | 0,29 0-22,5 | 21 |
| 38 | 1,6 1-24 | 3,1 2-40 | 0,31 0-24 | 22 |
| 40 | 1,8 1-40 | 3,3 2-56 | 0,33 0-25,6 | 23 |
| 44 | 2 1-55 | 3,7 2-87 | 0,36 0-27,9 | 24 |
| 48 | 2,3 1-78 | 4,2 3-26 | 0,4 0-31 | 25 |
| 52 | 2,6 2-02 | 4,7 3-64 | 0,44 0-34,1 | 26 |
| 56 | 2,9 2-25 | 5,1 3-95 | 0,48 0-37,2 | 27 |
| 60 | 3,2 2-48 | 5,6 4-34 | 0,52 0-40,3 | 28 |
| 64 | 3,5 2-71 | 6,1 4-73 | 0,56 0-43,4 | 29 |
| а | б | в | № | |
Изготовление стропов сплетением прядей Указание по применению норм
Нормами предусмотрено изготовление стропов на двухшпиндельном станке с ручным приводом и креплением заготовки винтовыми зажимами в головках шпинделей. Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.
Нормами предусмотрено изготовление стропов на специальном приспособлении с механическим приводом, состоящим из укрепленной на кронштейне струбцины для зажима троса и расположенных под струбциной и насаженных на вертикальную ось червяка тисов, в которых зажимается петля или конец заготовки. Расслабление прядей каната в месте заплетки производится тисами, которые вращаются от реверсивного двигателя через редуктор и червячную пару.
studfiles.net
Производство канатных строп, изготовление строп из стальных канатов
Главная
Проведение погрузочно-разгрузочных, строительных, монтажных и такелажных работ невозможно представить без специального оборудования. Немаловажную роль в этих процессах играют стропы.
На сегодняшний день существуют несколько разновидностей грузозахватных приспособлений. Стропы из стальных канатов одни из самых распространенных.
Производство канатных строп: прочные материалы – надежные стропы!
Канатные стропы внешне напоминают металлический трос с захватным элементом в виде крюка, петли или скобы на конце. Производство канатных строп осуществляется из стальных канатов в соответствии с ГОСТом 25573-82 и ТУ. Материал, используемый для изготовления канатов, отличается высокой прочностью, поэтому такой строп можно смело назвать надежным.
Существует такие способы производства канатных строп: метод заплетки, а также метод опрессовки алюминиевой втулкой. Выбор стропа зависит от схемы строповки груза.
Среди преимуществ эксплуатации канатных строп стоит отметить:
1. Длительный период работы. Благодаря высокопрочному материалу данный вид строп прослужит продолжительное время.
2. Возможность перемещать конструкции весом от 0,5 до 50 тонн.
3. Постепенный выход со строя грузозахватного приспособления. Канатный строп не порвется в одночасье, поэтому при регулярном осмотре устройства стропальщик может вовремя выявить его изношенность.
4. Доступная стоимость по сравнению с другими видами строп.
Компания «Канта Плюс» производит исключительно высококачественные стропы. Мы используем только проверенные материалы и современное оборудование для выпуска грузозахватных устройств. Изготовление канатных стропов контролируется высококлассными профессионалами «Канта Плюс».
Мы также можем предложить вам стропы 1сц.
kanta.ru
Изготовление петель стропов.
Изготовлением петель стропов занимается специалист – заплётчик.
Способы изготовления:
1). С помощью зажимов.
2). С помощью заплётки.
3). С помощью втулки.
Эти способы только для стропов из стальных канатов.
Изготовление петли стропов с помощью зажимов.
Зажимы могут использоваться при быстром изготовлении стропов и при изготовлении временных стропов, но только если они не будут использоваться для обвязки грузов и для протягивания их в отверстия грузов.
Виды зажимов:
1). Г– образный
2). U – образный
и др.
При установке зажимов необходимо соблюдать следующие правила:
1).На каждую петлю должно устанавливаться определенное число зажимов, которое зависит от диаметра каната:
| d каната, мм | число зажимов |
| до 16 | ≥ 3 |
| 16 – 27 | ≥ 4 |
| 27 – 37 | ≥ 5 |
| > 37 | ≥ 6 |
2).Между зажимами должен оставаться интервал (шаг) не менее 6 диаметров каната.
рисунок
L (интервал, шаг) ≥ 6dк
Например:
если dк = 20мм, то L ≥ 6 х 20мм ≥ 120мм
3).После последнего зажима должен быть оставлен свободный конец каната, длина которого не менее 6 диаметров каната.
4).Между вторым и третьим зажимами должна находиться бирка.
После изготовления строп испытывают и осматривают. При осмотре обращают внимание на шаг между зажимами, длину свободного конца каната и размер петли.
Если изменений никаких не произошло, то после этого на бирке набивают маркировку и строп записывают в «Журнал учёта и осмотра СГП и тары».
Изготовление петли стропа заплёткой.
При изготовлении петли стропа заплёткой для каждой из 6 прядей делается определенное число проколов, которое зависит от диаметра каната:
| d каната, мм | Число проколов для 1 пряди |
| до 15 | ≥ 4 |
| 15 – 28 | ≥ 5 |
| 28 – 60 | ≥ 6 |
!
Последний прокол делается половинным числом проволок прядей.
Например: в каждой пряди было по36 проволок, значит, в последний прокол будет вплетено по 18 проволок.
Это делается, для того чтобы завершить заплётку и получить плавный переход от заплётки к канату.
Междувторым и третьим проколами вплетается бирка.
После изготовления строп испытывают и осматривают. При осмотре обращают внимание на заплётку, оставшиеся свободные концы прядей и размер петель.
Если изменений никаких не произошло, то после этого оставшиеся концы прядей срезают, это место оплетают бензельной проволокой, на бирке набивают маркировку и строп записывают в «Журнал учёта и осмотра СГП и тары».
Испытание стропов.
Цель испытания – проводится, для того чтобы проверить правильность изготовления и качество выполненного ремонта (цепные стропы).
Следовательно, стропы испытываются один раз после их изготовления, и каждый раз после ремонта (цепные стропы).
Порядок испытания стропов.
Для испытания стропа берется контрольный груз, вес которого на 25%больше Q стропа.
Например:
Q стр.= 6 т
Ргруза =7,5 т
Этот груз навешивается на крюк подъемного сооружения (крана) с помощью стропа. Поднимают на высоту 50 -100мм, останавливают и делают выдержку 10 минут. По истечении этого времени груз опускают, строп с крюка ПС (крана) снимают и осматривают.
Если строп прошёл испытание, то после этого делают соответствующую запись в «Журнале учёта и осмотра СГП и тары».
!Маркировка стропов.
Маркировка стропа – это бирка, которая должна вплетаться при заплётке или находиться между зажимами у стропов из стальных канатов, или ввариваться в звено у стропов из цепей.
На бирке стропа должно быть выбито:
1). Номер стропа.
2). Грузоподъёмность (Q) стропа.
3). Дата испытания, когда он был испытан.
4). Цех (организация), которому (ой) он принадлежит.
рисунок
Если строп приобретался на заводе – изготовителе, то должна быть дополнительная информация на бирке стропа – «завод-изготовитель» и номер стропа по системе нумерации завода-изготовителя. Стропы, приобретенные, не имеющих паспорта – сертификата об их испытании к работе не допускаются.
!Нормы браковки стропов из цепей.
1).Отсутствует маркировка.
2).Бирка к стропу привязана.
3).Неразборчивая или не понятная маркировка, а особенно если плохо видна Q или она отсутствует.
4).Трещины по сварке или в любом другом месте звена.
5).Износв месте контакта звеньев более 10% от первоначального диаметра прутка.
6).Удлинение звена более 3% от первоначальной длины звена.
7).Любая другая деформация хотя бы одного звена.
!Нормы браковки стропов из стальных канатов.
1).Отсутствует маркировка.
2).Бирка к стропу привязана.
3).Неразборчивая или непонятная маркировка, а особенно если плохо видна Q.
4).Выдавливание проволок в нескольких прядях.
5).Выдавливание проволок в одной пряди.
6).Выдавливание сердечника.
7).Местное уменьшение изменение диаметра стропа.
8).Местное увеличение диаметра стропа.
9).Корзинообразная деформация.
10).Раздавливание каната.
11).Перекручивание каната.
12).Залом каната.
13.) Перегиб каната.
14).Износ или коррозиянаружных проволок более 40% от первоначального диаметра проволоки (измеряем одну проволоку в самом плохом месте).
15). Повреждение сваркой.
16). Изменение цвета (был пропущен электрический ток).
17). Расплелась заплетка.
18). Обрыв одной пряди.
19).По порванным проволокам.
Допустимое число видимых обрывов проволок зависит от участка стропа:
| Участок стропа | Число обрывов проволок |
| 3d | |
| 6d | |
| 30d |
!
d – диаметр стропа
Когда, порвется одна проволока, будет 2 конца.
Правая колонка таблицы ниже переведена в концы, т.к. на каждом участке мы будем считать концы, а потом их переведем количество проволок.
Проволоки – 8 концов
Проволок – 12 концов
Проволок – 32 конца
Например:
d = 20мм
3d=3х20мм= 60мм
Отмеряем на стропе, там, где произошел обрыв проволок 60мм и на этом участке должно быть не более 4 штук, если будет более 4-х, то строп необходимо забраковать. Если на участке 3d порвалось до 4-х проволок, но все порванные проволоки не вошли в 3d, то отмеряем участок 6d. В нашем случае, это будет:
6х 20мм=120мм
Теперь отмеряем 120мм и на этом участке не должно быть более 6 порванных проволок, если их число превышает допустимое, то строп необходимо забраковать.
И так делаем дальше по необходимости.
Захваты и их виды.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
§ Е25-8. Изготовление стропов из стальных канатов
Таблица 1
| Состав | При изготовлении стропов | ||
| звена | На зажимах | Сплетением | |
| такелажников | на двухшпиндельном станке с ручным приводом и на специальном приспособлении с механическим приводом | вручную | |
| 5 разр 2 " | 1 1 | 1 - | 1 1 |
На зажимах Состав работы
1. Разматывание каната из бухты или барабана с его разметкой.
2. Перевязка в местах рубки и рубка (резка) каната на заготовки.
3. Гнутье петли с установкой коушей, крюков или колец.
4. Закрепление петли зажимами.
5. Испытание и маркировка стропа.
Таблица 2
| Диаметр | Вид стропа | Добавлять | ||
| каната, мм, до | кольцевой при креплении петли тремя зажимами | с двумя петлями при креплении каждой петли тремя зажимами | на каждый дополнительный зажим | |
| 8 | 0,17 0-13,2 | 0,35 0-27,1 | 0,03 0-02,3 | 1 |
| 9 | 0,21 0-16,3 | 0,42 0-32,6 | 2 | |
| 10 | 0,25 0-19,4 | 0,48 0-37,2 | 0,04 0-03,1 | 3 |
| 11 | 0,29 0-22,5 | 0,54 0-41,9 | 4 | |
| 12 | 0,33 0-25,6 | 0,6 0-46,5 | 0,05 0-03,9 | 5 |
| 13 | 0,37 0-28,7 | 0,66 0-51,2 | 6 | |
| 14 | 0,41 0-31,8 | 0,74 0-57,4 | 0,06 0-04,7 | 7 |
| 15 | 0,45 0-34,9 | 0,82 0-63,6 | 0,07 0-05,4 | 8 |
| 16 | 0,49 0-38 | 0,89 0-69 | 0,08 0-06,2 | 9 |
| 17 | 0,54 0-41,9 | 0,96 0-74,4 | 0,09 0-07 | 10 |
| 18 | 0,58 0-45 | 1,1 0-85,3 | 0,11 0-08,5 | 11 |
| 19 | 0,62 0-48,1 | 1,2 0-93 | 0,12 0-09,3 | 12 |
| 20 | 0,67 0-51,9 | 1,3 1-01 | 0,13 0-10,1 | 13 |
| 22 | 0,77 0-59,7 | 1,4 1-09 | 0,15 0-11,6 | 14 |
| 24 | 0,86 0-66,7 | 1,6 1-24 | 0,17 0-13,2 | 15 |
| 26 | 0,96 0-74,4 | 1,8 1-40 | 0,19 0-14,7 | 16 |
| 28 | 1,1 0-85,3 | 2 1-55 | 0,21 0-16,3 | 17 |
| 30 | 1,2 0-93 | 2,2 1-71 | 0,23 0-17,8 | 18 |
| 32 | 1,3 1-01 | 2,4 1-86 | 0,25 0-19,4 | 19 |
| 34 | 1,4 1-09 | 2,6 2-02 | 0,27 0-20,9 | 20 |
| 36 | 1,5 1-16 | 2,9 2-25 | 0,29 0-22,5 | 21 |
| 38 | 1,6 1-24 | 3,1 2-40 | 0,31 0-24 | 22 |
| 40 | 1,8 1-40 | 3,3 2-56 | 0,33 0-25,6 | 23 |
| 44 | 2 1-55 | 3,7 2-87 | 0,36 0-27,9 | 24 |
| 48 | 2,3 1-78 | 4,2 3-26 | 0,4 0-31 | 25 |
| 52 | 2,6 2-02 | 4,7 3-64 | 0,44 0-34,1 | 26 |
| 56 | 2,9 2-25 | 5,1 3-95 | 0,48 0-37,2 | 27 |
| 60 | 3,2 2-48 | 5,6 4-34 | 0,52 0-40,3 | 28 |
| 64 | 3,5 2-71 | 6,1 4-73 | 0,56 0-43,4 | 29 |
| а | б | в | № | |
Изготовление стропов сплетением прядей Указание по применению норм
Нормами предусмотрено изготовление стропов на двухшпиндельном станке с ручным приводом и креплением заготовки винтовыми зажимами в головках шпинделей. Расслабление прядей каната в месте заплетки производится вручную вращением вала шпинделя.
Нормами предусмотрено изготовление стропов на специальном приспособлении с механическим приводом, состоящим из укрепленной на кронштейне струбцины для зажима троса и расположенных под струбциной и насаженных на вертикальную ось червяка тисов, в которых зажимается петля или конец заготовки. Расслабление прядей каната в месте заплетки производится тисами, которые вращаются от реверсивного двигателя через редуктор и червячную пару.
studfiles.net
Стропы от производителя из стального каната многоветвевые, кольцевые, петлевые, ветви канатные УСК1, УСК2, 1СК, 2СК, 3СК, 4СК, ВК
Предлагаем вам приобрести стропы из стального каната: петлевые, универсальные, многоветвевые стропы (пауки) и канатные ветви.
Продукция собственного изготовления порадует вас своей надежностью, высокой прочностью. Производство осуществляется на современном оборудовании и соответствует требованиям ГОСТ 25573-82, «Правил устройства и безопасной эксплуатации грузоподъемных кранов ПБ – 10-383-00» , РД 10–33–93.
На все изделия имеются сертификаты качества и технические паспорта.
Стропы канатные производятся из отечественного каната (Северсталь) ГОСТ 2688-80, ГОСТ 7668-80. Изготовление стропов из оцинкованного каната - по запросу.
Стандартные виды стропов из стального каната:
Универсальный строп канатный (исполнение 1) петлевой.
Другое наименование - Строп Канатный Петлевой (СКП)
Г/п от 0,32 до 32 тн
Универсальный строп канатный (исполнение 2) кольцевой.
Другое наименование - Строп Канатный Кольцевой (СКК)
Г/п от 1,0 до 64 тн
ВК
Ветвь канатная. Может использоваться как самостоятельный элемент, так и в качестве элемента стропа (1СК, 2СК, 3СК, 4СК)
Г/п от 0,32 до 20 тн
Строп канатный одноветвевой. Исполняется с верхним звеном или оганом.
Г/п от 0,5 до 20 тн
Строп канатный двухветвевой. Полупаук.
Г/п от 0,5 до 25 тн
Строп канатный трехветвевой. Полупаук.
Г/п от 0,5 до 30 тн
4 СК
Строп канатный четырехветвевой. Паук.
Г/п от 0,5 до 50 тн
В работе мы придерживаемся индивидуального подхода — грузоподъемное изделие подбирается строго под конкретные задачи, чтобы вы не переплачивали за возможности, которые не будут востребованы при подъеме и переносе грузов.
Вы можете связаться с нами по телефону или направить техническое задание на рассчет по электронной почте.
Мы используем только качественное сырье, что гарантирует прочность, износоустойчивость, долговечность выпускаемых изделий.
Как сделать быстрый заказ на стропы из стального каната?
Чтобы оставить заявку на производство строп из стального каната, достаточно добавить нужный товар в корзину сайта, а затем дождаться звонка от нашего сотрудника в указанные на сайте рабочие часы.
Мы уже более 15 лет существуем на отечественном рынке и знаем все о грузоподъемном оборудовании. Поэтому обращаясь к нам за стропами, грузоподъемным оборудованием или комплектующими, Вы можете быть уверенными, что получите изделия с оптимальными эксплуатационными характеристиками и доступной стоимостью.
strop-servis.ru
Сборка и изготовление стропов
Строительные машины и оборудование, справочник

Категория:
Строповка грузов
Сборка и изготовление строповСтроп, как правило, изготовляют слесари, токари, фрезеровщики и другие специалисты. Сборка стропов заключается в изготовлении петель (огонов) и сплесней (сплетки и сращивания канатов). Заплетку стропов — основную операцию— выполняет опытный рабочий-стропальщик, такелажник или специалист-заплетчик.
Изготовление стропа начинают с подготовки заготовки каната нужного диаметра и качества. Длина заготовки включает требуемую длину стропа и отрезка, необходимого для образования петель, заплетки и технологического припуска. Места резки и основание расплетки, чтобы предупредить раскручивание каната, укрепляют наложением марок на расстоянии 1—4 диаметров каната от места рубки. Чтобы проволоки прядей каната не раскручивались и не кололись во время заплетки стропа, их концы следует обмотать клейкой лентой.
Марки для стальных тросов делают из мягкой проволоки или из бензельного троса. По способам накладки марки делят на простые и самозатяжные. Простую марку накладывают на трос в некотором удалении от концов. Один из концов проволоки укладывают вдоль каната в виде петли, затем канат обвивают шлагами, число которых до 10—15 (у временных марок 6—10). Оставшийся конец пропускают в петлю и с ее помощью затягивают шлаги под марки. Свободные концы обрубают, и марка готова.
Самозатяжную марку накладывают на концы канатов и их прядей. Один из концов проволоки укладывают между прядями каната и обматывают 5—6 шлагами по направлению к концу троса. Затем между прядями вдоль каната укладывают второй конец проволоки, который также обматывают шлагами образовавшейся петли. После этого свободный конец петли затягивают под шлаги и обрезают Если самозатяжную марку накладывают не на конец, а на среднюю часть каната, то последние 5—6 шлагов накладыват со слабиной на уложенную вдоль троса прокладку. После накладки шлагов продергивают свободный конец проволоки, прокладку убирают, шлаги обтягивают туго поочередно и свободный конец затягивают под них так же, как и при накладке марки на конец каната.
Заплетку стропа производят с помощью специального приспособления, на котором канат, укрепленный в вертикальном положении, может свободно поворачиваться. Канат немного ниже метки отрезка, необходимого для образования петли, пробивают широким шилом с овальными пазами по бокам, отделяя от каната прядь, шило поворачивают на 90°, в результате чего образуется отверстие, в которое и протаскивают одну из прядей расплетенного каната до упора в отрезанный его сердечник. Затем шило поворачивают обратно и вытаскивают его из-под пряди, прядь свободного конца каната зажимается прядью нерасплетен-ного участка каната, переплетаясь с ней.
При подготовке канатов к сращиванию на их концевые пряди накладывают временные марки. После накладки марок концы каната расплетают на пряди 9 и в месте конца расплетки накладывают марку. При сращивании каната пряди сначала укладывают попарно (//) так, чтобы пара прядей одного каната оказалась между прядями другого каната. Затем пряди канатов раскладывают по одной (III) с тем, чтобы каждая прядь оказалась между прядями другого каната.
Пряди при сращивании стальных канатов поочередно пробивают по правилу — через одну под две—(IV), т. е. каждую ходовую прядь проводят над ближайшей коренной прядью и пробивают по две следующие, причем ходовые пряди проводят против спуска каната. Каждую ходовую прядь пробивают под коренные пряди другого каната 2 раза, затем из нее удаляют половину проволоки (VI) и половинным числом прядей 12 производят третью пробивку. Перед четвертой пробивкой (последней) в пряди вставляют только четверть проволок. Это необходимо для уменьшения толщины сплесня к его концу (VII), что рассредоточивает напряжения, возникающие на концах сплесня и могущие служить причиной обрыва каната.
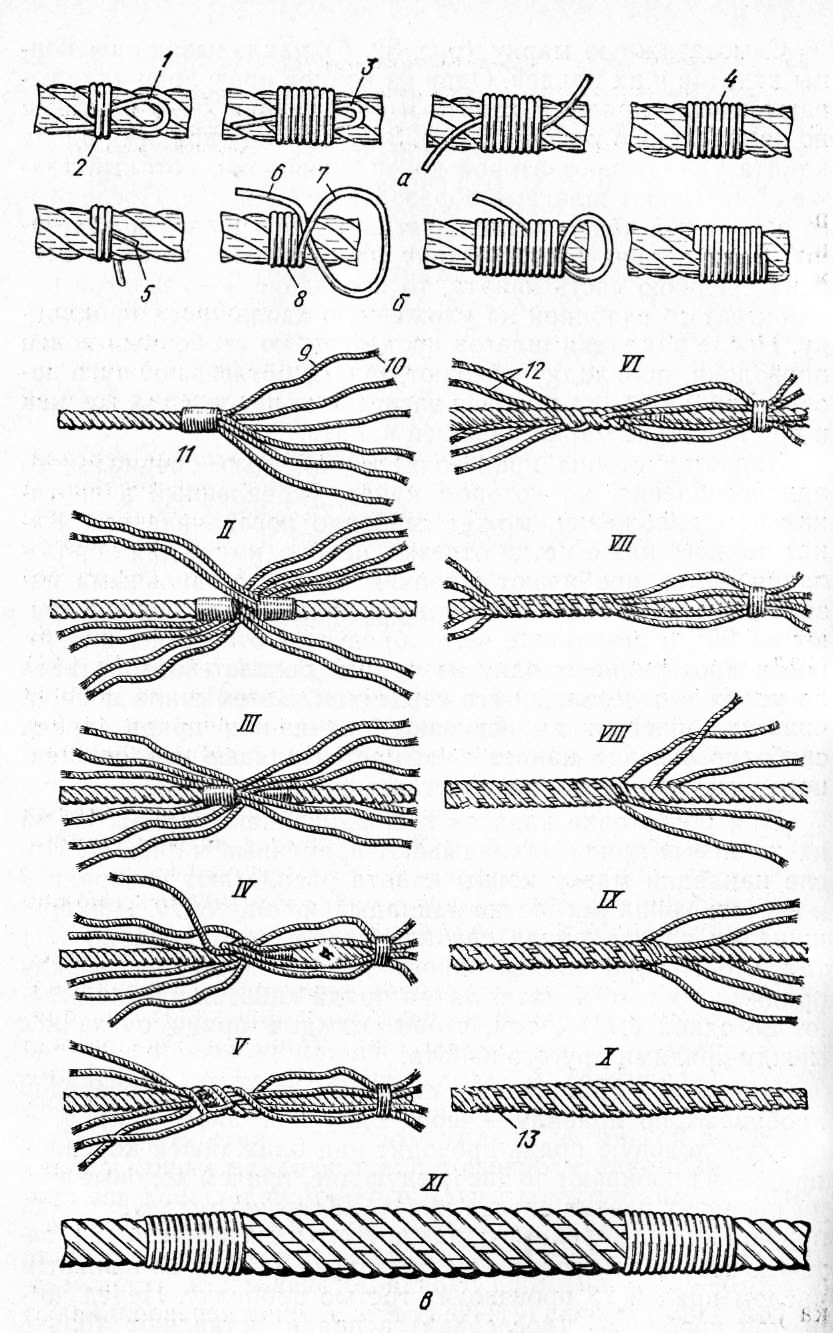
Рис. 1. Наложение марок и сращивание канатов: а — простая; б — самозатяжная; в — короткий сплесень; 1 — петля; 2—шланг; 3 – конец обвязочной проволоки; 4 — марка; 5, в — первый и второй концы проволоки самозатяжной марки; 7 —петля; 8—шлаг; 9 — прядь; 10 — марка; 11— временные марки; 12 — половинные пряди; 13 — кончики проволок
После четырех пробивок концы прядей обрезают, пряди второго каната отвязывают и приступают к пробивке его прядей (VIII). Здесь также делают 2 полные пробивки, затем пряди (IX) дважды подрезают для выполнения третьей и четвертой пробивок.
При выполнении пробивок каждый раз после продергивания пряди отбивают мушкелем для лучшего прилегания, а после всех пробивок их обтягивают, сплесень отбивают еще раз мушкелем и пряди обрезают. У сплесня (X) имеется множество торчащих кончиков проволок, что делает его не пригодным для использования (возможны ранения людей, работающих с канатом). Поэтому при сращивании стальных канатов обязательно наложение марок (XI) из мягкой проволоки или бензельного каната на концах сплесня с таким расчетом, чтобы марки полностью закрывали участки прядей с обрезанными и торчащими проволоками.
Для упрощения работы можно делать тремя прядями три пробивки, а другими тремя прядями — четыре пробивки, что уменьшает толщину сплесня к его концам.
На стальных канатах, как и на растительных, можно делать петли простые и с коушами.
Первую прядь пробивают под три пряди каната справа налево против его спуска (II), вторую прядь — под две пряди каната, а третью — под одну (III). Затем петлю переворачивают и пробивают четвертую прядь под две пряди и пятую — под одну (IV). Пряди обтягиват так, чтобы марка уперлась в коренной конец, петлю снова переворачивают и шестую прядь пробивают под одну прядь каната, но не против спуска, а по его направлению (V). Этим заканчивается первая пробивка прядей, правильность которой должна быть проверена. При правильном выполнении пробивки ходовые пряди должны быть расположены через одну прядь каната. Последующие пробивки ходовых прядей ведут против спуска каната (справа налево) по правилу — через одну под две (VI). По окончании каждой пробивки пряди обтягивают вручную, а при больших толщинах тросов — талями, а также околачивают мушкелем.
С целью уменьшения толщины каната в месте соединения следует после третьей пробивки обрубить ходовые пряди через одну, а оставшимися тремя прядями сделать четвертую пробивку (VII). После этого оставшиеся пряди обрубают и места обрубки всех прядей покрывают маркой из мягкой проволоки или бензельного троса (VIII)
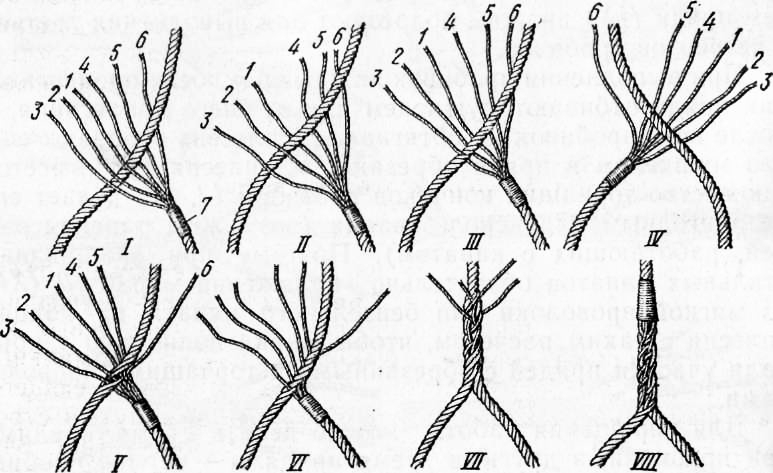
Рис. 2. Заплетка петель (огонов) на стальных канатах: /—V///— положения заплетки; 1—6 — номера прядей каната; 7 — марка
Петлю с коушем изготовляют в такелажных тисках, а при их отсутствии — путем обводки каната по кипу коуша вручную, что при больших толщинах троса является весьма трудоемкой работой. При ручной закладке для удержания каната в кипе коуша последовательно накладывают 3—4 временные марки. После зажатия каната с коушем в тисках или их скрепления распускают концы троса на пряди, как при изготовлении простой петли, которые вплетают в канат в том же порядке.
Петли с помощью зажимов изготовляют в тех случаях, когда стропы с петлей не подвергают перегибам (например, для постоянных оттяжек, а также при креплении грузов). В зажиме для соединения стальных канатов скобу и колодку скрепляют и затягивают гайками с шайбами.
Размеры зажимов должны соответствовать толщине каната, их подбирают в соответствии с выбитыми или отштампованными на корпусе обозначениями.
При изготовлении петель с помощью зажимов также используют такелажные тиски, в которые зажимают петлю. Зажимы располагают колодками на коренном (рабочем) конце каната на расстоянии не менее шести диаметров каната один от другого. Число используемых для соединения зажимов в зависимости от толщины троса должно составлять при диаметре канатов до 16, 16—27, 27—37 и свыше 37 мм соответственно 3, 4, 5, 6 шт.
Читать далее: Изготовление канатных многоветвевых плетеных стропов
Категория: - Строповка грузов
Главная → Справочник → Статьи → Форум
stroy-technics.ru